Fabbricazione di lamiere per veicoli elettrici: produttore di involucri per batterie personalizzati
Scritto da
Gloria
Pubblicato
May 21 2026
Fabbricazione di lamiere
Seguici
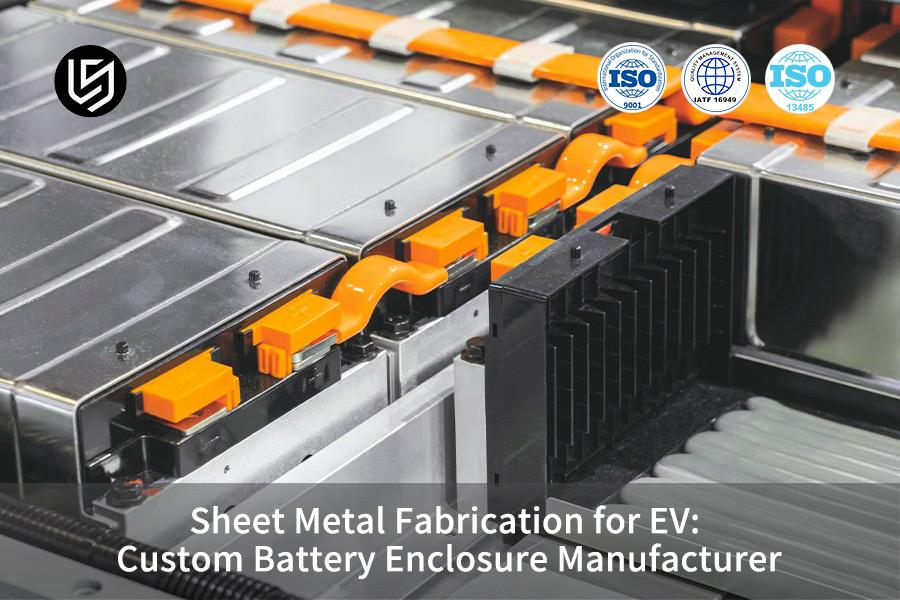
Servizio di fabbricazione di lamiere per veicoli elettrici è un servizio di lavorazione di lamiere ad alta precisione nel settore dei veicoli elettrici. La deformazione della saldatura e la mancata sigillatura delle scatole delle batterie di alimentazione sono due problemi principali che questo servizio mira ad affrontare. La sostituzione del materiale con AL5052-H32 e l'utilizzo della saldatura composita laser CMT può rendere la deformazione termica durante la saldatura inferiore al 40%.
Raggiungendo una tolleranza di stampaggio Cpk>1,33, le soluzioni tecniche B2B per la catena di fornitura automobilistica sono dotate di un grado di tenuta IP67. La scatola della batteria è il principale scomparto di sicurezza ed è molto improbabile che i processi tradizionali possano soddisfare i requisiti. In questo articolo vengono analizzati i principali processi per prevenire i difetti di produzione.
Panoramica rapida delle conclusioni principali nella produzione di lamiere di contenitori per batterie per veicoli elettrici
Questa tabella riassume le tecnologie e le soluzioni principali dell'intero articolo, facilitando la rapida comprensione delle informazioni chiave e migliorando l'efficienza del processo decisionale.
Dimensioni principali
Soluzione ottimale
Parametri chiave
Vantaggi per il cliente
Selezione del materiale
AL5052-H32 + Saldatura laser CMT compositi
Deformazione dovuta al calore di saldatura ridotta del 40%+.
Riduce il tasso di scarto e accorcia il ciclo di consegna.
Sigillatura
Timbratura di precisione + Erogazione dinamica
Cpk>1,33, planarità ≤0,1 mm/100 mm
Garantisce il grado di impermeabilità IP67 ed evita guasti dovuti a perdite.
Controllo qualità
Rilevamento perdite tramite spettrometria di massa con elio + ispezione CMM
Tasso di rilevamento perdite 1,0×10⁻⁵ mbar·l/s, tolleranza ±0,05 mm
Mitiga i rischi della produzione di massa e garantisce la coerenza del prodotto.
Alleggerimento
Stampaggio di precisione 3D + riduzione dello spessore delle pareti
Spessore della parete ridotto del 15%, precisione del contorno ±0,15 mm.
Riduce il peso complessivo del veicolo e migliora l'autonomia.
Consegna del primo pezzo in 7 giorni, nessun costo per stampo rigido.
Riduce i costi di ricerca e sviluppo e accelera l'avanzamento del progetto.
Concetti principali:
Selezione del materiale: è possibile ridurre le deformazioni termiche della saldatura eseguendo AL5052-H32 con saldatura composita laser CMT fino al 40% o più.
