Le service de cintrage de l'acier inoxydable est un service de formage des métaux de haute précision destiné aux secteurs de l'automobile, du médical et des fluides industriels de pointe. Il répond efficacement à deux problématiques majeures : le manque de précision constante du cintrage standard en grande série et le dépassement des tolérances pour les pièces cintrées de formes irrégulières. Ce service permet de réaliser efficacement des pliages standard à 90° en grande série, tout en formant avec précision des pièces irrégulières multiplanaires avec une tolérance de ±0,3° . Ce résultat est obtenu grâce à l'utilisation de l'acier inoxydable 304/316L comme matériau principal, à la compensation hydraulique de la déformation associée à un système de contrôle en boucle fermée et à la technologie de simulation par éléments finis.
Le service de pliage de l'acier inoxydable est une solution clé en main, du prototype R&D à la production en série, permettant aux acheteurs et aux ingénieurs d' éviter les risques de qualité typiques tels que la dispersion angulaire, les rayures de surface et les fissures d'angle .
Comparaison des indicateurs de livraison des noyaux de service de pliage d'acier inoxydable
| Dimensions d'évaluation | Performances de production en série de pliage standard à 90° | Performances de flexion irrégulière multiplanaires | Niveau de référence commun à l'industrie |
| Tolérance de formage d'angle | ±0,3° | ±0,3° | ±0,8°~±1,5° |
| Rugosité de surface | Ra 1,6 μm | Ra 0,8 μm | Ra 3,2 μm~Ra 6,3 μm |
| Rayon de courbure intérieur minimal | 1,5 fois l'épaisseur de la plaque | 1,2 fois l'épaisseur de la plaque | 2,0 fois l'épaisseur de la plaque |
| Temps de cycle de traitement à une seule lame | 1,5 seconde | 4,2 secondes | 3 secondes à 8 secondes |
| Taux de réduction d'épaisseur de paroi maximal | ≤6% | ≤8%, | ≤12%~≤15% |
Points clés à retenir :
- La maîtrise des coûts dans le pliage normal à 90° dépend principalement du fonctionnement ininterrompu de cellules robotisées entièrement automatisées et de l'utilisation de moules anti-rayures en téflon.
- La précision des pièces de formes libres multiplanaires est limitée par la tolérance cumulative dans l'espace tridimensionnel. Un robot CNC à 8 axes est donc nécessaire pour réaliser le formage continu sous différents angles en une seule opération de serrage .
- Le rayon intérieur minimal des pliages en acier inoxydable 304/316L ne doit pas être inférieur à 1,5 fois l'épaisseur de la tôle, quelle que soit la complexité du pliage. De plus, un système de mesure d'angle en ligne par commande numérique (CNC) doit être mis en place afin d'éliminer toute variation de dureté du matériau d'un lot à l'autre.
Pourquoi faire confiance à la gamme complète de services de cintrage d'acier inoxydable de LS Manufacturing pour vos solutions de cintrage ?
Le service de cintrage d'acier inoxydable de LS Manufacturing garantit un processus éprouvé en production de masse et des qualifications conformes aux normes . Il peut ainsi répondre à tous vos besoins de cintrage et devenir un partenaire fiable pour vos projets de fabrication haut de gamme.
Notre équipe d'ingénieurs, forte de son expérience pratique acquise lors du projet de tuyauterie de refroidissement liquide pour véhicules à énergies nouvelles, a réalisé des tests de retour élastique sur différents lots d'acier inoxydable 304L pendant trois mois et a collecté un total de 1 200 séries de données de flexion . Nous avons également créé une base de données de matériaux spécialisée contenant 527 ensembles de paramètres de dureté. Notre système de production est conforme aux exigences de la norme IATF 16949:2016 relative au système de management de la qualité automobile, grâce à l'intégration de points de contrôle qualité traçables à chaque étape de la production en série .
Pour les applications médicales et fluidiques de pointe, notre méthode de cintrage respecte scrupuleusement les normes d'asepsie, et la contamination par les ions fer est contrôlée à chaque étape, de la matière première au produit fini . La conception et la validation des produits associés sont réalisées conformément à la norme ASME B31.3 relative aux tuyauteries industrielles et peuvent être directement intégrées aux systèmes fluidiques haute pression. Nous privilégions une approche numérique à l'expertise manuelle pour garantir la qualité, en standardisant numériquement les exigences de précision pour chaque processus afin de minimiser les risques liés à la volatilité de la chaîne d'approvisionnement de nos clients.
Si vous évaluez les capacités globales d'un fournisseur de pliage, veuillez contacter notre équipe d'ingénierie pour obtenir un document technique complet sur le processus, vous permettant de comprendre en détail le contrôle qualité de bout en bout.

