O serviço de dobra de aço inoxidável é um serviço de conformação de metais de alta precisão que atende aos setores automotivo, médico e de fluidos industriais de alta tecnologia. Ele resolve com eficácia dois problemas principais: a falta de precisão consistente na dobra padrão em alto volume e a ultrapassagem dos limites de tolerância em peças dobradas com formatos irregulares. Este serviço é capaz de produzir dobras padrão de 90° em alto volume com eficiência, além de conformar com precisão peças irregulares multiplanares com uma tolerância de ±0,3° . Isso é possível graças ao uso de aço inoxidável 304/316L como principal material de processamento, compensação hidráulica de deflexão combinada com sistema de controle em circuito fechado e tecnologia de simulação por elementos finitos.
O serviço de dobra de aço inoxidável é uma solução completa, desde a prototipagem em P&D até a produção em massa, permitindo que compradores e engenheiros evitem riscos de qualidade típicos, como dispersão de ângulos, arranhões na superfície e rachaduras nos cantos .
Comparação de indicadores de entrega de núcleos para serviços de dobra de aço inoxidável
| Dimensões de avaliação | Desempenho de produção em massa com dobra padrão de 90° | Desempenho de flexão irregular multiplanar | Nível de referência comum do setor |
| Tolerância de conformação de ângulo | ±0,3° | ±0,3° | ±0,8°~±1,5° |
| Rugosidade da superfície | Ra 1,6 μm | Ra 0,8 μm | Ra 3,2 μm~Ra 6,3 μm |
| Raio de curvatura interno mínimo | 1,5 vezes a espessura da placa | 1,2 vezes a espessura da placa | 2,0 vezes a espessura da placa |
| Tempo do ciclo de processamento de lâmina única | 1,5 segundos | 4,2 segundos | 3 segundos ~ 8 segundos |
| Taxa máxima de redução da espessura da parede | ≤6% | ≤8%, | ≤12%~≤15% |
Principais conclusões:
- O controle de custos na dobra normal de 90° depende principalmente da operação ininterrupta de células robotizadas totalmente automatizadas e da utilização de moldes antirriscos de Teflon.
- A tolerância cumulativa no espaço tridimensional limita a precisão de peças com formas livres em múltiplos planos. Por isso, um robô CNC de 8 eixos é necessário para realizar a conformação contínua em diferentes ângulos em uma única operação de fixação .
- O raio interno mínimo das dobras em aço inoxidável 304/316L não deve ser inferior a 1,5 vezes a espessura da chapa, independentemente de as dobras serem simples ou complexas. Além disso, deve ser implementado um sistema de medição de ângulo CNC em tempo real para eliminar completamente as variações na dureza do material entre lotes.
Por que confiar na gama completa de serviços de dobra de aço inoxidável da LS Manufacturing para suas soluções de dobra?
O serviço de dobra de aço inoxidável da LS Manufacturing garante um sistema de processo verificado para produção em massa e qualificações de conformidade . Assim, ela pode atender às necessidades de dobra em todas as situações e se tornar uma parceira confiável para projetos de fabricação de alta tecnologia.
Nossa equipe de engenharia, com base na experiência prática adquirida durante o projeto de tubulação de refrigeração líquida para veículos de nova energia, realizou testes de retorno elástico em diferentes lotes de aço inoxidável 304L durante três meses e coletou um total de 1200 conjuntos de dados de flexão . Também criamos um banco de dados especializado para o material, contendo 527 conjuntos de parâmetros de dureza. Nosso sistema de processo está alinhado com os requisitos do sistema de gestão da qualidade automotiva IATF 16949:2016 , incluindo pontos de controle de qualidade rastreáveis em cada etapa da produção em massa .
Em aplicações médicas e de fluidos de alta precisão, nosso método de curvatura está em estrita conformidade com os padrões de trabalho asséptico, enquanto o controle da contaminação por íons de ferro é mantido em todas as etapas, desde a matéria-prima até a entrega do produto final . O projeto e a validação dos produtos relacionados são realizados seguindo rigorosamente as normas ASME B31.3 para tubulações de processo e podem ser implementados diretamente em sistemas de fluidos de alta pressão. Não nos baseamos na experiência manual como controlador de qualidade, mas universalizamos digitalmente os requisitos de precisão para cada processo , reduzindo os riscos de volatilidade na cadeia de suprimentos de nossos clientes.
Se você estiver avaliando as capacidades gerais de um fornecedor de dobra, entre em contato com nossa equipe de engenharia para obter um relatório técnico completo sobre o processo e compreender em detalhes o controle de qualidade de ponta a ponta.

