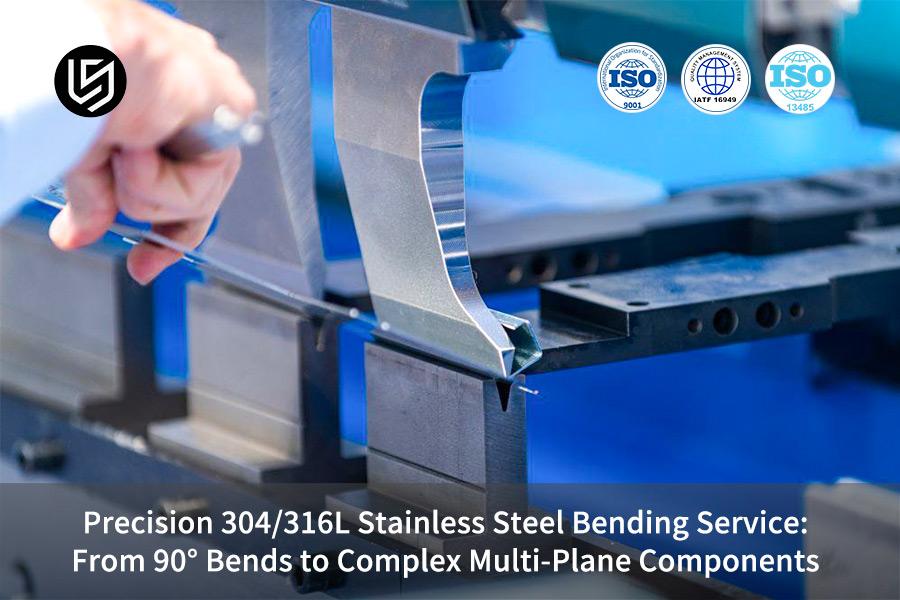
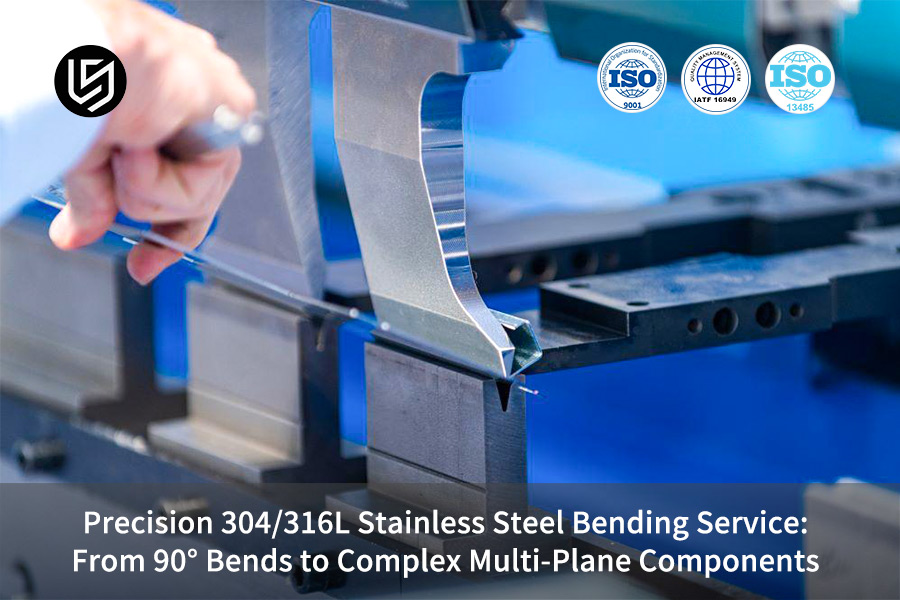
Stainless steel bending service is a highly accurate metal forming service that caters to the automotive, medical, and high-end industrial fluid sectors. It effectively addresses two main issues: the lack of consistent accuracy in high volume standard bending and the exceeding of tolerance limits by bent parts with irregular shapes. This service is able to produce high volume standard 90° bends efficiently while also accurately forming multi-planar irregular parts with a ±0.3° tolerance. This is achieved by using 304/316L stainless steel as the main material for processing, hydraulic deflection compensation combined with closed loop control system, and finite element simulation technology.
