
Custom sheet metal fabrication determines the part quality, cost and delivery time through the selection between fiber laser and waterjet cutting.
Fiber laser cutting is the best option for thin sheets (1mm-12mm) with 0.1mm accuracy, waterjet cutting is the best option for thick sheets (30mm and above) or heat-sensitive materials (in order to prevent thermal deformation, 0.05mm perpendicularity). Going for the right choice can reduce costs by up to 25%.
Purchasing department heads and engineers are sometimes baffled with sheet metal cutting decisions. Bad decisions can lead to material losses and escalate costs beyond control, mainly because there are no quantitative comparisons of processes.
This article, using LS Manufacturing's measured data, delineates technical limits and offers selectable standards to assist you in making the right choices, lowering costs, and improving productivity.

Overview of Core Answers for Custom Sheet Metal Fabrication Process Selection
|
Cutting Process
|
Applicable Materials and Thickness
|
Tolerance Accuracy
|
Core Advantages
|
Applicable Scenarios
|
|
Fiber Laser Cutting
|
Carbon steel, stainless steel 1-12mm, aluminum alloy 1-8mm.
|
±0.1mm
|
High efficiency, narrow kerf, low material loss.
|
Mass-produced medium and thin plates, high-precision standard parts.
|
|
Waterjet Cutting
|
All kinds of metals ≥30mm, heat-sensitive alloys.
|
±0.05-±0.15mm
|
Cold processing, no thermal deformation, good verticality.
|
Thick plates, heat-sensitive parts, parts requiring no oxidation.
|
|
Fiber Laser (Nitrogen Assisted)
|
Stainless steel, aluminum alloy 1-6mm.
|
±0.08mm
|
No oxide layer, smooth section.
|
High-requirement precision parts such as medical and aerospace parts.
|
|
Waterjet (Precision Grade)
|
Special alloys 20-100mm.
|
±0.05mm
|
No heat-affected zone, no change in material properties.
|
Industrial structural parts, precision processing of thick plates.
|
|
Composite Process
|
Complex parts, multi-thickness combined parts.
|
±0.08mm
|
Balancing efficiency and quality.
|
Customized complex sheet metal parts.
|
We have detailed the main differences and ideal scenarios of the two processes explicitly. Along with follow-up test data, case studies, and decision-making tools, we could assist you in fast identification of your custom sheet metal fabrication project requirements, avoiding choosing errors, and successful dual optimization of quality and cost.
Why Choose LS Manufacturing for Custom Sheet Metal Fabrication? High-Efficiency, High-Precision Cutting
In sheet metal fabrication, your topmost priorities are undoubtedly "precision, efficiency, and low cost, " and that is exactly what LS Manufacturing is prepared to offer you.
Being ISO 9001:2015 certified, our services guarantee product consistency, cut down rework, and help in lowering additional waste.
Thanks to LS Manufacturing's integrated setup featuring several 12kW fiber lasers and high pressure water jets, you are capable of working with different thicknesses ranging from 1mm to 100mm. This means that you will no longer need to look for various suppliers and the communication costs will be saved.
Let us take 12mm Q235 carbon steel as an example, you can be cutting at a rate of 6000mm/min, with a very narrow kerf of only 0.1mm. It is 8% more of custom metal fabrication parts that you will be able get in a single 4'x8' sheet which means less material waste and lower procurement costs.
Our dynamic frequency compensation technology addresses edge slag buildup on heat-sensitive aluminum alloy parts, enabling a processing efficiency that is 8 times higher than traditional water jets.
When it comes to thick plate processing, high precision water jets help keep the verticality to within 0.05mm, thereby obviating the need for grinding processes and resulting in a 15%-20% reduction in the production cost per part.
Beyond that, LS Manufacturing always complies with AWS D1.1 steel structure welding standard, providing you the utmost control over the heat-affected zone and subsequent welds.
We have provided customized solutions to over 500 clients worldwide, helping them reduce overall procurement costs by an average of 20%. If you are struggling with process selection, contact our engineers for a free DFM process assessment to match the optimal processing solution.

Why Can Fiber Laser Cutting Become The Efficiency First Choice For High-Precision Custom Sheet Metal Fabrication?
Handling thin to medium-thick sheets (1mm-12mm) takes up about 70% of the work in custom sheet metal fabrication. In this field, fiber laser cutting tops the leader board in terms of efficiency. Its key strengths that mainly contribute to the customers' income generation are speed, precision, and cost.
