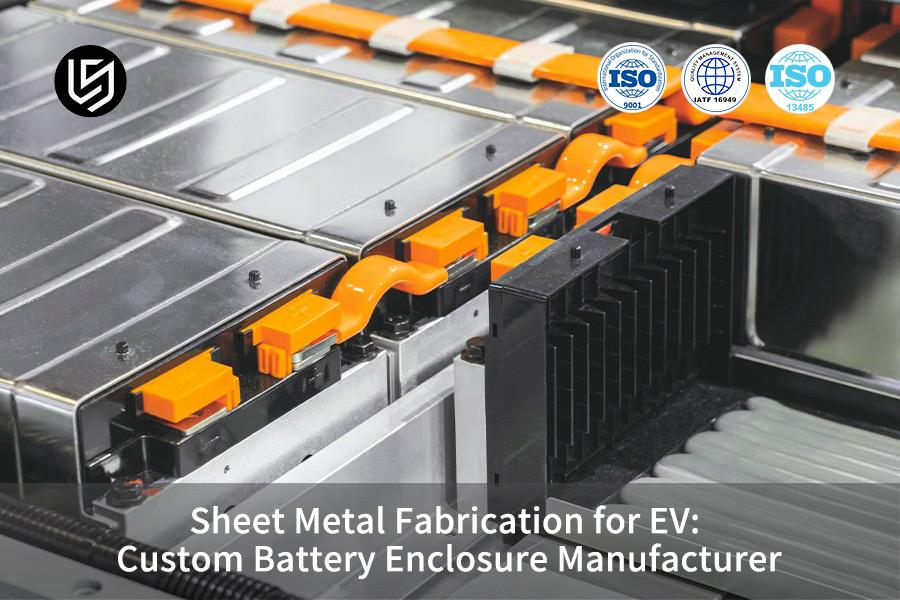
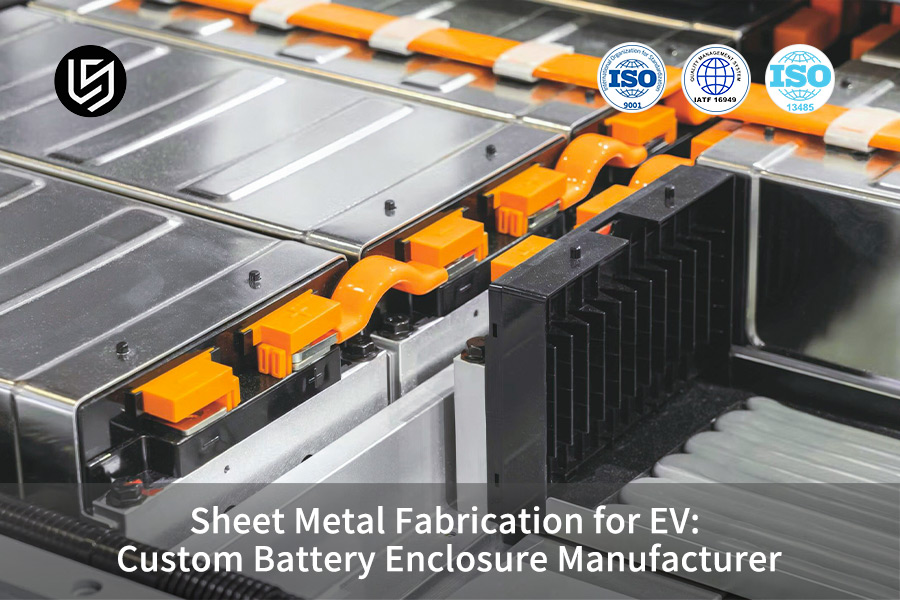
Услуги по изготовлению листового металла EV — это услуги по высокоточной обработке листового металла в секторе электромобилей. Сварочная деформация и нарушение герметичности аккумуляторных ящиков — две основные проблемы, на решение которых направлена эта услуга. Замена материала на AL5052-H32 и использование лазерной сварки композита CMT позволяет снизить тепловую деформацию при сварке менее 40%.