The stainless steel bending service is a turnkey solution from R&D prototype to mass production, allowing buyers and engineers to steer clear of typical quality risks such as angle dispersion, surface scratches, and corner cracking.
Stainless Steel Bending Service Core Delivery Indicators Comparison
| Evaluation Dimensions | Standard 90° Bending Mass Production Performance | Multi-planar Irregular Bending Performance | Industry-Common Benchmark Level |
| Angle Forming Tolerance | ±0.3° | ±0.3° | ±0.8°~±1.5° |
| Surface Roughness | Ra 1.6 μm | Ra 0.8 μm | Ra 3.2 μm~Ra 6.3 μm |
| Minimum Inner Bending Radius | 1.5 times plate thickness | 1.2 times plate thickness | 2.0 times plate thickness |
| Single-blade Processing Cycle Time | 1.5 seconds | 4.2 seconds | 3 seconds~8 seconds |
| Maximum Wall Thickness Reduction Rate | ≤6% | ≤8%, | ≤12%~≤15% |
Key Takeaways:
- Cost control in normal 90° bending mainly depends on the uninterrupted operation of fully automated robotic cells and the use of Teflon anti-scratch molds.
- Why limiting the accuracy of multi-planar freeform-shaped parts is the cumulative tolerance in three-dimensional space. So, an 8 axis CNC robot is required to carry out the continuous forming at different angles in one clamping operation.
- The minimum inner radius of 304/316L bends should not be smaller than 1.5 times the thickness of the plate, regardless of whether the bends are simple or complex. Also, online CNC angle measurement feedback should be implemented to completely eliminate variations in material hardness from batch to batch.
Why Trust LS Manufacturing's Full Range Of Stainless Steel Bending Services For Bending Solutions?
Stainless steel bending service from LS Manufacturing ensures a mass-production-verified process system and compliance qualifications. So, it can cater to bending needs in all situations and become a reliable partner for high-end manufacturing projects.
Our engineering team, drawing on our hands-on experience gained during the new energy vehicle liquid cooling pipe project, carried out springback feature tests for different batches of 304L material for three months and collected a total of 1200 bending data sets. We also created a specialized material database that contains 527 hardness parameter sets. Our process system is aligned with the requirements of the automotive quality management system IATF 16949:2016 by including traceable quality control points at every stage of mass production.
In case of high-end fluid and medical applications, our bending method is in strict compliance with aseptic working standards, while the control of iron ion contamination is maintained at every step from raw material to finished product delivery. The design and validation of related products are carried out exactly following ASME B31.3 process piping standards and may be directly implemented in high-pressure fluid systems. We don't count on manual experience as a controller of quality, but universalize precision requirements digitally for each process to reduce our clients' supply chain volatility risks.
If you are evaluating the overall capabilities of a bending supplier, please contact our engineering team to obtain a complete process white paper for in-depth understanding of the details of end-to-end quality control.

Why Do Standard 90 Degree Angles Demanded by Procurement Require High Precision Stainless Bending Service Control?
Standard 90° bending batch consistency has a big impact on the efficiency of assembly after the factory release. Precision stainless bending service is needed to regulate the angle dispersion to prevent welding misalignment and seal failure issues.
Why Springback Islanding Effect in Mass Production
In mass production, even minor fluctuations in material properties can be amplified into quality problems. This is the most common control challenge in the metal bending process, and the core influencing factors include three points:
- Changes in material characteristics: 304/316L stainless steel is characterized by an elongation rate of 40%, and the hardness fluctuation range between different rolling batches can be as high as 10%.
- Traditional processes-related defects: The usual bending machines employ fixed V-dies and constant pressure, which do not accommodate the material differences of each batch.