Sigillatura: un pacco batteria che raggiunge un grado di impermeabilità IP67 può essere garantito da una tolleranza di stampaggio precisa mantenuta rigorosamente al livello di Cpk > 1,33.
Controllo di qualità: l'esecuzione del rilevamento delle perdite tramite spettrometria di massa con elio (100%) online e l'ispezione della tolleranza geometrica della macchina di misura a coordinate (CMM) sono due delle operazioni indispensabili per controllare i rischi nella produzione di massa.
Perché affidarsi ai servizi personalizzati di lamiera per veicoli elettrici e alla competenza nella produzione di involucri per batterie di LS Manufacturing?
Le considerazioni principali quando si cerca un partner per la fabbricazione di lamiere sono le sue capacità diaffrontare i tuoi punti critici e la sua qualifica per la conformità. Grazie all'esperienza diretta e agli standard rigorosi, siamo riconosciuti come fornitore a lungo termine per i clienti di primo livello. Abbiamo corretto il problema di cedimento dell'ermeticità causato dalla distorsione della saldatura nei progetti europei di pacchi batterie per autobus elettrici e seguiamo costantemente i requisiti IATF 16949:2016 e ISO 26262 ASIL-B.
In passato, attraverso la conferma dei processi di saldatura per i produttori di veicoli a nuova energia del Nord America, la nostra scoperta è stata che una saldatura MIG tradizionale porta a una deformazione di 0,8 mm, mentre la saldatura ibrida laser CMT potrebbe ridurre la deformazione a 0,2 mm, in linea con i criteri IP67. Ogni parametro della procedura è stabilito sulla base di migliaia di esperimenti e siamo forniti da APQP e PPAP per garantire gli standard di livello automobilistico.
Lavoriamo con SGS da un lungo periodo di tempo e le parti metalliche dei veicoli elettrici sono soggette a test di terze parti, fornendo rapporti MTR e analisi spettrali. Questa combinazione di test effettivi, conformità e conferma di terze parti libera i clienti dalle preoccupazioni relative alla qualità e riduce il rischio di consegna.
Se hai problemi con i punti critici della produzione relativi ai pacchi batteria, contatta i nostri esperti tecnici per una valutazione DFM gratuita. Forniremo soluzioni personalizzate per la fabbricazione di lamiere su misura per le esigenze del tuo progetto, aiutandoti a evitare in anticipo oltre il 95% dei difetti di produzione.
Come può un produttore di involucri per batterie personalizzati ridurre al minimo il peso strutturale senza sacrificare la sicurezza in caso di incidente del veicolo?
Un produttore di custodie per batterie personalizzate utilizza innanzitutto la formatura di precisione 3D in lega di alluminio ad alta resistenza, consentendo di ridurre lo spessore della parete del 15%. Allo stesso tempo, eseguono urto sul montante laterale, test di estrusione e piegatura di precisione multiasse per controllare il ritorno elastico. Di conseguenza, anche con un'elevata rigidità e un design leggero, sono riusciti a bilanciare la riduzione del peso dell'auto e il mantenimento della sicurezza dell'auto.
Incrudimento dei materiali e controllo del ritorno elastico
In base al livello di incrudimento dei diversi materiali trattati mediante stampaggio a freddo, l'effetto dell'alleggerimento sarà influenzato. I punti principali per la selezione del materiale sono:
Lega di alluminio AL5052-H32: la resistenza alla trazione raggiunge 230 MPa, indice di incrudimenton=0,25, l'aumento della durezza dopo lo stampaggio a freddo è del 15%-20%, buone prestazioni per la formatura di pareti sottili, il ritorno elastico è controllabile fino a 3°, adattamento per diversi tipi di parti in lamiera personalizzate.
Acciaio ad alta resistenza: resistenza alla trazione 350MPa, velocità di incrudimento molto elevata che porta a elevate difficoltà di formatura, il ritorno elastico può raggiungere 5°-8°, ciò significa necessità di un'ulteriore compensazione del ritorno elastico per realizzare formatura lamiera EV bene.
Approccio alla compensazione springback: impiega la tecnologia di compensazione angolare laser per effettuare una deviazione dell'angolo di piegatura preimpostata e, quando è combinato con una macchina piegatrice di precisione, può raggiungere una precisione del contorno locale di 0,15 mm, che corrisponde completamente ai disegni di progettazione e non sono necessarie correzioni secondarie.