Благодаря достижению точности штамповки Cpk>1,33 технические решения B2B для цепочки поставок автомобилей обеспечивают степень герметичности IP67. Аккумуляторный отсек является основным отсеком безопасности, и очень маловероятно, что традиционные процессы смогут удовлетворить этим требованиям. В данной статье анализируются основные процессы предотвращения производственного брака.
Краткий обзор основных выводов по производству листового металла для ящиков для батарей электромобилей
В этой таблице обобщены основные технологии и решения, представленные во всей статье, что облегчает быстрое понимание ключевой информации и повышает эффективность принятия решений.
| Основные размеры | Оптимальное решение | Ключевые параметры | Преимущества для клиентов | <тр>Выбор материала | AL5052-H32 + лазерная сварка композитов CMT | Тепловая деформация при сварке уменьшена более чем на 40 %. | Снижает процент брака и сокращает цикл доставки. | <тр>Запечатывание | Точная штамповка + динамическое дозирование | Cpk>1,33, плоскостность ≤0,1 мм/100 мм | Обеспечивает водонепроницаемость IP67 и предотвращает утечку. | <тр>Контроль качества | Обнаружение утечек гелиевой масс-спектрометрией + проверка КИМ | Скорость обнаружения утечек 1,0×10⁻⁵ мбар·л/с, допуск ±0,05 мм | Снижает риски массового производства и обеспечивает единообразие продукта. | <тр>Упрощение | Точное 3D-формование + уменьшение толщины стенок | Толщина стены уменьшена на 15 %, точность контура ±0,15 мм. | Уменьшает общий вес автомобиля и увеличивает запас хода. | <тр>Контроль затрат на небольшие партии | Мягкая формовка + Лазерная резка | Доставка первого изделия в течение 7 дней, без платы за пресс-форму. | Снижает затраты на НИОКР и ускоряет ход проекта. |

| Процесс формования | Несущая способность при поперечной экструзии | Точка концентрации напряжения | Эффект облегчения | Процент пересечений | <тр>Традиционная сварная коробка | 160 кН | Сварное соединение | Толщина стенки 1,5 мм, увеличение веса 12 % | 88% | <тр>Встроенный блок глубокой вытяжки | 220 кН | Уголок | Толщина стенки 1,2 мм, снижение веса 15 % | 99,5% |
| Тип материала | Теплопроводность (Вт/(м·К) | Прочность на разрыв (МПа) | Испытание на солевой туман | Применимые сценарии | Электрическая проводимость (См/м) | <тр>AL3003 | 190 | 150 | 720 часов без красной ржавчины | Основание батарейного отсека (встроенная пластина с жидкостным охлаждением) | 3,7×10⁷ | <тр>AL5052-H32 | 170 | 230 | 1000 часов без красной ржавчины | Верхняя крышка батарейного отсека, боковая панель | 3,2×10⁷ | <тр>Холоднокатаная сталь SPCC | 50 | 300 | 480 часов без красной ржавчины | Неосновной несущий компонент | 7.0×10⁷ | <тр>AL6061 | 160 | 310 | 800 часов без красной ржавчины | Кронштейн батарейного отсека | 3.0×10⁷ |

| Шероховатость поверхности (Ra) | Адгезионная прочность вспененного силикона (Н/м) | Прочность приклеивания уплотнительной ленты EPDM (Н/м) | Процент прохождения теста на герметичность IP67 | <тр>0,8 | 180 | 165 | 98,5% | <тр>1.2 | 220 | 200 | 99,8% | <тр>1,6 | 190 | 175 | 99,2% | <тр>2.0 | 150 | 140 | 95,3% |
| Процесс штамповки | Значение Cpk шага отверстия (массовое производство) | Диапазон колебаний допуска | Подходящий годовой объем производства | Стоимость обслуживания | <тр>Однопозиционный штамп | 1.0–1.2 | ±0,08 мм | Менее 500 штук | Нижний | <тр>Прогрессивная матрица | 1,33–1,67 | ±0,03 мм | Более 5000 штук | Выше |

| Test Item | Test Standard | Test Result | Industry Requirements | <тр>Salt Spray Corrosion Test | SGS 1000 hours | No red rust, no corrosion | 720 hours,no red rust | <тр>Scratch Resistance Test | ASTM D3363 | Scratch depth ≤0.5mm, no coating peeling | Scratch depth ≤1.0mm | <тр>High Voltage Breakdown Test | IEC 60664 | Breakdown voltage >5000V DC | Breakdown voltage >3000V DC | <тр>Adhesion Test | ISO 2409 | 5B level | 4B level and above |
How Can Automotive Tier 1 Suppliers Find a Reliable Partner For Precision Sheet Metal Enclosure Manufacturing?