- Amplification of accumulated deviation: Tiny deviations during a single bending operation, which may seem negligible, can result in overall dimensional deviations for the parts after multiple operations.
This is an industry-wide pain point when it comes to conventional stainless steel bending service.
Dynamic Tonnage Control Precision Assurance Mechanism
LS Manufacturing offers a microsecond-level dynamic tonnage adjustment approach for the standard bending mass production scenario. Because of relying on mature precision bending technology, it will be able to guarantee angular consistency from the very beginning:
- The machinery features a 100-150 ton servo pressure system that can modify the bending pressure on the fly following the material hardness.
- The first piece is angle-measured before each batch is put online, and then the pressure compensation parameters are automatically matched.
- Sampling and re-inspection are carried out during production, and the angle dispersion rate is kept within ±0.3°, a level that is way beyond the industry standard.
This control system guarantees that different 304/316L bent components enjoy stable forming accuracy when being manufactured in large quantities.

Figure 1: A technician operates a CNC press brake to form precise 90-degree angles in stainless steel.
How to Balance Material Springback Variance Across Both Simple and Irregular Bent Parts Production?
Stainless steel bending springback is a natural property of the material. Whether we are dealing with a straightforward component or irregular bent parts, the springback discrepancy can be managed by using both a mechanical model and hydraulic compensation together.
Essential Parameters Affecting Springback
Springback varies with the mechanical properties and bending parameters of the material. It is the main regulation parameter in the stainless sheet metal bending process and the major object of study in springback bending control. The relationship is outlined in this table:
Table of Parameters Influencing Springback of 304/316L Series Stainless Steel
| Material Grade | Elastic Modulus (GPa) | Yield Strength (MPa) | Common Bending Radius | Springback Range (°) |
| 304 | 193 | 205 | 1.5 times plate thickness | 2.0~3.5 |
| 316L | 193 | 170 | 1.5 times plate thickness | 2.5~4.0 |
| 304L | 193 | 170 | 1.2 times plate thickness | 2.2~3.8 |
Way of Implementation of Dynamic Deflection Compensation
LS Manufacturing Having a mechanical lower die dynamic deflection compensation system in the production line can give the ability of making live correction by simply feeding the CNC system the springback calculation results:
- The system gets the material mechanical parameters in advance and calculates the springback compensation amount for each bend using formulas.
- A hydraulic mechanism adjusts the lower die curvature in real-time during the bending operation to neutralize the deflection deformation of the equipment.
- To make high-volume bending of thin sheets possible, a secondary pressure holding operation is carried out to satisfy the precision requirements of high-volume bending production and stabilize the forming angle even more.
This compensation system is central hardware that supports enhancing the overall precision and stability of stainless steel bending service.
What Advanced Machine Capabilities Differentiate a Common Sheet Shop From a Custom Stainless Steel Bending Manufacturer?
The main factor that separates regular sheet metal factories from custom stainless steel bending manufacturer is the capacity of their machinery to perform multi-planar spatial bending without interference, and at the same time, keep batch processing efficiency.
Disadvantages of Old Bending Machines
Basic three-point bending tools are only capable of performing a single bending operation on one plane which limits tremendously the possibility to achieve multiple complex bendings in the same work piece:
- Very limited operational ability: Only within one bending plane. Reaction of parts when attempting to perform second and third spatially intersecting bendings cause the physical interference and is this way not possible.
- Very inefficient changes: To switch between different bending angles, users have to replace the entire set of dies. It takes more than half an hour per change.
- Reliance on manual skills for accuracy: Angle changes are done using operator's experience, so it is quite hard to ensure the same results with different batches.
This type of equipment is not at all suitable for the increasingly demanding orders in custom stainless steel bending.
