Servicio de doblado de cobre y latón que ejecuta conformado complejo en el interior de componentes
Escrito por
Gloria
Publicado
Jul 01 2026
Doblado de metales
Síguenos
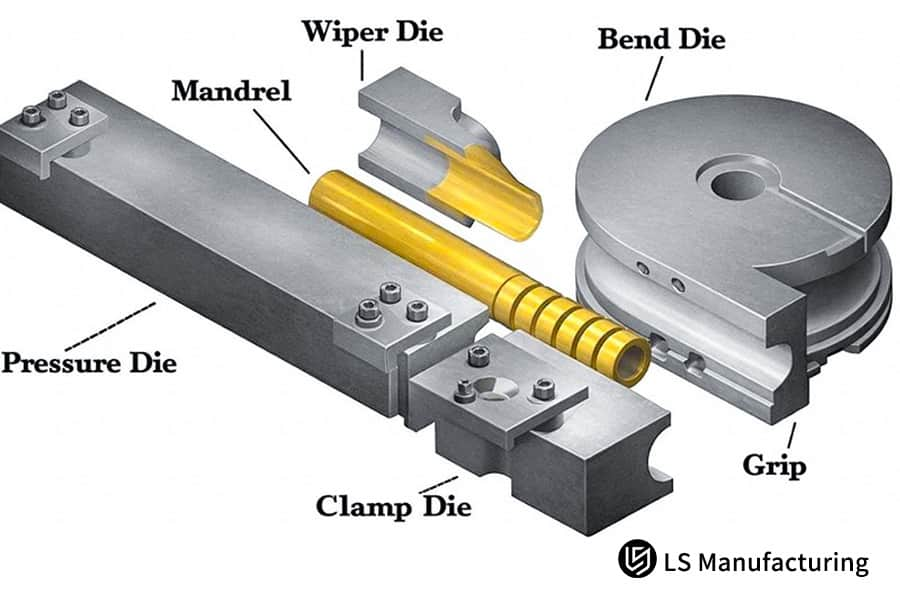
Servicio de doblado de metales ofrece una técnica de conformado de plástico muy precisa para metales no ferrosos como el cobre y el latón. Se resuelven tres desafíos principales al doblar tubos de paredes delgadas con radios pequeños, es decir, las arrugas, la reducción del espesor de la pared y la excesiva tolerancia a la recuperación elástica en latón. Se pueden lograr de forma fiable tolerancias de formación de 0,05 mm.
En el interior, donde se encuentran las barras colectoras de cobre para vehículos de nueva energía, tuberías de intercambio de calor médico y centros conductores para robots industriales, la complicada formación de cobre rojo de alta pureza y latón de alta dureza se ha visto limitada por la dependencia de la experiencia con los procesos tradicionales. Problemas como las arrugas internas, el adelgazamiento externo y la excesiva tolerancia a la recuperación elástica en radios de curvatura pequeños pueden convertirse en factores de peligros para la seguridad, como interferencia en el ensamblaje, sobrecalentamiento y delaminación. Este artículo tiene como objetivo analizar en profundidad los principales mecanismos del proceso de doblado complejo de cobre y latón y ofrecer una solución de conformado orientada a la utilización sin dañar el producto.
Descripción general de los parámetros del proceso principal del servicio de doblado de cobre y latón
Tipo de proceso
Material aplicable
Radio de curvatura central mínimo (CLR)
Tasa máxima de reducción del espesor de pared
Tolerancia dimensional
Escenarios de aplicación típicos
Doblado rotatorio con mandril multiesférico CNC
C11000 Cobre rojo (estado O)
1.0D
≤12%
±0,05 mm
Catéteres médicos, tuberías de intercambio de calor
Doblado de tres puntos por servo
Barra colectora de cobre rojo T2
1,5t
≤4% de reducción del área transversal
±0,08 mm
Barra colectora de cobre de alto voltaje EV, barra colectora conductora
Conformado continuo con troquel progresivo
C36000 Latón con plomo
2.0D
≤10%
±0,05 mm
Conexiones HVAC, conectores neumáticos
Conformado compuesto por recocido de frecuencia media
C26800 Latón
1.5D
≤8%
±0,03 mm
Partes estructurales complejas multiplanares
Conclusiones clave
Control límite del espesor de la pared: al emplear la intervención del mandril de presión fluidodinámica de múltiples secciones, la tasa de adelgazamiento exterior de los tubos de cobre rojo de paredes delgadas se puede controlar estrictamente a ≤12 %. Dentro de este rango, garantice la seguridad eléctrica y de fluidos.