When assessing a sheet metal enclosure manufacturing company's ability to supply automotive-grade parts the main criteria are their hardware facilities, IATF 16949 certification, and their knowledge of APQP/PPAP tools. Solid suppliers make it easier for Tier 1 customers to alleviate the risks involved in the supply chain.
Critical Aspects Of Supplier Qualification Review
Before deciding on a Tier 1 supplier, what comes next four points deserve in-depth discussion:
<ол>Complete Compliant Supply Loop
We form an entire compliance loop starting from RFQ reception to PPAP submission, which ensures that the projects satisfy the customers' needs:
<ол>
Figure 4: Rows of metal frames in a factory, likely for EV battery structures.
How Did LS Manufacturing Deliver a High Precision Solution For An EV Automotive Custom Battery Box Fabrication?
Here is a detailed description of a case study illustrating our very accurate EV battery box fabrication solution provisioned to a top European electric bus company and reflecting our abilities in pain point addressing and the after effect. Also, it stands as a basis for similar works.
Customer Issue:
During creating a 350kW large capacity power battery pack, a European electric bus manufacturer experienced a difficulty: conventional welding methods caused the AL5052 substrate to be distorted by 1.8mm, thereby a 24% failure rate at the first attempt in the IP67 airtightness test was observed.
As a consequence, the customer was under the pressure of postponing the vehicle production line and facing the difficulties in meeting deadlines, which made the situation quite unbearable for them. So, they desired a skilled team that would be of great help to them in solving their problem.
Решение для производства LS:
<ул>Результаты и ценность:
Thanks to process modification, flatness of the battery box sealing surface was kept within 0.15mm, IP67 pass rate reached 100%. Customer was saved $80,000 from scrap product, delivery cycle was shortened by 32 days, and the customer got a 5-year supply contract.
<блок-цитата>If your electric vehicle (EV) battery box fabrication project also encounters problems like welding deformation and airtightness failure, please reach out to our engineering professionals so that we can provide a personalized high-precision solution that fits your project requirements perfectly.

Часто задаваемые вопросы
Q1: What is the standard lead time for custom EV battery box fabrication prototype at LS Manufacturing?
By using our full CNC flexible machining line and with automotive-grade AL5052 aluminum alloy materials always ready in stock, we are able to make very precise prototype parts for you and also provide a detailed non-conformance report within 7 to 10 working days from you upload your drawings, which will allow R&D testing of the prototypes.
Q2: How does LS Manufacturing determine the initial tooling cost and unit price for an EV sheet metal fabrication service project?
We always aim at making our pricing system fair and understandable. The unit prices are calculated accurately based on material usage, total laser cutting length, bending steps, and welding time. To help customers at the R&D stage in small-batch trial production, we can offer them a soft mold transition without any hard mold fee, So cutting down on costs for them.
Q3: Will LS Manufacturing be able to produce low-volume custom battery enclosures for niche EV models?
Yes, In fact. In particular for R&D and racing/commercial vehicles, we even have a flexible, lightweight production line with the lowest order quantity requirements being only 5 to 10 units. This allows customers to verify the structural design of the battery enclosure in the early developmental stages and Much reduce the trial-and-error costs.
