Услуги по гибке меди и латуни. Выполнение сложной формовки внутренних компонентов.
Написал
Gloria
Опубликовано
Jul 01 2026
Металлический изгиб
Следуйте за нами
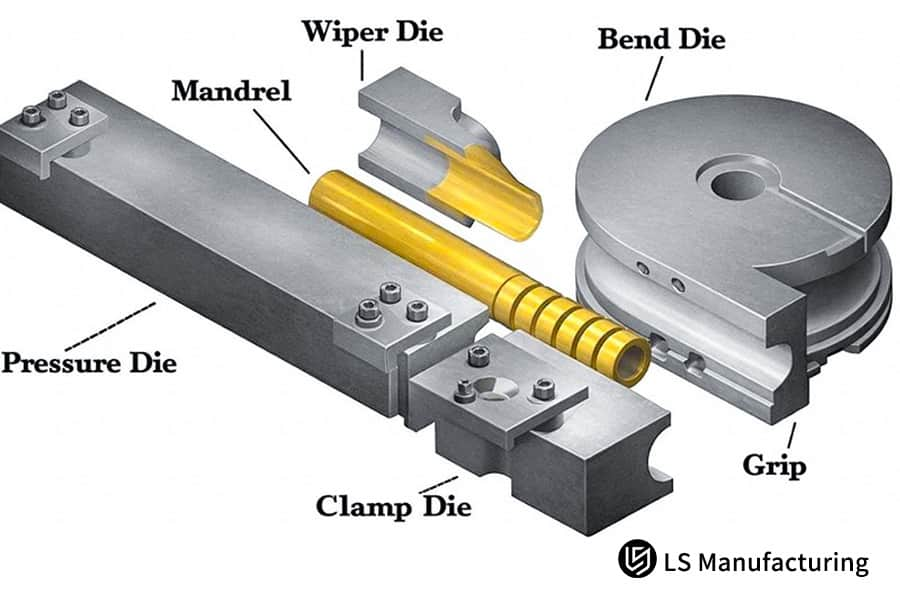
Услуга гибки металла предлагает очень точную технику формовки пластмасс цветных металлов, таких как медь и латунь. Решаются три основные проблемы при гибке тонкостенных труб малого радиуса, а именно: сморщивание, уменьшение толщины стенки и чрезмерный допуск пружинения в латуни. Допуски при формовке 0,05 мм могут быть надежно достигнуты.
В помещении, где расположены медные шины для транспортных средств на новой энергии, медицинских теплообменных трубопроводов и проводящих узлов для промышленных роботов, сложная обработка красной меди высокой чистоты и латуни высокой твердости была ограничена опытом традиционных процессов. Такие проблемы, как внутренние морщины, внешнее утончение и чрезмерная устойчивость к упругому возврату при малых радиусах изгиба, могут стать факторами угроз безопасности, такими как нарушения при сборке, перегрев и расслоение. Целью данной статьи является детальный анализ основных технологических механизмов сложной гибки меди и латуни и предложение решения, ориентированного на использование, без повреждения изделия.
Обзор основных параметров процесса гибки меди и латуни
<тело>
<тр>
Тип процесса
Применимый материал
Минимальный центральный радиус изгиба (CLR)
Максимальная степень уменьшения толщины стенки
Допуск на размер
Типичные сценарии применения
<тр>
Вращающаяся гибка мультисферической оправки с ЧПУ
C11000 Красная медь (O-состояние)
1.0D
≤12%
±0,05 мм
Медицинские катетеры, теплообменные трубопроводы
<тр>
Трехточечный изгиб сервопривода
Красная медная шина T2
1,5 т
Уменьшение площади поперечного сечения ≤4%
±0,08 мм
Высоковольтная медная шина EV, проводящая шина
<тр>
Прогрессивная непрерывная штамповка
C36000 Свинцовая латунь
2.0D
≤10%
±0,05 мм
Фитинги HVAC, пневматические соединители
<тр>
Формирование композита при среднечастотном отжиге
C26800 Латунь
1,5D
≤8%
±0,03 мм
Многоплоскостные сложные структурные детали
Основные выводы
<ул>
Контроль предельной толщины стенки: . Благодаря использованию многосекционной гидродинамической оправки скорость внешнего утонения тонкостенных труб из красной меди можно строго контролировать до уровня ≤12%. В этом диапазоне обеспечьте электрическую и гидравлическую безопасность.