Control sin defectos: utilizando un algoritmo de compensación de pretensado inverso y un troquel progresivo altamente flexible, el rebote del latón se elimina por completo, estabilizando las tolerancias de flexión dentro ±0,05 mm.
Evaluación técnica eficiente: proporciona una matriz completa de parámetros técnicos que cubren la condición del material y el CLR, lo que ayuda a compradores globales de tecnología de punta y equipos de la cadena de suministro a mitigar los riesgos de adquisición y calidad.
¿Por qué confiar en el servicio de doblado de metales de LS Manufacturing para conformados complejos?
Tenemos la capacidad de simulación multifísica y un sistema de control de precisión de extremo a extremo, lo que hace posible proporcionar una entrega efectiva de piezas complejas de doblado de metales no ferrosos y al mismo tiempo minimizar en gran medida los costos de prueba y error y los riesgos de calidad.
Después de tres meses de pruebas y confirmación de producción en un proyecto de tubos de cobre para ventiladores médicos en América del Norte, descubrimos que una tasa de rendimiento muy baja de menos del 15 % en una planta de procesamiento tradicional se debe a la ausencia de control previo de la deformación del grano del material y de compensación del proceso en tiempo real. Muchos fabricantes se centran únicamente en las dimensiones finales, ignorando así la importancia de la inspección del material entrante y el control de circuito cerrado de los parámetros del proceso.
El estándar IATF 16949:2016 dice que "las organizaciones deben llevar a cabo una planificación de calidad avanzada para procesos especiales, confirmar la capacidad del proceso y monitorear continuamente el proceso".
Seguimos este estándar muy de cerca y controlamos cada paso relacionado con la calidad a lo largo de toda la cadena del proceso, comenzando con la inspección del tamaño del grano entrante, terminando con el envío y entre la simulación de elementos finitos del preformado, el monitoreo del torque del servo en tiempo real durante el procesamiento y la inspección final de coordenadas de tres ejes. Nuestro grupo de equipos cuenta con más de 20 máquinas dobladoras de tubos CNC servo multieje de circuito cerrado, lo que permite la producción de diámetros de tubería que van desde 3 mm hasta 110 mm.
Si se enfrenta a desafíos complejos en el proceso de conformado de metales no ferrosos, puede enviar sus dibujos en 3D y sus requisitos de tolerancia. Nuestro equipo de ingeniería le proporcionará un análisis de viabilidad de DFM gratuito para ayudarle a identificar los riesgos de procesamiento con antelación y optimizar su solución de conformado por doblado de metal de precisión.
¿Por qué los tubos de cobre de paredes delgadas se pandean durante las operaciones rápidas de doblado con mandril CNC?
En el servicio de doblado de cobre, las arrugas y el colapso de los tubos de cobre son causados por una tensión de compresión tangencial que excede el límite de inestabilidad local. Un mandril de varillaje de múltiples bolas hecho de un acero aleado de alta dureza y libre de cromo, junto con un molde auxiliar resistente a las arrugas, ejercen un soporte normal en el punto tangencial. Esto ayuda a mantener la reducción del espesor de la pared exterior dentro del 12% y así previene la inestabilidad.
Mecanismo micromecánico de inestabilidad y arrugas
Al doblar tubos con radios muy pequeños, el tubo de cobre C11000 para doblare será llevado al límite. Con un CLR inferior o igual a 1,2D y una relación entre el espesor de la pared y el diámetro exterior (t/D) inferior al 5 %, el material en el interior del doblez estará sometido a una tensión de compresión tangencial muy alta. La dislocación de los granos se volverá irregular a medida que la tensión de compresión supere el límite de inestabilidad local del material. Como resultado, aparecen arrugas. Esta es también una de las condiciones más frágiles de los accesorios para tuberías de paredes delgadas en proyectos personalizados de doblado de metales no ferrosos.
Esquema de control de parámetros de proceso central
Se deben configurar con mucha precisión tres parámetros principales para eliminar por completo la inestabilidad y las arrugas:
Ángulo de instalación del molde auxiliar antiarrugas: debe estar estrictamente entre 0,5° y 1,5°. Un ángulo muy pequeño no sólo rayará la pared de la tubería, sino que uno demasiado grande provocará la pérdida de soporte efectivo.
Configuración del tiempo de entrega del mandril: restringido entre 1,5 mm y 3,0 mm, y necesita una coincidencia uno a uno de alta precisión según el diámetro de la tubería y el espesor de la pared.