Pourquoi les angles standard de 90 degrés exigés par les achats nécessitent-ils un contrôle de service de pliage de l'acier inoxydable de haute précision ?
La régularité des lots de pliage à 90° a un impact considérable sur l'efficacité de l'assemblage après la sortie d'usine. Un service de pliage de précision pour l'acier inoxydable est nécessaire afin de contrôler la dispersion angulaire et d'éviter les défauts d'alignement des soudures et les problèmes d'étanchéité.
Pourquoi l'effet d'îlotage élastique dans la production de masse ?
En production de masse, même de légères fluctuations des propriétés des matériaux peuvent engendrer des problèmes de qualité. C'est le principal défi de contrôle dans le processus de pliage des métaux , et les facteurs influents principaux sont au nombre de trois :
- Changements dans les caractéristiques des matériaux : l'acier inoxydable 304/316L est caractérisé par un taux d'allongement de 40 %, et la plage de fluctuation de dureté entre différents lots de laminage peut atteindre 10 %.
- Défauts liés aux procédés traditionnels : Les machines de pliage classiques utilisent des matrices en V fixes et une pression constante , qui ne tiennent pas compte des différences de matériaux de chaque lot.
- Amplification des écarts cumulés : de minuscules écarts lors d’une seule opération de pliage, qui peuvent sembler négligeables, peuvent entraîner des écarts dimensionnels globaux pour les pièces après plusieurs opérations.
Il s'agit d'un problème récurrent dans l'ensemble du secteur en ce qui concerne les services de cintrage conventionnels de l'acier inoxydable.
Mécanisme d'assurance de précision du contrôle dynamique du tonnage
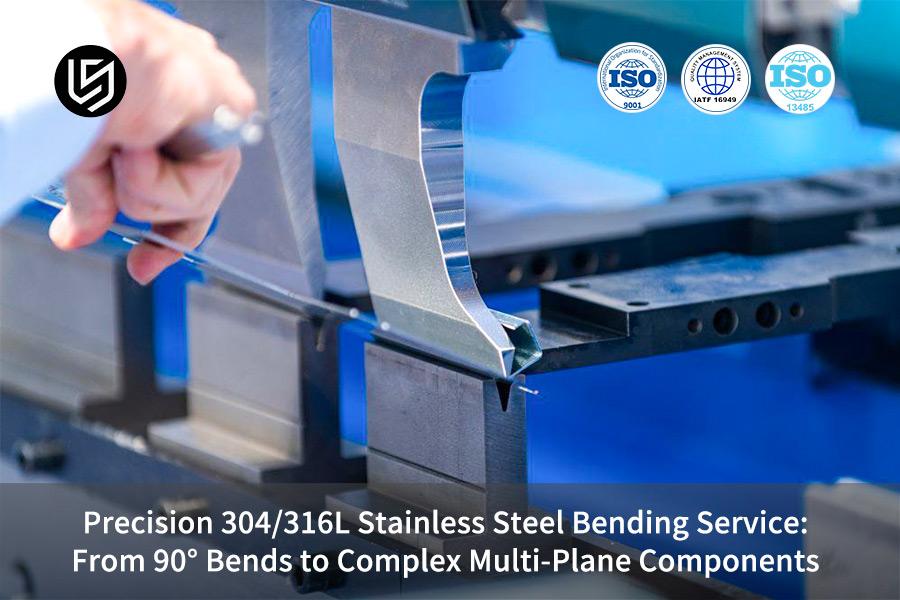
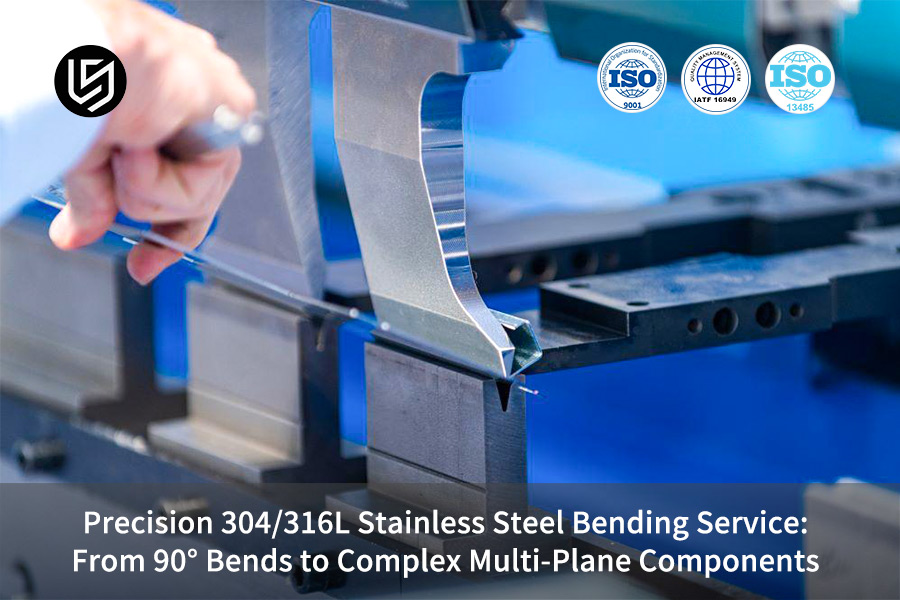
LS Manufacturing propose une approche de réglage dynamique du tonnage à la microseconde près pour la production en série de pliages standard. Grâce à sa technologie de pliage de précision éprouvée, elle garantit une constance angulaire dès le départ.