Confronto del processo di stampaggio e verifica delle prestazioni di collisione
La distribuzione delle sollecitazioni del pacco batteria in caso di collisione varia in modo significativo a seconda del processo di stampaggio.I dati specifici sono i seguenti:
Processo di stampaggio
Capacità di carico dell'estrusione laterale
Punto di concentrazione dello stress
Effetto alleggerimento
Tasso di superamento della collisione
Scatola saldata tradizionale
160 kN
Giunto saldato
Spessore parete 1,5 mm, aumento di peso del 12%
88%
Box di disegno profondo integrato
220 kN
Angolo
Spessore parete 1,2 mm, riduzione del peso del 15%
99,5%
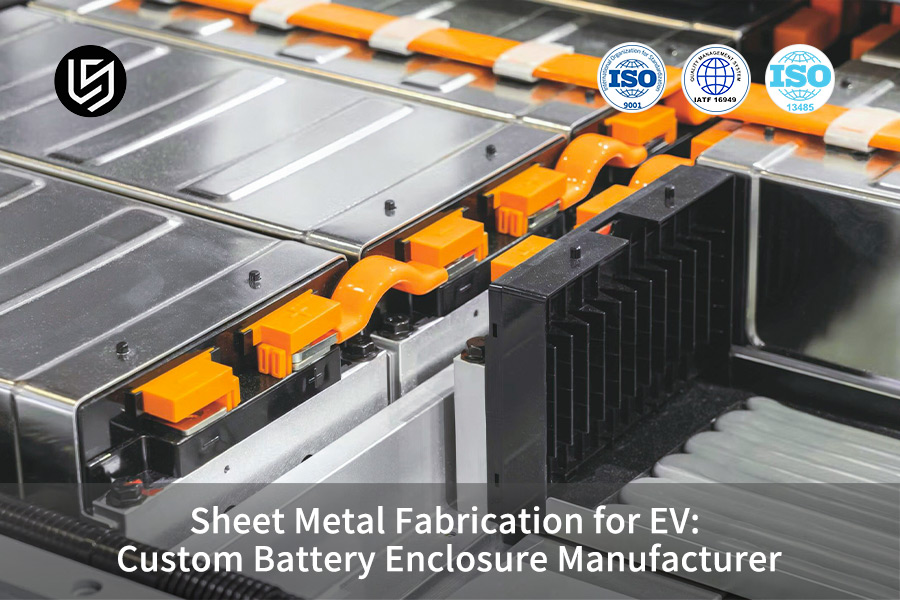
Figura 1: primo piano dei moduli batteria assemblati con cavi in un involucro per batterie per veicoli elettrici personalizzato.
Quale scelta di materie prime ottimizza la conduttività termica per i fornitori di servizi di fabbricazione di lamiere per veicoli elettrici?
Il servizio di fabbricazione di lamiere affidabile per veicoli elettrici si concentra sempre sull'elevata conduttività termica e sulla resistenza alla corrosione delle leghe AL3003 e AL5052 poiché queste caratteristiche aiutano a dissipare in modo efficiente il calore generato quando il modulo batteria viene caricato e scaricato. Uno dei modi in cui miglioriamo la dissipazione del calore è regolando l'orientamento delle venature del metallo. La scelta del materiale è il fattore che influisce più direttamente sulla durata e sulla sicurezza di una batteria.
Confronto delle proprietà dei materiali principali
I parametri delle varie materie prime differiscono in modo abbastanza drastico. Puoi utilizzare la tabella seguente come guida semplice per la scelta dei materiali, che sono anche molto adatti per le operazioni di lavorazione di lamiere per batterie.
Tipo materiale
Conducibilità termica (W/(m·K)
Resistenza alla trazione (MPa)
Prestazioni nel test in nebbia salina
Scenari applicabili
Conducibilità elettrica (S/m)
AL3003
190
150
720 ore senza ruggine rossa
Base del vano batteria (piastra raffreddata a liquido integrata)
La base del vano batteria della batteria integrata raffreddata a liquido è realizzata principalmente in lega AL3003. L'ottima conducibilità termica di questo materiale permette di disperdere il calore molto velocemente. Inoltre, grazie alla tecnologia di stampaggio ad alta precisione, l'errore di planarità è controllato a 0,1 mm. La lamiera per l'alloggiamento della batteria ha una buona conduttività termica e resistenza alla corrosione. AL5052-H32 è diventato il componente principale che soddisfa gli standard di controllo della tolleranza della lamiera.
In qualità di fornitore professionale di servizi di fabbricazione di lamiere per veicoli elettrici, forniamo report MTR completi e analisi spettrali. Le materie prime sono sottoposte a severi test. La ricerca mostra che la scelta corretta dei materiali puòaumentare la funzione di dissipazione del calore di un modulo batteria del 25% e portare a un modulo batteria con una durata di oltre 3 anni in più.