Configuración de rótula de mandril: para diámetros de tubería de 10 mm, una estructura de 5 bolas es apropiada, mientras que para diámetros de tubería <10 mm, es mejor una estructura de 3 bolas para un soporte uniforme.
Con una configuración de doblado de tubos asistido por mandril que está perfectamente diseñada, la estabilidad del conformado se puede mejorar enormemente. La elección de diferentes tipos de mandril es lo principal que afecta la precisión final y la calidad de la pared interior del conformado por doblado de metal de precisión.
Esta tabla muestra dónde son adecuados:
Tipo de mandril
Rango de diámetro de tubería aplicable
CLR mínimo alcanzable
rugosidad de la pared interior
Nivel de costo general
Mandril de enlace de múltiples bolas
φ6mm-φ110mm
1.0D
Ra 0,8
Medio-alto
Mandril en forma de cuchara
φ20mm-φ80mm
1.5D
Ra 1.6
Medio
Mandril de corcho
φ10mm-φ30mm
2.0D
Ra 3.2
Bajo
Mandril hidrodinámico
φ8mm-φ50mm
0.9D
Ra 0,4
Alto
Figura 1: Tubos de cobre doblados por CNC de precisión con curvas suaves de 90 grados.
¿Cómo calcular y compensar variaciones severas de recuperación elástica en componentes de latón semiduro?
En servicio de doblado de latón, el problema del retorno elástico del latón, que puede ser incluso de 3°-7°, debe abordarse con una compensación basada en el límite elástico en tiempo real. Un rotativo Se elige la operación de plegado utilizando el método de control de tensión integrado. Mediante la aplicación de tensión de tracción axial en la flexión, se igualan las capas de tensión interna y externa. Por lo tanto, la recuperación elástica se reduce a un nivel insignificante, es decir, 0,5°.
La naturaleza material del Springback
En el sistema de tecnología de flexión con compensación de retorno, las aleaciones de latón como C36000 y C26800 tienen la característica de un alto módulo elástico y una relación de límite elástico alto. A medida que se dobla una pieza de metal, se deforma plástica y elásticamente al mismo tiempo. Después de quitar la carga, la pieza que se deforma elásticamente regresa, por lo que el ángulo de flexión efectivo es menor que el programado. Es un problema técnico estándar al que se buscan soluciones en procesos complejos de conformado y doblado.
Esquema del proceso de compensación cuantitativa
Obtenemos la fórmula de compensación de sobreflexión a partir de la simulación dinámica de elementos finitos para que la recuperación elástica se controle con mucha precisión. Los principales parámetros del proceso incluyen elementos tales como:
Factor de ángulo de sobreflexión: por ejemplo, cuando el radio de curvatura es 2,0D, se establece el ángulo de sobreflexión inicial entre 1,04 y 1,08 veces el ángulo objetivo real.
Tratamiento de endurecimiento del radio del troquel: el área del radio del troquel se endurece hasta alcanzar una dureza HRC 62.
Mantenimiento de la presión retardada segmentada: Mantenga la presión durante 0,8-1,2 segundos después de doblarse hasta la posición deseada.
Este sistema de parámetros basado en doblado por tracción controlado por tensión puede cubrir de manera estable los requisitos de control de recuperación elástica de varias piezas complejas de doblado de chapa metálica. Para obtener una tabla completa de parámetros de compensación de recuperación elástica de latón y una guía de simulación, contáctenos para recibir un informe técnico dedicado que lo ayudará a dominar rápidamente la lógica de control central del doblado por conformado complejo.
¿Cuál es la lógica de conformado óptima cuando las barras colectoras no ferrosas exigen un conformado por flexión de metal de precisión?
En los casos de doblado de componentes conductores, el doblado de barras colectoras de cobre con alto voltaje requiere que se conserve el área de la sección transversal conductora y, al mismo tiempo, no se permite la delaminación en el radio radio de curvatura. La mejor solución es una máquina dobladora servo CNC de tres puntos, que se combina con un troquel inferior anti-indentación de poliuretano duro para una conformación no destructiva, de modo que la tolerancia dimensional de la zona de transición del arco de flexión se pueda mantener consistentemente dentro de 0,08 mm.
Mecanismo de falla de la pérdida de área de sección transversal conductiva
Durante el doblado de precisión de barras colectoras, si el troquel de doblado no está diseñado correctamente, el material en la zona de doblado estará sujeto a una contracción lateral, por lo que se reducirá el área de la sección transversal local. Esta reducción conducirá a un aumento directo en la resistencia de contacto, debido a esto, los puntos sobrecalentados se crearán bajo la carga de alta corriente y, para colmo, incluso puede haber riesgos para la seguridadrds. Este problema es una causa directa de la reducción de la tasa de aprobación del rendimiento eléctrico del conformado por doblado de metal de precisión.