- La machine est équipée d'un système de servopression de 100 à 150 tonnes capable de modifier la pression de pliage à la volée en fonction de la dureté du matériau.
- La première pièce est mesurée en angle avant la mise en ligne de chaque lot, puis les paramètres de compensation de pression sont automatiquement adaptés.
- L’échantillonnage et la réinspection sont effectués pendant la production, et le taux de dispersion angulaire est maintenu à ±0,3° , un niveau bien supérieur à la norme industrielle.
Ce système de contrôle garantit que différents composants pliés en 304/316L bénéficient d'une précision de formage stable lors de leur fabrication en grande quantité.

Figure 1 : Un technicien utilise une presse plieuse CNC pour former des angles précis de 90 degrés dans de l'acier inoxydable.
Comment équilibrer la variation du retour élastique du matériau lors de la production de pièces pliées simples et irrégulières ?
Le retour élastique de l'acier inoxydable après pliage est une propriété naturelle du matériau. Qu'il s'agisse d'une pièce simple ou de pièces pliées de formes irrégulières , l'écart de retour élastique peut être géré en combinant un modèle mécanique et une compensation hydraulique .
Paramètres essentiels affectant le retour élastique
Le retour élastique varie en fonction des propriétés mécaniques et des paramètres de pliage du matériau. Il s'agit du principal paramètre de régulation lors du pliage de la tôle d'acier inoxydable et du principal objet d'étude du contrôle du retour élastique en pliage . Cette relation est illustrée dans le tableau suivant :
Tableau des paramètres influençant le retour élastique de l'acier inoxydable des séries 304/316L
| Qualité du matériau | Module d'élasticité (GPa) | Limite d'élasticité (MPa) | Rayon de courbure commun | Plage de retour élastique (°) |
| 304 | 193 | 205 | 1,5 fois l'épaisseur de la plaque | 2.0~3.5 |
| 316L | 193 | 170 | 1,5 fois l'épaisseur de la plaque | 2,5~4,0 |
| 304L | 193 | 170 | 1,2 fois l'épaisseur de la plaque | 2.2~3.8 |
Mode de mise en œuvre de la compensation de la déflexion dynamique
LS Manufacturing – Disposer d’un système mécanique de compensation de la déformation dynamique de la matrice inférieure sur la ligne de production permet d’effectuer des corrections en temps réel en fournissant simplement au système CNC les résultats du calcul du retour élastique :
- Le système obtient à l'avance les paramètres mécaniques du matériau et calcule la valeur de compensation du retour élastique pour chaque pli à l'aide de formules .
- Un mécanisme hydraulique ajuste en temps réel la courbure de la matrice inférieure pendant l'opération de pliage afin de neutraliser la déformation de l'équipement.
- Pour permettre le pliage en grande série de tôles minces, une opération de maintien sous pression secondaire est réalisée afin de satisfaire aux exigences de précision de la production de pliage en grande série et de stabiliser encore davantage l'angle de formage.
Ce système de compensation est un élément matériel essentiel qui contribue à améliorer la précision et la stabilité globales du service de pliage de l'acier inoxydable.
Quelles sont les capacités de machines avancées qui différencient un atelier de tôlerie classique d'un fabricant de pliage sur mesure en acier inoxydable ?
Le principal facteur qui distingue les usines de tôlerie classiques des fabricants de pliage d'acier inoxydable sur mesure est la capacité de leurs machines à effectuer un pliage spatial multiplan sans interférence, tout en maintenant l'efficacité du traitement par lots .
Inconvénients des anciennes machines à cintrer
Les outils de pliage trois points de base ne sont capables d'effectuer qu'une seule opération de pliage sur un seul plan, ce qui limite considérablement la possibilité de réaliser plusieurs pliages complexes sur la même pièce :
- Capacité opérationnelle très limitée : uniquement dans un seul plan de pliage. La réaction des pièces lors de la tentative de pliage en deux ou trois plans s’intersectant spatialement provoque une interférence physique, rendant ainsi cette opération impossible.
