
Der Metallbiegeservice bietet eine sehr genaue plastische Formtechnik für Nichteisenmetalle wie Kupfer und Messing. Drei große Herausforderungen beim Biegen dünnwandiger Rohre mit kleinen Radien, nämlich Faltenbildung, Wandstärkenreduzierung und übermäßige Rückfederungstoleranz bei Messing, werden gelöst. Formtoleranzen von 0,05 mm können zuverlässig erreicht werden.
In Innenräumen, wo sich Kupfersammelschienen für Neuenergiefahrzeuge, medizinische Wärmeaustauschleitungen und leitfähige Naben für Industrieroboter befinden, wurde die komplizierte Formung von hochreinem Rotkupfer und hochhartem Messing durch die Abhängigkeit von der Erfahrung mit traditionellen Verfahren eingeschränkt. Probleme wie innere Faltenbildung, äußere Verdünnung und übermäßige Rückfederungstoleranz bei kleinen Biegeradien können zu Sicherheitsrisiken wie Montagestörungen, Überhitzung und Delaminierung werden. Ziel dieses Artikels ist es, die wichtigsten Prozessmechanismen des komplexen Biegens von Kupfer und Messing gründlich zu analysieren und eine anwendungsorientierte Umformlösung ohne Beschädigung des Produkts anzubieten.

Überblick über die Kernprozessparameter des Kupfer- und Messingbiegedienstes
| Prozesstyp | Anwendbares Material | Minimaler mittlerer Biegeradius (CLR) | Maximale Wandstärkenreduzierungsrate | Abmessungstoleranz | Typische Anwendungsszenarien |
| CNC Multi-Spherical Mandrel Rotary Biegen | C11000 Rotkupfer (O-Zustand) | 1.0D | ≤12% | ±0,05 mm | Medizinische Katheter, Wärmeaustauschleitungen |
| Servo-Dreipunktbiegen | T2 Sammelschiene aus rotem Kupfer | 1,5t | ≤4 % Querschnittsflächenreduzierung | ±0,08 mm | EV-Hochspannungs-Kupfer-Sammelschiene, leitfähige Sammelschiene |
| Kontinuierliche Umformung mit progressiver Matrize | C36000 Bleimessing | 2.0D | ≤10 % | ±0,05 mm | HVAC-Armaturen, pneumatische Anschlüsse |
| Mittelfrequenzglühen von Verbundwerkstoffen | C26800 Messing | 1,5D | ≤8% | ±0,03 mm | Multiplanare komplexe Strukturteile |
Wichtige Erkenntnisse
- Kontrolle der Wandstärke begrenzen: Durch den Einsatz eines mehrteiligen Fluid-Dynamik-Druckdorneingriffs kann die äußere Ausdünnungsrate dünnwandiger Rotkupferrohre strikt auf ≤12 % kontrolliert werden. Stellen Sie innerhalb dieses Bereichs die elektrische und flüssige Sicherheit sicher.
- Null-Fehler-Kontrolle: Durch den Einsatz eines umgekehrten Vorspannungskompensationsalgorithmus und einer hochflexiblen progressiven Matrize wird das Zurückspringen von Messing vollständig eliminiert und die Biegetoleranzen innerhalb stabilisiert ±0,05 mm.
- Effiziente technische Bewertung: Bietet eine vollständige Matrix technischer Parameter für Materialzustand und CLR und hilft globalen High-End-Technologiekäufern und Lieferkettenteams, Beschaffungs- und Qualitätsrisiken zu mindern.
Warum sollten Sie dem Metallbiegeservice von LS Manufacturing für komplexe Formen vertrauen?
Wir verfügen über die Fähigkeit einer multiphysikalischen Simulation und eines präzisen End-to-End-Steuerungssystems, das es ermöglicht, komplexe Biegeteile aus Nichteisenmetallen effektiv zu liefern und gleichzeitig die Kosten für Versuch und Irrtum und Qualitätsrisiken erheblich zu minimieren.
Nach dreimonatiger Prüfung und Produktionsbestätigung in einem nordamerikanischen Kupferrohrprojekt für medizinische Beatmungsgeräte stellten wir fest, dass in herkömmlichen Verarbeitungsanlagen eine sehr niedrige Ausbeute von weniger als 15 % auf das Fehlen einer Vorkontrolle der Materialkornverformung und einer Prozesskompensation in Echtzeit zurückzuführen ist. Viele Hersteller konzentrieren sich nur auf die endgültigen Abmessungen und ignorieren dabei die Bedeutung der Eingangskontrolle des Materials und der Regelung der Prozessparameter.
Der IATF 16949:2016-Standard besagt, dass „Organisationen eine erweiterte Qualitätsplanung für spezielle Prozesse durchführen, die Prozessfähigkeit bestätigen und den Prozess kontinuierlich überwachen sollten.“
Wir halten uns sehr genau an diesen Standard und kontrollieren jeden qualitätsbezogenen Schritt in der gesamten Prozesskette, angefangen bei der eingehenden Korngrößenprüfung über den Versand bis hin zur Finite-Elemente-Simulation vor der Formung, der Echtzeitüberwachung des Servodrehmoments während der Verarbeitung und der abschließenden dreiachsigen Koordinatenprüfung. Unser Gerätekomplex verfügt über mehr als 20 mehrachsige CNC-Rohrbiegemaschinen mit geschlossenem Regelkreis und ermöglicht so die Herstellung von Rohrdurchmessern von 3 mm bis 110 mm.
