Das Biegen von Edelstahl ist ein hochpräzises Verfahren zur Metallumformung, das sich an die Automobil-, Medizin- und High-End-Industriebranche richtet. Es löst effektiv zwei Hauptprobleme: die mangelnde Konstanz der Biegegenauigkeit bei großen Stückzahlen und die Überschreitung von Toleranzgrenzen bei gebogenen Teilen mit unregelmäßigen Formen. Mit diesem Verfahren lassen sich Standard-90°-Biegungen in großen Stückzahlen effizient herstellen, während gleichzeitig mehrdimensionale, unregelmäßige Teile mit einer Toleranz von ±0,3° präzise geformt werden . Dies wird durch die Verwendung von Edelstahl 304/316L als Hauptmaterial, hydraulische Durchbiegungskompensation in Kombination mit einem geschlossenen Regelkreis und Finite-Elemente-Simulationstechnologie erreicht.
Der Service für das Biegen von Edelstahl ist eine Komplettlösung von der Prototypenentwicklung bis zur Serienproduktion und ermöglicht es Käufern und Ingenieuren , typische Qualitätsrisiken wie Winkelstreuung, Oberflächenkratzer und Eckenrisse zu vermeiden .
Vergleich der Lieferindikatoren für Edelstahlbiegedienstleistungen
| Bewertungsdimensionen | Standard 90°-Biegung – Serienproduktionsleistung | Mehrdimensionale unregelmäßige Biegeleistung | Branchenüblicher Benchmark-Niveau |
| Winkelformtoleranz | ±0,3° | ±0,3° | ±0,8°~±1,5° |
| Oberflächenrauheit | Ra 1,6 μm | Ra 0,8 μm | Ra 3,2 μm bis Ra 6,3 μm |
| Minimaler innerer Biegeradius | 1,5-fache Plattendicke | 1,2-fache Plattendicke | 2,0-fache Plattendicke |
| Bearbeitungszeit für Einzelklingen | 1,5 Sekunden | 4,2 Sekunden | 3 Sekunden bis 8 Sekunden |
| Maximale Wanddickenreduktionsrate | ≤6% | ≤8%, | ≤12%~≤15% |
Wichtigste Erkenntnisse:
- Die Kostenkontrolle beim normalen 90°-Biegen hängt hauptsächlich vom ununterbrochenen Betrieb vollautomatisierter Roboterzellen und der Verwendung von kratzfesten Teflonformen ab.
- Die Genauigkeit von mehrdimensionalen Freiformteilen wird durch die kumulative Toleranz im dreidimensionalen Raum begrenzt. Daher ist ein 8-Achs-CNC-Roboter erforderlich, um die kontinuierliche Umformung in verschiedenen Winkeln in einem einzigen Spannvorgang durchzuführen .
- Der minimale Innenradius von Biegungen aus 304/316L sollte unabhängig von der Komplexität der Biegung mindestens das 1,5-fache der Blechdicke betragen. Zudem sollte eine Online-Winkelmessung per CNC-Maschine implementiert werden, um Schwankungen der Materialhärte zwischen den Chargen vollständig auszuschließen.
Warum Sie bei Ihren Biegelösungen auf das umfassende Angebot an Edelstahl-Biegedienstleistungen von LS Manufacturing vertrauen sollten?
Der Edelstahlbiegeservice von LS Manufacturing gewährleistet ein serienerprobtes Prozesssystem und die Einhaltung aller relevanten Normen . Somit kann das Unternehmen Biegeanforderungen in jeder Situation erfüllen und sich als zuverlässiger Partner für anspruchsvolle Fertigungsprojekte etablieren.
Unser Ingenieurteam, das auf seine praktischen Erfahrungen aus dem Projekt zur Flüssigkeitskühlung von Elektrofahrzeugen zurückgreifen konnte, führte drei Monate lang Rückfederungstests an verschiedenen Chargen des Werkstoffs 304L durch und erfasste insgesamt 1200 Biegedatensätze . Zusätzlich erstellten wir eine spezielle Materialdatenbank mit 527 Härteparametersätzen. Unser Prozesssystem entspricht den Anforderungen des Qualitätsmanagementsystems IATF 16949:2016 für die Automobilindustrie und beinhaltet rückverfolgbare Qualitätskontrollpunkte in jeder Phase der Serienproduktion .
Bei anspruchsvollen Anwendungen in der Fluid- und Medizintechnik entspricht unser Biegeverfahren strikt den aseptischen Arbeitsstandards. Die Kontrolle der Eisenionenkontamination wird in jedem Schritt, vom Rohmaterial bis zur Auslieferung des fertigen Produkts, gewährleistet. Die Konstruktion und Validierung der zugehörigen Produkte erfolgen exakt nach ASME B31.3- Standard für Prozessrohrleitungen und können direkt in Hochdruck-Fluidsystemen eingesetzt werden. Wir verlassen uns bei der Qualitätssicherung nicht auf manuelle Erfahrung, sondern digitalisieren die Präzisionsanforderungen für jeden Prozess, um die Risiken in der Lieferkette unserer Kunden zu minimieren.
Wenn Sie die Gesamtleistungsfähigkeit eines Biegelieferanten bewerten, wenden Sie sich bitte an unser Ingenieurteam , um ein vollständiges Prozess-Whitepaper zu erhalten, das Ihnen ein detailliertes Verständnis der durchgängigen Qualitätskontrolle ermöglicht.