Puntos de control clave para la flexión no destructiva
Si desea mantener una retención de conductividad del 100 %, se deben seguir estrictamente los puntos de control que se mencionan a continuación:
Cálculo preciso del coeficiente de desarrollo de flexión: Cambie el factor K según la dureza del material y el radio (ángulo R), para controlar el error de cálculo dentro de ±0,02.
Tratamiento de revestimiento de la superficie de contacto del troquel: Se debe aplicar un revestimiento de teflón a nivel de micras a la superficie de contacto de flexión para reducir la resistencia a la fricción y también evitar los rayones en la superficie.
Control de velocidad de formado: Adopte una velocidad de formado baja de 15-25 mm/s para minimizar la posibilidad de dislocación de los límites de grano y delaminación causada por el endurecimiento por trabajo.
Estos puntos de control para lograr la formación de plegado sin grietas son exactamente las especificaciones de ejecución de las piezas conductoras en el sistema de servicio de doblado de metal de nuestra empresa.
¿Por qué el doblado por estirado rotatorio y el doblado por ariete ofrecen una calidad de pared interior muy diferente para los intercambiadores de calor?
En el servicio de unión de cobre, la diferencia principal entre el doblado rotatorio y el doblado con gato de presión en el procesamiento de tuberías radica en los diferentes mecanismos dinámicos para el control de la fuerza cortante en el punto tangente de flexión. El doblado rotatorio puede controlar la tasa de distorsión de la tubería hasta un 5% simplemente colocando una tubería a través de un troquel giratorio y un troquel de sujeción al mismo tiempo que uno bloquea el tubo y el otro lo bloquea firmemente. Por otra parte, la flexión por presión sin restricciones laterales da como resultado el colapso localizado de tuberías de cobre muy blandas ya que en la mayoría de los casos la presión se aplica localmente a áreas muy pequeñas de la superficie de la tubería.
Diferencia en los principios mecánicos de los dos métodos
En aplicaciones de doblado de tubos de intercambiadores de calor, el proceso de doblado rotativo tiene cuatro restricciones: una matriz giratoria, una matriz de sujeción, una matriz de presión y un mandril. Con esta disposición, las superficies interior y exterior del codo se empujan con una fuerza relativamente uniforme y la pared del tubo se soporta continuamente durante toda la operación de curvado. El doblado por presión, que es el más tradicional de estos métodos, solo presiona radialmente, por lo que no proporciona ningún tipo de soporte de pared lateral o interior. Esta es, de hecho, la razón principal de la diferencia en el rendimiento entre los enfoques del servicio de doblado de metal en el campo de las tuberías de intercambio de calor.
El código ASME B31.9 exige que "la ovalidad de la sección doblada de la tubería de presión no debe exceder el 5% del diámetro exterior nominal, y la superficie interior debe estar libre de cualquier elevación o arruga áreas que impedirían el flujo de fluidos".
Nuestro proceso de plegado rotativo es perfectamente compatible con esta regla.
Comparación de rendimiento de los procesos de plegado convencionales
Para escenarios de doblado de tubos a alta presión, la comparación del rendimiento principal de tres procesos de doblado comunes se muestra en la siguiente tabla:
Tipo de proceso
Tasa de distorsión de la forma del tubo
Ángulo de conformado máximo en un solo paso
rugosidad de la pared interior
CLR mínimo alcanzable
Tasa de aprobación de la prueba de fuga de alta presión
Doblado rotatorio
≤5%
180°
Ra 0,8
1.0D
≥99,5%
Doblado superior a presión
≥12%
90°
Ra 3.2
2.5D
≤65%
Doblado en rollo
≤8%
120°
Ra 1.6
1.8D
≤82%
Si desea obtener más información sobre los casos de procesamiento de tuberías de intercambiadores de calor, comuníquese con nosotros para obtener un conjunto completo de estudios de casos de proyectos y consultar las soluciones de proceso y el rendimiento de costos de proyectos similares.
Figura 2: Tubo de acero inoxidable asegurado en una máquina dobladora rotativa.
¿Cómo diseñar herramientas de doblado de conformado complejo multiplano para detener las microfisuras en calidades de latón con plomo?