Por que os ângulos padrão de 90 graus exigidos pelo setor de compras requerem um controle de serviço de dobra de aço inoxidável de alta precisão?
A consistência do lote de dobra padrão de 90° tem um grande impacto na eficiência da montagem após a liberação da fábrica. O serviço de dobra de aço inoxidável de precisão é necessário para regular a dispersão do ângulo e evitar problemas de desalinhamento da soldagem e falhas na vedação.
Por que o efeito de ilhamento por retorno elástico ocorre na produção em massa?
Na produção em massa, até mesmo pequenas flutuações nas propriedades do material podem se amplificar e causar problemas de qualidade. Este é o desafio de controle mais comum no processo de curvatura de metais , e os principais fatores que o influenciam incluem três pontos:
- Alterações nas características do material: o aço inoxidável 304/316L é caracterizado por uma taxa de alongamento de 40%, e a variação de dureza entre diferentes lotes de laminação pode chegar a 10%.
- Defeitos tradicionais relacionados aos processos: As máquinas de dobra usuais empregam matrizes em V fixas e pressão constante , que não levam em consideração as diferenças de material de cada lote.
- Amplificação do desvio acumulado: Pequenos desvios durante uma única operação de dobra, que podem parecer insignificantes, podem resultar em desvios dimensionais gerais para as peças após múltiplas operações.
Este é um problema comum em toda a indústria quando se trata de serviços convencionais de dobra de aço inoxidável.
Mecanismo de garantia de precisão para controle dinâmico de tonelagem
A LS Manufacturing oferece uma abordagem de ajuste dinâmico de tonelagem em nível de microssegundos para o cenário de produção em massa de dobra padrão. Graças à sua tecnologia consolidada de dobra de precisão , ela garante consistência angular desde o início.
- O equipamento possui um sistema de servopressão de 100 a 150 toneladas que pode modificar a pressão de dobra em tempo real, de acordo com a dureza do material.
- A primeira peça tem seu ângulo medido antes de cada lote ser colocado em operação, e então os parâmetros de compensação de pressão são ajustados automaticamente.
- A amostragem e a reinspeção são realizadas durante a produção, e a taxa de dispersão angular é mantida dentro de ±0,3° , um nível muito superior ao padrão da indústria.
Este sistema de controle garante que diferentes componentes dobrados em aço inoxidável 304/316L apresentem precisão de conformação estável mesmo quando fabricados em grandes quantidades.

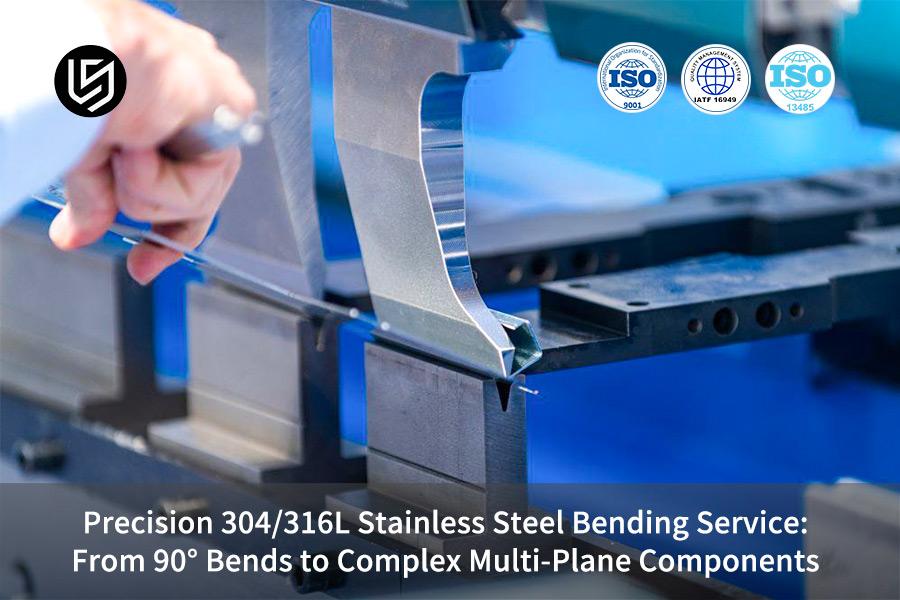
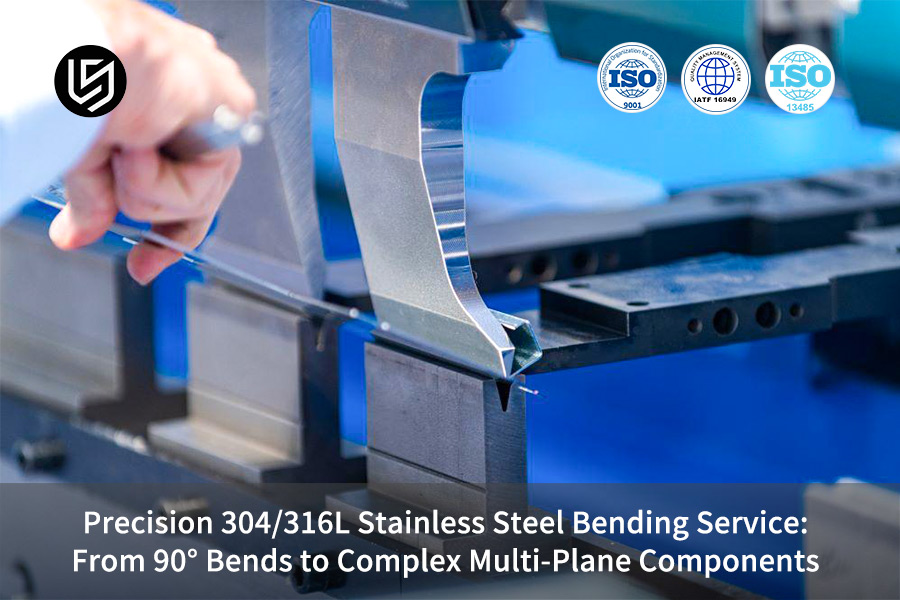
Figura 1: Um técnico opera uma prensa dobradeira CNC para formar ângulos precisos de 90 graus em aço inoxidável.
Como equilibrar a variação do retorno elástico do material na produção de peças dobradas, tanto simples quanto irregulares?