Warum erfordern die von der Beschaffung geforderten Standardwinkel von 90 Grad eine hochpräzise Steuerung der Edelstahlbiegearbeiten?
Die Chargenkonsistenz beim 90°-Biegen hat einen großen Einfluss auf die Effizienz der Montage nach der Werksfreigabe. Um Schweißfehler und Dichtungsprobleme zu vermeiden, ist ein präziser Edelstahlbiegeservice erforderlich, der die Winkelstreuung minimiert.
Warum der Springback-Inseleffekt bei der Massenproduktion
In der Massenproduktion können selbst geringfügige Schwankungen der Materialeigenschaften zu Qualitätsproblemen führen. Dies ist die häufigste Herausforderung bei der Prozesskontrolle des Metallbiegens , und die wichtigsten Einflussfaktoren sind drei Punkte:
- Änderungen der Materialeigenschaften: Edelstahl 304/316L zeichnet sich durch eine Dehnung von 40 % aus, und die Härteschwankungen zwischen verschiedenen Walzchargen können bis zu 10 % betragen.
- Mängel im Zusammenhang mit traditionellen Verfahren: Die üblichen Biegemaschinen verwenden feste V-Matrizen und einen konstanten Druck , wodurch die Materialunterschiede der einzelnen Chargen nicht ausgeglichen werden.
- Verstärkung der akkumulierten Abweichung: Winzige Abweichungen während eines einzelnen Biegevorgangs, die vernachlässigbar erscheinen mögen, können nach mehreren Bearbeitungsvorgängen zu Gesamtmaßabweichungen der Teile führen.
Dies ist ein branchenweites Problem bei herkömmlichen Edelstahlbiegearbeiten.
Dynamischer Präzisionssicherungsmechanismus für die Tonnageregelung
LS Manufacturing bietet ein dynamisches Tonnageanpassungsverfahren im Mikrosekundenbereich für die Standard-Biegeserienfertigung. Dank ausgereifter Präzisionsbiegetechnologie kann von Anfang an eine gleichbleibende Winkelgenauigkeit gewährleistet werden.
- Die Maschine verfügt über ein 100-150 Tonnen Servo-Drucksystem, das den Biegedruck je nach Materialhärte dynamisch anpassen kann.
- Das erste Teil wird vor der Inbetriebnahme jeder Charge winkelvermessen , anschließend werden die Druckkompensationsparameter automatisch angepasst.
- Während der Produktion werden Stichproben genommen und Nachkontrollen durchgeführt, und die Winkelstreuungsrate wird innerhalb von ±0,3° gehalten , ein Wert, der weit über dem Branchenstandard liegt.
Dieses Kontrollsystem gewährleistet, dass unterschiedliche gebogene Bauteile aus 304/316L auch bei der Fertigung großer Stückzahlen eine gleichbleibende Formgenauigkeit aufweisen .

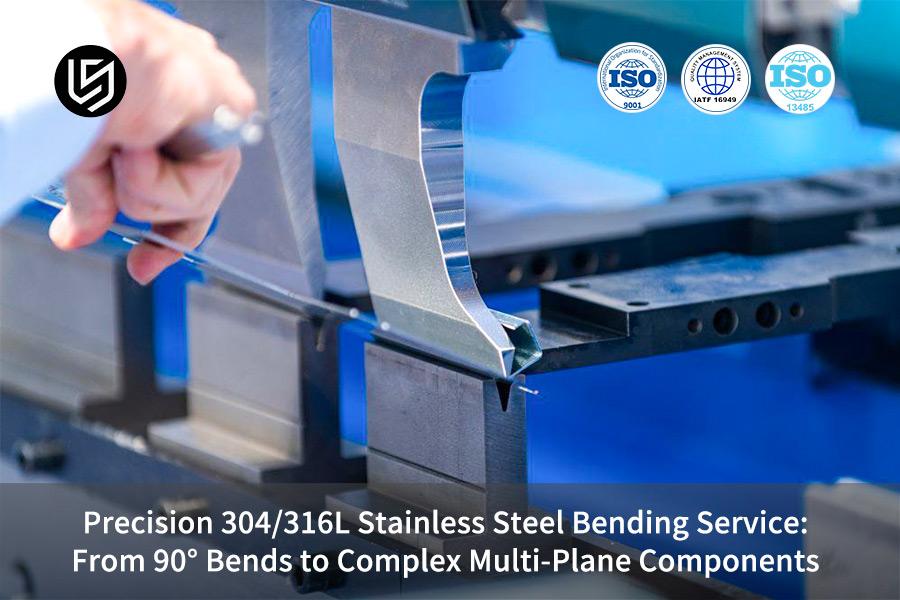
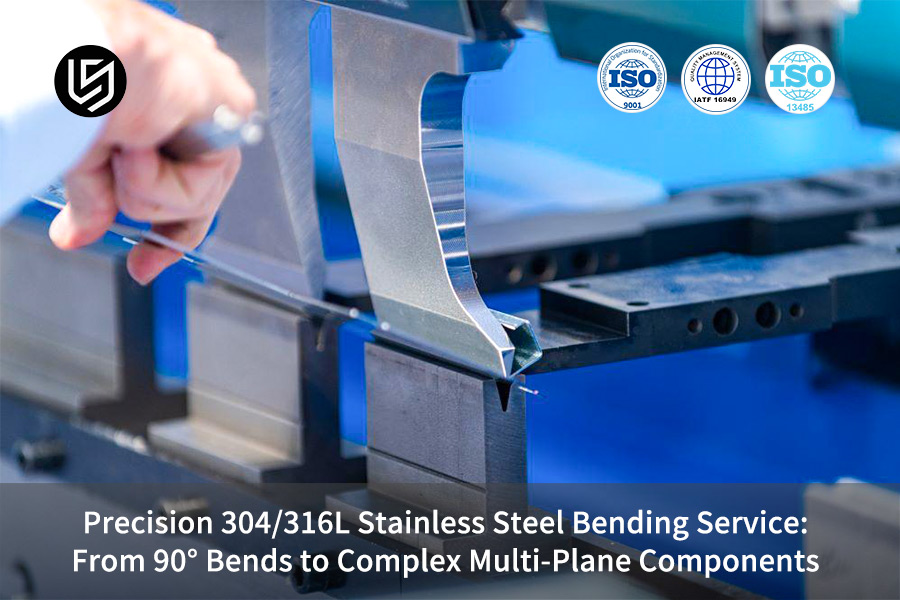
Abbildung 1: Ein Techniker bedient eine CNC-Abkantpresse, um präzise 90-Grad-Winkel in Edelstahl herzustellen.