Wenn Sie vor komplexen Herausforderungen bei der Umformung von Nichteisenmetallen stehen, können Sie Ihre 3D-Zeichnungen und Toleranzanforderungen einreichen. Unser Engineering-Team stellt Ihnen eine kostenlose DFM-Machbarkeitsanalyse zur Verfügung, die Ihnen hilft, Verarbeitungsrisiken im Voraus zu erkennen und Ihre Präzisionslösung für die Metallbiegeumformung zu optimieren.

Warum verbeulen dünnwandige Kupferrohre bei schnellen CNC-Dornbiegevorgängen?
Bei Kupferbiegeservice wird die Faltenbildung und das Kollabieren von Kupferrohren durch tangentiale Druckspannung verursacht, die die lokale Instabilitätsgrenze überschreitet. Ein Multi-Kugelverbindungsdorn aus einem hochharten, chromfreien Legierungsstahl sorgt zusammen mit einer faltenbeständigen Hilfsform für eine normale Unterstützung am Tangentialpunkt. Dies trägt dazu bei, die Reduzierung der Außenwanddicke innerhalb von 12 % zu halten und so Instabilität zu verhindern.
Mikromechanischer Mechanismus der Instabilität und Faltenbildung
Beim Biegen von Rohren mit sehr kleinen Radien stößt der C11000 Kupfer-Biegedorn an seine Grenzen. Bei einem CLR von weniger als oder gleich 1,2 D und einem Verhältnis von Wandstärke zu Außendurchmesser (t/D) von weniger als 5 % steht das Material an der Innenseite der Biegung unter einer sehr hohen tangentialen Druckspannung. Die Versetzung der Körner wird unregelmäßig, wenn die Druckspannung über die lokale Instabilitätsgrenze des Materials hinausgeht. Dadurch entstehen Falten. Dies ist auch einer der problematischsten Zustände bei dünnwandigen Rohrverbindungsstücken bei kundenspezifischen Nichteisen-Biegeprojekten.
Kernprozessparameter-Kontrollschema
Drei Hauptparameter müssen sehr genau eingestellt werden, um Instabilität und Faltenbildung vollständig zu beseitigen:
- Installationswinkel der Anti-Falten-Hilfsform: Muss unbedingt zwischen 0,5° und 1,5° liegen. Ein sehr kleiner Winkel zerkratzt nicht nur die Rohrwand, ein zu großer Winkel führt auch zum Verlust der wirksamen Unterstützung.
- Einstellung der Dornvorlaufzeit: Begrenzt auf 1,5 mm bis 3,0 mm, erfordert eine hochpräzise Eins-zu-eins-Anpassung basierend auf dem Rohrdurchmesser und der Wandstärke.
- Konfiguration des Dorn-Kugelgelenks: Für Rohrdurchmesser von 10 mm ist eine 5-Kugel-Struktur geeignet, während für Rohrdurchmesser <10 mm eine 3-Kugel-Struktur für eine gleichmäßige Unterstützung besser ist.
Mit einer perfekt konzipierten dornunterstützten Rohrbiegekonfiguration kann die Formstabilität enorm verbessert werden. Die Wahl verschiedener Dorntypen ist der wichtigste Faktor, der die endgültige Genauigkeit und die Qualität der Innenwände beim Präzisionsbiegen von Metall beeinflusst.
Diese Tabelle zeigt, wo sie geeignet sind:
| Dorntyp | Anwendbarer Rohrdurchmesserbereich | Mindest erreichbare CLR | Innenwandrauheit | Gesamtkostenniveau |
| Multi-Kugelverbindungsdorn | φ6mm-φ110mm | 1.0D | Ra 0,8 | Mittelhoch |
| Löffelförmiger Dorn | φ20mm-φ80mm | 1,5D | Ra 1.6 | Mittel |
| Korkdorn | φ10mm-φ30mm | 2.0D | Ra 3.2 | Niedrig |
| Hydrodynamischer Dorn | φ8mm-φ50mm | 0,9D | Ra 0,4 | Hoch |

Abbildung 1: Präzisions-CNC-gebogene Kupferrohre mit sanften 90-Grad-Biegungen.
Wie berechnet und kompensiert man starke Rückfederungsschwankungen bei halbharten Messingkomponenten?
Im Messing-Biegeservice sollte das Problem der elastischen Rückfederung von Messing, die sogar 3°-7° betragen kann, durch eine Kompensation basierend auf der Echtzeit-Streckgrenze angegangen werden. Ein Rotationsbiegevorgang mit dem Es wird eine integrierte Spannungskontrollmethode gewählt. Durch die Anwendung einer axialen Zugspannung beim Biegen werden die inneren und äußeren Spannungsschichten ausgeglichen. Dadurch wird die Rückfederung auf ein vernachlässigbares Maß, nämlich 0,5°, verringert.