Puoi scaricare il nostro manuale di selezione dei materiali se desideri avere una buona idea delle prestazioni e dei costi dei diversi materiali. Non esitate a contattare i nostri ingegneri per una consulenza gratuita sulla selezione dei materiali per soddisfare perfettamente le esigenze del vostro progetto.
In che modo la saldatura laser controlla le prestazioni di tenuta durante i complessi processi di fabbricazione della scatola delle batterie dei veicoli elettrici?
Per la fabbricazione di box batteria per veicoli elettrici di alta qualità, utilizziamo un laser a fibra da 3kW-6kW più un sistema di saldatura 3D robotica per un'efficienza molto elevata nella saldatura, riducendo l'apporto di calore a solo il 30% rispetto alla tradizionale saldatura MIG, che portano anche all'eliminazione della porosità e al compromesso finale della tenuta IP67. La chiave è una gestione rigorosa dell'apporto di calore durante la saldatura per evitare difetti.
Controllo dei parametri principali del processo di saldatura
La sigillatura dipende in gran parte dall'impostazione accurata dei parametri di saldatura. Ecco l'intervallo di parametri principale:
Potenza laser: 3kW-6kW, la potenza viene modificata in base allo spessore della lamiera. La potenza di 4 kW è molto adatta per lamiere AL5052 spesse 1,2 mm, poiché offre il miglior effetto di saldatura.
Velocità di saldatura: 2,5-3,5 m/min. Con velocità di saldatura molto elevate si può ottenere una penetrazione incompleta, viceversa una velocità estremamente bassa è causa di deformazione termica. 2,8 m/min è la velocità migliore.
Gas di protezione: 99,999% di gas argon di elevata purezza, il flusso d'aria di protezione laterale di 5-8 l/min protegge efficacemente l'area di saldatura dall'ossidazione e aiuta a prevenire la porosità.
Attrezzature e dispositivi: dispositivo di allineamento pneumatico completamente automatico a 12 puntidispositivo di allineamento con pressione di bloccaggio sincrono di 0,3-0,5 MPa limitazione della deformazione della saldatura e garanzia di planarità post-saldatura di 0,2 mm.
Controllo della qualità della saldatura e risoluzione dei difetti
La saldatura di vassoi per batterie a pareti sottili può facilmente portare al "collasso del bagno di fusione". Ecco due semplici metodi che utilizziamo per risolvere completamente il problema:
Controllo della messa a fuoco laser da 0,1 mm e sistema di tracciamento della saldatura online. Dopo la saldatura, viene effettuato un doppio controllo di qualità mediante test non distruttivi e rilevamento delle perdite mediante spettrometria di massa con elio, garantendo che la saldatura sia priva di crepe e porosità, con un ulteriore qualità della saldatura della lamiera migliorata.
Suggerimento esclusivo per la risoluzione dei problemi: quando si osserva microporosità durante la saldatura, un leggero aumento della portata del gas argon a 7 l/min e una diminuzione della velocità di saldatura di 0,2 m/min possono non solo eliminare rapidamente i difetti ma anche evitare scarti.
Figura 2: testa di saldatura laser che crea scintille su un modulo batteria per la sigillatura.
Perché i rigorosi standard di tenuta IP67 ridefiniscono i requisiti per la produzione personalizzata di lamiere degli alloggiamenti delle batterie?
Per soddisfare gli standard IP67 e anche IP69K, la planarità della lamiera dell'alloggiamento della batteria deve essere inferiore a 0,1 mm per 100 mm. Per soddisfare questo requisito fondamentale per la sicurezza della batteria, ci affidiamo allo stampaggio continuo CNC e alla rettifica superficiale ad alta precisione per mantenere stabili le dimensioni della scanalatura adesiva.
Controllo cumulativo della tolleranza e ottimizzazione strutturale
La tenuta della scatola della batteria potrebbe essere compromessa dalle tolleranze accumulate delle superfici di accoppiamento. Gestiamo tutto ciò tramite:
Utilizzo dell'analisi degli elementi finiti (FEA) per modellare la leggera deformazione elastica della flangia in lamiera indotta dalla coppia di serraggio e regolare la compensazione della deformazione. Di conseguenza, per garantire che la planarità sarà ancora conforme allo standard dopo il serraggio e che sarà adatta al processo di piegatura di precisione della lamiera.
Le tolleranze di stampaggio continuo CNC sono mantenute a 0,05 mm. Dopo la rettifica superficiale ad alta precisione, la ruvidità della superficie di tenuta è controllata a Ra 0,8-Ra 1,6, favorendo l'adesione della striscia sigillante.