Контроль с нулевым дефектом: благодаря использованию алгоритма обратной компенсации предварительного напряжения и очень гибкой прогрессивной матрицы полностью устраняется отскок латуни, стабилизируя изгиб допуски в пределах ±0,05 мм.
Эффективная техническая оценка: предоставляет полную матрицу технических параметров, охватывающих состояние материалов и CLR, помогая глобальным покупателям высокотехнологичных технологий и командам цепочек поставок снизить риски закупок и качества.
Почему стоит доверять услугам по гибке металла LS Manufacturing при сложной формовке?
У нас есть возможности мультифизического моделирования и прецизионная комплексная система управления, что позволяет обеспечивать эффективную поставку сложных гибких деталей из цветных металлов, значительно сводя к минимуму затраты на пробы и ошибки и риски качества.
После трех месяцев испытаний и подтверждения производства в проекте медных трубок для медицинских вентиляторов в Северной Америке мы обнаружили, что очень низкий процент выхода продукции (менее 15 %) на традиционном перерабатывающем предприятии обусловлен отсутствием предварительного контроля деформации зерен материала и компенсации процесса в реальном времени. Многие производители сосредотачиваются только на окончательных размерах, игнорируя тем самым важность входного контроля материалов и замкнутого контроля параметров процесса.
<блок-цитата>
Стандарт IATF 16949:2016 гласит, что "организации должны осуществлять расширенное планирование качества для специальных процессов, подтверждать возможности процесса и постоянно контролировать его".
Мы очень внимательно следуем этому стандарту и контролируем каждый этап, связанный с качеством, на протяжении всей технологической цепочки, начиная с входного контроля размера зерна, заканчивая отгрузкой, а также между предварительным моделированием методом конечных элементов, контролем крутящего момента сервопривода в реальном времени во время обработки и окончательным контролем трехосных координат. Наш кластер оборудования включает более 20 многоосных трубогибочных станков с ЧПУ с замкнутым контуром и сервоприводом, что позволяет производить трубы диаметром от 3 мм до 110 мм.
Если вы столкнулись со сложным процессом обработки цветных металлов, вы можете отправить свои 3D-чертежи и требования к допускам. Наша команда инженеров предоставит вам бесплатный технико-экономическое обоснование DFM, чтобы помочь вам заранее определить риски обработки и оптимизировать решение для точной гибки металла.
Почему тонкостенные медные трубы прогибаются во время операций быстрой гибки оправок с ЧПУ?
В услуге по гибке меди сморщивание и разрушение медных трубок вызвано тангенциальным сжимающим напряжением, превышающим локальный предел нестабильности. Многошариковая соединительная оправка, изготовленная из легированной стали высокой твердости, не содержащей хрома, вместе с устойчивой к складкам вспомогательной формой обеспечивает нормальную поддержку в точке касания. Это помогает поддерживать уменьшение толщины внешней стенки в пределах 12 % и тем самым предотвращает нестабильность.
Микромеханический механизм нестабильности и сморщивания
При гибке труб с очень маленьким радиусом гибочный наконечник для меди C11000e будет работать на пределе своих возможностей. При CLR меньше или равном 1,2D и отношении толщины стенки к внешнему диаметру (t/D) менее 5% материал на внутренней стороне изгиба будет испытывать очень высокое касательное сжимающее напряжение. Дислокация зерен станет неравномерной, поскольку сжимающее напряжение выйдет за пределы локального предела неустойчивости материала. В результате появляются морщины. Это также один из самых хрупких состояний тонкостенных трубопроводных фитингов в индивидуальных проектах по гибке цветных металлов.
Схема управления параметрами основного процесса
Чтобы полностью исключить нестабильность и образование складок, необходимо очень точно настроить три основных параметра:
<ол>
Угол установки вспомогательной формы против морщин: Должен быть строго в пределах 0,5–1,5°. Очень маленький угол не только поцарапает стенку трубы, но и слишком большой приведет к потере эффективной поддержки.
Настройка времени выполнения оправки: Ограничено в пределах от 1,5 до 3,0 мм, требуется высокая точность однозначного соответствия в зависимости от диаметра трубы и толщины стенки.