Die materielle Natur von Springback
Im Technologiesystem Rückfederkompensationsbiegen zeichnen sich Messinglegierungen wie C36000 und C26800 durch einen hohen Elastizitätsmodul und ein hohes Streckgrenzenverhältnis aus. Wenn ein Metallstück gebogen wird, wird es gleichzeitig plastisch und elastisch verformt. Nachdem die Last weggenommen wurde, kehrt der elastisch verformte Teil zurück, sodass der effektive Biegewinkel kleiner als der programmierte ist. Es ist ein technisches Standardproblem, für das komplexe Umform-Biegeprozesse nach Lösungen suchen.
Quantitatives Vergütungsprozessschema
Wir erhalten die Überbiegungskompensationsformel aus der dynamischen Finite-Elemente-Simulation, sodass die Rückfederung sehr genau gesteuert wird. Zu den wichtigsten Prozessparametern gehören Elemente wie:
- Überbiegewinkelfaktor: Wenn der Biegeradius beispielsweise 2,0D beträgt, stellt man den anfänglichen Überbiegewinkel auf das 1,04- bis 1,08-fache des tatsächlichen Zielwinkels ein.
- Matrizenradius-Härtungsbehandlung: Der Matrizenradiusbereich wird gehärtet, bis er eine Härte HRC 62 erreicht.
- Segmentiertes verzögertes Druckhalten: Halten Sie den Druck 0,8–1,2 Sekunden lang gedrückt, nachdem Sie sich in die gewünschte Position gebogen haben.
Dieses auf spannungsgesteuertem Zugbiegen basierende Parametersystem kann die Rückfederungskontrollanforderungen verschiedener komplexer Blechbiegeteile stabil abdecken. Um eine vollständige Parametertabelle für die Messing-Rückfederungskompensation und einen Simulationsleitfaden zu erhalten, kontaktieren Sie uns, um ein spezielles technisches Whitepaper zu erhalten, das Ihnen hilft, schnell die Kernsteuerungslogik des komplexen Formbiegens zu beherrschen.
Was ist die optimale Umformlogik, wenn Nichteisen-Sammelschienen eine präzise Metallbiegeformung erfordern?
In Fällen zum Biegen leitfähiger Komponenten erfordert das Biegen von Kupferschienen mit Hochspannung, dass die leitfähige Querschnittsfläche erhalten bleibt und gleichzeitig keine Delamination am Biegeradius zulässig ist. Die beste Lösung ist eine Dreipunkt-CNC-Servobiegemaschine, die für eine zerstörungsfreie Umformung mit einem harten, eindrucksicheren Unterwerkzeug aus Polyurethan kombiniert wird, so dass die Maßtoleranz der Übergangszone des Biegebogens durchgängig innerhalb von 0,08 mm gehalten werden kann.
Fehlermechanismus des leitenden Querschnittsflächenverlusts
Wenn beim Präzisionsbiegen von Stromschienen die Biegematrize nicht richtig ausgelegt ist, kommt es in der Biegezone zu einer seitlichen Schrumpfung des Materials, wodurch sich die lokale Querschnittsfläche verringert. Diese Reduzierung führt zu einer direkten Erhöhung des Kontaktwiderstands, wodurch unter der Belastung mit hohem Strom überhitzte Stellen entstehen und darüber hinaus es kann sogar zu Sicherheitsrisiken kommenrds. Dieses Problem ist eine direkte Ursache für die Verringerung der elektrischen Leistung beim Präzisionsbiegen von Metall.
Wichtige Kontrollpunkte für zerstörungsfreies Biegen
Wenn Sie 100 % Leitfähigkeit beibehalten möchten, sollten die unten genannten Kontrollpunkte strikt befolgt werden:
- Genaue Berechnung des Biegeentwicklungskoeffizienten: Ändern Sie den K-Faktor entsprechend der Härte des Materials und dem Radius (R-Winkel), um den Berechnungsfehler innerhalb von ±0,02 zu kontrollieren.
- Beschichtung der Kontaktoberfläche: Auf die Biegekontaktfläche sollte eine Teflonbeschichtung im Mikrometerbereich aufgetragen werden, damit der Reibungswiderstand verringert und auch Oberflächenkratzer verhindert werden können.
- Kontrolle der Umformgeschwindigkeit: Nehmen Sieeine niedrige Umformgeschwindigkeit von 15–25 mm/s ein, damit die Möglichkeit einer durch Kaltverfestigung verursachten Korngrenzenverschiebung und Delaminierung minimiert wird.
Diese Kontrollpunkte zur Erreichung der rissfreies Biegeformen sind genau die Ausführungsspezifikationen der leitfähigen Teile im Metallbiegeservicesystem unseres Unternehmens.
Warum führen Rotationszugbiegen und Rambiegen zu deutlich unterschiedlichen Innenwandqualitäten bei Wärmetauschern?
Im Kupferverbindungsdienst liegt der Hauptunterschied zwischen Rotationsbiegen und Druckpressbiegen bei der Pipelineverarbeitung in den unterschiedlichen dynamischen Mechanismen für die Scherkraftsteuerung am Biegetangentenpunkt. Rotationsbiegen kann die Rate der Rohrverformung auf 5 % kontrollieren, indem einfach ein Rohr sowohl durch eine rotierende Matrize als auch durch eine Klemmmatrize geführt wird, wobei eine das Rohr und die andere es fest verriegelt. Andererseits führt das Druckbiegen ohne seitliche Einschränkungen zum lokalen Zusammenbruch sehr weicher Kupferrohre, da in den meisten Fällen der Druck lokal auf sehr kleine Bereiche der Rohroberfläche ausgeübt wird.