Wie lässt sich die Materialrückfederungsabweichung bei der Fertigung von einfachen und unregelmäßig gebogenen Teilen ausgleichen?
Die Rückfederung von Edelstahl beim Biegen ist eine natürliche Materialeigenschaft. Unabhängig davon, ob es sich um ein einfaches Bauteil oder unregelmäßig gebogene Teile handelt, lässt sich die Rückfederungsabweichung durch die Kombination eines mechanischen Modells mit hydraulischer Kompensation beherrschen.
Wesentliche Parameter, die die Rückfederung beeinflussen
Die Rückfederung variiert mit den mechanischen Eigenschaften und Biegeparametern des Materials. Sie ist der wichtigste Regelparameter beim Biegen von Edelstahlblechen und Gegenstand der Forschung zur Rückfederungssteuerung beim Biegen . Der Zusammenhang ist in der folgenden Tabelle dargestellt:
Tabelle der Parameter, die die Rückfederung von Edelstahl der Serien 304/316L beeinflussen
| Materialklasse | Elastizitätsmodul (GPa) | Streckgrenze (MPa) | Üblicher Biegeradius | Rückfederungsbereich (°) |
| 304 | 193 | 205 | 1,5-fache Plattendicke | 2,0 bis 3,5 |
| 316L | 193 | 170 | 1,5-fache Plattendicke | 2,5–4,0 |
| 304L | 193 | 170 | 1,2-fache Plattendicke | 2,2–3,8 |
Art der Umsetzung der dynamischen Durchbiegungskompensation
LS Manufacturing: Der Einsatz eines mechanischen dynamischen Durchbiegungskompensationssystems für die untere Werkzeughälfte in der Produktionslinie ermöglicht die Durchführung von Live-Korrekturen durch einfache Eingabe der Rückfederungsberechnungsergebnisse in das CNC-System:
- Das System ermittelt im Voraus die mechanischen Materialparameter und berechnet anhand von Formeln den Rückfederungsausgleich für jede Biegung .
- Ein hydraulischer Mechanismus passt die Krümmung der unteren Matrize während des Biegevorgangs in Echtzeit an, um die Verformung des Geräts auszugleichen.
- Um das Biegen dünner Bleche in großen Stückzahlen zu ermöglichen, wird ein zweiter Druckhaltevorgang durchgeführt, der die Präzisionsanforderungen der Biegeproduktion in großen Stückzahlen erfüllt und den Formwinkel noch weiter stabilisiert.
Dieses Kompensationssystem ist eine zentrale Hardwarekomponente, die zur Verbesserung der Gesamtpräzision und Stabilität beim Biegen von Edelstahl beiträgt.
Welche fortschrittlichen Maschinenfunktionen unterscheiden eine herkömmliche Blechbearbeitungsanlage von einem Hersteller kundenspezifischer Edelstahlbiegeteile?
Der Hauptunterschied zwischen regulären Blechverarbeitungsbetrieben und Herstellern von kundenspezifischen Edelstahlbiegeteilen liegt in der Fähigkeit ihrer Maschinen, mehrdimensionale räumliche Biegungen ohne Störungen durchzuführen und gleichzeitig die Effizienz der Serienverarbeitung aufrechtzuerhalten .
Nachteile alter Biegemaschinen
Einfache Dreipunkt-Biegewerkzeuge können nur einen einzigen Biegevorgang in einer Ebene durchführen, was die Möglichkeiten zur Durchführung mehrerer komplexer Biegungen am selben Werkstück stark einschränkt:
- Sehr eingeschränkte Einsatzfähigkeit: Nur innerhalb einer Biegeebene. Die Reaktion der Teile beim Versuch, eine zweite und dritte räumlich kreuzende Biegung durchzuführen, führt zu physikalischen Störungen und ist auf diese Weise nicht möglich.
- Sehr ineffiziente Umrüstungen: Um zwischen verschiedenen Biegewinkeln zu wechseln, muss der gesamte Werkzeugsatz ausgetauscht werden . Jeder Wechsel dauert mehr als eine halbe Stunde.
- Abhängigkeit von manuellen Fähigkeiten für die Genauigkeit: Winkeländerungen werden anhand der Erfahrung des Bedieners vorgenommen, daher ist es recht schwierig, bei verschiedenen Chargen die gleichen Ergebnisse zu gewährleisten.