O retorno elástico à flexão do aço inoxidável é uma propriedade natural do material. Seja em componentes simples ou em peças dobradas irregulares , a discrepância no retorno elástico pode ser controlada utilizando-se um modelo mecânico e uma compensação hidráulica em conjunto .
Parâmetros essenciais que afetam o retorno elástico
O retorno elástico varia com as propriedades mecânicas e os parâmetros de dobramento do material. É o principal parâmetro de regulação no processo de dobramento de chapas de aço inoxidável e o principal objeto de estudo no controle do retorno elástico durante a dobramento . A relação é apresentada nesta tabela:
Tabela de parâmetros que influenciam o retorno elástico do aço inoxidável das séries 304/316L
| Grau do material | Módulo de elasticidade (GPa) | Limite de Escoamento (MPa) | Raio de curvatura comum | Faixa de retorno elástico (°) |
| 304 | 193 | 205 | 1,5 vezes a espessura da placa | 2,0~3,5 |
| 316L | 193 | 170 | 1,5 vezes a espessura da placa | 2,5~4,0 |
| 304L | 193 | 170 | 1,2 vezes a espessura da placa | 2,2~3,8 |
Método de implementação da compensação dinâmica de deflexão
Na LS Manufacturing, ter um sistema mecânico de compensação da deflexão dinâmica da matriz inferior na linha de produção permite fazer correções em tempo real, simplesmente alimentando o sistema CNC com os resultados do cálculo do retorno elástico:
- O sistema obtém os parâmetros mecânicos do material antecipadamente e calcula a quantidade de compensação de retorno elástico para cada dobra usando fórmulas .
- Um mecanismo hidráulico ajusta a curvatura da matriz inferior em tempo real durante a operação de dobra para neutralizar a deformação por deflexão do equipamento.
- Para viabilizar a dobra em grande volume de chapas finas, realiza-se uma operação secundária de retenção por pressão para atender aos requisitos de precisão da produção de dobra em grande volume e estabilizar ainda mais o ângulo de conformação.
Este sistema de compensação é um componente central que auxilia na melhoria da precisão e estabilidade geral do serviço de dobra de aço inoxidável.
Quais são as capacidades avançadas das máquinas que diferenciam uma oficina de chapas comum de um fabricante de dobra de aço inoxidável sob medida?
O principal fator que diferencia as fábricas de chapas metálicas comuns dos fabricantes de dobra de aço inoxidável sob encomenda é a capacidade de suas máquinas de realizar dobras espaciais multiplanares sem interferências e, ao mesmo tempo, manter a eficiência do processamento em lote .
Desvantagens das máquinas de dobrar antigas
As ferramentas básicas de dobra em três pontos são capazes de realizar apenas uma única operação de dobra em um plano, o que limita enormemente a possibilidade de realizar múltiplas dobras complexas na mesma peça de trabalho:
- Capacidade operacional muito limitada: apenas em um plano de curvatura. A reação das peças ao tentar realizar uma segunda ou terceira curvatura espacialmente sobreposta causa interferência física, tornando essa operação inviável.