Unterschied in den mechanischen Prinzipien der beiden Methoden
Bei Biegeanwendungen für Wärmetauscherrohre unterliegt der Rotationsbiegeprozess vier Einschränkungen: einer rotierenden Matrize, einer Klemmmatrize, einer Druckmatrize und einem Dorn. Bei dieser Anordnung werden die Innen- und Außenflächen der Biegung mit relativ gleichmäßiger Kraft gedrückt und die Rohrwand wird während des gesamten Biegevorgangs kontinuierlich gestützt. Beim Druckbiegen, der traditionellsten dieser Methoden, wird nur radial gedrückt, und bietet somit keinerlei seitliche oder innere Wandunterstützung. Dies ist in der Tat der Hauptgrund für den Leistungsunterschied zwischen den Ansätzen zum Metallbiegen im Bereich der Wärmeaustauschrohre.
Der ASME B31.9 Code verlangt, dass „die Ovalität des gebogenen Abschnitts des Druckrohrs 5 % des Nennaußendurchmessers nicht überschreiten darf und die Innenfläche frei von jeglichen erhabenen oder faltigen Bereichen sein darf.“ den Flüssigkeitsfluss behindern.
Unser Rotationsbiegeverfahren ist perfekt kompatibel mit dieser Regel.
Leistungsvergleich gängiger Biegeprozesse
Für Hochdruck-Rohrbiegeszenarien ist der Kernleistungsvergleich von drei gängigen Biegeprozessen in der folgenden Tabelle dargestellt:
| Prozesstyp | Rohrformverzerrungsrate | Maximaler One-Step-Formwinkel | Innenwandrauheit | Mindest erreichbare CLR | Bestehensquote bei Hochdruck-Dichtheitstests |
| Rotationsbiegen | ≤5% | 180° | Ra 0,8 | 1.0D | ≥99,5 % |
| Pressure Top Bending | ≥12 % | 90° | Ra 3.2 | 2,5D | ≤65 % |
| Rollbiegen | ≤8% | 120° | Ra 1.6 | 1,8D | ≤82% |
Wenn Sie mehr über die Verarbeitung von Wärmetauscherrohren erfahren möchten, kontaktieren Sie uns bitte, um einen vollständigen Satz von Projektfallstudien zu erhalten und sich auf die Prozesslösungen und die Kostenleistung ähnlicher Projekte zu beziehen.

Abbildung 2: Edelstahlrohr in einer rotierenden Ziehbiegemaschine befestigt.
Wie konstruieren Sie komplexe Biegewerkzeuge auf mehreren Ebenen, um Mikrorisse in bleihaltigen Messingsorten zu verhindern?
Im Rahmen von kundenspezifischen Nichteisenbiegeverfahren ist bleihaltiges Messing das Material mit der geringsten Plastizität bei der Kaltumformung von allen Es besteht aus Metallen und ist daher beim Biegen in mehreren Ebenen sehr anfällig für Risse. Sie müssen einen Matrizenkern verwenden, der mit einer mehrachsigen, sequenziellen Schieberstruktur ausgestattet ist, entweder gekoppelt mit einer verzögerten Umformung bei niedriger Geschwindigkeit (45 mm/s), oder Sie müssen vor der Umformung einen Mittelfrequenz-Induktionsglühprozess bei 450℃-520℃ durchführen.
Gründe auf Mikroebene für Risse in bleihaltigem Messing
Bei sequenziellem Biegen in mehreren Ebenen ist Blei in bleihaltigem Messing wie C36000 als freie Partikel an den Korngrenzen vorhanden. Unter multidirektionaler Biegebeanspruchung wirken diese Bleipartikel als hochbelastete Stellen, also als Ausgangspunkte von Rissen. Beim Biegen in mehreren Ebenen addieren sich unterschiedliche Richtungsspannungen, wodurch die Wahrscheinlichkeit der Mikrorissbildung weiter steigt. Das Risiko eines solchen Versagens nimmt durch komplexe Umform-Biegeprozesse mit mehreren Stationen stark zu.
Kooperationslösung für Formen und Prozesse
Durch Optimierung der Formstruktur und Anpassung der Prozessparameter kann das Problem multiplanarer Biegerisse in bleihaltigem Messing gelöst werden. Die Hauptschritte sind:
- Design der Formstruktur: Der mehrachsige, sequenzielle Gleitblock-Formkern wird verwendet, um das mehrplanare Biegen in eine Schritt-für-Schritt-Formung in einer Station umzuwandelnng.
- Kontrolle der Formgeschwindigkeit: Die Formgeschwindigkeit wird bei 45 mm/s gehalten.
- Vorlokales Glühen: Führen Sie im Biegebereich ein Mittelfrequenz-Induktionsglühen durch, mit einem Temperaturkontrollbereich von 450℃-520℃ und einer Temperaturkontrollgenauigkeit von ± 5℃.