Speed and Energy Density Advantages of Fiber Laser Cutting
- Q235 carbon steel processing: Cutting speed hits 12,000mm/min for 1mm thickness, 3,000mm/min for 6mm thickness, and 6,000mm/min for 12mm thickness, greatly surpassing the industry average and significantly raising the production capacity.
- 304 stainless steel processing: Cutting speed of 2000mm/min for 6mm thickness, with the energy density being perfectly controlled at 10^6 W/cm, thus preventing the material from being over-melted and thereby maintaining the good quality of the cut.
Precision and Cost Advantages of Fiber Laser Cutting
- Accuracy and Loss Restriction: The kerf being only 0.1mm is a 50% smaller width than what is usual in flame cutting. This means that one 4'x8' sheet can hold 5%-8% more custom metal fabrication parts leading to material cost per part getting lowered by 3%-5%.
- Mechanization and Shipment: It is capable of being combined with automated loading and unloading and intelligent scheduling systems, thus reducing the delivery time for large-scale production by 40% as well as lowering manual intervention and human errors.
Sheet metal laser cutting service can enhance the efficiency of production line to a large extent. In this way, customers of mass production can increase capacity and reduce unit costs. If the project mainly focuses on medium thin plates, you can download our custom laser cutting service white paper to learn about specific processing parameters and cost accounting methods.
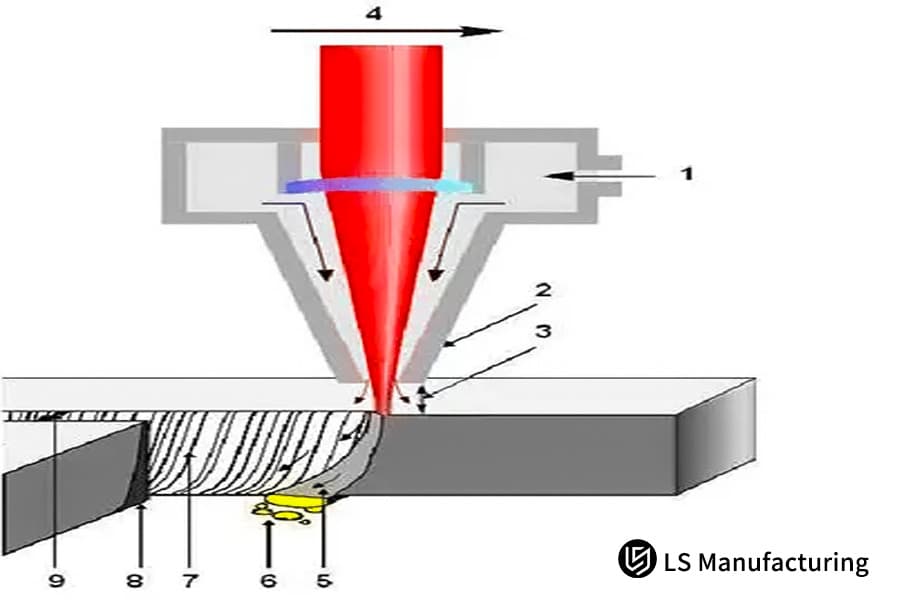
Figure 1: A technical diagram showing a fiber laser beam cutting through a metal sheet with high precision.
Under Which Process Challenge Is Waterjet Metal Cutting Service The Only Solution To Avoid Material Thermal Deformation?
Sometimes, custom sheet metal fabrication gets stuck when the plates are very thick or when the materials are very sensitive to heat. In such cases, the heat-affected zone (HAZ) due to fiber laser cutting might even turn out to be the killing factor of the process.
Waterjet metal cutting service with its cold-processing properties beautifully solves this issue and is the only viable option.
Most Typical Applications of Waterjet Cutting
- Thick Plate Machining: Mainly used for metal sheets more than 30mm thick. Particularly, if a 50mm thick carbon steel is cut with a high pressure waterjet, the perpendicularity will be within 0.05mm, and angle will be 1, which is so accurate that no additional processing is required.
- Heat-Sensitive Material Machining: This method is suitable for titanium alloys, high temperature alloys, and the like, as processing temperature is 50. Since no heat-affected zone is created, material hardening is eliminated, and in addition, no oxide layer or microcracks are formed.