Main Benefits of Multi-Axis Bending Centers
Having a professional multi axis bending system, together with a patented quick-change, non-marking mold system, LS Manufacturing has managed to meet the requirements of both efficiency and accuracy. Following is the comparison of equipment capabilities:
Comparison of Core Capabilities of Different Bending Equipment
| Equipment Type | Number of Control Axes | Single Mold Change Time | Processable Bending Dimensions | Single-Cut Processing Cycle |
| Standard Three-Point Bending Machine | 3 Axes | Over 30 minutes | Single Plane | 3~5 seconds |
| Standard Servo CNC Bending Machine | 4~6 Axes | 10~15 minutes | Dual Planes | 2~3 seconds |
| 8-Axis Linked Robotic Bending Center | 8 Axes | Under 8 seconds | Multi-Space Plane | 1.5~4.2 seconds |
This configuration of equipment is the very basis of capability for providing top-notch precision stainless bending services.
Besides this equipment is capable of processing huge amounts of standard 90° orders at a very fast rate of 1.5 seconds/cut, it also effortlessly switches to precision forming of complex spatial geometries, enabling the customers to meet all of their bending requirements with a single supply chain.
If you have a complex, irregularly shaped bending project and are worried that your equipment is not capable of processing it, you can send us your 3D drawings. We will conduct a process feasibility assessment for you free of charge and verify the implementation effect of custom stainless steel bending.

Figure 2: Stainless steel profiles with intricate channels and irregular multi-plane bends.
How to Prevent Structural Wrinkling and Sectional Distortion in High Difficulty 304/316L Bent Components?
High-difficulty 304/316L bent components are susceptible to issues like wrinkling and cross-sectional distortion during bending. To successfully remove these defects, one needs to rely on highly accurate internal mandrels coupled with an exact match in clamping force.
Failure Mechanisms in Bending Forming
Microscopic plastic slippage in the material happens during the formation of very dense irregular-shaped bent parts or when bending thick plates under high stress. Ordinary tube bending methods have difficulty in preventing this issue, which results in two main types of failures:
- Internal Wrinkling: This happens due to the formation of tangential compressive stress in the material, which is at the inner side of the bend. Since the extra material cannot flow, it results in derisive wrinkling.
- Cross-sectional Distortion: If a tubular part is not supported internally, it will suffer going through bending and the cross-section will be transformed at bending area from a circle to an ellipse (i.e. a loss of roundness).
Risk of such failure is Especially higher in structurally complex irregular bent parts.
Exact Control Solution for Process Parameters
LS Manufacturing has implemented a set of standardized parameter controls designed to be exact for fluid-grade precision bending situations. The primary focus of this system is to guarantee high-quality bending with precision and get rid of failures caused by the process:
- Clamping force is rigorously controlled within the 15-20 Bar bracket to make certain that the material does not slip, avoiding excessive pressure that would result in the buildup of the internal material.
- Inside the pipe bending process, either flexible multi-section mandrels or high-pressure fluid-filled supports are used so that the roundness of the bending channel exceeds 95%.
- Before bending thick plates, the neutral layer offset is taken into consideration so that the correct bending speed and holding time are reached.
This parameter system that is standardized remains the basic execution platform for our custom stainless steel bending operations carried out to meet customer requirements.

Figure 3: Three seamless 90-degree bent angles in polished 304 stainless steel showing clean edges.
Which Material Feeding and Layout Strategies Eliminate Surface Cracking During Stainless Sheet Metal Bending?
During the stainless sheet metal bending process, bending cracks originate from grain orientation and stress concentration. Optimizing the layout and pre-treatment of the cut can eliminate potential problems from the source.
The Rolling Fiber Direction and Its Effect
Fiber textures developed during rolling process are the characteristics of stainless steel sheets. The angle between the bending direction and the fiber direction is the factor that determines the crack resistance of the sheet bending method:
- The material's tensile strength goes down by nearly 20% when the bending line is parallel to the fiber direction. Also, the outer side of the bend is very likely to become the location of the intergranular cracks.
- With the bending line perpendicular to the fiber direction, the tensile strength of the material is at its maximum, and the crack resistance is at the best level.