- Trocas muito ineficientes: Para alternar entre diferentes ângulos de dobra, os usuários precisam substituir todo o conjunto de matrizes . Cada troca leva mais de meia hora.
- Dependência da habilidade manual para precisão: As alterações de ângulo são feitas com base na experiência do operador, sendo bastante difícil garantir os mesmos resultados em lotes diferentes.
Este tipo de equipamento não é de todo adequado para as encomendas cada vez mais exigentes de dobragem personalizada de aço inoxidável.
Principais benefícios dos centros de dobra multieixos
Com um sistema profissional de dobra multieixos , juntamente com um sistema patenteado de troca rápida de moldes que não deixa marcas , a LS Manufacturing conseguiu atender aos requisitos de eficiência e precisão. Segue abaixo a comparação das capacidades dos equipamentos:
Comparação das principais capacidades de diferentes equipamentos de dobra
| Tipo de equipamento | Número de eixos de controle | Tempo de troca de molde único | Dimensões de dobra processáveis | Ciclo de processamento de corte único |
| Máquina de dobra de três pontos padrão | 3 Eixos | Mais de 30 minutos | Plano único | 3 a 5 segundos |
| Máquina de dobra CNC servo padrão | 4 a 6 eixos | 10 a 15 minutos | Dois planos | 2 a 3 segundos |
| Centro de Dobra Robótica Interligado de 8 Eixos | 8 Eixos | Menos de 8 segundos | Plano Multiespacial | 1,5 a 4,2 segundos |
Essa configuração de equipamentos é a base da capacidade de fornecer serviços de dobra de aço inoxidável de alta precisão.
Além de ser capaz de processar grandes quantidades de pedidos padrão de 90° a uma velocidade muito rápida de 1,5 segundos por corte , este equipamento também alterna sem esforço para a conformação de precisão de geometrias espaciais complexas, permitindo que os clientes atendam a todos os seus requisitos de dobra com uma única cadeia de suprimentos.
Se você tem um projeto de curvatura complexo e com formato irregular e está preocupado com a capacidade do seu equipamento de processá-lo, pode nos enviar seus desenhos 3D . Realizaremos uma avaliação de viabilidade do processo gratuitamente e verificaremos a eficácia da curvatura personalizada de aço inoxidável.

Figura 2: Perfis de aço inoxidável com canais complexos e curvas irregulares em múltiplos planos.
Como prevenir o enrugamento estrutural e a distorção seccional em componentes curvados de alta complexidade em aço inoxidável 304/316L?
Componentes curvados de alta complexidade em aço inoxidável 304/316L são suscetíveis a problemas como enrugamento e distorção da seção transversal durante a curvatura. Para eliminar esses defeitos com sucesso , é necessário contar com mandris internos de alta precisão, aliados a uma força de fixação exatamente igual.
Mecanismos de falha na conformação por dobra
O deslizamento plástico microscópico no material ocorre durante a formação de peças curvadas muito densas e de formato irregular ou ao curvar chapas grossas sob alta tensão. Os métodos comuns de curvatura de tubos têm dificuldade em prevenir esse problema, o que resulta em dois tipos principais de falhas:
- Enrugamento interno: Isso ocorre devido à formação de tensão compressiva tangencial no material, na parte interna da dobra. Como o excesso de material não consegue fluir, resulta em enrugamento indesejado.
- Distorção da seção transversal: Se uma peça tubular não for suportada internamente, ela sofrerá deformação ao ser submetida à flexão e a seção transversal será transformada na área de flexão, passando de um círculo para uma elipse (ou seja, haverá perda da circularidade).
O risco de tal falha é especialmente maior em peças curvas irregulares e estruturalmente complexas.
Solução de controle preciso para parâmetros de processo
A LS Manufacturing implementou um conjunto de controles de parâmetros padronizados, projetados para serem exatos em situações de dobra de precisão com fluidos . O principal objetivo deste sistema é garantir dobras de alta qualidade e precisão, eliminando falhas causadas pelo processo.
- A força de fixação é rigorosamente controlada dentro do suporte de 15-20 barras para garantir que o material não deslize, evitando pressão excessiva que resultaria no acúmulo de material interno.
- No processo de curvatura de tubos, são utilizados mandris flexíveis de múltiplas seções ou suportes preenchidos com fluido de alta pressão, de modo que a circularidade do canal de curvatura ultrapasse 95%.