Waterjet Cutting Parameters for Thick Plates of Different Materials
|
Material Type
|
Thickness
|
Waterjet Cutting Speed
|
Verticality
|
Need for Secondary Processing
|
|
Carbon Steel
|
30mm
|
300mm/min
|
±0.05mm
|
No need
|
|
Stainless Steel
|
50mm
|
250mm/min
|
±0.08mm
|
No need
|
|
Titanium Alloy
|
20mm
|
200mm/min
|
±0.05mm
|
No need
|
|
Aluminum Alloy
|
40mm
|
350mm/min
|
±0.07mm
|
No need
|
How Should Fiber Laser Vs. Waterjet Cutting Balance Accuracy And Cross-Sectional Quality When Customizing Complex Parts?
At the heart of custom sheet metal fabrication for intricate bespoke parts is the triad of precision, sectional quality, and cost.
Making a decision between fiber laser vs. waterjet cutting methods ought to be part of the dialog related to the shapes and sizes of the parts to be made. We lay down explicit criteria for this compromise with the help of actual measurement data.
Comparison of Core Performance of Two Processes
|
Processing Technology
|
Cutting Speed
|
Cutting Surface Roughness (Ra)
|
Minimum Kerf Width
|
Micropore Processing Capacity
|
Adaptability to Complex Graphics
|
|
Fiber Laser Cutting
|
6000mm/min
|
3.2-6.3μm
|
0.1mm
|
Can process microholes below 0.5mm.
|
High, suitable for narrow-pitch slots.
|
|
Waterjet Cutting (Grade 5 Quality)
|
300mm/min
|
1.6-3.2μm
|
1.0mm
|
Not suitable for microholes below 1.5mm.
|
Medium, more advantageous for complex graphics of thick plates.
|
Process Selection Principles for Complex Parts
- Fine-structured parts: If parts have very small holes (less than 0.5mm) or super fine pitch Fiber laser cutting is the best way to do it. The 0.05mm smallest focused spot size not only helps to get a higher resolution but also keeps the material from getting damaged.
- Parts with big cross-sectional features: When the parts have to reach Ra3.2m and also have a big thickness, waterjet cutting is the best method. Since it is a cold process, the cross-section will be nice and smooth with no oxidation, so the grinding after will not even be needed.
In summary, fiber laser cutting is great for making very detailed parts, whereas waterjet cutting works better for thick plates that need high cross sectional quality, which together ensures the accurate quality of the parts.
Figure 2: A comparison chart highlighting the key differences between fiber laser and waterjet cutting technologies.
Can Your Sheet Metal Fabrication Service Reduce Material Procurement Costs By Optimizing The Cutting Allowance?
Accurate control of kerf allowance is one of the most important ways to achieve cost optimization in sheet metal fabrication service. This factor has always been in the dark even as cost cutting measures were being implemented.
Usefulness of a Kerf Allowance in Fiber Laser Cutting
- Kerf width is a major factor:Fiber laser cutting kerf width is only 0.1mm. Using fiber laser cuts can reduce the waste of materials and increase the utilization of the sheet significantly. Besides, it is different from the traditional methods of the kerf width being 0.2-0.3mm.
- Leveraging the layout system:Nested software coupled with 0.1 mm kerf makes a layout of parts in the most efficient way. These allow 5%-8% more custom metal fabrication parts per 4'x8' or 5'x10' sheet.
Formula for Savings in Cutting Allowance Optimization
- Savings Per Batch: For instance, if a company purchases 100 sheets of 4'x8' 304 stainless steel sheet at $200 each every month and cuts 8 to 10 fewer sheets after system optimization, they will be saving $1600 to $2000 monthly.
- Long-Term Value: Besides saving $19200-$24000 per year, this amount can also be set aside to mitigate the risk of price fluctuations of raw materials, which is time to time, leading to cost reduction and efficiency improvement in the long run.
Apart from spotting a skilled sheet metal fabrication company that can produce the best parts, these saved costs can also be enjoyed through technical optimization.If you have batch customization needs, contact our engineers for a free cost calculation after material optimization to unlock new potential for cost reduction.
Case Study: How LS Manufacturing Customizes Precision Stainless Steel Frames For The Medical Device Industry And Reduces Costs By 25%?
The medical device sector sets a very high standard for custom sheet metal fabrication, including extremely accurate product dimensions, very fine surface qualities, as well as materials that can be used for medical purposes.