La tolleranza dimensionale della scanalatura di erogazione è fissata a 0,1 mm, la larghezza di erogazione è mantenuta a 5-8 mm, la compressione della striscia adesiva è del 30%-40% e la spaziatura dei bulloni è di 50-70 mm, tutti fattori contribuiscono a una tenuta uniforme.
Rapporto tra rugosità superficiale e prestazioni di tenuta
La ruvidità della superficie influisce direttamente sulla forza adesiva della striscia sigillante. I nostri dati misurati sono i seguenti:
Rugosità superficiale (Ra)
Forza adesiva del silicone espanso (N/m)
Forza adesiva della striscia sigillante EPDM (N/m)
Tasso di superamento del test di tenuta IP67
0,8
180
165
98,5%
1.2
220
200
99,8%
1.6
190
175
99,2%
2.0
150
140
95,3%
Quali fattori ingegneristici influenzano direttamente la tolleranza strutturale nella fabbricazione di lamiere per progetti di veicoli elettrici?
I diversi fattori che contribuiscono al controllo della tolleranza durante la fabbricazione di lamiere di grandi dimensioni per progetti EV sono come il gioco dello stampo di stampaggio, la piegatura laser con compensazione angolare, il posizionamento secondario durante la lavorazione e così via. Impostiamo le tolleranze dei nostri fori chiave su 0,05 mm. Ciò influenzerà direttamente la precisione dell'assemblaggio e la qualità della produzione di massa.
Fattori tecnici fondamentali che influiscono sulla tolleranza
La capacità della produzione di mantenere stabilmente la tolleranza dipende principalmente da tre fattori principali durante la produzione di massa.
Gioco della matrice di stampaggio: il gioco viene deciso a livelli ragionevoli per lo spessore del materiale. Ad esempio, nel caso della lamiera AL5052 (spessore 1,2 mm), il gioco dello stampo è compreso tra 0,12 e 0,15 mm e questo viene fatto per prevenire la formazione di bave e distorsioni che aiuteranno quindi a raggiungere l'accuratezza dimensionale delle parti stampate e a soddisfare i criteri per la lamiera ad alta precisione metallo.
Compensazione di flessione CNC: viene eseguita utilizzando una compensazione angolare laser. Considerando l'angolo di piegatura e le proprietà del materiale, una quantità di compensazione preimpostata su 0,5°-1° viene utilizzata per controllare l'errore del ritorno elastico e in questo modo garantire la precisione di piegatura.
Posizionamento di precisione secondario: il centro di lavoro è dotato di un sistema di posizionamento visivo CCD con una precisione di posizionamento di 0,02 mm.
Confronto tra il processo dello stampo e la stabilità della tolleranza
Quando si tratta di mantenere i valori Cpk del passo del foro durante la produzione di massa, la capacità varia molto tra stampi a stazione singola e stampi progressivi.
Processo di fustellatura
Valore Cpk del passo del foro (produzione di massa)
Intervallo di fluttuazione della tolleranza
Rendimento annuale adeguato
Costi di manutenzione
Fustella a stazione singola
1.0-1.2
±0,08 mm
Sotto i 500 pezzi
Inferiore
Fustella Progressiva
1,33-1,67
±0,03 mm
Oltre 5000 pezzi
Più alto
Ogni lotto include grafici di controllo SPC per tenere traccia delle variazioni di tolleranza. Questo utilizza la formula"Costo di fluttuazione della tolleranza del lotto singolo = Tasso di scarto Costo unitario di output del batch", un controllo più rigoroso riduce i tassi di scarto sotto lo 0,5%, oltre a ridurre notevolmente le spese complessive.
Come possono gli OEM evitare costi elevati di attrezzaggio durante l'approvvigionamento di servizi di lamiere per veicoli elettrici personalizzati a basso volume?
Quando si tratta di ricerca, sviluppo o produzione pilota di piccoli lotti di servizio personalizzato di lamiera per veicoli elettrici, la soluzione ottimale sarebbe formatura con stampo morbido + taglio laser. Noi cambiamo a linee di produzione flessibili, quindi anche se cancelliamo decine di migliaia di dollari in spese di apertura dello stampo, riusciamo comunque a ricevere il nostro primo pezzo entro 7 giorni, il che cambia totalmente il problema del costo elevato dello stampo.