- Antes de dobrar chapas grossas, o deslocamento da camada neutra é levado em consideração para que a velocidade de dobra e o tempo de espera corretos sejam alcançados.
Este sistema de parâmetros padronizado continua sendo a plataforma básica de execução para nossas operações personalizadas de curvatura de aço inoxidável, realizadas para atender às necessidades dos clientes.

Figura 3: Três ângulos dobrados de 90 graus sem emendas em aço inoxidável 304 polido, mostrando bordas limpas.
Quais estratégias de alimentação e disposição de materiais eliminam o aparecimento de fissuras superficiais durante a dobra de chapas de aço inoxidável?
Durante o processo de dobra de chapas de aço inoxidável , as trincas de dobra têm origem na orientação das fibras e na concentração de tensões . A otimização do layout e do pré-tratamento do corte pode eliminar potenciais problemas desde a sua origem.
A direção de enrolamento da fibra e seu efeito
As texturas das fibras que se desenvolvem durante o processo de laminação são características das chapas de aço inoxidável. O ângulo entre a direção de curvatura e a direção das fibras é o fator que determina a resistência à fissuração do método de curvatura da chapa .
- A resistência à tração do material diminui em quase 20% quando a linha de dobra é paralela à direção das fibras. Além disso, a parte externa da dobra tem grande probabilidade de se tornar o local de surgimento de fissuras intergranulares.
- Com a linha de curvatura perpendicular à direção da fibra, a resistência à tração do material atinge seu máximo e a resistência à fissuração está no nível ideal.
- Quando as peças apresentam múltiplas dobras, é necessário elaborar um plano de layout para o conjunto. O principal requisito é garantir que os pontos de dobra com alta tensão sejam perpendiculares à direção das fibras.
As considerações sobre os detalhes do layout são um sinal de que a fábrica está se diferenciando de uma simples fábrica de chapas metálicas e se transformando em uma fabricante profissional de dobra de aço inoxidável sob medida .
Os princípios de encaixe exclusivos da LS Manufacturing, que levam em consideração a distribuição do ângulo de dobra das peças, não apenas calculam a utilização ideal da chapa metálica, mas também o esquema de resistência a trincas, resultando em uma redução do risco de trincas superior a 60% em comparação com o uso de métodos de encaixe convencionais.
Solução para prevenção de fissuras utilizando pré-tratamento de bordas cortadas
O corte a laser das bordas resulta em zonas afetadas pelo calor com rebarbas microscópicas e pontos de concentração de tensão , que são suscetíveis ao início de fissuras durante a flexão e deterioram consideravelmente o desempenho de resistência à flexão .
- As bordas da chapa metálica são primeiramente chanfradas mecanicamente e polidas até atingir uma rugosidade superficial de Ra 0,8 μm para remover fontes de concentração de tensão antes da dobra.
- A superfície de corte fica livre da camada de óxido e da escória, de modo que nada ali possa riscar facilmente a superfície da chapa durante a dobra.
- As peças fabricadas com chapas grossas recebem um tratamento adicional de alívio de tensão nas bordas para reduzir ainda mais o risco de fissuras.
Implementamos, entre muitas outras medidas de controle de qualidade, esta etapa avançada de pré-tratamento, que nos diferencia como um fornecedor profissional de componentes dobrados em aço inoxidável 304/316L .
Se seus projetos de dobra de chapas grossas têm apresentado problemas recorrentes de fissuras superficiais, entre em contato conosco para obter uma solução personalizada de otimização de layout que melhore efetivamente a taxa de aprovação e a resistência estrutural dos produtos de dobra de chapas de aço inoxidável.

Figura 4: Colagem de conformação de aço inoxidável: curvas de grande raio e canais ranhurados.
Como a LS Manufacturing garante a proteção perfeita da superfície para serviços de dobra de aço inoxidável de grau médico e alimentício?
O serviço de curvatura de aço inoxidável para uso médico e alimentício não apresenta riscos nem contaminação por ferro . Moldes especializados e gerenciamento de salas limpas garantem o atendimento aos padrões de esterilidade e resistência à corrosão.