Конфигурация шарового шарнира оправки: Для труб диаметром 10 мм подходит конструкция с 5 шариками, тогда как для труб диаметром <10 мм лучше использовать конструкцию с 3 шариками для обеспечения равномерной поддержки.
Благодаря идеально спроектированной конфигурации гибки труб с помощью оправки стабильность формовки может быть значительно повышена. Выбор различных типов оправок — это главное, что влияет на конечную точность и качество внутренней стенки прецизионной гибки металла.
В этой таблице показано, где они подходят:
<тело>
<тр>
Тип оправки
Применимый диапазон диаметров труб
Минимально достижимый CLR
Неровность внутренней стены
Общий уровень затрат
<тр>
Оправка с несколькими шариками
φ6mm-φ110mm
1.0D
Ra 0,8
Средний-высокий
<тр>
Оправка в форме ложки
φ20–φ80 мм
1,5D
Ra 1,6
Средний
<тр>
Пробковая оправка
φ10mm-φ30mm
2.0D
Ra 3.2
Низкий
<тр>
Гидродинамическая оправка
φ8mm-φ50mm
0,9D
Ra 0,4
Высокий
Рис. 1. Прецизионные медные трубы, изогнутые на станке с ЧПУ с плавными изгибами под углом 90 градусов.
Как рассчитать и компенсировать серьезные изменения упругости в компонентах из полутвердой латуни?
В услугах по гибке латуни проблему упругого упругого отскока латуни, который может составлять даже 3–7°, следует решать с помощью компенсации, основанной на пределе текучести в реальном времени. Вращающийся ротор выбрана операция гибки с использованием интегрированного метода контроля натяжения. За счет приложения осевого растягивающего напряжения при изгибе внутренние и внешние слои напряжения выравниваются. Таким образом, упругость снижается до незначительного уровня, т.е. 0,5°.
Материальная природа пружинения
В технологической системе гибки с компенсацией пружинения латунные сплавы, такие как C36000 и C26800, обладают высокими показателями модуля упругости и предела текучести. При изгибе кусок металла деформируется одновременно и пластически, и упруго. После снятия нагрузки упруго деформированная деталь возвращается обратно, поэтому эффективный угол изгиба оказывается меньше запрограммированного. Это стандартная техническая проблема, требующая решения сложных процессов гибки.
Схема процесса количественной компенсации
Мы получаем формулу компенсации чрезмерного изгиба в результате динамического моделирования методом конечных элементов, так что пружинение контролируется очень точно. К основным параметрам процесса относятся такие элементы, как:
<ул>
Коэффициент угла перегиба: например, когда радиус изгиба равен 2,0D, задается начальный угол перегиба в 1,04–1,08 раза больше фактического заданного угла.
Обработка радиуса штампа: область радиуса штампа закаливается до тех пор, пока он не достигнет твердости HRC 62.
Сегментированное удержание давления с задержкой: удерживайте давление в течение 0,8–1,2 секунды после наклона в желаемое положение.
Эта система параметров, основанная на гибке при вытягивании с контролем натяжения, может стабильно удовлетворять требованиям по управлению пружинением различных сложных гибочных деталей из листового металла. Чтобы получить полную таблицу параметров компенсации пружинения латуни и руководство по моделированию, свяжитесь с нами и получите специальный технический документ, который поможет вам быстро освоить основную логику управления гибкой сложной формы.
Какова оптимальная логика формовки, когда шины из цветных металлов требуют прецизионной гибки металлов?
В сгибании проводящих компонентов изгиб медной шины под высоким напряжением требует сохранения площади проводящего поперечного сечения и в то же время недопустимости расслоения на радиус изгиба радиус. Лучшим решением является трехточечный гибочный станок с сервоприводом с ЧПУ, который сочетается с нижней матрицей из твердого полиуретана, предотвращающей вдавливание, для неразрушающей формовки, так что допуск на размер переходной зоны дуги изгиба может постоянно сохраняться в пределах 0,08 мм.