Percorsi di produzione economicamente vantaggiosi su scale diverse
If you want to achieve the lowest cost possible, then your decision for process selection should be aligned with the annual volume of production, like this:
1-50 pcs (Research & Development Stage): For the beginning stage use of a product, soft mold forming + laser cutting method is excellent. It doesn't involve the costly production of hard molds, delivers the first piece inside 7 days, has a somewhat higher single piece cost, but the trial and error costs are minimized greatly. This strategy is ideal for testing product iteration and having low cost sheet metal fabrication.
50-500 pcs (Small-batch Pilot Production) : This stage, the soft mold method is combined with the use of a CNC turret punch press, the main purpose is keeping a reasonable balance between efficiency and costs.Unit cost, in this case, got reduced by 30% compared to the R&D stage, delivery cycle is 15-20 days.
5000+ units (Mass Production): Progressive die stamping + laser welding methods, a significant investment in hard mold costs (approx $20,000-$50,000). Yet, unit cost is brought down by 60% which is the best practice for regular mass production.
Cost Control Tips and Service Support
Adjusting the battery box bending radius to R=1.5-2.0mm and minimizing deep drawing structures will not only simplify the mold but also save 20%-30% of mold costs, we do free DFM analyses to help you struct ure the product in a cost effective manner and eliminate cost waste.
Being a professional custom EV sheet metal service provider, we are equipped with a flexible manufacturing line that can handle minimum order quantities of 5 pieces, which means that OEM customers can check the appropriateness of the battery box structure during the R&D stage with very low costs of trial and error. If your small batch trial production stage, please don't hesitate to contact us for a free cost calculation so that you can get the best processing solution and avoid high mold cost waste.
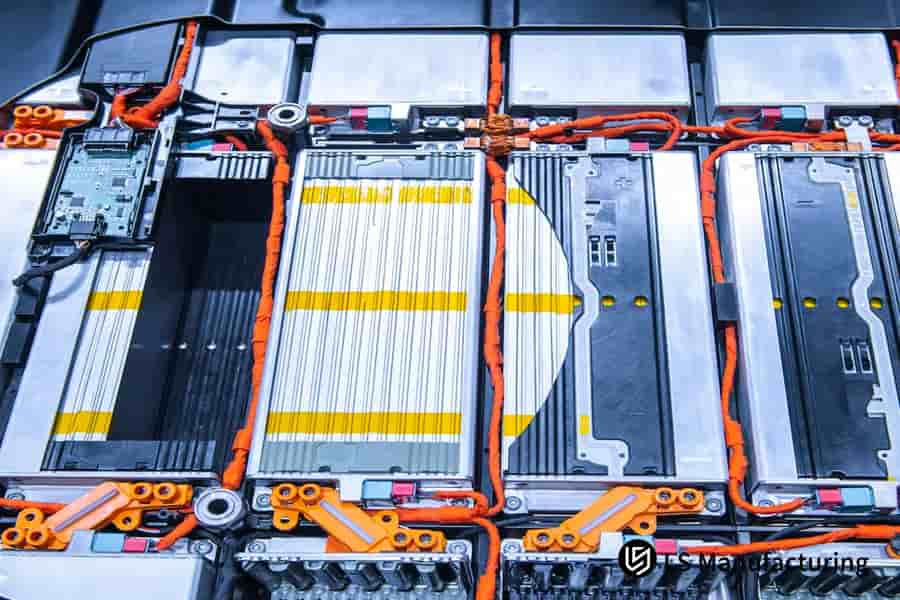
Figure 3: A battery module showing silver cells connected by orange wires.
Which Quality Control Protocols Ensure The Long Term Durability Of High Voltage Electric Vehicle Metal Parts?
Electric vehicle metal parts, in particular those operating with high voltage, need powder coating or insulating nylon powder coating that is very strong. Only in this way, the service life of these parts can be guaranteed to be over 10 years. Our insulation layer has a breakdown voltage of >5000V DC, That means the whole surface treatment process must be under quality control coverage.
Surface Treatment Process Quality Control
There are explicit quality control criteria for every point of the surface treatment process of Electric vehicle metal parts:
Cleaning before treatment: Degreasing with an alkaline agent is done at 50-60℃, 10-15 minutes. Besides cleaning the surface from grease and other contaminants, the adhesion that is necessary for the subsequent steps is also achieved. This method is ideal for sheet metal surface finishing.
Silane Passivation: This is a newer technique which is also replacing phosphating (environmentally friendly) and gives the passivation film at 0.5 to 1.0μm thickness that results in coating adhesion and protective ability against corrosion.
ED (Electrophoretic Coating): The thickness of the electrophoretic layer is 20-30μm. The adhesion reaches the 5B level (cross-cut adhesion test) - absolute no peeling or flaking.