Normas para o estabelecimento de um ambiente de produção livre de ferro
Ao dobrar peças com moldes de aço comuns, uma pequena quantidade de ferro livre permanece na superfície, o que pode causar corrosão intergranular rapidamente . Essa é uma das maiores preocupações que os serviços de dobra de aço inoxidável de alta precisão devem resolver para atender aos padrões de dobra para o setor médico . A seguir, uma comparação dos efeitos de diferentes soluções de proteção:
Comparação de soluções de proteção de superfície para curvatura de aço inoxidável
| Solução de proteção | Resistência a riscos | Resistência à contaminação por ferro | Cenários aplicáveis | Aumento de custo por peça |
| Moldes de aço comuns | Muito baixo | Nenhum | Peças estruturais industriais | 0% |
| Moldes revestidos com Teflon | Alto | Médio | Peças de aparência estética | 3%~5% |
| Moldes de nylon personalizados | Muito alto | Alto | Componentes médicos convencionais de grau alimentício | 8%~12% |
| Solução de proteção completa contra poeira | Muito alto | Muito alto | Componentes médicos implantáveis para fluidos de alta pureza | 15%~20% |
Processo de passivação e teste do produto acabado
Todos os produtos curvados de grau médico e alimentício acabados são processados e testados de acordo com as normas, para garantir rigorosamente a alta pureza e qualidade da curvatura :
- Os itens finalizados são submetidos a limpeza ultrassônica e tratamento de passivação com ácido nítrico de alta concentração para remover completamente o ferro livre da superfície .
- O teste de penetração de cor em 100% é realizado para identificar arranhões microscópicos e fissuras escuras.
- Um relatório de análise do teor de íons de ferro é fornecido para cada lote de produtos, a fim de confirmar que atendem aos padrões de qualidade alimentar e médica.
Um sistema abrangente de testes e rastreabilidade é uma capacidade fundamental que um fornecedor qualificado de componentes dobrados em aço inoxidável 304/316L deve possuir.
Por que a LS Manufacturing é a fornecedora definitiva de componentes dobrados em aço inoxidável 304/316L, atendendo tanto à produção em massa quanto a projetos de protótipos?
A LS Manufacturing, fornecedora de componentes dobrados em aço inoxidável 304/316L , oferece suporte não apenas à produção em massa, mas também a projetos de prototipagem. Ela opera com um modelo de produção flexível que abrange todo o ciclo de vida do projeto.
Limitações das cadeias de suprimentos tradicionais
Normalmente, os fabricantes industriais por contrato têm modelos de negócios polarizados . De fato, essa polarização torna muito difícil para eles fornecerem soluções de curvatura de ponta a ponta e atenderem às necessidades de todo o ciclo de vida dos clientes.
- As fábricas de produção em massa lidam apenas com encomendas simples de dezenas de milhares de unidades ou mais , por isso têm prazos de entrega longos e preços elevados para o desenvolvimento de protótipos.
- As fábricas de protótipos geralmente utilizam mão de obra manual ou equipamentos simples, resultando em baixa precisão e instabilidade . Além disso, não são capazes de processar grandes encomendas.
- Quando os clientes trocam de fornecedores, precisam investir tempo na reconfiguração de seus processos, aumentando os ciclos dos projetos e os riscos de qualidade.
Essa polarização dos modelos de negócios significa que a maioria dos fabricantes de dobra de aço inoxidável sob encomenda não conseguirá concluir todo o ciclo de vida do projeto .
Benefícios da adaptabilidade ao longo de todo o ciclo de vida das linhas de produção flexíveis
A LS Manufacturing construiu um sistema de produção de dobra flexível profissional que pode facilmente atender aos requisitos do projeto em diferentes etapas:
- Na fase de P&D: o relatório DFM é gerado em até 24 horas após o recebimento dos desenhos, e a primeira amostra é entregue em 5 a 7 dias.
- Na fase de produção piloto: os cronogramas de produção podem ser ajustados de forma flexível, visto que a empresa oferece suporte à verificação iterativa em pequenos lotes e com múltiplos lotes .
- Na fase de produção em massa: Unidades de processamento totalmente automatizadas são utilizadas para garantir eficiência na entrega e vantagens de custo.
Somos capazes de prestar serviços em todas as etapas , equipando nosso serviço de dobra de aço inoxidável para atender aos diferentes ritmos de projeto de nossos clientes.
Estudo de caso: Como a LS Manufacturing otimizou um tubo de refrigeração líquida multiplano em aço inoxidável 304L para um sistema de gerenciamento térmico de baterias de veículos elétricos?
Ao abordar a questão da curvatura multiplanar de tubos de refrigeração líquida para veículos de novas energias, conseguimos reduzir significativamente o tempo de entrega, resolvendo microfissuras e violações de tolerância por meio de otimização de simulação e aprimoramentos de processo.