Durch die gemeinsame Erzielung verbleiter rissfreier Biegung von Messing steigert diese Lösung die Ausbeute beim ersten Umformen komplexer Blechbiegeteile erheblich. Aus unserer Praxiserfahrung haben wir einen besonderen Workaround: Wenn quer verlaufende Mikrorisse am Radius (R) der bleihaltigen Messingbiegung auftreten, analysieren Sie zunächst die Umformgeschwindigkeit. Wenn die Geschwindigkeit über 50 mm/s liegt, können die Geschwindigkeit um 30 % verringert werden, um die Risse im Grunde zu beseitigen.
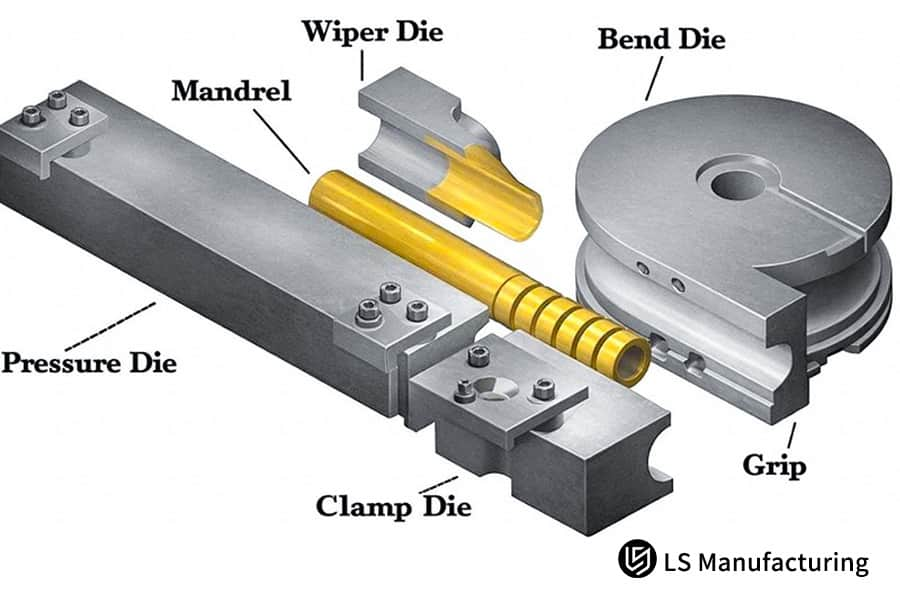
Abbildung 3: 3D-CAD-Diagramm eines komplex formenden Biegewerkzeugs mit mehreren Ebenen.
Welche kundenspezifischen Grübchenbildungsstandards gelten, um sicherzustellen, dass in HVAC-Messingarmaturen kein Flüssigkeitswiderstand entsteht?
Ganz gleich, ob bei Messingarmaturen für Heizungs-, Lüftungs- und Klimatechnik teilweise Aussparungen oder Bördelungen vorgenommen werden, eine glatte Innenwand ohne scharfe Ecken ist ein Muss, insbesondere wenn es um Messingbiegedienste geht. Eine gute Möglichkeit, dies zu erreichen, ist die Verwendung der CNC-Kugelkopf-Servo-Innenextrusionsformtechnologie, bei derder Extrusionsdüsenradius (R) auf mehr als das 1,5-fache der Rohrwandstärke eingestellt ist. Dies hat einen großen Effekt auf die Reduzierung des Flüssigkeitswiderstands an der Aussparung und minimiert gleichzeitig die Ausdünnung.
Fehler bei normalen Flanging-Prozessen
Traditionelle Stanz-Bördelverfahren können in Kombination mit dem Dimple-Extrusionsbiegen zu Fehlern wie „Kratzern“ an den Kanten und ungleichmäßigen Graten entlang der Mulde führen Kante. Solche Fehler erhöhen nicht nur die Flüssigkeitsbeständigkeit, sondern wirken auch als lokalisierte Spannungskonzentrationsbereiche, die wiederum bei Langzeitgebrauch zu Spannungsrisskorrosion führen können. Die Flüssigkeitsleistung sowie die Lebensdauer der Präzisionsbiegeformung von Metall werden durch diese Mängel direkt beeinträchtigt.
Parameterspezifikationen des Kaltfließpressens
Nachfolgend finden Sie die wichtigsten Komponentenparameterspezifikationen des CNC-Innenextrusionsformens:
- Anforderung an den R-Winkel des Stempels: Der Radius des R-Winkels des Extrusionsstempels sollte mehr als das 1,5-fache der Dicke der Rohrwand betragen.
- Matrizenoberflächenbehandlung: Die Oberflächenbehandlung der Matrize ist eine PVD-Beschichtung mit einer Härte HV 2800 und einer Rauheit Ra 0,1.
- Extrusionsgeschwindigkeitssteuerung: Aufrechterhaltung der Extrusionsgeschwindigkeit bei 10–20 mm/s.
Solche Parameterspezifikationen wurden erfolgreich bei der Großserienfertigung verschiedener Präzisionsbiegeteile für HVAC-Armaturen eingesetzt.
Wie verändern Schmierstoffchemie und mehrachsige CNC-Vorschübe die Oberflächenintegrität von medizinischen Nichteisenteilen?