Diese Art von Ausrüstung ist für die immer anspruchsvolleren Aufträge im Bereich des kundenspezifischen Biegens von Edelstahl überhaupt nicht geeignet.
Hauptvorteile von Mehrachsen-Biegezentren
Mit einem professionellen Mehrachsen-Biegesystem und einem patentierten Schnellwechsel-Formensystem ohne Abdrücke ist es LS Manufacturing gelungen, die Anforderungen an Effizienz und Genauigkeit gleichermaßen zu erfüllen. Im Folgenden finden Sie einen Vergleich der Gerätefunktionen:
Vergleich der Kernfunktionen verschiedener Biegegeräte
| Gerätetyp | Anzahl der Steuerachsen | Einzelne Formwechselzeit | Verarbeitbare Biegeabmessungen | Einzelschnitt-Verarbeitungszyklus |
| Standard-Dreipunkt-Biegemaschine | 3 Achsen | Über 30 Minuten | Einzelebene | 3–5 Sekunden |
| Standard Servo CNC Biegemaschine | 4 bis 6 Achsen | 10–15 Minuten | Doppelebenen | 2–3 Sekunden |
| 8-Achs-Roboterbiegezentrum | 8 Achsen | Unter 8 Sekunden | Mehrraumebene | 1,5 bis 4,2 Sekunden |
Diese Gerätekonfiguration ist die Grundlage für unsere Fähigkeit, erstklassige Präzisionsbiegedienstleistungen für Edelstahl anzubieten.
Neben der Fähigkeit dieser Anlage , große Mengen an Standard-90°-Aufträgen mit einer sehr schnellen Geschwindigkeit von 1,5 Sekunden pro Schnitt zu bearbeiten , schaltet sie auch mühelos auf die Präzisionsformung komplexer räumlicher Geometrien um, sodass die Kunden alle ihre Biegeanforderungen mit einer einzigen Lieferkette erfüllen können.
Wenn Sie ein komplexes Biegeprojekt mit unregelmäßiger Form haben und befürchten, dass Ihre Anlagen dafür nicht geeignet sind, senden Sie uns Ihre 3D-Zeichnungen . Wir führen für Sie kostenlos eine Machbarkeitsstudie durch und prüfen die Umsetzungsmöglichkeiten des kundenspezifischen Edelstahlbiegens.

Abbildung 2: Edelstahlprofile mit aufwendigen Kanälen und unregelmäßigen Mehrebenenbiegungen.
Wie lassen sich strukturelle Faltenbildung und Querschnittsverformungen bei stark beanspruchten gebogenen Bauteilen aus 304/316L verhindern?
Bei der Bearbeitung von Bauteilen aus 304/316L mit hohem Biegeanspruch treten häufig Probleme wie Faltenbildung und Querschnittsverformung auf. Um diese Defekte erfolgreich zu beseitigen , sind hochpräzise Innendorne in Verbindung mit einer exakt abgestimmten Spannkraft erforderlich.
Versagensmechanismen beim Biegeumformen
Bei der Herstellung sehr dichter, unregelmäßig geformter Biegeteile oder beim Biegen dicker Platten unter hoher Spannung tritt mikroskopisches plastisches Gleiten im Material auf. Herkömmliche Rohrbiegeverfahren können dieses Problem nur schwer verhindern, was zu zwei Hauptarten von Ausfällen führt:
- Innere Faltenbildung: Diese entsteht durch die Ausbildung tangentialer Druckspannungen im Material an der Innenseite der Biegung. Da das überschüssige Material nicht fließen kann, kommt es zu unschöner Faltenbildung.
- Querschnittsverformung: Wenn ein rohrförmiges Bauteil nicht von innen gestützt wird, unterliegt es einer Biegung, und der Querschnitt verändert sich im Biegebereich von einem Kreis zu einer Ellipse (d. h. die Rundheit geht verloren).
Das Risiko eines solchen Versagens ist besonders hoch bei strukturell komplexen, unregelmäßig gebogenen Teilen.
Exakte Regelungslösung für Prozessparameter
LS Manufacturing hat eine Reihe standardisierter Parametersteuerungen implementiert, die speziell für präzise Biegevorgänge mit flüssigen Materialien entwickelt wurden. Der Schwerpunkt dieses Systems liegt auf der Gewährleistung hochwertiger und präziser Biegungen sowie der Vermeidung prozessbedingter Fehler.
- Die Klemmkraft wird innerhalb der 15-20 Bar Halterung streng kontrolliert, um sicherzustellen, dass das Material nicht verrutscht und ein übermäßiger Druck vermieden wird, der zu einer Ansammlung von Material im Inneren führen würde.
- Im Rahmen des Rohrbiegeprozesses werden entweder flexible, mehrteilige Dorne oder mit Hochdruckflüssigkeit gefüllte Stützen verwendet, um eine Rundheit des Biegekanals von über 95 % zu erreichen.
- Vor dem Biegen dicker Platten wird der Versatz der neutralen Faser berücksichtigt, um die richtige Biegegeschwindigkeit und Haltezeit zu erreichen.
Dieses standardisierte Parametersystem bleibt die grundlegende Ausführungsplattform für unsere kundenspezifischen Edelstahlbiegearbeiten, die wir gemäß den Kundenanforderungen durchführen.

Abbildung 3: Drei nahtlose, um 90 Grad gebogene Winkel aus poliertem Edelstahl 304 mit sauberen Kanten.