Powder coating: The thickness of the insulation layer is 80-120μm, the online measurement of thickness error is 5μm, the breakdown voltage is >5000V DC, so high-voltage insulation requirements are considered to be met.
Weather Resistance and Insulation Performance Testing
We do very strict testing to check the weather resistance as well as the insulation capability of our surface-treated products. Key test data are as follows:
Test Item
Test Standard
Test Result
Industry Requirements
Salt Spray Corrosion Test
SGS 1000 hours
No red rust, no corrosion
720 hours,no red rust
Scratch Resistance Test
ASTM D3363
Scratch depth ≤0.5mm, no coating peeling
Scratch depth ≤1.0mm
High Voltage Breakdown Test
IEC 60664
Breakdown voltage >5000V DC
Breakdown voltage >3000V DC
Adhesion Test
ISO 2409
5B level
4B level and above
How Can Automotive Tier 1 Suppliers Find a Reliable Partner For Precision Sheet Metal Enclosure Manufacturing?
When assessing a sheet metal enclosure manufacturing company's ability to supply automotive-grade parts the main criteria are their hardware facilities, IATF 16949 certification, and their knowledge of APQP/PPAP tools. Solid suppliers make it easier for Tier 1 customers to alleviate the risks involved in the supply chain.
Critical Aspects Of Supplier Qualification Review
Before deciding on a Tier 1 supplier, what comes next four points deserve in-depth discussion:
System Certification: IATF 16949:2016 system certification is a must. This is the bare minimum qualification for automotive-grade parts supply as it confirms the production process is compliant.
Tool Execution: Must be able to effectively implement the five core tools - APQP PPAP FMEA, SPC, and MSA - to help project risk minimization right from the starting stage.
Hardware Equipment: Have make metrology equipment like Bystronic laser cutting machines and CNC bending machines to maintain a processing accuracy of 0.05mm.
Testing Capabilities: Own testing devices like coordinate measuring machines (CMM) and helium mass spectrometer leak detectors, and provide full third-party testing reports.
Complete Compliant Supply Loop
We form an entire compliance loop starting from RFQ reception to PPAP submission, which ensures that the projects satisfy the customers' needs:
RFQ Reception and Drawing Review: When a customer sends a quotation request, a complete 3D drawing review must be done within 24 hours and the DFM defect feedback must be given.
Risk Analysis: The use of FMEA in analyzing the Risk Priority Number (RPN) enables the creation of precise risk control measures for manufacturing defects prevention.
Production Control: We prepare in-depth control plans and keep track of the production activities continuously. For every batch, SPC control charts are given.
PPAP Submission: The submission of PPAP documentation, complete with the samples, test reports, and control plans, etc. takes place after the production of parts, adhering to customer acceptance standards.
Figure 4: Rows of metal frames in a factory, likely for EV battery structures.
How Did LS Manufacturing Deliver a High Precision Solution For An EV Automotive Custom Battery Box Fabrication?
Here is a detailed description of a case study illustrating our very accurate EV battery box fabrication solution provisioned to a top European electric bus company and reflecting our abilities in pain point addressing and the after effect. Also, it stands as a basis for similar works.
Customer Issue:
During creating a 350kW large capacity power battery pack, a European electric bus manufacturer experienced a difficulty: conventional welding methods caused the AL5052 substrate to be distorted by 1.8mm, thereby a 24% failure rate at the first attempt in the IP67 airtightness test was observed.
As a consequence, the customer was under the pressure of postponing the vehicle production line and facing the difficulties in meeting deadlines, which made the situation quite unbearable for them. So, they desired a skilled team that would be of great help to them in solving their problem.
LS Manufacturing Solution:
First, after our technical experts got involved, by analyzing the drawings through DFM (Design for Manufacturing), we realized that the split-welding structure was the biggest reason behind the thermal deformation.
We upgraded the design to a single unit operation combining CNC progressive die flexible forming and laser CMT (Continuous Metallurgy) welding. We also created a 12-point pneumatic rigid fixture which was used to pressurize the workpiece to 0.4MPa during welding, thereby restricting deformation and warping.
To guarantee sealing, we chose an automated helium vacuum chamber mass spectrometer leak detector, and set a leak detection threshold of 1.0 10 mbarl/s so that 100% online leak detection was achieved.
We changed the welding settings to this: laser power 4.5kW, speed 2.8m/min, argon gas flow rate 7L/min. These changes in parameters lowered thermal deformation and porosity, our experience also confirms that structural and process changes can resolve aluminum alloy welding warping issues.