- When parts have multiple bends, it is necessary to make a layout plan for the whole. The main requirement is to make sure that bending positions with high stress are perpendicular to the fiber direction.
Layout detail considerations are a sign that the factory is distinguishing itself from being an ordinary sheet metal factory and turning into a professional custom stainless steel bending manufacturer.
LS Manufacturing's proprietary nesting principles, taking into account the bending angle distribution of parts, not only compute optimal sheet metal utilization but also the crack resistance scheme leading to a reduction in cracking risk over 60% compared to the use of usual nesting methods.
Solution for Crack Prevention Using Cut Edge Pre-treatment
Laser cutting of the edges results in heat-affected zones with microscopic burrs and stress concentration points, which are susceptible to crack initiation during bending and greatly deteriorate crack-resistant bending performance:
- The sheet metal edges are first mechanically chamfered and polished at a surface roughness of Ra 0.8μm level to remove stress concentration sources before bending.
- Cut surface is free of the oxide layer and slag so that nothing there can readily scratch the sheet surface during bending.
- Parts made of thick sheets receive additional edge stress relief treatment to lower cracking risk even more.
We have implemented, among many other quality control measures, this advanced pre-treatment step, which sets us apart as a professional 304/316L bent components supplier.
If your thick plate bending projects have repeatedly encountered surface cracking issues, you can contact us to obtain a customized layout optimization solution to effectively improve the pass rate and structural strength of stainless sheet metal bending products.

Figure 4: Collage of stainless steel forming: large-radius curves and grooved channels.
How Does LS Manufacturing Ensure Perfect Surface Protection for Medical and Food Grade Stainless Steel Bending Service?
Medical and food-grade stainless steel bending service requires no scratches and no iron contamination. Specialized molds and cleanroom management can meet sterile and corrosion-resistant standards.
Standards for Establishing an Iron-Free Production Environment
When bending with ordinary steel molds, a trace amount of free iron is left on the surface of parts, which can quickly cause intergranular corrosion. This is one of the biggest concerns that high-end precision stainless bending service must resolve to meet medical bending standards. This is a comparison of the effects of different protection solutions:
Comparison of Stainless Steel Bending Surface Protection Solutions
| Protection Solution | Scratch Resistance | Iron Contamination Resistance | Applicable Scenarios | Cost Increase Per Piece |
| Ordinary Steel Molds | Very Low | None | Industrial Structural Parts | 0% |
| Teflon Coated Molds | High | Medium | Aesthetic Appearance Parts | 3%~5% |
| Custom Nylon Molds | Very High | High | Food Grade, Conventional Medical Parts | 8%~12% |
| Full- Process Dust-Free Protection Solution | Very High | Very High | Implantable Medical, High-Purity Fluid Parts | 15%~20% |
Finished Product Passivation and Testing Process
All finished medical and food-grade bent products are processed and tested as standards, to strictly guarantee high-purity bending quality:
- The finished items are subjected to ultrasonic cleaning and passivation treatment with high-concentration nitric acid to completely remove surface free iron.
- 100% color penetration testing is done to identify microscopic scratches and dark cracks.
- Iron ion content test report is given for each batch of products to confirm they meet the standards of food and medical grade.
A comprehensive testing and traceability system is a fundamental capability that qualified 304/316L bent components supplier must possess.
Why Is LS Manufacturing the Definitive 304/316L Bent Components Supplier Satisfying Both Mass Production and Prototype Projects?
LS Manufacturing, a 304/316L bent component supplier, not only supports mass production but also prototyping projects. It operate a flexible production model that covers the entire project lifecycle.
Limitations of Traditional Supply Chains
Usually, industrial contract manufacturers have polarized business models. In fact, this polarization makes it very challenging for them to provide end-to-end bending solutions and fulfill customers' full lifecycle needs.
- Mass production factories handle only simple orders of tens of thousands of units or more, so they have long lead times and high prices for prototype development.