Dentro de los trabajos de doblado no ferroso personalizado, el latón con plomo es el material con menor plasticidad en trabajo en frío de todos los metales, por lo que es muy vulnerable al agrietamiento durante la flexión multiplano. Debe utilizar un núcleo de matriz equipado con una estructura deslizante secuencial de varillaje de múltiples ejes, ya sea junto con un conformado retardado a baja velocidad (45 mm/s), o debe llevar a cabo un proceso de recocido por inducción de frecuencia media de 450 ℃-520 ℃ antes del conformado.
Razones a nivel micro del agrietamiento del latón con plomo
En el doblado secuencial multiplano, el plomo en latón con plomo como el C36000 está presente como partículas libres en los límites de los granos. Bajo tensión de flexión multidireccional, estas partículas de plomo actúan como puntos altamente estresados, en otras palabras, actúan como puntos de inicio de grietas. En la flexión multiplano, se suman diferentes tensiones direccionales, lo que aumenta aún más la probabilidad de formación de microfisuras. El riesgo de que se produzca un fallo de este tipo está aumentando considerablemente debido a procesos complejos de conformado y doblado con múltiples estaciones.
Solución colaborativa de moldes y procesos
Mediante la optimización de la estructura del molde y el ajuste de los parámetros del proceso, se puede resolver el problema del agrietamiento por flexión multiplanar en latón con plomo. Los pasos principales son:
Diseño de estructura de molde: el núcleo de molde de bloque deslizante secuencial de vinculación multieje se emplea para convertir la flexión multiplanar en una forma paso a paso de una sola estaciónng.
Control de velocidad de formado: La velocidad de formado se mantiene en 45 mm/s.
Recocido previo local: Realice un recocido por inducción de frecuencia media en el área de doblado, con un rango de control de temperatura de 450 ℃-520 ℃ y una precisión de control de temperatura de ± 5 ℃.
Al lograr conjuntamente un doblado de latón sin grietas, esta solución mejora en gran medida el rendimiento del conformado por primera vez de piezas complejas de doblado de chapa metálica. Según nuestra experiencia práctica, tenemos una solución especial: Cuando se producen microfisuras transversales en el radio (R) de la curvatura de latón con plomo, lo primero que se debe hacer es analizar la velocidad de formación. Si la velocidad es superior a 50 mm/s, reducir la velocidad en un 30 % básicamente puede eliminar las grietas.
Figura 3: Diagrama CAD 3D de una herramienta de plegado y conformado complejo multiplano.
¿Qué estándares personalizados de formación de hoyuelos se aplican para garantizar cero arrastre de fluido dentro de los accesorios de latón HVAC?
Ya sea que se hagan huecos parciales o bridas en accesorios de latón de HVAC, una pared interna lisa sin esquinas afiladas es imprescindible, en particular cuando se habla de servicios de doblado de latón. Una buena opción para lograr esto es utilizar la tecnología de formación de extrusión interna servo de cabeza esférica CNC en la que el radio del troquel de extrusión (R) se establece en más de 1,5 veces el espesor de la pared de la tubería. Esto tiene un gran efecto al reducir la resistencia al fluido en el hueco y al mismo tiempo minimizar el adelgazamiento.
Fallos de los procesos de bridas normales
Los procesos tradicionales de estampado y bridas cuando se combinan con la flexión por extrusión con hoyuelos pueden producir defectos como rayaduras en los bordes y rebabas no uniformes a lo largo de la copa. borde. Tales fallas no solo aumentarán la resistencia a los fluidos, sino que también actuarán como áreas de concentración de tensiones localizadas que a su vez pueden dar lugar a grietas por corrosión bajo tensión tras la exposición a un uso prolongado. Estos defectos afectarán directamente el rendimiento del fluido y la vida útil del conformado por doblado de metales de precisión.
Especificaciones de parámetros del moldeo por extrusión en frío
A continuación se pueden encontrar las especificaciones de los principales parámetros de los componentes del moldeo por extrusión interna CNC:
Requisito del ángulo R del punzón: El radio del ángulo R del punzón de extrusión debe ser más de 1,5 veces el espesor de la pared del tubo.
Tratamiento superficial del troquel: El tratamiento superficial del troquel es un recubrimiento PVD con una dureza HV 2800 y una rugosidad Ra 0,1.
Control de velocidad de extrusión: Mantener la velocidad de extrusión a 10-20 mm/s.
Dichas especificaciones de parámetros se han utilizado con éxito en la fabricación a gran escala de diferentes piezas de flexión de precisión para accesorios HVAC.
¿Cómo la química de la lubricidad y las alimentaciones CNC de ejes múltiples cambian la integridad de la superficie de las piezas médicas no ferrosas?