Desafios do Cliente
O cliente estava desenvolvendo um sistema de gerenciamento térmico para baterias de veículos elétricos de alta densidade energética. A principal característica do sistema é o uso de um tubo de aço inoxidável 304L com 22 mm de diâmetro e 1,2 mm de espessura de parede , curvado em múltiplos planos irregulares, o que é típico para peças curvadas irregulares. A conexão possui seis curvas regulares de 90° e três curvas irregulares transversais. O cliente exige que a taxa de redução da espessura na face externa das curvas seja de 8%, enquanto a tolerância geométrica das extremidades tridimensionais deve ser mantida dentro de ±0,3 mm .
A produção em massa causou flutuações na dureza do material, o que levou a um retorno elástico angular inconsistente. As peças fornecidas pelo fornecedor anterior não se encaixavam no dispositivo de soldagem a laser , causando interferência na montagem e risco de atraso no projeto do novo veículo . O cliente testou amostras de três fornecedores diferentes e nenhum deles produziu peças que atendessem a ambos os requisitos simultaneamente.
Solução de fabricação LS
A equipe de engenharia de projetos da LS Manufacturing, após receber os desenhos 3D STEP do cliente, preparou um relatório DFM detalhado em 24 horas , aproveitando ao máximo nossas vantagens em P&D na curvatura personalizada de aço inoxidável e nossa vasta experiência na implementação de projetos complexos de curvatura.
- Nosso primeiro passo foi realizar uma simulação do fluxo plástico do aço 304L em estado encruado por meio de análise de elementos finitos. Identificamos três locais potenciais de fissuração e otimizamos o raio de curvatura local.
- Resolvemos o problema do retorno elástico angular na produção em massa instalando um sistema inteligente de medição de ângulo a laser online e um sistema de controle de compensação de deflexão hidráulica em tempo real com circuito fechado em um centro de dobra CNC de 8 eixos em nossa fábrica. Esse sistema corrige automaticamente os desvios de retorno elástico em cada dobra.
- Quanto ao problema de interferência durante transições multiplanares, desenvolvemos uma matriz superior de fixação segmentada de troca rápida especial em material Cr12MoV, combinada com um processo de suporte de mandril interno flexível e de alto amortecimento para evitar a contração no tubo de paredes finas, eliminando completamente o risco de enrugamento e microfissuras nos contornos de grão causadas por variações de laminação.
Resultados e Valor
Finalmente, com base no sistema de gestão da qualidade automotiva IATF 16949, a LS Manufacturing entregou o lote inicial de protótipos de alta precisão em 5 dias úteis . Os componentes curvados em aço inoxidável 304/316L fornecidos foram submetidos a digitalização e comparação de nuvens de pontos 3D utilizando uma máquina de medição por coordenadas. O resultado foi que o desvio absoluto de todos os pontos de curvatura tridimensionais foi mantido dentro de 0,15 mm, a taxa de retenção da parede do tubo foi de 93,5% e todas as unidades se mostraram herméticas, tendo passado no teste de pressão e também no experimento de turbulência de líquido.
Impressionado com nossa competência técnica, o cliente fez um pedido imediato de produção anual de 50.000 unidades e também nos confiou a fabricação exclusiva de diversos projetos de curvatura, incluindo barras estabilizadoras para chassis, alcançando assim um ciclo de fornecimento completo . Isso também valida a adaptabilidade do nosso serviço de curvatura de precisão em aço inoxidável no setor automotivo de alta gama.
Se você também tiver projetos de curvatura complexos semelhantes que necessitem de soluções, envie seus desenhos CAD 3D e forneceremos uma solução personalizada e um orçamento preciso em até 24 horas.

Perguntas frequentes
P1: Como fabricante de peças dobradas personalizadas em aço inoxidável, qual é o prazo de entrega típico para a prototipagem personalizada de peças dobradas com formatos irregulares e múltiplas superfícies?
Quando se trata de protótipos complexos de aço inoxidável 304/316L com formatos irregulares e múltiplas superfícies curvas, ou de prototipagem rápida padrão de grande volume com ângulos de 90°, a LS Manufacturing geralmente consegue concluir a personalização de moldes de perfis não padronizados e entregar o primeiro lote de protótipos em 5 a 7 dias úteis após a revisão do desenho de DFM (Design for Manufacturing).
Q2: Como a LS Manufacturing controla a taxa mínima de redução da espessura da parede das peças dobradas durante a prestação de serviços de dobra de precisão em aço inoxidável?
Ao empregar cálculos de simulação numérica especializados para distribuir efetivamente o coeficiente da camada neutra de flexão e combiná-los com um método de suporte interno de mandril multisseção de alta pressão interna , conseguimos controlar a taxa de redução da espessura da parede na parte externa das peças dobradas de aço inoxidável 316L para ≤ 10%.