Welche Materialzuführungs- und Layoutstrategien verhindern Oberflächenrisse beim Biegen von Edelstahlblechen?
Beim Biegen von Edelstahlblechen entstehen Biegerisse durch Faserorientierung und Spannungskonzentration . Durch Optimierung der Schnittführung und Vorbehandlung lassen sich potenzielle Probleme von vornherein vermeiden.
Die Walzrichtung der Fasern und ihre Wirkung
Die während des Walzprozesses entstehenden Fasertexturen sind charakteristisch für Edelstahlbleche. Der Winkel zwischen Biegerichtung und Faserrichtung ist der Faktor, der die Rissbeständigkeit des Blechbiegeverfahrens bestimmt.
- Die Zugfestigkeit des Materials sinkt um fast 20 % , wenn die Biegelinie parallel zur Faserrichtung verläuft. Außerdem ist die Außenseite der Biegung sehr wahrscheinlich der Ort für interkristalline Risse.
- Bei einer Biegelinie senkrecht zur Faserrichtung ist die Zugfestigkeit des Materials maximal und die Rissbeständigkeit optimal.
- Bei Bauteilen mit mehreren Biegungen ist ein Layoutplan für das gesamte Bauteil erforderlich. Die wichtigste Anforderung ist, sicherzustellen, dass die Biegestellen mit hoher Belastung senkrecht zur Faserrichtung verlaufen.
Die Berücksichtigung von Layoutdetails ist ein Zeichen dafür, dass sich das Werk von einem gewöhnlichen Blechverarbeitungsbetrieb abhebt und sich zu einem professionellen Hersteller von kundenspezifischen Edelstahlbiegeteilen entwickelt .
Die von LS Manufacturing entwickelten, firmeneigenen Verschachtelungsprinzipien berücksichtigen die Biegewinkelverteilung der Teile und berechnen nicht nur die optimale Blechausnutzung, sondern auch das Rissbeständigkeitsschema, was zu einer Reduzierung des Rissrisikos um über 60 % im Vergleich zur Verwendung üblicher Verschachtelungsmethoden führt.
Lösung zur Rissvermeidung durch Vorbehandlung der Schnittkante
Das Laserschneiden der Kanten führt zu Wärmeeinflusszonen mit mikroskopischen Graten und Spannungskonzentrationspunkten , die beim Biegen anfällig für Rissbildung sind und die rissbeständige Biegeleistung stark beeinträchtigen:
- Die Blechkanten werden vor dem Biegen zunächst mechanisch angefast und auf eine Oberflächenrauheit von Ra 0,8μm poliert, um Spannungskonzentrationsquellen zu beseitigen.
- Die Schnittfläche ist frei von Oxidschicht und Schlacke, sodass beim Biegen nichts die Blechoberfläche leicht zerkratzen kann.
- Teile aus dicken Blechen erhalten eine zusätzliche Kantenspannungsentlastungsbehandlung, um das Rissrisiko noch weiter zu senken.
Wir haben unter anderem diesen fortschrittlichen Vorbehandlungsschritt implementiert, der uns als professionellen Lieferanten von gebogenen Bauteilen aus 304/316L auszeichnet.
Sollten bei Ihren Projekten zum Biegen dicker Bleche wiederholt Probleme mit Oberflächenrissen aufgetreten sein, können Sie sich an uns wenden , um eine maßgeschneiderte Lösung zur Optimierung des Layouts zu erhalten , mit der sich die Erfolgsquote und die strukturelle Festigkeit von Produkten aus dem Biegen von Edelstahlblechen effektiv verbessern lassen.

Abbildung 4: Collage der Edelstahlumformung: Kurven mit großem Radius und gerillte Kanäle.
Wie gewährleistet LS Manufacturing einen perfekten Oberflächenschutz bei der Bearbeitung von Edelstahl in medizinischer und lebensmittelkonformer Qualität?
Für das Biegen von Edelstahl in medizinischer und lebensmittelkonformer Qualität sind Kratzerfreiheit und die Vermeidung von Eisenverunreinigungen unerlässlich. Spezielle Formen und Reinraummanagement gewährleisten die Einhaltung steriler und korrosionsbeständiger Standards.
Standards für die Schaffung einer eisenfreien Produktionsumgebung
Beim Biegen mit herkömmlichen Stahlformen verbleibt eine geringe Menge freien Eisens auf der Werkstückoberfläche, was schnell zu interkristalliner Korrosion führen kann . Dies ist eine der größten Herausforderungen, die Anbieter von hochpräzisen Edelstahlbiegedienstleistungen bewältigen müssen, um die Anforderungen medizinischer Biegeverfahren zu erfüllen. Im Folgenden werden die Wirkungen verschiedener Schutzlösungen verglichen:
Vergleich von Oberflächenschutzlösungen für Edelstahlbiegearbeiten
| Schutzlösung | Kratzfestigkeit | Eisenverunreinigungsresistenz | Anwendbare Szenarien | Kostensteigerung pro Stück |
| Gewöhnliche Stahlformen | Sehr niedrig | Keiner | Industrielle Strukturbauteile | 0 % |
| Teflonbeschichtete Formen | Hoch | Medium | Ästhetische Erscheinungsteile | 3 % bis 5 % |
| Kundenspezifische Nylonformen | Sehr hoch | Hoch | Lebensmittelgeeignete, konventionelle medizinische Teile | 8 % bis 12 % |
| Vollständige staubfreie Prozessschutzlösung | Sehr hoch | Sehr hoch | Implantierbare medizinische, hochreine Flüssigkeitsteile | 15 % bis 20 % |
Passivierung und Testprozess des fertigen Produkts
Alle fertigen gebogenen Produkte in medizinischer und lebensmittelkonformer Qualität werden nach Standards verarbeitet und geprüft, um eine hohe Reinheit und Biegequalität strikt zu gewährleisten:
- Die fertigen Teile werden einer Ultraschallreinigung und einer Passivierungsbehandlung mit hochkonzentrierter Salpetersäure unterzogen, um freies Eisen an der Oberfläche vollständig zu entfernen .