Through this case study, you will see how we have dealt with the client's main issues and, at the same time, reduced the price.
Client's Problem
A top-notch medical device manufacturer was looking to customize 6mm thick 316L stainless steel surgical stent frames with the condition that the edges should have absolutely no oxide layer and in addition, there should be no heat deformation, and the subsequent coating treatment with high demands.
The client had initially employed waterjet cutting and had a production of only 800 sets per month which could not satisfy the demand of 2,000 sets, and the cost per piece was $120, which brought quite a bit of cost pressure.
LS Manufacturing's Solution
- Pain Point Analysis: Main client desires were "no oxide, high efficiency, and low cost." Confirming the current waterjet cutting process not only was inefficient, high cost but also could not provide the features needed by the client.
- Process Selection: To meet the medical-grade requirements of no oxide and high precision, changing the process to "10,000-watt high pressure nitrogen fiber laser cutting, " was the best solution.
- Parameter Optimization: Auxiliary gas pressure was increased to 25 Bar and focal point was -3.0 mm. A specially designed anti-oxidation cutting head was used to completely eliminate the oxygen in the cutting area thus preventing oxidizing the metal surface.
- Sample Testing:Tests on 100 parts showed that the part cut surface roughness Ra was 1.6μm and there was no oxide layer, so there was no sandblasting requirement. The perpendicularity limitation was 0.08 mm, which is medically acceptable.
- Layout Optimization: The nest layout was improved. Number of parts from a 4'x8' 316L stainless steel sheet load was increased from 12 to 14 leading to less material waste and cost reduction.
Results and Value:
Process changes helped to rework the production system.
- The production efficiency was improved by 60%, with a monthly output of 2500 sets.
- The cost of each part dropped to $90 (a 25% decrease), which led to an annual saving of $72,000.
- Besides that, all parts were 100% compliant with the medical grade salt spray test and their service life was extended by 30%.
- After process modifications, the manufacturing time per piece was cut from 15 minutes/piece to 6 minutes/piece, production efficiency was increased by 60%.
- The monthly production output seldom fell below 2,500 sets, which was well above the customer requirement.
- The overall procurement cost per part was reduced from $120 to $90, a 25% cut, resulting in the customer saving $72,000 annually.
- Also, all parts underwent 100% medical grade salt spray test successfully and their service life was increased by 30%.
This is a clear case that proper process selection should be at the heart of matching customer's needs and our capabilities to switch processes can give the best solution for custom sheet metal fabrication in high end fields like the Medical Industry.
If you have needs for precision stainless steel frames or other medical-grade sheet metal parts customization, please contact our expert team for a customized solution and quote.

How To Accurately Select The Most Suitable Sheet Metal Laser Cutting Service Based On The Thickness And Material Hardness Of The Sheet Metal?
Knowing a sheet metal laser cutting service helps a lot after you find out what sheet thickness and material characteristics are. Actually, various materials and thicknesses will hardly be through by laser cutting parameters as well as by the resulting effects.
Just grabbing a model without paying attention may bring you quality problems and wastes of money very easily. We offer highly accurate matching solutions based on the very latest 2026 standards.
Laser Cutting Parameter Matching for Common Materials
- Carbon Steel and Stainless Steel:
For thoroughly working on Q235 carbon steel 1-12mm, 6-12kW power and oxygen assistance seem to be the perfect set of features to both control the speed and avoid slag formation.On the other hand, for 304 stainless steel 1-8mm, our recommendations are to use 8-12kW power and nitrogen assistance so as to effectively suppress oxidation.
- Special Alloys:
For aluminum alloy 1-6mm, 12kW power and nitrogen assistance are our suggestions, while anti-reflection technology being used for the protection of the equipment, for titanium alloy 1-4mm, 12kW power and argon assistance are our advice to help in balancing of energy and preventing thermal deformation.
Key Considerations for Laser Cutting
- Highly reflective metals processing:
Mixing anti-reflection technology (back-reflection protection) enabled us to solve the cutting problems of aluminum alloy and copper, so we can continuously cut and avoid breakdown of the equipment.