Механизм отказа, связанный с потерей площади проводящего сечения
Если во время прецизионного изгиба шин гибочная матрица спроектирована неправильно, материал в зоне изгиба будет подвергаться боковой усадке, поэтому локальная площадь поперечного сечения будет уменьшена. Такое снижение приведет к прямому увеличению контактного сопротивления, из-за этого под нагрузкой большого тока будут создаваться пятна перегрева, а в довершение всего может даже возникнуть угроза безопасностиrds. Эта проблема является прямой причиной снижения электрических характеристик прецизионного гибочного формования металла.
Ключевые контрольные точки для неразрушающего изгиба
Если вы хотите сохранить 100 % сохранение проводимости, необходимо строго соблюдать приведенные ниже контрольные точки:
<ол>
Точный расчет коэффициента развития изгиба: измените коэффициент K в зависимости от твердости материала и радиуса (R-угол), чтобы контролировать погрешность расчета в пределах ±0,02.
Обработка контактной поверхности штампа: на изгибающуюся контактную поверхность следует нанести тефлоновое покрытие микронного уровня, чтобы уменьшить сопротивление трения, а также предотвратить появление царапин на поверхности.
Регулирование скорости формовки: установите низкую скорость формовки 15–25 мм/с, чтобы свести к минимуму возможность смещения границ зерен и расслоения, вызванных наклепом.
Эти точки контроля для достижения формирования изгиба без трещин в точности соответствуют характеристикам выполнения токопроводящих деталей в системе услуг по гибке металла нашей компании.
Почему гибка роторным вытягиванием и гибка поршнем обеспечивают совершенно разное качество внутренних стенок теплообменников?
При соединении меди основное различие между поворотным изгибом и изгибом под давлением при обработке трубопроводов заключается в различных динамических механизмах управления сдвиговой силой в точке касания изгиба. Вращательная гибка позволяет снизить степень деформации трубы до 5 %, просто продев трубу через вращающуюся матрицу и зажимную матрицу, одновременно одна из которых фиксирует трубу, а другая плотно ее фиксирует. С другой стороны, изгиб давлением без боковых ограничений приводит к локализованному разрушению очень мягких медных труб, поскольку в большинстве случаев давление прикладывается локально к очень небольшим участкам поверхности трубы.
Разница в механических принципах двух методов
При гибке трубок теплообменников процесс ротационной гибки имеет четыре ограничения: вращающаяся матрица, зажимная матрица, матрица под давлением и оправка. При таком расположении внутренняя и внешняя поверхности изгиба прижимаются с относительно одинаковой силой, а стенка трубы постоянно поддерживается на протяжении всей операции изгиба. Гибка давлением, которая является наиболее традиционным из этих методов, сжимает только радиально, таким образом не обеспечивая какой-либо поддержки боковой или внутренней стенки. Фактически это основная причина разницы в производительности между подходами к гибке металла в области теплообменных труб.
<блок-цитата>
В соответствии с требованиями ASME B31.9 «овальность изогнутой части напорной трубы не должна превышать 5 % номинального наружного диаметра, а внутренняя поверхность не должна иметь выступов или морщин области, которые могут препятствовать потоку жидкости».
Наш процесс ротационной гибки полностью совместим с этим правилом.
Сравнение производительности основных процессов гибки
Для сценариев гибки труб под высоким давлением сравнение основных характеристик трех распространенных процессов гибки показано в таблице ниже:
<тело>
<тр>
Тип процесса
Коэффициент искажения формы трубки
Максимальный угол формовки за один шаг
Неровность внутренней стены
Минимально достижимый CLR
Процент прохождения теста на утечку под высоким давлением
<тр>
Вращательная гибка
≤5%
180°
Ra 0,8
1.0D
≥99,5%
<тр>
Изгиб верхнего предела давления
≥12%
90°
Ra 3.2
2.5D
≤65%
<тр>
Вальцовая гибка
≤8%
120°
Ra 1,6
1,8D
≤82%
Если вы хотите узнать больше о вариантах обработки трубопроводов теплообменника, свяжитесь с нами, чтобы получить полный набор тематических исследований проектов и ознакомиться с технологическими решениями и экономическими показателями аналогичных проектов.
Рис. 2. Труба из нержавеющей стали, закрепленная на ротационной гибочной машине.
Как разработать многоплоскостные гибочные инструменты сложной формы для предотвращения микротрещин в свинцовых латунях?