P3: Como fornecedor de componentes dobrados em aço inoxidável 304/316L, qual é a quantidade mínima de pedido para encomendas em grande quantidade?
Como somos uma fábrica versátil de produção B2B, na LS Manufacturing não impomos quantidades mínimas de pedido rígidas . Seja qual for a sua necessidade, de 1 a 10 peças de dobra de precisão para protótipos de P&D ou mais de 10.000 peças de dobra padrão industrial de 90 graus para produção em massa, estamos sempre prontos para fornecer suporte técnico completo com o mesmo nível de precisão.
Q4: O seu processo de dobra de chapas de aço inoxidável consegue atingir o acabamento superficial sem riscos exigido pelas indústrias médica e alimentícia?
Sim, de fato. Aplicamos uma película protetora antirriscos de Teflon na superfície da matriz de dobra ou, na prática, utilizamos matrizes especiais de nylon. Antes de despacharmos nossos produtos da fábrica, realizamos limpeza ultrassônica e passivação com ácido nítrico de alta concentração, garantindo que as superfícies dos produtos acabados estejam livres de marcas de matriz e contaminadas com ferro.
Q5: Como sua empresa lida com a proteção da propriedade intelectual em projetos de peças dobradas irregulares com design sensível?
A LS Manufacturing cumpre rigorosamente as normas internacionais de proteção de propriedade intelectual, possui acordos formais de confidencialidade e armazena todos os desenhos 3D STEP dos clientes em servidores criptografados separados. Além disso, a unidade de produção está sujeita a um controle de acesso abrangente e contínuo, bem como ao isolamento do código de processo.
Q6: Por que ocorrem diferenças de ângulo entre diferentes lotes de dobras personalizadas de aço inoxidável e como sua empresa resolve esse problema?
Isso se deve principalmente às variações na resistência ao escoamento e na tensão residual das matérias-primas de aço inoxidável de um lote para outro. Equipada com um sistema de medição e controle de ângulo a laser em tempo real integrado à máquina de dobra, utilizamos o sistema para ajustar automaticamente cada passe durante o processo de conformação, eliminando completamente as diferenças na dureza do material .
Q7: Quais são as normas internacionais que o seu serviço relacionado a sistemas de alta pressão cumpre como fornecedor de componentes dobrados em aço inoxidável 304/316L?
Cumprimos os requisitos da norma ASME B31.3 para tubulações de processo em nossas operações de curvatura e controle de qualidade, bem como as especificações da norma ASTM A269 para tubos de precisão. Além disso, obtivemos a certificação ISO 13485 para sistema de gestão da qualidade de dispositivos médicos. Também realizamos a personalização completa (100%) de vasos de pressão e componentes de sistemas de fluidos de alta tecnologia.
P8: Como posso obter um orçamento confiável para o seu serviço de dobra de aço inoxidável em 24 horas?
Basta enviar seus modelos CAD 3D , com requisitos de tolerância detalhados, para o nosso canal de consulta oficial e nos informar se você precisa usinar uma peça estrutural padrão de 90° ou uma dobra em múltiplos planos. Nosso engenheiro de projetos experiente lhe enviará um orçamento visual, incluindo análise de DFM (Design for Manufacturing), em até um dia.
Resumo
A dobra de precisão em aço inoxidável 304/316L, seja uma simples forma em V de 90° ou uma peça tridimensional irregular com múltiplos planos, depende muito da combinação precisa das restrições físicas do material com os equipamentos de processamento digital . Além da dobra padrão, que indica a precisão de dispersão e a capacidade de proteção da superfície da linha de produção, as peças com formatos irregulares revelam a capacidade do fornecedor em simulação por elementos finitos e desenvolvimento de moldes não padronizados.
Com os serviços de dobra de precisão altamente adaptáveis da LS Manufacturing, os clientes podem superar as deficiências das fábricas OEM convencionais que produzem apenas grandes quantidades ou protótipos. Através da medição precisa de ângulos e da compensação de deflexão em cada produto, sua cadeia de suprimentos estará sempre um passo à frente em termos de custo, qualidade e prazo de entrega .
Você já enfrentou instabilidade angular em seu projeto de dobra de aço inoxidável, múltiplas marcas na superfície ou estouros de tolerância em dobras irregulares? Não deixe que fábricas de chapas metálicas com recursos técnicos limitados atrapalhem seu desenvolvimento. Entre em contato agora mesmo com nossa experiente equipe de engenheiros B2B, envie seus desenhos CAD 3D e apresentaremos sugestões de otimização de projeto para fabricação e um orçamento detalhado para produção em massa em apenas 24 horas.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