- Zur Erkennung mikroskopischer Kratzer und dunkler Risse wird eine 100%ige Farbdurchdringungsprüfung durchgeführt.
- Für jede Produktcharge wird ein Prüfbericht zum Eisenionengehalt erstellt, um zu bestätigen, dass die Produkte den Standards für Lebensmittel- und Medizinqualität entsprechen.
Ein umfassendes Prüf- und Rückverfolgbarkeitssystem ist eine grundlegende Fähigkeit , die ein qualifizierter Lieferant von gebogenen Bauteilen aus 304/316L besitzen muss.
Warum ist LS Manufacturing der führende Lieferant von gebogenen 304/316L-Komponenten, der sowohl Serienproduktions- als auch Prototypenprojekte erfüllt?
LS Manufacturing, ein Lieferant von gebogenen Bauteilen aus 304/316L-Edelstahl , unterstützt sowohl die Serienfertigung als auch Prototypenprojekte. Das Unternehmen betreibt ein flexibles Produktionsmodell, das den gesamten Projektlebenszyklus abdeckt.
Grenzen traditioneller Lieferketten
Industrielle Auftragsfertiger verfolgen üblicherweise polarisierte Geschäftsmodelle . Diese Polarisierung erschwert es ihnen sogar erheblich, umfassende Biegelösungen anzubieten und die Bedürfnisse ihrer Kunden über den gesamten Produktlebenszyklus hinweg zu erfüllen.
- Massenproduktionsfabriken bearbeiten nur einfache Aufträge ab zehntausend Einheiten , daher haben sie lange Vorlaufzeiten und hohe Preise für die Prototypenentwicklung.
- Prototypenfabriken setzen häufig auf manuelle Arbeit oder einfache Ausrüstung, was zu geringer Präzision und Instabilität führt . Außerdem sind sie nicht in der Lage, Großaufträge abzuwickeln.
- Wenn Kunden den Lieferanten wechseln, müssen sie Zeit für die Umstrukturierung ihrer Prozesse aufwenden, was die Projektzyklen verlängert und Qualitätsrisiken birgt.
Eine solche Polarisierung der Geschäftsmodelle bedeutet, dass die meisten Hersteller von kundenspezifischen Edelstahlbiegeteilen nicht in der Lage sein werden, den gesamten Projektlebenszyklus abzudecken .
Vorteile der Anpassungsfähigkeit flexibler Produktionslinien über den gesamten Lebenszyklus
LS Manufacturing hat ein professionelles, flexibles Biegeproduktionssystem entwickelt, das problemlos auf Projektanforderungen in verschiedenen Phasen eingehen kann:
- In der Forschungs- und Entwicklungsphase: DFM-Berichte werden innerhalb von 24 Stunden nach Erhalt der Zeichnungen erstellt, und das erste Muster wird in 5-7 Tagen geliefert.
- In der Pilotproduktionsphase: Die Produktionspläne können flexibel angepasst werden, da das Unternehmen die iterative Verifizierung in kleinen Chargen und mehreren Chargen unterstützt.
- In der Massenproduktionsphase werden vollautomatische Verarbeitungsanlagen eingesetzt, um Liefereffizienz und Kostenvorteile zu gewährleisten.
Wir sind in der Lage, Dienstleistungen in allen Phasen anzubieten und unsere Edelstahlbiegetechnik so auszustatten, dass sie den unterschiedlichen Projektrhythmen unserer Kunden gerecht wird.
Fallstudie: Wie LS Manufacturing ein mehrschichtiges Flüssigkeitskühlrohr aus Edelstahl 304L für ein Wärmemanagementsystem für Elektrofahrzeugbatterien optimiert hat?
Durch die Auseinandersetzung mit dem Problem der mehrdimensionalen Biegung von Flüssigkeitskühlleitungen für Fahrzeuge mit neuer Energie konnten wir die Lieferzeit deutlich verkürzen, indem wir Mikrorisse und Toleranzverletzungen durch Simulationsoptimierung und Prozessverbesserungen behoben haben.
Herausforderungen für den Kunden
Der Kunde entwickelte ein Wärmemanagementsystem für Akkus von Elektrofahrzeugen mit hoher Energiedichte. Kernstück des Systems ist ein unregelmäßig gebogenes Rohr aus Edelstahl 304L mit 22 mm Durchmesser und 1,2 mm Wandstärke – ein typischer Fall für unregelmäßig gebogene Bauteile. Das Formstück weist sechs reguläre 90°-Bögen und drei kreuzweise unregelmäßige Bögen auf. Der Kunde fordert eine Wandstärkenreduzierung von 8 % an der Außenseite der Bögen sowie eine geometrische Toleranz der dreidimensionalen Endpunkte innerhalb von ±0,3 mm .