В рамках нестандартной гибки цветных металлов свинцовая латунь является материалом с наименьшей пластичностью в холодная обработка всех металлов, поэтому он весьма уязвим к растрескиванию при многоплоскостном изгибе. Вам необходимо использовать матрицу, оснащенную структурой последовательного ползуна с многоосным соединением, либо в сочетании с замедленной низкоскоростной формовкой (45 мм/с), либо перед формовкой необходимо провести среднечастотный индукционный отжиг при температуре 450–520 ℃.
Причины растрескивания свинцовистой латуни на микроуровне
При многоплоскостной последовательной гибке свинец в этилированной латуни, такой как C36000, присутствует в виде свободных частиц на границах зерен. При разнонаправленном изгибающем напряжении эти частицы свинца действуют как места сильного напряжения, другими словами, они действуют как точки зарождения трещин. При многоплоскостном изгибе складываются напряжения разного направления, что еще больше увеличивает вероятность образования микротрещин. Риск такого сбоя значительно возрастает из-за сложных процессов гибки, выполняемых на нескольких станциях.
Решение для совместной работы пресс-форм и процессов
Проблему растрескивания свинцовистой латуни при многоплоскостном изгибе можно решить путем оптимизации конструкции пресс-формы и настройки параметров процесса. Основные этапы:
<ул>
Проектирование конструкции пресс-формы: Для преобразования многоплоскостного изгиба в пошаговые формы с одной станциейng.
Регулирование скорости формования: Скорость формования поддерживается на уровне 45 мм/с.
Предварительный локальный отжиг: выполните среднечастотный индукционный отжиг в области изгиба с диапазоном контроля температуры 450–520 ℃ и точностью контроля температуры ± 5 ℃.
Совместное достижение гибки латуни без трещин, это решение значительно повышает производительность при первой формовке сложных гибочных деталей из листового металла. Из нашего практического опыта мы знаем специальный обходной путь: Когда на радиусе (R) изгиба свинцовой латуни возникают поперечные микротрещины, первое, что вы делаете, это анализируете скорость формовки. Если скорость превышает 50 мм/с, снижение скорости на 30 % поможет избавиться от трещин.
Какие стандарты формирования углублений применяются для обеспечения нулевого сопротивления жидкости внутри латунных фитингов системы отопления, вентиляции и кондиционирования воздуха?
Независимо от того, сделаны ли частичные выемки или отбортовки на латунных фитингах системы отопления, вентиляции и кондиционирования воздуха, гладкая внутренняя стена без острых углов является обязательным условием, особенно когда речь идет об услугах по гибке латуни. Одним из хороших вариантов достижения этой цели является использование технологии внутренней экструзии с сервоприводом со сферической головкой с ЧПУ, при которой радиус экструзионной головки (R) устанавливается более чем в 1,5 раза больше толщины стенки трубы. Это оказывает большое влияние на снижение сопротивления жидкости в выемке, а также минимизирует утончение.
Ошибки обычных процессов флэнжеринга
Традиционная процессы отбортовки штамповкой в сочетании с экструзионным изгибом с углублениями может привести к появлению таких дефектов, как царапины по краям и неравномерные заусенцы вдоль чашеобразный край. Такие дефекты не только повышают сопротивление жидкости, но также действуют как области локализованной концентрации напряжений, что, в свою очередь, может привести к коррозионному растрескиванию под напряжением при длительном использовании. Эти дефекты напрямую влияют на характеристики жидкости, а также на срок службы прецизионной штамповки металла.
Характеристики параметров холодного экструзионного формования
Ниже можно найти основные характеристики параметров компонентов внутреннего экструзионного формования с ЧПУ:
<ул>
Требования к R-углу пуансона: Радиус R-угла пуансона должен быть более чем в 1,5 раза толщины стенки трубы.
Обработка поверхности матрицы: Поверхностная обработка матрицы представляет собой PVD-покрытие с твердостью HV 2800 и шероховатостью Ra 0,1.
Регулирование скорости экструзии: поддержание скорости экструзии на уровне 10–20 мм/с.
Такие спецификации параметров успешно используются при крупномасштабном производстве различных прецизионных гибочных деталей для фитингов систем отопления, вентиляции и кондиционирования воздуха.
Как химия смазывающей способности и многоосевая подача с ЧПУ меняют целостность поверхности медицинских деталей из цветных металлов?