En aplicaciones de grado médico de doblado personalizado de metales no ferrosos, la calidad de la formación de piezas de metales no ferrosos se ve influenciada por los residuos químicos del lubricante y la alimentación axial. La instalación de un sistema de microlubricación sin cloro (MQL) de éster sintético a base de agua, junto con una velocidad lineal de 20-30 rpm y una fuerza de sujeción constante controlada por una válvula proporcional hidráulica, puede eliminar directamente la posibilidad de rayones mecánicos y picaduras químicas.
Dos causas principales de defectos en la superficie
Durante la fabricación del doblado de tubos de grado médico, los defectos superficiales de las piezas metálicas no ferrosas se dividen principalmente en dos tipos: rayones mecánicos, que resultan de desajuste en la velocidad de alimentación y fluctuaciones de la fuerza de sujeción, y picaduras químicas, que se producen cuando se produce corrosión electroquímica debido a residuos de lubricante. La calidad de la superficie influye en gran medida en los estándares de prestación de servicios de doblado de metales.
Solución de control de calidad de superficies de grado médico
Hemos diseñado una solución de control completa con parámetros clave que incluyen:
Configuración de parámetros de movimiento: la velocidad lineal de flexión se mantiene constante a 20-30 rpm y la fuerza de sujeción se regula entre 4,5 MPa y 6,0 MPa a través de una válvula proporcional de circuito cerrado.
Configuración del sistema de lubricación: Se emplea una máquina MQL sin cloro de éster sintético a base de agua de grado médico, que garantiza que no haya residuos ni corrosión.
Postprocesamiento: limpieza ultrasónica + tratamiento de pasivación asegúrese de que las piezas cumplan con el estándar de limpieza IATF 16949.
Figura 4: Trabajador operando una dobladora de tubos CNC de múltiples ejes con una pantalla digital.
¿Por qué el tratamiento térmico de preformado altera la estructura del grano y el rendimiento de flexión de las aleaciones de latón de primera calidad?
El rendimiento del servicio de doblado de latón se ve muy afectado por el tamaño del grano del latón recocido en los servicios de doblado de latón. El recocido de alivio de tensión al vacío a 260 ℃-300 ℃ durante 1,5-2 horas antes de doblarlo limita efectivamente el tamaño del grano al rango de 15μm-35μm, elevando así directamente el rendimiento de flexión al 99,8%.
Principios metalográficos del recocido por recristalización
El recocido por recristalización puede cambiar la proporción y distribución de las fases y en la aleación de latón, mientras que también reduce el tamaño del grano para mejorar el rendimiento del doblado del latón tratado térmicamente. Los estudios muestran que cuanto más uniformemente distribuidos y de tamaño adecuado estén los granos, mayor será la plasticidad de la materia
ial será. El tamaño de grano equilibrado es la condición básica para una alta producción en el doblado por conformado complejo.
Relación entre los parámetros de recocido y el rendimiento
Probamos el rendimiento de flexión bajo diferentes parámetros de recocido y los datos se muestran en la siguiente tabla:
Temperatura de recocido
Tiempo de espera
Rango de tamaño de grano promedio
Rendimiento de flexión complejo
Tasa de defectos superficiales de piel de naranja
240°C
1 hora
40μm-60μm
92,3%
11,2%
280°C
1,5 horas
20μm-30μm
99,8%
0,2%
320°C
2 horas
5μm-15μm
97,1%
0,5%
Sin tratar
0 horas
60μm-80μm
76,5 %
23,7%
El control del tratamiento térmico con la precisión adecuada es una de las principales vías para lograr un doblado optimizado del tamaño de grano y mejorar el formado de doblado de metal de precisión.
Aquí hay una fórmula de contabilidad de costos única que hemos creado: Costo adicional del tratamiento térmico por unidad = (costo de mano de obra del equipo, tiempo de aislamiento + costo de consumo de energía) / cantidad de carga de un solo lote 1,15 coeficiente de gestión.
Utilizando esto, puede determinar con mucha precisión el aumento en el costo de la mejora del proceso.