- Changements très peu efficaces : pour passer d’un angle de pliage à un autre, les utilisateurs doivent remplacer l’ensemble des matrices . Chaque changement prend plus d’une demi-heure.
- Dépendance aux compétences manuelles pour la précision : les changements d’angle sont effectués grâce à l’expérience de l’opérateur, il est donc assez difficile de garantir les mêmes résultats avec différents lots.
Ce type d'équipement n'est absolument pas adapté aux commandes de plus en plus exigeantes en matière de cintrage sur mesure de l'acier inoxydable.
Principaux avantages des centres de pliage multi-axes
Disposant d'un système de pliage multiaxes professionnel, associé à un système de moules à changement rapide et sans marquage breveté , LS Manufacturing a su répondre aux exigences d'efficacité et de précision. Voici une comparaison des capacités des équipements :
Comparaison des capacités essentielles de différents équipements de cintrage
| Type d'équipement | Nombre d'axes de contrôle | Temps de changement de moule unique | Dimensions de pliage réalisables | Cycle de traitement à coupe unique |
| Machine de pliage standard à trois points | 3 Axes | Plus de 30 minutes | Plan unique | 3 à 5 secondes |
| Machine de pliage CNC servo standard | 4 à 6 axes | 10 à 15 minutes | Plans doubles | 2 à 3 secondes |
| Centre de pliage robotisé à 8 axes | 8 haches | Moins de 8 secondes | Plan multi-espace | 1,5 à 4,2 secondes |
Cette configuration d'équipement constitue la base même de notre capacité à fournir des services de cintrage d'acier inoxydable de haute précision.
En plus d'être capable de traiter d'énormes quantités de commandes standard à 90° à une cadence très rapide de 1,5 seconde/coupe , cet équipement passe également sans effort au formage de précision de géométries spatiales complexes, permettant aux clients de satisfaire tous leurs besoins de pliage avec une seule chaîne d'approvisionnement.
Si vous avez un projet de cintrage complexe et de forme irrégulière et que vous craignez que votre équipement ne soit pas adapté, vous pouvez nous envoyer vos dessins 3D . Nous réaliserons gratuitement une étude de faisabilité et vérifierons l'efficacité du cintrage sur mesure de l'acier inoxydable.

Figure 2 : Profilés en acier inoxydable avec des canaux complexes et des coudes multiplans irréguliers.
Comment prévenir le plissement structurel et la distorsion sectionnelle des composants pliés en acier inoxydable 304/316L de haute difficulté ?
Les pièces cintrées de haute difficulté en acier inoxydable 304/316L sont sujettes à des problèmes tels que le plissement et la déformation de leur section transversale lors du cintrage. Pour éliminer efficacement ces défauts , il est nécessaire d'utiliser des mandrins internes de haute précision et d'appliquer une force de serrage parfaitement adaptée.
Mécanismes de défaillance lors du formage par pliage
Un glissement plastique microscopique se produit dans le matériau lors de la formation de pièces cintrées très denses et de forme irrégulière, ou lors du cintrage de plaques épaisses sous forte contrainte. Les méthodes de cintrage de tubes classiques peinent à prévenir ce phénomène, qui engendre deux principaux types de défaillances :
- Plissement interne : Ce phénomène est dû à la formation de contraintes de compression tangentielles dans le matériau, du côté intérieur du pli. L’excédent de matériau ne pouvant s’écouler, il en résulte un plissement disgracieux.
- Distorsion de la section transversale : Si une pièce tubulaire n'est pas soutenue intérieurement, elle subira une déformation lors de la flexion et sa section transversale sera transformée au niveau de la zone de flexion, passant d'un cercle à une ellipse (c'est-à-dire une perte de rondeur).
Le risque d'une telle défaillance est particulièrement élevé dans les pièces pliées irrégulières et structurellement complexes.
Solution de contrôle précis des paramètres de processus
LS Manufacturing a mis en œuvre un ensemble de contrôles de paramètres standardisés, conçus pour répondre précisément aux exigences des opérations de pliage de précision en milieu fluide . Ce système vise principalement à garantir un pliage de haute qualité et précis, et à éliminer les défaillances liées au processus.
- La force de serrage est rigoureusement contrôlée à l'intérieur du support de 15 à 20 bars afin de garantir que le matériau ne glisse pas, évitant ainsi une pression excessive qui entraînerait l'accumulation du matériau interne.
- Dans le processus de cintrage des tubes, on utilise soit des mandrins flexibles à plusieurs sections, soit des supports remplis de fluide haute pression afin que la rondeur du canal de cintrage dépasse 95 %.