Die Massenproduktion verursachte Schwankungen der Materialhärte, was zu ungleichmäßigen Rückfederungswinkeln führte. Die vom vorherigen Lieferanten gelieferten Teile passten nicht in die Laserschweißvorrichtung , was Montageprobleme und ein Verzögerungsrisiko für das neue Fahrzeugprojekt zur Folge hatte. Der Kunde testete Muster von drei verschiedenen Lieferanten; keiner der Lieferanten konnte Teile herstellen, die beide Anforderungen gleichzeitig erfüllten.
LS Fertigungslösung
Das flexible Projektentwicklungsteam von LS Manufacturing erstellte nach Erhalt der 3D-STEP-Zeichnungen vom Kunden innerhalb von 24 Stunden einen detaillierten DFM-Bericht und nutzte dabei unsere Vorteile in der Forschung und Entwicklung im Bereich des kundenspezifischen Edelstahlbiegens sowie unsere umfangreiche Erfahrung in der Umsetzung komplexer Biegeprojekte optimal aus.
- Im ersten Schritt simulierten wir das plastische Fließverhalten von 304L im verfestigten Zustand mittels Finite-Elemente-Analyse. Wir identifizierten drei potenzielle Rissbildungsstellen und optimierten den lokalen Biegeradius.
- Das Problem der Winkelrückfederung bei der Massenproduktion haben wir durch die Installation eines intelligenten Online-Laserwinkelmesssystems und eines Echtzeit-Hydraulik-Durchbiegungskompensations-Regelkreises an einem 8-Achs-CNC-Biegezentrum in unserem Werk gelöst. Es kann die Rückfederungsabweichungen bei jeder Biegung automatisch korrigieren.
- Was das Problem der Interferenz bei Übergängen in mehreren Ebenen betrifft, so haben wir eine spezielle segmentierte Schnellwechsel-Spannvorrichtung aus Cr12MoV-Material hergestellt und diese mit einem flexiblen, hochdämpfenden inneren Dornstützverfahren kombiniert, um ein Schrumpfen im dünnwandigen Rohr zu verhindern und so das Risiko von Faltenbildung und Korngrenzenmikrorissen, die durch Walzabweichungen verursacht werden, vollständig zu eliminieren.
Ergebnisse und Wert
Nach der Fertigung gemäß dem Qualitätsmanagementsystem IATF 16949 für die Automobilindustrie lieferte LS Manufacturing innerhalb von fünf Werktagen die erste Charge hochpräziser Prototypen . Die gelieferten gebogenen Bauteile aus 304/316L wurden mittels 3D-Punktwolken-Scanning und Koordinatenmessmaschine vermessen und verglichen. Dabei lag die absolute Abweichung aller dreidimensionalen Biegepunkte innerhalb von 0,15 mm, die Wandfestigkeit betrug 93,5 % und alle Bauteile waren luftdicht, da sie den Drucktest und den Turbulenztest bestanden.
Beeindruckt von unserer technischen Kompetenz erteilte der Kunde umgehend einen Jahresproduktionsauftrag über 50.000 Einheiten und übertrug uns zudem die exklusive Fertigung mehrerer Biegeprojekte, darunter Stabilisatoren für das Fahrgestell, wodurch ein Komplettservice realisiert wurde . Dies bestätigt auch die Anpassungsfähigkeit unserer Präzisionsbiegedienstleistungen für Edelstahl im High-End-Automobilsektor.
Falls Sie ähnliche, anspruchsvolle Biegeprojekte haben, für die Sie Lösungen benötigen, laden Sie bitte Ihre 3D-CAD-Zeichnungen hoch. Wir werden Ihnen innerhalb von 24 Stunden eine maßgeschneiderte Lösung und ein genaues Angebot unterbreiten.

Häufig gestellte Fragen
Frage 1: Wie lange ist die typische Lieferzeit für die kundenspezifische Prototypenfertigung von mehrdimensionalen, unregelmäßig geformten Biegeteilen als Hersteller von Edelstahl-Biegeteilen?
Wenn es um komplizierte, mehrdimensionale, unregelmäßig geformte gebogene Prototypen aus 304/316L-Edelstahl oder um standardmäßige 90°-Schnellprototypen in großen Stückzahlen geht, kann LS Manufacturing die Anpassung von Sonderprofilformen und die Übergabe der ersten Prototypenserie in der Regel innerhalb von 5 bis 7 Werktagen nach der DFM-Zeichnungsprüfung abschließen.
Frage 2: Wie kontrolliert LS Manufacturing die minimale Wanddickenreduktionsrate von gebogenen Teilen bei der Erbringung von Präzisionsbiegedienstleistungen aus Edelstahl?
Durch den Einsatz von Expertenberechnungen mittels numerischer Simulation zur effektiven Verteilung des Biegeneutralschichtkoeffizienten und die Kombination mit einer Methode zur internen Unterstützung durch einen mehrteiligen Dorn mit hohem Innendruck gelingt es uns, die Wanddickenreduktionsrate an der Außenseite der gebogenen Teile aus 316L auf ≤ 10 % zu begrenzen.
Frage 3: Was ist die Mindestbestellmenge für Großbestellungen als Lieferant von gebogenen Bauteilen aus 304/316L?