Bei medizinischen Anwendungen des kundenspezifischen Biegens von Nichteisenmetallen wird die Qualität der Umformung von Nichteisenmetallteilen durch chemische Rückstände des Schmiermittels und den axialen Vorschub beeinflusst. Durch die Einrichtung eines chlorfreien Mikroschmiersystems (MMS) auf Wasserbasis mit synthetischem Ester, zusammen mit einer linearen Geschwindigkeit von 20–30 U/min und einer konstanten Klemmkraft, die durch ein hydraulisches Proportionalventil gesteuert wird, kann die Möglichkeit mechanischer Kratzer und chemischer Lochfraß direkt ausgeschlossen werden.
Zwei Hauptursachen für Oberflächenfehler
Bei der Herstellung von medizinischen Rohrbiegungen lassen sich Oberflächendefekte von Nichteisenmetallteilen hauptsächlich in zwei Arten unterteilen: mechanische Kratzer, die durch Nichtübereinstimmung der Vorschubgeschwindigkeit und Spannkraftschwankungen entstehen, und chemische Lochfraßbildung, die auftritt, wenn elektrochemische Korrosion aufgrund von Schmiermittelrückständen auftritt. Die Oberflächenqualität hat großen Einfluss auf die Standards der Bereitstellung von Metallbiegedienstleistungen.
Lösung zur Oberflächenqualitätskontrolle in medizinischer Qualität
Wir haben eine komplette Steuerungslösung mit Schlüsselparametern entwickelt, darunter:
- Einstellungen der Bewegungsparameter: Die lineare Biegegeschwindigkeit wird konstant bei 20–30 U/min gehalten und die Klemmkraft wird innerhalb von 4,5 MPa–6,0 MPa über ein Proportionalventil mit geschlossenem Regelkreis reguliert.
- Einrichten des Schmiersystems: Es wird eine chlorfreie MMS-Maschine auf Wasserbasis mit synthetischem Ester in medizinischer Qualität verwendet, die keine Rückstände und keine Korrosion garantiert.
- Nachbearbeitung: Ultraschallreinigung + Passivierungsbehandlung stellen sicher, dass die Teile dem Reinheitsstandard IATF 16949 entsprechen.
Dieses Kontrollkriterium zum Erreichen von kontrolliertem Biegen der Oberflächenintegrität gilt auch für Kupferbiegeserviceprojekte mit strengen Sauberkeitsanforderungen.

Abbildung 4: Arbeiter bedient einen mehrachsigen CNC-Rohrbieger mit Digitalanzeige.
Warum verändert die Wärmebehandlung vor dem Formen die Kornstruktur und Biegeausbeute von Premium-Messinglegierungen?
Die Ausbeute beim Messingbiegen wird stark von der Korngröße des geglühten Messings beim Messingbiegen beeinflusst. Vakuum-Spannungsarmglühen bei 260℃–300℃ für 1,5–2 Stunden vor dem Biegen begrenzt die Korngröße effektiv auf den Bereich von 15 μm–35 μm und erhöht so die Biegeausbeute direkt auf 99,8 %.
Metallografische Prinzipien des Rekristallisationsglühens
Rekristallisationsglühen kann den Anteil und die Verteilung der Phasen in der Messinglegierung verändern und gleichzeitig die Korngröße verringern, um die Leistung des wärmebehandelten Messingbiegens zu verbessern. Studien zeigen, dass die Plastizität des Materials umso höher ist, je gleichmäßiger die Körner verteilt sind und welche geeignete Größe sie haben.
ial wird sein. Eine ausgewogene Korngröße ist die Grundvoraussetzung für eine hohe Produktion beim komplexen Formbiegen.
Beziehung zwischen Glühparametern und Ausbeute
Wir haben die Biegeausbeute unter verschiedenen Glühparametern getestet und die Daten sind in der folgenden Tabelle aufgeführt:
| Glühtemperatur | Haltezeit | Durchschnittlicher Korngrößenbereich | Komplexe Biegeausbeute | Orangenschalendefektrate an der Oberfläche |
| 240°C | 1 Stunde | 40μm-60μm | 92,3 % | 11,2 % |
| 280°C | 1,5 Stunden | 20μm-30μm | 99,8 % | 0,2 % |
| 320°C | 2 Stunden | 5μm-15μm | 97,1 % | 0,5 % |
| Unbehandelt | 0 Stunden | 60μm-80μm | 76,5 % | 23,7 % |
Die Kontrolle der Wärmebehandlung mit der richtigen Präzision ist eine der wichtigsten Möglichkeiten, um eine korngrößenoptimierte Biegung zu erreichen und die Präzisionsformung von Metallbiegen zu verbessern.
Hier ist eine sehr einzigartige Kostenrechnungsformel, die wir entwickelt haben: Zusätzliche Kosten der Wärmebehandlung pro Einheit = (Arbeitskosten der Ausrüstung, Isolationszeit + Energieverbrauchskosten) / Lademenge einer einzelnen Charge 1,15 Managementkoeffizient.
Damit können Sie die Kostensteigerung der Prozessverbesserung sehr genau ermitteln.