- Avant de cintrer des plaques épaisses, le décalage de la couche neutre est pris en compte afin d'atteindre la vitesse de cintrage et le temps de maintien corrects.
Ce système de paramètres standardisé demeure la plateforme d'exécution de base pour nos opérations de pliage d'acier inoxydable sur mesure, réalisées pour répondre aux exigences des clients.

Figure 3 : Trois angles pliés à 90 degrés sans soudure en acier inoxydable 304 poli montrant des bords nets.
Quelles stratégies d'alimentation et de disposition des matériaux permettent d'éliminer les fissures de surface lors du pliage de tôles en acier inoxydable ?
Lors du pliage de tôles d'acier inoxydable , les fissures apparaissent en raison de l'orientation des grains et de la concentration des contraintes . L'optimisation de la disposition et du prétraitement de la découpe permet d'éliminer ces problèmes à la source.
Le sens de laminage des fibres et son effet
Les textures fibreuses développées lors du laminage sont caractéristiques des tôles d'acier inoxydable. L'angle entre la direction de pliage et la direction des fibres est le facteur déterminant de la résistance à la fissuration de la tôle pliée .
- La résistance à la traction du matériau diminue de près de 20 % lorsque la ligne de pliage est parallèle à la direction des fibres. De plus, la face extérieure du pli est très susceptible de devenir le siège de fissures intergranulaires.
- Lorsque la ligne de pliage est perpendiculaire à la direction des fibres, la résistance à la traction du matériau est maximale et sa résistance à la fissuration est optimale.
- Lorsque des pièces comportent plusieurs pliages, il est nécessaire d'établir un plan d'implantation global. L'exigence principale est de s'assurer que les zones de pliage soumises à de fortes contraintes soient perpendiculaires à la direction des fibres.
Le soin apporté aux détails de l'agencement est un signe que l'usine se distingue d'une simple usine de tôlerie et se transforme en un fabricant professionnel de pièces pliées en acier inoxydable sur mesure .
Les principes d'imbrication exclusifs de LS Manufacturing, qui tiennent compte de la distribution des angles de pliage des pièces, calculent non seulement l'utilisation optimale de la tôle, mais aussi le schéma de résistance aux fissures, ce qui conduit à une réduction du risque de fissuration de plus de 60 % par rapport à l'utilisation des méthodes d'imbrication habituelles.
Solution pour la prévention des fissures par prétraitement des bords coupés
La découpe laser des bords crée des zones affectées thermiquement présentant des bavures microscopiques et des points de concentration de contraintes , susceptibles de provoquer l'amorçage de fissures lors du pliage et détériorant considérablement les performances de pliage résistantes aux fissures :
- Les bords de la tôle sont d'abord chanfreinés mécaniquement et polis à un niveau de rugosité de surface Ra 0,8 μm afin d'éliminer les sources de concentration de contraintes avant le pliage.
- La surface de coupe est exempte de couche d'oxyde et de scories, de sorte que rien ne puisse facilement rayer la surface de la tôle lors du pliage.
- Les pièces fabriquées à partir de tôles épaisses bénéficient d'un traitement supplémentaire de réduction des contraintes sur les bords afin de diminuer encore davantage le risque de fissuration.
Nous avons mis en œuvre, parmi de nombreuses autres mesures de contrôle de la qualité, cette étape de prétraitement avancée, qui nous distingue en tant que fournisseur professionnel de composants pliés 304/316L .
Si vos projets de pliage de tôles épaisses ont rencontré à plusieurs reprises des problèmes de fissuration de surface, vous pouvez nous contacter pour obtenir une solution d'optimisation de la disposition personnalisée afin d'améliorer efficacement le taux de réussite et la résistance structurelle des produits de pliage de tôles en acier inoxydable.

Figure 4 : Collage de formage de l'acier inoxydable : courbes à grand rayon et canaux rainurés.
Comment LS Manufacturing assure-t-elle une protection de surface parfaite pour son service de pliage d'acier inoxydable de qualité médicale et alimentaire ?
Le service de cintrage d'acier inoxydable de qualité médicale et alimentaire exige l'absence de rayures et de contamination par le fer . Des moules spécialisés et une gestion rigoureuse des salles blanches permettent de répondre aux normes de stérilité et de résistance à la corrosion.