- Parameter adjustment:
It is crucial to change the power and feed speed according to the thickness of the sheet to be cut. For example, if you work with ultra-high strength steel (1-8mm), you will have to decrease the feed speed in order to keep the quality of the cut while also meeting the requirements of the industrial structural components.
|
Material Type |
Thickness Range |
Recommended Laser Power |
Auxiliary Gas |
Key Notes |
Adaptability to Custom Metal Fabrication Parts |
|
Q235 Carbon Steel |
1-12mm |
6-12kW |
Oxygen |
Control cutting speed to avoid dross. |
High, suitable for mass-produced standard parts. |
|
304 Stainless Steel |
1-8mm |
8-12kW |
Nitrogen |
Prevent oxidation and optimize focus position. |
High, suitable for precision parts. |
|
Aluminum Alloy |
1-6mm |
12kW |
Nitrogen |
Adopt anti-reflection technology to avoid equipment damage. |
Medium, suitable for lightweight parts. |
|
Titanium Alloy |
1-4mm |
12kW |
Argon |
Control energy density to avoid thermal deformation. |
Medium, suitable for high-end customized parts. |
|
Ultra-High Strength Steel |
1-8mm |
12kW |
Nitrogen |
Reduce feed speed to ensure cutting quality. |
High, suitable for industrial structural parts. |
Our anti-reflection technology is a powerful solution to the tough problem of cutting highly reflective metals like aluminum alloys and copper. Besides ensuring continuous cutting without interruption, this technology also prevents equipment failure. If you don't know what laser parameters suit your sheet metal, just upload your CAD drawings and you will get free process selection advice.
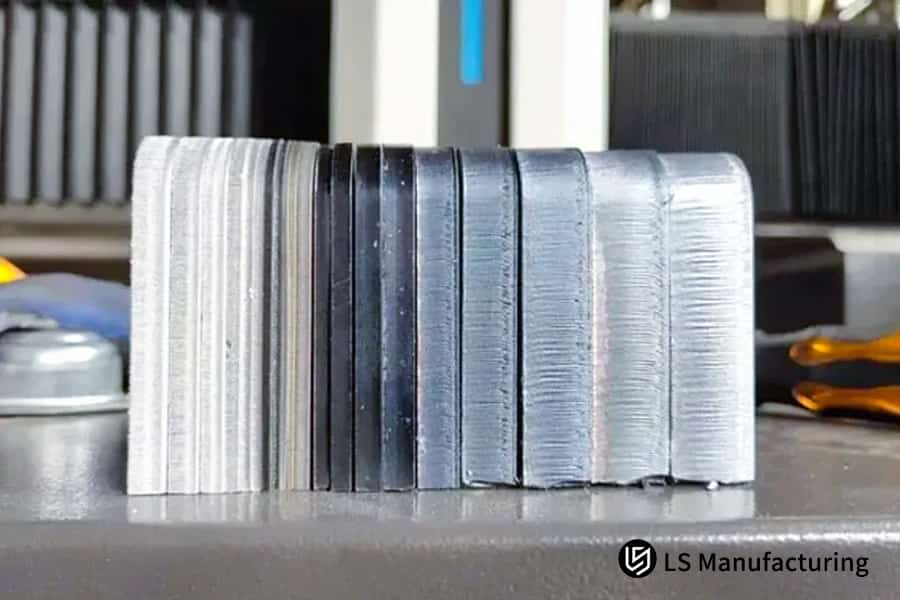
Figure 3: Several metal samples with cut edges, showcasing results from different cutting processes like laser and waterjet.
Why Is It Necessary To Strictly Control The Heat Affected Zone In Industrial Sheet Metal Fabrication To Ensure Subsequent Welding Strength?
In the field of industrial sheet metal fabrication, the laser cutting stage has a major impact on how the parts will be bent and welded later on. Controlling the heat-affected zone (HAZ), i.e. the small surface layer that is altered by being heated, is critical for weld strength and is something that is commonly neglected.
Potential Hazards of the Heat-Affected Zone
Fiber laser cutting creates a 0.1-0.3mm thick surface layer with different mechanical properties (i.e. a heat affected zone or HAZ) that if uncontrolled can cause:
- Too much springback during CNC bending leading to bending accuracy deviations of up to 0.2mm, thus impacting assembly.
- Lowering the weld toughness of the structural components that will be welded, thus increasing the chances of microcracks and failure to meet the AWS D1.1 requirements for steel structure welding.
Heat-Affected Zone Control Scheme
- Parameter Optimization: To limit the HAZ to 0.1mm, reduce energy density and increase cutting speed, which will also keep the weld strength at least 95% of the base metal.