LS Manufacturing Bahnbrechendes medizinisches Beatmungsgerät, hochreines Rotkupfer-Kaltseiten-Mehrebenenrohr-Komplexformungsgehäuse
Kundenherausforderung
Ein führender Hersteller medizinischer Geräte aus Nordamerika arbeitete an einem neuen Beatmungsgerät mit hoher Ausgangsleistung. Dieses zu bearbeitende Teil wurde aus hochreinem C11000-Kupfer hergestellt und in einem Präzisionsbiegeverfahren für medizinische Katheter dreidimensional im Multiplanarverfahren gebogen. Der Katheter hatte einen Durchmesser von 12,7 mm und eine Wandstärke von nur 0,71 mm. Um dem begrenzten Innenraum des Geräts gerecht zu werden, wurde der Abstand zwischen den Biegezentren auf 12,7 mm reduziert, was eine Biegeüberschreitung von 1,0 D bei konstantem Durchmesser bedeutet. Gleichzeitig sollte die dreidimensionale räumliche Winkeltoleranz 0,05 mm und die Rundheitsverzerrungsrate der Innenwand 3 % betragen.
Der Kunde hatte zuvor mehrere traditionelle Rohrbiegefabriken kontaktiert, aber keine der Fabriken konnte Muster herstellen. Die Proben zeigten innere Falten im Ausmaß von 0,3 mm, platzten bei einem Drucktest von 1,5 MPa sofort und die Produktionsausbeute betrug sogar weniger als 15 %.
LS-Fertigungslösung
LS Manufacturing begann innerhalb von 24 Stunden nach Erhalt der 3D-Zeichnungen des Kunden mit der multiphysikalischen Finite-Elemente-Analyse, um die Energieverteilung der plastischen Verformung beim Biegen des Kupferrohrs zu simulieren.
- Wir haben unsere Allzweckform zunächst in eine rotierende Biege-Masterform aus legiertem Cr12MoV-Stahl mit einer Härte von HRC 64 umgewandelt und speziell einen hydrodynamischen Mehrkugeldorn mit 5-Kugel-Verbindung hergestellt, der die Innenwand rundum stützen kann.
- Aufgrund der Rückfederungseigenschaften des kaltverformten C11000-Materials haben wir das Servovorschubsystem in einem geschlossenen Regelkreis mit einem adaptiven Rückfederungsalgorithmus implementiert, sodass automatisches Überbiegen innerhalb von 2,4°-3,1° in Echtzeit während des dreidimensionalen Richtungsbiegens möglich ist.
- Wir haben uns für ein Gleitmittel auf pflanzlicher Mikrobasis in medizinischer Qualität entschieden, das vollsynthetisch ist, um den Reibungskoeffizienten bei μ=0,06 zu halten und die mechanischen Kratzer zu beseitigen.
Ergebnisse und Wert
Um die äußerst anspruchsvollen Bedingungen des Biegens von ultradünnwandigen Rohren zu erfüllen, hat das gelieferte Muster schließlich neue Leistungsniveaus beschritten:
- Alle räumlichen Maßtoleranzen auf mehreren Ebenen wurden stabil innerhalb von ±0,035 mm gehalten.
- Die Reduzierungsrate der Außenwandstärke sank von 26 % auf 8,4 % und die Lumenrundheitsverzerrungsrate betrug nur 1,8 %.
- Die Probe hielt dem 3,0-MPa-Ultrahochdruck-Luftdichtheitstest stand und zeigte auch nach dem zerstörenden Druckbeständigkeitstest keine Mikrorisse.
Der Kunde unterzeichnete umgehend einen Vertrag über die anfängliche Massenproduktion von 25.000 Stück und nahm uns als seinen strategischen Partner für globale Kerntechnologie auf.
Wenn Ihr Projekt ebenfalls mit ähnlichen extremen Biegeverarbeitungsherausforderungen konfrontiert ist, reichen Sie bitte detaillierte Zeichnungen und Anforderungen für die Massenproduktion ein. Wir erstellen für Sie eine einzigartige komplexe Blechbiegeteile-Lösung und erstellen ein präzises USD-Angebot, damit Ihr Projekt schnell starten kann.

FAQs
F1: Was ist der minimale Mittellinienradius (CLR), der für Kupfer- und Messingbiegedienste erreichbar ist?
Für weiches Rotkupfer (O-Zustand) ist es möglich, durch den Einsatz von Präzisions-Rotationsbiegewerkzeugen und der Multi-Kugel-Dorn-Technologie einen minimalen CLR von 1,0 D zu erreichen. Für halbhartes Messing wird hingegen empfohlen, einen minimalen CLR von 1,5 D-2,0 D einzustellen, um zu verhindern, dass der äußere Kristall reißt.
F2: Wie stellen Sie sicher, dass der elektrische Querschnitt beim Biegen von leitfähigen Kupferschienen nicht reduziert wird?
Das Gleichgewicht der seitlichen Schrumpfung des Materials während des Biegevorgangs wird durch den Einsatzeiner Servo-Dreipunktbiegemaschine mit geschlossenem Regelkreis in Kombination mit einer abriebfesten Rollbogenmatrize für eine Querschnittsverringerungsrate von 4 % sichergestellt. Basierend auf Leitfähigkeitstests, die mit einem Mikroohmmeter durchgeführt wurden, liegen die Ergebnisse im IACS-Bereich von 97 % bis 99 %.
F3: Warum weisen Messingteile von LS Manufacturing auf individuell geformten Oberflächen keine Orangenhautfehler auf?