Normes pour l'établissement d'un environnement de production sans fer
Lors du cintrage avec des moules en acier ordinaires, des traces de fer libre subsistent à la surface des pièces, ce qui peut rapidement entraîner une corrosion intergranulaire . C'est l'un des principaux défis que les services de cintrage de précision haut de gamme en acier inoxydable doivent relever pour répondre aux normes du secteur médical . Voici une comparaison des effets de différentes solutions de protection :
Comparaison des solutions de protection des surfaces de pliage en acier inoxydable
| Solution de protection | Résistance aux rayures | Résistance à la contamination par le fer | Scénarios applicables | Augmentation du coût par pièce |
| Moules en acier ordinaire | Très faible | Aucun | Pièces structurelles industrielles | 0% |
| Moules revêtus de téflon | Haut | Moyen | Éléments d'apparence esthétique | 3%~5% |
| Moules en nylon sur mesure | Très élevé | Haut | Pièces médicales conventionnelles de qualité alimentaire | 8%~12% |
| Solution de protection intégrale contre la poussière | Très élevé | Très élevé | Composants médicaux implantables pour fluides de haute pureté | 15 % à 20 % |
Processus de passivation et de test du produit fini
Tous les produits cintrés finis, de qualité médicale et alimentaire, sont traités et testés conformément aux normes, afin de garantir rigoureusement une qualité de cintrage de haute pureté :
- Les articles finis sont soumis à un nettoyage par ultrasons et à un traitement de passivation à l'acide nitrique à haute concentration afin d'éliminer complètement le fer libre en surface .
- Un test de pénétration de couleur à 100 % est effectué pour identifier les rayures microscopiques et les fissures sombres.
- Un rapport d'analyse de la teneur en ions ferreux est fourni pour chaque lot de produits afin de confirmer leur conformité aux normes alimentaires et médicales.
Un système complet de test et de traçabilité est une capacité fondamentale que tout fournisseur qualifié de composants pliés en acier inoxydable 304/316L doit posséder.
Pourquoi LS Manufacturing est-il le fournisseur de référence de composants pliés en acier inoxydable 304/316L, répondant aux besoins de production en série comme de projets prototypes ?
LS Manufacturing, fournisseur de composants pliés en acier inoxydable 304/316L , prend en charge aussi bien la production en série que les projets de prototypage. Son modèle de production flexible couvre l'intégralité du cycle de vie d'un projet.
Limites des chaînes d'approvisionnement traditionnelles
Les fabricants sous contrat industriels ont généralement des modèles commerciaux polarisés . De fait, cette polarisation rend très difficile pour eux de fournir des solutions de pliage complètes et de répondre aux besoins de leurs clients tout au long du cycle de vie des produits.
- Les usines de production de masse ne traitent que des commandes simples de plusieurs dizaines de milliers d'unités, voire plus ; elles ont donc de longs délais de livraison et des prix élevés pour le développement de prototypes.
- Les ateliers de prototypage ont souvent recours à la main-d'œuvre ou à des équipements rudimentaires, ce qui entraîne une faible précision et une instabilité . De plus, ils ne sont pas en mesure de traiter les commandes en grande quantité.
- Lorsque les clients changent de fournisseur, ils doivent consacrer du temps à la reconfiguration de leurs processus, ce qui allonge les cycles de projet et accroît les risques liés à la qualité.
Cette polarisation des modèles commerciaux signifie que la plupart des fabricants de cintres en acier inoxydable sur mesure ne seront pas en mesure de mener à bien l'intégralité du cycle de vie d'un projet .
Avantages de l'adaptabilité tout au long du cycle de vie des lignes de production flexibles
LS Manufacturing a mis en place un système de production de pliage flexible et professionnel qui peut facilement s'adapter aux exigences des projets à différentes étapes :
- Au stade de la R&D : les rapports DFM sont générés dans les 24 heures suivant la réception des dessins, et le premier échantillon est livré en 5 à 7 jours.
- Au stade de la production pilote : les calendriers de production peuvent être ajustés avec souplesse, car l’entreprise prend en charge la vérification itérative par petits lots et par lots multiples .
- Au stade de la production de masse : des unités de traitement entièrement automatisées sont utilisées pour garantir l’efficacité des livraisons et des avantages en termes de coûts.
Nous sommes en mesure de fournir des services à toutes les étapes , en adaptant notre service de cintrage d'acier inoxydable aux différents rythmes de projet de nos clients.
Étude de cas : Comment LS Manufacturing a optimisé un tuyau de refroidissement liquide multiplan en acier inoxydable 304L pour un système de gestion thermique de batterie de véhicule électrique ?
En nous attaquant au problème du cintrage multiplan des tuyaux de refroidissement liquide pour les véhicules à énergies nouvelles, nous avons réussi à réduire considérablement les délais de livraison en résolvant les microfissures et les violations de tolérance grâce à l' optimisation de la simulation et à la mise à niveau des processus.
Défis des clients
Le client travaillait sur un système de gestion thermique pour les batteries de véhicules électriques à haute densité énergétique. La principale caractéristique de ce système est l'utilisation d' un tube en acier inoxydable 304L de 22 mm de diamètre et de 1,2 mm d'épaisseur , présentant des coudes irréguliers multiplanaires, une configuration typique pour les pièces cintrées de forme irrégulière. Le raccord comporte six coudes réguliers à 90° et trois coudes irréguliers transversaux. Le client exige un amincissement de 8 % sur la face extérieure des coudes, tandis que la tolérance géométrique des extrémités tridimensionnelles doit être fixée à ±0,3 mm .