- Auxiliary Processing: For very high demand projects, a 0.2mm machining allowance is left for subsequent precision grinding to remove the hardened layer, areas of critical welding are processed by the water jet method to completely eliminate the HAZ.
How Can Professional Industrial Sheet Metal Fabrication Manufacturers Ensure Stable Delivery Time Through Equipment Redundancy?
Stable delivery times are a fundamental customer requirement in industrial sheet metal fabrication. Delivery delays are mainly caused by equipment failures and maintenance downtime. We implement an equipment redundancy strategy to provide a "zero delay" delivery guarantee.
Equipment Redundancy System Construction
Our company has several 12kW laser cutting machines and high pressure water jets of the same specifications to set up an "equipment hot backup" system.
In case a single piece of equipment is broken down or is under maintenance, the production line can be immediately switched and the backup equipment can be running within 10 minutes, thus completely avoiding the downtime and ensuring uninterrupted production.
Auxiliary Measures for Delivery Time Guarantee
We implement a 24/7 lights out production mode, along with an intelligent scheduling system aimed at unattended continuous production, thus not only improving efficiency but also reducing the risks of delivery time. Heavy asset investment is turned into a "zero delay" brand promise, satisfying the requirements of high value procurement.
FAQs
Q1: What are the achievable tolerances for laser cutting and waterjet cutting in sheet metal processing?
Our fiber laser is capable of achieving a positioning accuracy of 0.1mm (ideal for 1-12mm thin plates). However, precision waterjet cutting can consistently maintain a tolerance of 0.05-0.15mm when working on thick plates.
Q2: Why do you suggest giving fiber laser cutting a higher priority when producing high precision aluminum alloy parts?
By combining fiber laser with our dynamic frequency compensation technology, we have achieved a method of eliminating the issue of the accumulation of slag on aluminum alloys after processing. The processing speed is 5-10 times faster than that of waterjet cutting, resulting in a drastic increase in efficiency and a reduction in costs.
Q3: How does LS Manufacturing ensure the perpendicularity of the cut for ultra thick carbon steel plates exceeding 25mm?
LS Manufacturing's solution to the problem is to utilize a powerful waterjet or a laser head, which is compensated for bevel. By lowering the speed and raising the gas flow, we can guarantee that the bevel angle is kept within 1 therefore fulfilling the requirements of thick plates.
Q4: Does fiber laser cutting change the chemical properties of the edges of stainless steel parts?
In some cases when cutting with oxygen, the metal surface can be oxidized. We usually cut the metal with high pressure nitrogen to protect the metal color naturally and also make it easier to weld without doing any extra work.
Q5: My drawing requires extremely small micro holes. Will waterjet cutting cause chipping?
Waterjet cutting micro holes smaller than 1.5mm may cause chipping. To prevent damage in the weak parts of the material, we advise laser pre-drilling or usage of a complete laser setup.
Q6: When customizing sheet metal parts in bulk, which process can help me obtain a more competitive quote?
For large volume workpieces with thickness less than 10mm, fiber laser cutting has such a high production rate per hour that a price of only 40% higher than waterjet cutting would significantly lower your bulk purchase costs.
Q7: If my parts require mirror polishing, what are the considerations for choosing the cutting process?
It would be best if you consider laser cutting together with our surface finishing procedure so that you can minimize grinding after processing, get a surface roughness of around Ra1.6, and be ready for mirror polishing.
Q8: Will LS Manufacturing allow uploading of CAD drawings for a free evaluation of the DFM process?
Yes, Our engineers will give you process recommendations and price quotes based on your drawings in 24 hours to help you achieve a balance between manufacturability and cost.
Summary
Fiber laser cutting is a good way to cut medium or thin plates in custom sheet metal fabrication and Waterjet cutting is a good choice for thick plates and heat sensitive materials (quality assurance). Material thickness tolerances, and post processes should be considered when deciding both methods.
The right process can save 20%-25% of costs and speed up delivery times. With top notch equipment and technology, LS Manufacturing assists customers in choosing the best balance of cost, quality, and delivery time.
Upgrade your precision sheet metal supply chain. Get in touch with one of our experts now or upload your STEP/DXF files to receive a personalized DFM evaluation and price. Take advantage of our 24-hour rapid quote service and get a cheap custom sheet metal fabrication solution.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