- Prototyping factories often use manual labor or simple equipment, resulting in low precision and instability. Also, they are not able to process bulk orders.
- When customers switch suppliers, they must spend time reconfiguring their processes, increasing project cycles and quality risks.
Such polarization of business models means that most custom stainless steel bending manufacturer will not be able to complete the entire project lifecycle.
Benefits of Full Lifecycle Adaptability of Flexible Production Lines
LS Manufacturing has constructed a professional flexible bending production system that can easily accommodate project requirements at different stages:
- At the R&D Stage: DFM report are generated within 24 hours of receiving drawings, and the first sample is delivered in 5-7 days.
- At the Pilot Production Stage: Production schedules can be flexibly adjusted, as the company supports small-batch, multi-batch iterative verification.
- At the Mass Production Stage: Fully automated processing units are utilized to guarantee delivery efficiency and cost advantages.
We are capable of providing services at all stages, equipping our stainless steel bending service to accommodate the different project rhythms of our clients.
Case Study: How LS Manufacturing Optimized a Multi-Plane 304L Stainless Steel Liquid-Cooling Pipe for an EV Battery Thermal Management System?
By addressing the issue of multi-planar bending of liquid cooling pipes for new energy vehicles, we managed to reduce delivery time really by resolving micro cracks and tolerance violations through simulation optimization and process upgrades.
Client Challenges
The client was working on a thermal management system for battery packs of electric vehicles with high energy densities. The main feature of the system is the use of a 22mm diameter 1.2mm wall thickness 304L stainless steel irregular multi-planar bent pipe, which is the typical case for irregular bent parts. The fitting has six regular 90° bends and three cross-plane irregular bends. The customer demands that the thinning rate on the outer side of the bends should be 8%, while the geometric tolerance of the three-dimensional endpoints should be locked within ±0.3mm.
Mass production caused material hardness fluctuations, which led to inconsistent angle springback. Parts provided by the previous supplier did not fit the laser welding fixture, causing assembly interference and new vehicle project delay risk. Customer tested three different supplier samples and none of the suppliers produced parts that could meet both requirements at the same time.
LS Manufacturing Solution
LS Manufacturing flexible project engineering team upon receipt of 3D STEP drawings from the customer, prepared a detailed DFM report within 24 hours, making the most of our R&D advantages in custom stainless steel bending and our wide experience in implementing complex bending projects.
- Our first step was to perform simulation of the plastic flow of 304L in a work-hardened state by finite element analysis. We pinpointed three potential cracking locations and optimized the local bending radius.
- We addressed the angular springback problem of mass production by installing an intelligent online laser angle measuring system and real-time hydraulic deflection compensation closed-loop control system on an 8 axis CNC bending center at our facility, it can automatically correct springback deviations for every bend.
- As for the problem of the interference during multi-plane transitions, we made a special segmented quick-change clamping upper die of Cr12MoV material, and combined it with a flexible, high-damping inner mandrel support process to prevent shrinkage in the thin-walled tube, so completely eliminating the risk of wrinkling and grain boundary microcracks caused by rolling variations.
Results and Value
At last, based on the IATF 16949 automotive quality management system, LS Manufacturing handed over the initial batch of highly accurate prototypes in 5 working days. The 304/316L bent components supplied went through 3D point cloud scanning and comparison using a coordinate measuring machine. The result was that the absolute deviation of all three-dimensional bending points was held within 0.15mm, the tube wall retention rate was 93.5%, and all of the units were airtight as passing the pressure test and were also able to pass the liquid turbulence experiment.
Impressed by our technical competence, the customer gave an immediate annual production order for 50,000 units and also gave us the responsibility of exclusive manufacturing of several bending projects, including chassis anti-roll bars, achieving a one-stop procurement loop.This also validates the adaptability of our precision stainless bending service in the high-end automotive sector.
If you also have similar challenging bending projects that require solutions, please upload your 3D CAD drawings, and we will provide you with a customized solution and accurate quote within 24 hours.