La production en série a engendré des fluctuations de dureté des matériaux, provoquant un retour élastique angulaire irrégulier. Les pièces fournies par le fournisseur précédent n'étaient pas compatibles avec le gabarit de soudage laser , ce qui a engendré des problèmes d'assemblage et un risque de retard dans le projet de nouveau véhicule . Le client a testé des échantillons de trois fournisseurs différents, mais aucun n'a pu produire de pièces répondant simultanément aux deux exigences.
Solution de fabrication LS
L'équipe d'ingénierie de projet flexible de LS Manufacturing, dès réception des dessins 3D STEP du client, a préparé un rapport DFM détaillé dans les 24 heures , tirant le meilleur parti de nos avantages en matière de R&D dans le cintrage sur mesure de l'acier inoxydable et de notre vaste expérience dans la mise en œuvre de projets de cintrage complexes.
- Notre première étape a consisté à simuler l'écoulement plastique de l'acier inoxydable 304L à l'état écroui par analyse par éléments finis. Nous avons identifié trois zones potentielles de fissuration et optimisé le rayon de courbure local.
- Nous avons résolu le problème du retour élastique angulaire de la production de masse en installant un système intelligent de mesure d'angle laser en ligne et un système de contrôle en boucle fermée de compensation de déflexion hydraulique en temps réel sur un centre de pliage CNC à 8 axes dans notre usine ; il peut corriger automatiquement les écarts de retour élastique pour chaque pliage.
- Concernant le problème des interférences lors des transitions multiplanaires, nous avons fabriqué une matrice supérieure de serrage à changement rapide segmentée spéciale en matériau Cr12MoV, et l'avons combinée avec un processus de support de mandrin interne flexible et à fort amortissement pour éviter le rétrécissement dans le tube à paroi mince, éliminant ainsi complètement le risque de plissement et de microfissures aux joints de grains causées par les variations de laminage.
Résultats et valeur
Finalement, conformément au système de gestion de la qualité automobile IATF 16949, LS Manufacturing a livré le premier lot de prototypes de haute précision en 5 jours ouvrables . Les composants cintrés en acier inoxydable 304/316L fournis ont fait l'objet d'une numérisation 3D par nuage de points et d'une comparaison à l'aide d'une machine à mesurer tridimensionnelle. Le résultat : l'écart absolu de tous les points de cintrage tridimensionnels était inférieur à 0,15 mm, le taux de maintien de l'épaisseur de la paroi du tube était de 93,5 % et toutes les unités étaient étanches, ayant passé avec succès le test de pression et l'expérience de turbulence du liquide.
Impressionné par notre compétence technique, le client a passé une commande de production annuelle immédiate de 50 000 unités et nous a également confié la fabrication exclusive de plusieurs projets de cintrage, notamment des barres antiroulis de châssis, réalisant ainsi un approvisionnement intégré . Ceci confirme également l’adaptabilité de notre service de cintrage de précision en acier inoxydable au secteur automobile haut de gamme.
Si vous avez également des projets de pliage complexes similaires nécessitant des solutions, veuillez télécharger vos dessins CAO 3D, et nous vous fournirons une solution personnalisée et un devis précis dans les 24 heures.

FAQ
Q1 : En tant que fabricant de pièces pliées en acier inoxydable sur mesure, quel est le délai de livraison typique pour le prototypage sur mesure de pièces pliées multiplanaires de forme irrégulière ?
En ce qui concerne les prototypes complexes de formes irrégulières, pliés sur plusieurs plans en acier inoxydable 304/316L ou le prototypage rapide standard à grand volume à 90°, LS Manufacturing peut généralement réaliser la personnalisation des moules de profil non standard et livrer le premier lot de prototypes en 5 à 7 jours ouvrables après l'examen du dessin DFM.
Q2 : Comment LS Manufacturing contrôle-t-elle le taux de réduction minimal de l'épaisseur de paroi des pièces pliées lors de la fourniture de services de pliage de précision en acier inoxydable ?
En utilisant des calculs de simulation numérique experts pour distribuer efficacement le coefficient de couche neutre de flexion et en fusionnant avec une méthode de support interne de mandrin multisection à haute pression interne , nous parvenons à contrôler le taux de réduction d'épaisseur de paroi sur le côté extérieur des pièces pliées en 316L à ≤ 10 %.
Q3 : En tant que fournisseur de composants pliés 304/316L, quelle est la quantité minimale de commande pour les commandes en gros ?