LS Manufacturing innovador ventilador médico cobre rojo de alta pureza lado frío tubo multiplano complejo que forma la caja de fabricación
Desafío del cliente
Un fabricante de dispositivos médicos de primer nivel de América del Norte estaba trabajando en un nuevo ventilador con alta potencia. Esta pieza a trabajar se fabricó con cobre C11000 de alta pureza y se dobló tridimensionalmente mediante un método multiplanar en un proceso de doblado de precisión de catéteres médicos. El catéter tenía un diámetro de 12,7 mm y un espesor de pared de sólo 0,71 mm. Para adaptarse al espacio interno limitado del dispositivo, la distancia entre los centros de flexión se redujo a 12,7 mm, lo que significa un límite de flexión de diámetro constante de 1,0D y, al mismo tiempo, la tolerancia angular espacial tridimensional debía ser de 0,05 mm y la tasa de distorsión de la redondez de la pared interior del 3 %.
El cliente se había puesto en contacto con varias fábricas tradicionales de doblado de tubos antes, pero ninguna de ellas logró fabricar muestras. Las muestras mostraron arrugas internas de hasta 0,3 mm, que estallaron inmediatamente durante una prueba de presión de 1,5 MPa, y el rendimiento de producción fue incluso inferior al 15 %.
Solución de fabricación LS
LS Manufacturing comenzó el análisis multifísico de elementos finitos dentro de las 24 horas posteriores a la recepción de los dibujos en 3D del cliente para simular la distribución de energía de deformación plástica durante la flexión del tubo de cobre.
Inicialmente transformamos nuestro molde de uso general en un molde maestro de doblado giratorio hecho de acero de aleación Cr12MoV con una dureza de HRC 64, y fabricamos especialmente un mandril multibola hidrodinámico de precisión con varillaje de 5 bolas que podía proporcionar soporte completo a la pared interna.
En las características de recuperación elástica del material trabajado en frío C11000, implementamos el sistema de alimentación servo en un circuito cerrado con un algoritmo de recuperación elástica adaptativa para que la sobreflexión automática dentro de 2,4°-3,1° en tiempo real sea posible durante la flexión direccional tridimensional.
Optamos por un lubricante micro-cantidad de origen vegetal de grado médico totalmente sintético para mantener el coeficiente de fricción en μ=0,06 y eliminar los rayones mecánicos.
Resultados y valor
Para cumplir con las condiciones altamente exigentes del doblado de tubos de pared ultrafina, la muestra que se entregó finalmente abrió nuevos caminos en rendimiento:
Todas las tolerancias dimensionales espaciales multiplano se mantuvieron estables dentro de ±0,035 mm.
La tasa de reducción del espesor de la pared exterior se redujo del 26 % al 8,4 % y la tasa de distorsión de la redondez del lumen fue tan baja como el 1,8 %.
La muestra fue capaz de resistir la prueba de hermeticidad a presión ultra alta de 3,0 MPa y tampoco mostró microfisuras después de la prueba de resistencia a la presión destructiva.
Rápidamente, el cliente redactó un contrato para la producción en masa inicial de 25.000 piezas y nos contrató como su socio estratégico de tecnología central global.
Si su proyecto también enfrenta desafíos extremos similares en el procesamiento de flexión, envíe dibujos detallados y requisitos de producción en masa. Personalizaremos una solución única de doblado de chapa metálica para usted y le proporcionaremos una cotización precisa en USD para ayudar a que su proyecto se inicie rápidamente.
Preguntas frecuentes
P1: ¿Cuál es el radio central mínimo (CLR) que se puede alcanzar para los servicios de doblado de cobre y latón?
Es posible alcanzar un CLR mínimo de 1,0D para el cobre rojo blando (estado O) mediante el uso de troqueles de doblado giratorios de precisión y tecnología de mandril multibola, mientras que para el latón semiduro, para evitar que el cristal exterior se agriete, se sugiere establecer un CLR mínimo de 1,5D-2,0D.
P2: ¿Cómo se garantiza una reducción cero de la sección transversal eléctrica en la flexión de barras conductoras de cobre?
El equilibrio de la contracción lateral del material durante el proceso de doblado se garantiza para una tasa de reducción del área de la sección transversal del 4 % mediante el uso de una máquina dobladora de tres puntos con servo de circuito cerrado combinada con una matriz de arco rodante antimarcas. Según las pruebas de conductividad realizadas con un microóhmetro, los resultados se encuentran en el rango IACS del 97 % al 99 %.
P3: ¿Por qué las piezas de latón de LS Manufacturing no presentan defectos de piel de naranja en superficies formadas a medida?
Aplicamos un exhaustivo sistema de control de inspección de recepción de materiales en el que el tamaño de grano promedio de las materias primas de cobre rojo y latón está limitado dentro del rango de 15 μm y 35 μm. Antes de doblar, se realiza un tratamiento preciso de alivio de tensiones para lograr una superficie formada libre de defectos de piel de naranja.