Results and Value:
Thanks to process modification, flatness of the battery box sealing surface was kept within 0.15mm, IP67 pass rate reached 100%. Customer was saved $80,000 from scrap product, delivery cycle was shortened by 32 days, and the customer got a 5-year supply contract.
If your electric vehicle (EV) battery box fabrication project also encounters problems like welding deformation and airtightness failure, please reach out to our engineering professionals so that we can provide a personalized high-precision solution that fits your project requirements perfectly.
FAQs
Q1: What is the standard lead time for custom EV battery box fabrication prototype at LS Manufacturing?
By using our full CNC flexible machining line and with automotive-grade AL5052 aluminum alloy materials always ready in stock, we are able to make very precise prototype parts for you and also provide a detailed non-conformance report within 7 to 10 working days from you upload your drawings, which will allow R&D testing of the prototypes.
Q2: How does LS Manufacturing determine the initial tooling cost and unit price for an EV sheet metal fabrication service project?
We always aim at making our pricing system fair and understandable. The unit prices are calculated accurately based on material usage, total laser cutting length, bending steps, and welding time. To help customers at the R&D stage in small-batch trial production, we can offer them a soft mold transition without any hard mold fee, So cutting down on costs for them.
Q3: Will LS Manufacturing be able to produce low-volume custom battery enclosures for niche EV models?
Yes, In fact. In particular for R&D and racing/commercial vehicles, we even have a flexible, lightweight production line with the lowest order quantity requirements being only 5 to 10 units. This allows customers to verify the structural design of the battery enclosure in the early developmental stages and Much reduce the trial-and-error costs.
Q4: Which third-party testing reports do you provide to validate the quality of electric vehicle metal parts?
Upon every shipment, we are able to furnish comprehensive automotive-grade quality certification plus the original Material Test Record (MTR), coordinate measuring machine (CMM) dimensional measurement reports, hardness and tensile test reports, and SGS-certified 1000-hour salt spray corrosion and IP67 leak detection data.
Q5: How does LS Manufacturing protect the Intellectual Property (IP) and proprietary CAD designs of our EV battery housing sheet metal?
Our company considers intellectual property to be its very existence. We enter into a legally binding NDA (Non-Disclosure Agreement) before any technical data is given to us. We encrypt all CAD/STEP drawings and keep them on a separate secure offline server that only core project engineers can access.
Q6: What is the maximum thickness and processing tolerance of sheet metal fabrication for EV components at your facility?
Our company is capable of precision forming aluminum alloys, stainless steel, and high-strength steels ranging from 0.5mm to 6.0mm thick. With the aid of Bystronic laser cutting machines and CNC bending machines, we are able to keep control of critical batch processing tolerances at an impeccable 0.05mm level.
Q7: What is your method for leak testing finished custom EV sheet metal service enclosures to verify their compliance with IP67 standards?
We are not going to revert to the old and inefficient immersion method that can easily miss leaks. Instead, we rely on automated airtightness pressure drop testers and high-precision helium vacuum mass spectrometry leak detectors to make sure that every battery case manufactured undergoes a thorough leak-proof check at the molecular level.
Q8: Is LS Manufacturing able to carry out downstream surface finishing such as powder coating and busbar copper plating done simultaneously?
Yes, we offer a complete one-stop turnkey manufacturing service. Our factory boasts fully automated automotive-grade electrophoresis (ED) lines, electrostatic powder coating lines, and precision copper busbar heat shrink insulation tubing processing equipment. These ensure that high-voltage insulation and corrosion protection treatments are not compromised by quality control issues related to outsourcing.
Riepilogo
EV battery box sheet metal fabrication involves numerous engineering activities like integrating precise dimensions, sealing and insulation etc. which can directly change the safety and mileage of the electric vehicles.
The main challenge of manufacturing lies in controlling the process parameters accurately, selecting the right materials scientifically and finally strict quality control. We use our practical hands-on experience and approved qualification to break down the barriers and provide cheap solutions throughout the entire supply chain.
Does your EV battery case project face pain points such as welding deformation, air tightness failure, or tooling budget overruns? Go ahead and send us your STEP, IGS or DXF 3D drawings and our senior experts will offer you a free DFM analysis and detailed cost quote by the next day with strong data to protect your project!
I contenuti di questa pagina sono solo a scopo informativo. Servizi LS Manufacturing Non ci sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Team di produzione LS
LS Manufacturing è un'azienda leader del settore. Focus su soluzioni di produzione personalizzate. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Stampaggio ad iniezione. Stampaggio metalli e altri servizi di produzione one-stop. La nostra fabbrica è dotata di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Ciò significa efficienza di selezione, qualità e professionalità. Per saperne di più, visita il nostro sito web:www.lsrpf.com.