FAQs
Q1: As a custom stainless steel bending manufacturer, what is the typical lead time for custom prototyping of multi-planar irregularly shaped bent parts?
When it comes to complicated 304/316L multi-planar irregularly shaped bent prototypes or standard large-volume 90° fast prototyping, LS Manufacturing generally can finish the customization of non-standard profile molds and handing over the first batch of prototypes in 5 to 7 business days after the DFM drawing review.
Q2: How does LS Manufacturing control the minimum wall thickness reduction rate of bent parts during the provision of precision stainless bending services?
By employing expert numerical simulation calculations to effectively distribute the bending neutral layer coefficient and merging with a high internal pressure multi-section mandrel internal support method, we manage to control the wall thickness reduction rate on the outer side of 316L bent parts to be ≤ 10%.
Q3: As a supplier of 304/316L bent components, what is the minimum order quantity for bulk orders?
Since we are a versatile B2B manufacturing plant, we at LS Manufacturing do not keep any rigid minimum order quantity requirements. Whether your request is 1-10 pieces of precision bending for R&D prototypes or more than 10,000 pieces of industrial standard 90 bending for mass production, we are always ready to provide a complete technical support at the same level of precision.
Q4: Can your stainless sheet metal bending process achieve the zero-scratch surface finish required by the medical and food industries?
We do in fact. We put Teflon anti-scratch protective film on the bending die surface or practically use special nylon die. Before dispatching our products from the factory we do ultrasonic cleaning and high-concentration nitric acid passivation which is dedicated to ensuring that finished product surfaces have no die indentations and are free iron contamination.
Q5: How does your company handle intellectual property protection for design-sensitive irregular bent parts projects?
LS Manufacturing complies strictly with international IP protection standards, has signed formal NDA agreements, and keeps all clients' 3D STEP drawings on separate encrypted servers. And, the production site is subject to comprehensive and seamless access control and process code isolation.
Q6: Why do angle differences occur between different batches of custom stainless steel bending, and how does your company address this issue?
This is mainly due to variations in the yield strength and residual stress of stainless steel raw materials from one batch to another. Equipped with a real-time laser angle measurement and control system built into the bending machine, we use the system to automatically adjust each pass during the forming process to completely eliminate the differences in material hardness.
Q7: What are the international standards that your high-pressure system-related service complies with as a supplier of 304/316L bent components?
We adhere to the requirements of ASME B31.3 process piping for our bending operation and quality checking as well as the ASTM A269 precision tubing specifications. At the same time, we have obtained the ISO 13485 medical device quality system certification. Besides, we carry out total (100%) customization of high-end pressure vessels and fluid system components.
Q8: How do I get a reliable price estimate for your stainless steel bending service in 24 hours?
Just send your 3D CAD models, with detailed tolerance requirements, to our official inquiry channel and tell us if you need to machine a standard 90° structural part or a multi-plane bend. Our experienced project engineer will get you a visual quotation, including DFM review, within a day.
Summary
Precision stainless steel 304/316L bending, be it a simple 90° V-shape or a complicated 3-dimensional irregular multi-plane part, depends a lot on the close combination of material physical constraints and digital process equipment. Besides standard bending which indicates the production line's precision dispersion and surface protection capabilities, irregularly shaped parts reveal the supplier's finite element simulation and non-standard mold development capacities.
With LS Manufacturing's highly adaptable precision bending services, clients can overcome the weaknesses of conventional OEM factories that only produce either large quantities or prototypes. Through the use of precision angle measurement and deflection compensation in every product, your supply chain will always stay one step ahead for cost, quality, and delivery time.
Have you experienced angle instability in your stainless steel bending project, multiple surface indentations, or tolerance overruns in irregular bends? Do not let sheet metal factories with limited technical resources hinder your development. Reach out to our experienced B2B engineering expert team now, upload your 3D CAD part drawings, and we will come up with manufacturability design optimization suggestions and tiered mass production quotation within just 24 hours.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