P4: ¿Qué protocolos de inspección de calidad en línea salvaguardan las tolerancias de conformado y doblado de metales de precisión?
Establecimos dos niveles de barreras de calidad: además del monitoreo en tiempo real del par del servo durante el procesamiento, con alarmas automáticas inmediatas cuando la dureza del material es anormal, todas las piezas de trabajo terminadas se someten a una inspección del 100 % mediante una máquina de medición de coordenadas ópticas y un escáner láser, lo que da como resultado una tasa de aprobación de fábrica del 99,97 %.
P5: ¿Cómo se previenen las microfracturas durante el doblado complejo de aleaciones de latón con plomo como C36000?
Es un método de conformado progresivo de micropasos de múltiples estaciones que hemos inventado, en el que la flexión de gran ángulo se divide en una serie de pasos de microconformado que no exceden los 15° por estación. Junto con la amortiguación hidráulica interna y la tecnología de retención de presión, este método elimina por completo la posibilidad de desgarros microscópicos.
P6: ¿Puede su servicio de doblado de cobre manejar especificaciones personalizadas y perfiles de materia prima no estándar?
Mantenemos un gran stock de materiales de cobre rojo y latón de varios tamaños, con diámetros exteriores de tubería que varían de 3 mm a 110 mm y espesores de placas y barras colectoras de cobre disponibles de 0,5 mm a 20 mm.Envíe sus dibujos para obtener soluciones personalizadas y precios precisos. citas.
P7: Normalmente, ¿cuánto tiempo se tarda en fabricar tiradas de producción personalizadas de doblado de materiales no ferrosos?
Una vez que DFM (Diseño para fabricación) revisa y aprueba los dibujos técnicos y se confirma el pedido, podemos completar el diseño de herramientas personalizadas y la entrega del primer lote de prototipos dentro de 5 a 7 días hábiles. Para lotes de producción en masa, aprovechando una línea de producción totalmente automatizada, el plazo de entrega estándar es de 2 a 3 semanas.
P8: ¿Su conformado de chapa de precisión cumple con los estándares regulatorios internacionales como IATF 16949?
Hemos completado la certificación de nuestra fábrica y del sistema de control de calidad de extremo a extremo por IATF 16949 e ISO 9001:2015 respectivamente. Además, podemos proporcionar certificados de materiales completos, así como informes de pruebas de terceros, que cumplen plenamente con los estándares RoHS y REACH.
Resumen
Garantizar la calidad en las cadenas de suministro industriales es un principio empresarial fundamental en la actualidad. LS Manufacturing ha creado de forma independiente una tecnología de análisis de elementos finitos con recuperación elástica multifísica, también tiene una gama completa de grupos de doblado de tubos CNC multieje con servo de circuito cerrado altamente flexibles y su proceso de inspección totalmente automatizado de la máquina de medición de coordenadas tridimensionales tiene una precisión espacial de 0,03 mm.
Ya sean barras colectoras de alimentación para vehículos eléctricos de alta conductividad o curvas de HVAC de paredes ultrafinas con formas intrincadas capaces de soportar pulsos de alta presión, podemos convertir los complejos límites de capacidad mecánica de los materiales en soluciones de producción en masa estandarizadas efectivas, uniformes y económicas, haciendo que las preocupaciones sobre el tiempo de entrega y las decisiones de calidad sean cosa del pasado para usted.
¿Qué sucede si tiene problemas de calidad, como un bajo rendimiento de las muestras de sus proveedores, una reducción excesiva del espesor de la pared o rayones en la superficie? ¿Qué sucede si está en el proceso de desarrollar componentes de pliegue multiplanares de forma irregular? No hay razón para que usted gaste su presupuesto de I+D en prueba y error a ciegas. Simplemente envíenos sus dibujos CAD en 3D y tolerancias específicas y requisitos de lote, nuestro equipo de expertos en ingeniería in situ le proporcionará un informe completo y gratuito de mejora del proceso DFM en un plazo de 12 horas. Más allá de una cotización escalonada de producción en masa muy exacta que puede usarse para el presupuesto auditoría.
El contenido de esta página tiene fines informativos únicamente. Servicios de fabricación de LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones.Contáctenos para obtener más información.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. Tenemos más de 15 años de experiencia con más de 5000 clientes y nos centramos en mecanizado CNC, fabricación de chapa metálica, 3D impresión, moldeo por inyección. Estampado de metales y otros servicios integrales de fabricación. Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia en la selección, calidad y profesionalismo. Para obtener más información, visite nuestro sitio web:www.lsrpf.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.