При индивидуальной гибке цветных металлов в медицинских целях на качество формовки деталей из цветных металлов влияют остатки химических смазочных материалов и осевая подача. Установка системы микросмазки на основе синтетического эфира, не содержащей хлора (MQL), в сочетании с линейной скоростью 20-30 об/мин и постоянной силой зажима, контролируемой гидравлическим пропорциональным клапаном, может напрямую исключить возможность механических царапин и химического точечного коррозии.
Две основные причины дефектов поверхности
При производстве гибки труб медицинского назначения поверхностные дефекты деталей из цветных металлов в основном делятся на два типа: механические царапины, возникающие в результате несоответствия скорости подачи и колебаний силы смыкания, и химическая питтинговая коррозия, возникающая при электрохимической коррозии. к остаткам смазки. Качество поверхности существенно влияет на стандарты оказания услуг по гибке металла.
Решение для контроля качества поверхности медицинского уровня
Мы разработали комплексное решение для управления с ключевыми параметрами, включая:
<ол>
Настройки параметров движения: Линейная скорость гибки поддерживается на постоянном уровне 20–30 об/мин, а сила зажима регулируется в пределах 4,5–6,0 МПа с помощью пропорционального клапана с обратной связью.
Настройка системы смазки: используется машина MQL медицинского назначения на основе синтетического эфира на водной основе, не содержащая хлора, что гарантирует отсутствие остатков и отсутствие коррозии.
Этот критерий контроля для достижения контроля целостности поверхности также действителен для сервисных проектов по гибке меди со строгими требованиями к чистоте.
Рис. 4. Рабочий работает на многокоординатном трубогибочном станке с ЧПУ и цифровым дисплеем.
Почему предварительная термообработка изменяет структуру зерен и предел текучести при изгибе латунных сплавов премиум-класса?
На производительность услуг по гибке латуни во многом влияет размер зерен отожженной латуни при услугах по гибке латуни. Отжиг для снятия напряжений в вакууме при 260 ℃–300 ℃ в течение 1,5–2 часов перед гибкой эффективно ограничивает размер зерна в диапазоне 15–35 мкм, что напрямую повышает выход при изгибе до 99,8%.
Рекристаллизационный отжиг может изменить пропорцию и распределение фаз и в латунном сплаве, а также уменьшает размер зерен для улучшения характеристик гибки термообработанной латуни. Исследования показывают, что чем более равномерно распределены и имеют подходящий размер зерна, тем выше пластичность материала.
ial будет. Сбалансированный размер зерен является основным условием высокой производительности при сложной формовочной гибке.
Связь между параметрами отжига и выходом
Мы протестировали предел текучести при изгибе при различных параметрах отжига, данные показаны в таблице ниже:
<тело>
<тр>
Температура отжига
Время выдержки
Диапазон среднего размера зерен
Комплексный предел текучести при изгибе
Процент дефектов поверхности апельсиновой корки
<тр>
240°C
1 час
40–60 мкм
92,3%
11,2%
<тр>
280°C
1,5 часа
20–30 мкм
99,8%
0,2%
<тр>
320°C
2 часа
5–15 мкм
97,1%
0,5%
<тр>
Необработано
0 часов
60–80 мкм
76,5%
23,7%
Контроль термообработки с должной точностью — один из основных способов реализации оптимизированного изгиба по размеру зерен и повышения прецизионной обработки металла при гибке.
Вот уникальная формула учета затрат, которую мы разработали: Дополнительные затраты на термообработку на единицу = (затраты на рабочую силу оборудования, время изоляции + стоимость энергопотребления) / количество загрузки одной партии 1,15, коэффициент управления.
Используя это, вы сможете очень точно определить увеличение стоимости улучшения процесса.
Прорыв в производстве медицинских вентиляторов LS из красной меди высокой чистоты с многоплоскостной трубкой холодной стороны, образующий производственный корпус
Вызов клиента
Ведущий производитель медицинского оборудования из Северной Америки работал над новым аппаратом искусственной вентиляции легких с высокой выходной мощностью. Эта деталь, над которой предстоит работать, была изготовлена из меди высокой чистоты C11000 и была согнута в трех измерениях с использованием многоплоскостного метода в рамках процесса прецизионного изгиба медицинского катетера. Катетер имел диаметр 12,7 мм и толщину стенки всего 0,71 мм. Чтобы соответствовать ограниченному внутреннему пространству устройства, расстояние между центрами изгиба было уменьшено до 12,7 мм, что означает превышение предела изгиба постоянного диаметра 1,0D, и в то же время трехмерный пространственный угловой допуск должен был составлять 0,05 мм, а степень искажения округлости внутренней стенки - 3%.