Wir setzen ein gründliches Kontrollsystem für die Materialeingangskontrolle durch, bei dem die durchschnittliche Korngröße von Rotkupfer- und Messingrohstoffen auf den Bereich von 15 μm und 35 μm begrenzt ist. Vor dem Biegen wird eine präzise Entspannungsbehandlung durchgeführt, um eine geformte Oberfläche ohne Orangenhautfehler zu erhalten.
F4: Welche Protokolle zur Inline-Qualitätsprüfung gewährleisten Präzisionstoleranzen beim Biegen von Metall?
Wir richten zwei Ebenen von Qualitätsbarrieren ein: Neben der Echtzeitüberwachung des Servodrehmoments während der Bearbeitung mit sofortiger automatischer Alarmierung bei abnormaler Materialhärte werden alle fertigen Werkstücke einer 100-prozentigen Prüfung durch ein optisches Koordinatenmessgerät und einen Laserscanner unterzogen. Dies führt zu einer Werkserfolgsquote von 99,97 %.
F5: Wie verhindern Sie Mikrobrüche beim komplexen Umformbiegen von bleihaltigen Messinglegierungen wie C36000?
Es handelt sich um ein von uns erfundenes progressives Mikroschritt-Umformverfahren mit mehreren Stationen, bei dem das Biegen mit großem Winkel in eine Reihe von Mikroformschritten nicht mehr als 15° pro Station aufgeteilt wird. Zusammen mit der internen hydraulischen Dämpfung und der Druckhaltetechnologie eliminiert diese Methode die Möglichkeit mikroskopischer Risse vollständig.
F6: Kann Ihr Kupferbiegeservice nicht standardmäßige kundenspezifische Spezifikationen und Rohmaterialprofile verarbeiten?
Wir führen einen großen Lagerbestand an Rotkupfer- und Messingmaterialien in verschiedenen Größen, mit Rohraußendurchmessern von 3 mm bis 110 mm und Platten- und Kupferschienendicken von 0,5 mm bis 20 mm.Senden Sie Ihre Zeichnungen, um individuelle Lösungen und genaue Preise zu erhalten Zitate.
F7: Wie lange dauert es normalerweise, kundenspezifische Produktionsläufe zum Biegen von Nichteisenmetallen herzustellen?
Sobald die technischen Zeichnungen von DFM (Design for Manufacturing) überprüft und genehmigt wurden und der Auftrag bestätigt ist, können wir den Entwurf der kundenspezifischen Werkzeuge und die Lieferung der ersten Prototypencharge innerhalb von 5–7 Arbeitstagen abschließen. Für Massenproduktionschargen, die eine vollautomatische Produktionslinie nutzen, beträgt die Standardvorlaufzeit 2–3 Wochen.
F8: Entspricht Ihre Präzisionsblechumformung internationalen Regulierungsstandards wie IATF 16949?
Wir haben die Zertifizierung unseres Werks und unseres umfassenden Qualitätskontrollsystems nach IATF 16949 bzw. ISO 9001:2015 abgeschlossen. Darüber hinaus sind wir in der Lage, vollständige Materialzertifikate sowie Prüfberichte Dritter bereitzustellen, die den RoHS- und REACH-Standards vollständig entsprechen.
Zusammenfassung
Die Qualitätssicherung in industriellen Lieferketten ist heute ein grundlegendes Geschäftsprinzip. LS Manufacturing hat unabhängig eine multiphysikalische Technologie zur Rückfederungs-Finite-Elemente-Analyse entwickelt, verfügt außerdem über eine ganze Reihe hochflexibler mehrachsiger CNC-Rohrbiegecluster mit geschlossenem Regelkreis und verfügt über einen vollautomatischen Inspektionsprozess der dreidimensionalen Koordinatenmessmaschine mit einer räumlichen Genauigkeit von 0,03 mm.
Ob es sich um EV-Stromschienen mit hoher Leitfähigkeit oder um ultradünnwandige, kompliziert geformte HVAC-Bögen handelt, die hohen Druckimpulsen standhalten können, wir können komplexe Material- und mechanische Leistungsgrenzen in effektive, einheitliche und kostengünstige standardisierte Massenproduktionslösungen umwandeln, sodass Lieferzeiten und Qualitätsentscheidungsängste für Sie der Vergangenheit angehören.
Was passiert, wenn Sie Qualitätsprobleme wie geringe Probenausbeuten von Ihren Lieferanten, übermäßige Reduzierung der Wandstärke oder Oberflächenkratzer haben? Was wäre, wenn Sie dabei seien, multiplanare, unregelmäßig geformte Biegekomponenten zu entwickeln? Es gibt keinen Grund für Sie, Ihr Forschungs- und Entwicklungsbudget für blindes Ausprobieren auszugeben. Senden Sie uns einfach Ihre 3D-CAD-Zeichnungen und spezifische Toleranzen und Chargenanforderungen. Unser technisches Expertenteam vor Ort stellt Ihnen innerhalb von 12 Stunden einen kostenlosen, vollständigen DFM-Prozessverbesserungsbericht zur Verfügung. Darüber hinaus erhalten Sie ein sehr genaues, abgestuftes Angebot für die Massenproduktion, das für die Budgetprüfung verwendet werden kann.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS Manufacturing Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Angebot für benötigte Teile Identifizieren Sie die spezifischen Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 15 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung, Blechfertigung, 3D Drucken, Spritzguss. Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unsere Fabrik ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.lsrpf.com