En tant qu'usine de fabrication B2B polyvalente, LS Manufacturing n'impose aucune quantité minimale de commande . Que votre demande porte sur 1 à 10 pièces de pliage de précision pour des prototypes de R&D ou sur plus de 10 000 pièces de pliage standard à 90° pour la production en série, nous sommes toujours prêts à vous fournir un support technique complet avec le même niveau de précision.
Q4 : Votre procédé de pliage de tôles d'acier inoxydable peut-il permettre d'obtenir la finition de surface sans rayures exigée par les industries médicale et alimentaire ?
Tout à fait. Nous appliquons un film protecteur anti-rayures en téflon sur la surface de la matrice de pliage ou utilisons une matrice spéciale en nylon. Avant l'expédition de nos produits, nous procédons à un nettoyage par ultrasons et à une passivation à l'acide nitrique concentré afin de garantir que les surfaces des produits finis soient exemptes d'empreintes de matrice et de toute contamination ferreuse.
Q5 : Comment votre entreprise gère-t-elle la protection de la propriété intellectuelle pour les projets de pièces pliées irrégulières sensibles à la conception ?
LS Manufacturing respecte scrupuleusement les normes internationales de protection de la propriété intellectuelle, a signé des accords de confidentialité formels et conserve tous les dessins 3D STEP de ses clients sur des serveurs cryptés distincts. De plus, le site de production est soumis à un contrôle d'accès complet et continu ainsi qu'à une isolation des codes de processus.
Q6 : Pourquoi des différences d'angle se produisent-elles entre différents lots de pliage sur mesure d'acier inoxydable, et comment votre entreprise résout-elle ce problème ?
Cela est principalement dû aux variations de la limite d'élasticité et des contraintes résiduelles des matières premières en acier inoxydable d'un lot à l'autre. Grâce à un système de mesure et de contrôle d'angle laser en temps réel intégré à la cintreuse, nous ajustons automatiquement chaque passe lors du processus de formage afin d'éliminer complètement les différences de dureté du matériau .
Q7 : Quelles sont les normes internationales auxquelles votre service lié aux systèmes haute pression est conforme en tant que fournisseur de composants pliés 304/316L ?
Nous respectons les exigences de la norme ASME B31.3 relative à la tuyauterie industrielle pour nos opérations de cintrage et de contrôle qualité, ainsi que les spécifications de la norme ASTM A269 pour les tubes de précision. Par ailleurs, nous sommes certifiés ISO 13485 pour les dispositifs médicaux. De plus, nous proposons une personnalisation complète (100 %) des réservoirs sous pression et des composants de systèmes fluidiques haut de gamme.
Q8 : Comment puis-je obtenir un devis fiable pour votre service de cintrage d'acier inoxydable en 24 heures ?
Il vous suffit d'envoyer vos modèles CAO 3D , accompagnés des tolérances détaillées, via notre formulaire de demande de renseignements officiel. Précisez-nous s'il s'agit d'une pièce structurelle standard à 90° ou d'un pli multiplan. Notre ingénieur projet expérimenté vous fournira un devis visuel, incluant une analyse de fabricabilité (DFM), sous 24 heures.
Résumé
Le pliage de précision de l'acier inoxydable 304/316L, qu'il s'agisse d'un simple pli en V à 90° ou d'une pièce complexe tridimensionnelle à plans irréguliers, repose en grande partie sur une parfaite maîtrise des contraintes physiques du matériau et des équipements de traitement numérique . Outre le pliage standard, qui témoigne de la précision de la distribution et des capacités de protection des surfaces de la ligne de production, les pièces de formes irrégulières révèlent les compétences du fournisseur en matière de simulation par éléments finis et de développement de moules non standard.
Grâce aux services de pliage de précision hautement adaptables de LS Manufacturing, les clients peuvent pallier les faiblesses des usines OEM traditionnelles qui ne produisent que de grandes séries ou des prototypes. L'utilisation de mesures d'angle précises et de la compensation de la déformation pour chaque produit garantit à votre chaîne d'approvisionnement une longueur d'avance en termes de coûts, de qualité et de délais de livraison .
Avez-vous rencontré des problèmes d'instabilité angulaire, de multiples indentations en surface ou de dépassements de tolérance lors de pliages irréguliers dans vos projets de pliage d'acier inoxydable ? Ne laissez pas des ateliers de tôlerie aux ressources techniques limitées freiner votre développement. Contactez dès maintenant notre équipe d'experts en ingénierie B2B, téléchargez vos dessins CAO 3D et nous vous proposerons des solutions d'optimisation de la conception pour la fabrication ainsi qu'un devis de production en série à plusieurs niveaux sous 24 heures seulement.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