Клиент ранее обращался к нескольким традиционным трубогибочным заводам, но ни один из заводов не смог изготовить образцы. На образцах были обнаружены внутренние морщины размером 0,3 мм, которые сразу лопались при испытании давлением 1,5 МПа, а выход продукции составил даже менее 15%.
Решение для производства LS
LS Manufacturing начала мультифизический анализ методом конечных элементов в течение 24 часов после получения 3D-чертежей клиента для моделирования распределения энергии пластической деформации во время изгиба медной трубки.
<ул>
Сначала мы преобразовали нашу универсальную форму в мастер-форму для ротационной гибки, изготовленную из легированной стали Cr12MoV с твердостью HRC 64, и специально изготовили прецизионную гидродинамическую многошариковую оправку с 5-шариковым соединением, которая могла обеспечить всестороннюю поддержку внутренней стенки.
Что касается упругости холоднодеформированного материала C11000, мы реализовали систему сервоподачи в замкнутом контуре с адаптивным алгоритмом пружинения, так что автоматический перегиб в пределах 2,4–3,1° в реальном времени возможен во время трехмерной направленной гибки.
Мы выбрали смазку медицинского назначения на основе микроколичеств растительного происхождения, полностью синтетическую, чтобы сохранить коэффициент трения на уровне μ=0,06 и избавиться от механических царапин.
Результаты и ценность
Чтобы соответствовать самым строгим условиям сгибания труб со сверхтонкими стенками, доставленный образец наконец открыл новый горизонт в производительности:
<ол>
Все допуски пространственных размеров в нескольких плоскостях сохранялись в пределах ±0,035 мм.
Степень уменьшения толщины внешней стенки снизился с 26% до 8,4%, а степень искажения округлости просвета составила всего 1,8%.
Образец выдержал испытание на герметичность при сверхвысоком давлении 3,0 МПа, а также не обнаружил микротрещин после испытания на стойкость к разрушающему давлению.
Заказчик сразу же подписал контракт на первоначальное массовое производство 25 000 штук и взял нас с собой в качестве своего глобального основного технологического стратегического партнера.
Если ваш проект также сталкивается с аналогичными проблемами обработки экстремальных изгибов, отправьте подробные чертежи и требования к массовому производству. Мы разработаем для вас уникальное решение для сложных деталей из листового металла и предоставим точную цену в долларах США, чтобы ускорить запуск вашего проекта.
Часто задаваемые вопросы
Вопрос 1. Каков минимальный радиус осевой линии (CLR), достижимый для услуг по гибке меди и латуни?
Можно достичь минимального CLR 1,0D для мягкой красной меди (O-состояние) с помощью прецизионных вращающихся гибочных штампов и технологии многошариковой оправки, тогда как для полутвердой латуни, чтобы предотвратить растрескивание внешнего кристалла, рекомендуется установить минимальный CLR 1,5D–2,0D.
Вопрос 2: Как гарантировать нулевое уменьшение электрического сечения при изгибе проводящей медной шины?
Баланс боковой усадки материала в процессе гибки обеспечивается за счет уменьшения площади поперечного сечения на 4 % за счет использования трехточечной гибочной машины с сервоприводом и замкнутым контуром в сочетании с роликовой дуговой матрицей с защитой от следов. Результаты испытаний проводимости, проведенных с помощью микроомметра, лежат в диапазоне 97–99 % по стандарту IACS.
В3. Почему латунные детали LS Manufacturing не имеют дефектов «апельсиновой корки» на изготовленных по индивидуальному заказу поверхностях?
Мы применяем тщательную систему контроля приема материалов, в которой средний размер зерна красной меди и латуни ограничен диапазоном 15 мкм и 35 мкм. Перед гибкой проводится точная обработка для снятия напряжений для получения формованной поверхности без дефектов «апельсиновой корки».