Q4: Which third-party testing reports do you provide to validate the quality of electric vehicle metal parts?
Upon every shipment, we are able to furnish comprehensive automotive-grade quality certification plus the original Material Test Record (MTR), coordinate measuring machine (CMM) dimensional measurement reports, hardness and tensile test reports, and SGS-certified 1000-hour salt spray corrosion and IP67 leak detection data.
Q5: How does LS Manufacturing protect the Intellectual Property (IP) and proprietary CAD designs of our EV battery housing sheet metal?
Our company considers intellectual property to be its very existence. We enter into a legally binding NDA (Non-Disclosure Agreement) before any technical data is given to us. We encrypt all CAD/STEP drawings and keep them on a separate secure offline server that only core project engineers can access.
Q6: What is the maximum thickness and processing tolerance of sheet metal fabrication for EV components at your facility?
Our company is capable of precision forming aluminum alloys, stainless steel, and high-strength steels ranging from 0.5mm to 6.0mm thick. With the aid of Bystronic laser cutting machines and CNC bending machines, we are able to keep control of critical batch processing tolerances at an impeccable 0.05mm level.
Q7: What is your method for leak testing finished custom EV sheet metal service enclosures to verify their compliance with IP67 standards?
We are not going to revert to the old and inefficient immersion method that can easily miss leaks. Instead, we rely on automated airtightness pressure drop testers and high-precision helium vacuum mass spectrometry leak detectors to make sure that every battery case manufactured undergoes a thorough leak-proof check at the molecular level.
Q8: Is LS Manufacturing able to carry out downstream surface finishing such as powder coating and busbar copper plating done simultaneously?
Yes, we offer a complete one-stop turnkey manufacturing service. Our factory boasts fully automated automotive-grade electrophoresis (ED) lines, electrostatic powder coating lines, and precision copper busbar heat shrink insulation tubing processing equipment. These ensure that high-voltage insulation and corrosion protection treatments are not compromised by quality control issues related to outsourcing.
Сводка
EV battery box sheet metal fabrication involves numerous engineering activities like integrating precise dimensions, sealing and insulation etc. which can directly change the safety and mileage of the electric vehicles.
The main challenge of manufacturing lies in controlling the process parameters accurately, selecting the right materials scientifically and finally strict quality control. We use our practical hands-on experience and approved qualification to break down the barriers and provide cheap solutions throughout the entire supply chain.
Does your EV battery case project face pain points such as welding deformation, air tightness failure, or tooling budget overruns? Go ahead and send us your STEP, IGS or DXF 3D drawings and our senior experts will offer you a free DFM analysis and detailed cost quote by the next day with strong data to protect your project!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Услуги LS Manufacturing Не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуемые детали Расценки. Определите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing is an industry-leading company. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


Похожие блоги
6 способов, с помощью которых производитель листового металла снижает общие производственные затраты
Изготовление листового металлаСтоимость изготовления прототипа листового металла: быстрая обработка против мягкой оснастки
Изготовление листового металлаСтоимость изготовления прецизионного листового металла: как допуски влияют на цену за единицу изготовленной на заказ детали
Изготовление листового металлаИзготовление оцинкованного листового металла: как согнуть без растрескивания покрытия в аккумуляторных шкафах?
Изготовление листового металлаТонкий и толстый лист при изготовлении листового металла: сравнение стоимости, производительности и рентабельности инвестиций
Изготовление листового металлаРекомендации DFM по изготовлению листового металла: оптимизация консолидации деталей для снижения затрат
Изготовление листового металла
Gloria
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.
Тег:
- Изготовление листового металлаУслуги по изготовлению листового металла EVпроизводитель аккумуляторных батарей на заказизготовление листового металла для электромобилейуслуги по изготовлению листового металла для электромобилей на заказИзготовление аккумуляторного ящика для электромобиляметаллические детали электромобилякорпус батареи из листового металлапроизводство корпусов из листового металла
Comment

Got thoughts or experiences to share? We'd love to hear from you!