Da wir ein vielseitiges B2B-Fertigungsunternehmen sind, gibt es bei LS Manufacturing keine starren Mindestbestellmengen . Ob Sie 1–10 Präzisionsbiegeteile für F&E-Prototypen oder über 10.000 Stück industrietaugliche 90°-Biegungen für die Serienproduktion benötigen – wir bieten Ihnen stets umfassenden technischen Support auf höchstem Niveau.
Frage 4: Kann Ihr Edelstahlblechbiegeverfahren die von der Medizin- und Lebensmittelindustrie geforderte kratzfreie Oberflächenbeschaffenheit erzielen?
Ja, das tun wir. Wir versehen die Oberfläche der Biegeform mit einer kratzfesten Teflon-Schutzfolie oder verwenden spezielle Nylonformen. Bevor unsere Produkte unser Werk verlassen, werden sie ultraschallgereinigt und mit hochkonzentrierter Salpetersäure passiviert. Dadurch stellen wir sicher, dass die Oberflächen der fertigen Produkte keine Formeindrücke aufweisen und frei von Eisenverunreinigungen sind.
Frage 5: Wie geht Ihr Unternehmen mit dem Schutz des geistigen Eigentums bei designsensiblen Projekten mit unregelmäßig gebogenen Teilen um?
LS Manufacturing hält sich strikt an internationale Standards zum Schutz geistigen Eigentums, hat formelle Geheimhaltungsvereinbarungen unterzeichnet und speichert alle 3D-STEP-Zeichnungen der Kunden auf separaten, verschlüsselten Servern. Der Produktionsstandort unterliegt zudem einer umfassenden und lückenlosen Zugangskontrolle sowie einer strikten Trennung der Prozesscodes.
Q6: Warum treten Winkelabweichungen zwischen verschiedenen Chargen von kundenspezifisch gebogenem Edelstahl auf, und wie geht Ihr Unternehmen mit diesem Problem um?
Dies ist hauptsächlich auf Schwankungen der Streckgrenze und der Eigenspannungen der Edelstahl-Rohmaterialien von Charge zu Charge zurückzuführen. Ausgestattet mit einem in die Biegemaschine integrierten Echtzeit-Laserwinkelmess- und -regelungssystem, nutzen wir dieses System, um jeden Umformvorgang automatisch anzupassen und so die Unterschiede in der Materialhärte vollständig auszugleichen .
Q7: Welche internationalen Normen erfüllt Ihr Service im Bereich Hochdrucksysteme als Lieferant von gebogenen Bauteilen aus den Werkstoffen 304/316L?
Wir halten uns bei unseren Biegearbeiten und Qualitätskontrollen an die Anforderungen der ASME B31.3- Prozessrohrleitungsnorm sowie an die Spezifikationen für Präzisionsrohre gemäß ASTM A269 . Gleichzeitig sind wir nach ISO 13485 für Qualitätsmanagementsysteme für Medizinprodukte zertifiziert. Darüber hinaus bieten wir die vollständige (100%ige) kundenspezifische Fertigung von High-End-Druckbehältern und Komponenten für Fluidsysteme an.
Frage 8: Wie erhalte ich innerhalb von 24 Stunden einen verlässlichen Kostenvoranschlag für Ihre Edelstahlbiegedienstleistungen?
Senden Sie uns einfach Ihre 3D-CAD-Modelle mit detaillierten Toleranzvorgaben über unser offizielles Anfrageformular und teilen Sie uns mit, ob Sie ein Standard-90°-Strukturteil oder eine mehrdimensionale Biegung bearbeiten lassen möchten. Unser erfahrener Projektingenieur erstellt Ihnen innerhalb eines Tages ein visuelles Angebot inklusive DFM-Prüfung .
Zusammenfassung
Das präzise Biegen von Edelstahl 304/316L, sei es eine einfache 90°-V-Form oder ein komplexes, dreidimensionales, unregelmäßiges Mehrebenenbauteil, hängt maßgeblich von der engen Abstimmung der Materialeigenschaften und der digitalen Prozessausrüstung ab. Neben dem Standardbiegen, das die Präzision und Oberflächensicherheit der Produktionslinie belegt, offenbaren unregelmäßig geformte Teile die Kompetenzen des Lieferanten in den Bereichen Finite-Elemente-Simulation und Sonderformenentwicklung.
Mit den hochflexiblen Präzisionsbiegedienstleistungen von LS Manufacturing können Kunden die Schwächen herkömmlicher OEM-Fabriken überwinden, die entweder nur große Stückzahlen oder Prototypen fertigen. Durch den Einsatz präziser Winkelmessung und Durchbiegungskompensation bei jedem Produkt bleibt Ihre Lieferkette hinsichtlich Kosten, Qualität und Lieferzeit stets einen Schritt voraus .
Haben Sie bei Ihren Edelstahlbiegeprojekten bereits Winkelinstabilitäten, mehrfache Oberflächeneindellungen oder Toleranzüberschreitungen bei unregelmäßigen Biegungen festgestellt? Lassen Sie sich nicht von Blechverarbeitungsbetrieben mit begrenzten technischen Ressourcen in Ihrer Entwicklung behindern. Kontaktieren Sie jetzt unser erfahrenes B2B-Ingenieurteam, laden Sie Ihre 3D-CAD-Teilezeichnungen hoch , und wir erstellen Ihnen innerhalb von nur 24 Stunden Vorschläge zur Optimierung der Fertigung sowie ein gestaffeltes Angebot für die Serienproduktion.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen in der hochpräzisen CNC-Bearbeitung , Blechbearbeitung , dem 3D-Druck , dem Spritzguss, dem Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