Вопрос 4. Какие протоколы поточного контроля качества обеспечивают прецизионные допуски при гибке металла?
Мы установили два уровня барьеров качества: помимо мониторинга сервокрутящего момента в режиме реального времени во время обработки с немедленными автоматическими сигналами тревоги в случае ненормальной твердости материала, все готовые заготовки подвергаются 100% проверке с помощью оптической координатно-измерительной машины и лазерного сканера, в результате чего заводской процент прохождения составляет 99,97%.
Вопрос 5: Как предотвратить микроразрушения при сложном формообразующем изгибе латунных сплавов с содержанием свинца, таких как C36000?
Это изобретенный нами метод микрошаговой постепенной формовки с несколькими станциями, в котором гибка под большим углом разбивается на серию этапов микроформовки не более 15° на станцию. Наряду с технологией внутреннего гидравлического демпфирования и удержания давления этот метод полностью исключает возможность микроскопических разрывов.
Вопрос 6. Может ли ваша служба гибки меди работать с нестандартными спецификациями и профилями сырья?
Мы храним большой запас материалов из красной меди и латуни различных размеров: наружный диаметр труб составляет от 3 мм до 110 мм, а толщина пластин и медных шин варьируется от 0,5 мм до 20 мм. Отправьте свои чертежи, чтобы получить индивидуальные решения и точную цену. цитаты.
Вопрос 7: Как правило, сколько времени вам требуется для изготовления заказных партий гибки цветных металлов?
После того как технические чертежи будут рассмотрены и одобрены DFM (Проектирование для производства) и подтвержден заказ, мы сможем завершить разработку индивидуального инструмента и доставить первую партию прототипов в течение 5–7 рабочих дней. Для серийного производства с использованием полностью автоматизированной производственной линии стандартное время выполнения заказа составляет 2–3 недели.
Вопрос 8. Соответствует ли ваша прецизионная обработка листового металла международным нормативным стандартам, таким как IATF 16949?
Мы завершили сертификацию нашего завода и системы комплексного контроля качества по IATF 16949 и ISO 9001:2015 соответственно. Кроме того, мы можем предоставить полные сертификаты на материалы, а также отчеты сторонних испытаний, полностью соответствующие стандартам RoHS и REACH.
Сводка
Обеспечение качества в промышленных цепочках поставок сегодня является фундаментальным принципом бизнеса. LS Manufacturing независимо создала мультифизическую технологию анализа методом конечных элементов с упругим возвратом, она также имеет весь набор очень гибких многоосных трубогибочных узлов с ЧПУ с замкнутым контуром, а ее полностью автоматизированный процесс проверки трехмерной координатно-измерительной машины имеет пространственную точность 0,03 мм.
Будь то силовые шины для электромобилей с высокой проводимостью или сверхтонкостенные колена для систем отопления, вентиляции и кондиционирования воздуха сложной формы, способные выдерживать импульсы высокого давления, мы можем преобразовать сложные ограничения механических свойств материалов в эффективные, единообразные и дешевые стандартизированные решения для массового производства, оставляя для вас беспокойство о сроках поставки и принятии решений о качестве в прошлом.
Что делать, если у вас возникли проблемы с качеством, например низкий выход образцов от поставщиков, чрезмерное уменьшение толщины стенок или царапины на поверхности? Что делать, если вы занимаетесь разработкой многоплоскостных изгибаемых компонентов неправильной формы? У вас нет причин тратить свой бюджет на исследования и разработки на слепые пробы и ошибки. Просто отправьте нам свои 3D-чертежи CAD, а также конкретные допуски и требования к партии, и наша команда инженеров на месте предоставит вам бесплатный полный отчет об усовершенствовании процесса DFM в течение 12 часов. Помимо очень точного многоуровневого предложения для массового производства, которое можно использовать для бюджета аудит.
Содержимое этой страницы предназначено только для информационных целей. Услуги LS Manufacturing Не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуемые детали Расценки. Определите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. У нас более 15 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке на станках с ЧПУ, производству листового металла, 3D печать, Литье под давлением. штамповка металла и другие универсальные производственные услуги. Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает эффективность, качество и профессионализм отбора. Чтобы узнать больше, посетите наш сайт:www.lsrpf.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.