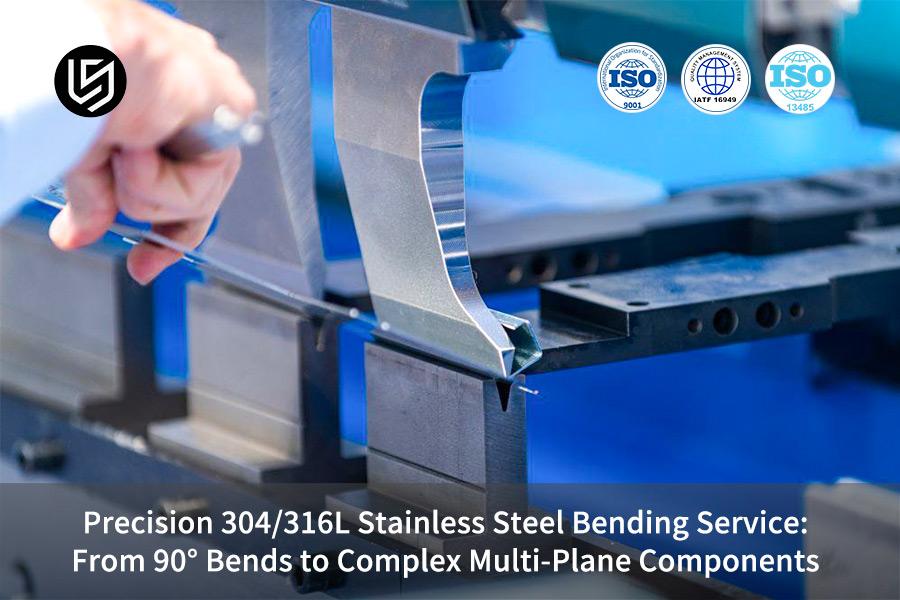
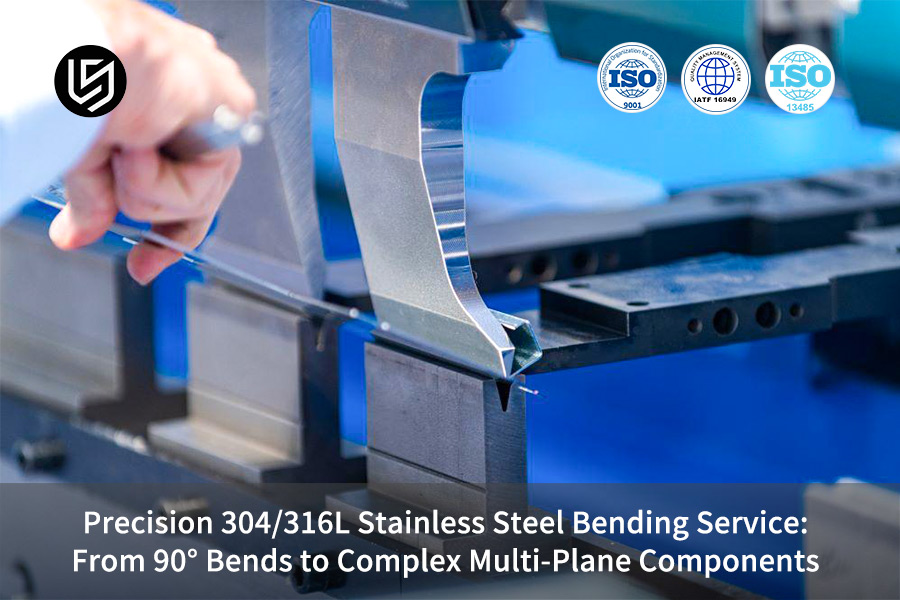
Услуга гибки нержавеющей стали — это высокоточная услуга по формовке металла, предназначенная для автомобильной, медицинской и высокотехнологичной отраслей промышленности, работающих с промышленными жидкостями. Она эффективно решает две основные проблемы: недостаточную точность при стандартной гибке в больших объемах и превышение допусков при гибке деталей неправильной формы. Эта услуга позволяет эффективно производить стандартные 90° изгибы в больших объемах, а также точно формировать многоплоскостные детали неправильной формы с допуском ±0,3° . Это достигается за счет использования нержавеющей стали 304/316L в качестве основного материала для обработки, гидравлической компенсации прогиба в сочетании с системой управления с обратной связью и технологии моделирования методом конечных элементов.
Услуга по гибке нержавеющей стали представляет собой комплексное решение «под ключ», от опытно-конструкторских разработок до серийного производства, позволяя покупателям и инженерам избежать типичных рисков, связанных с качеством, таких как несоответствие углов, царапины на поверхности и растрескивание углов .
Сравнение показателей сроков поставки при гибке нержавеющей стали.
| Критерии оценки | Стандартные характеристики массового производства при гибке под углом 90° | Характеристики многоплоскостного нерегулярного изгиба | Отраслевой общий эталонный уровень |
| Допуск на формирование угла | ±0,3° | ±0,3° | ±0,8°~±1,5° |
| Шероховатость поверхности | Ra 1,6 мкм | Ra 0,8 мкм | Ra 3,2 мкм ~ Ra 6,3 мкм |
| Минимальный внутренний радиус изгиба | 1,5 толщины пластины | 1,2 толщины пластины | 2,0 раза больше толщины пластины |
| Время цикла обработки на одном лезвии | 1,5 секунды | 4,2 секунды | 3 секунды ~ 8 секунд |
| Максимальная скорость уменьшения толщины стенки | ≤6% | ≤8%, | ≤12%~≤15% |
Основные выводы:
- Контроль затрат при обычной гибке под углом 90° в основном зависит от бесперебойной работы полностью автоматизированных роботизированных ячеек и использования тефлоновых форм, устойчивых к царапинам.
- Почему точность многоплоскостных деталей произвольной формы ограничивается суммарным допуском в трехмерном пространстве? Поэтому для выполнения непрерывной формовки под разными углами за одну операцию зажима требуется 8-осевой робот с ЧПУ.
- Минимальный внутренний радиус изгибов из стали 304/316L не должен быть меньше 1,5 толщины пластины, независимо от сложности изгибов. Кроме того, для полного исключения колебаний твердости материала от партии к партии следует внедрить систему онлайн-измерения угла с ЧПУ.
Почему стоит доверить полный спектр услуг по гибке нержавеющей стали компании LS Manufacturing?
Услуги по гибке нержавеющей стали от компании LS Manufacturing гарантируют наличие проверенной на серийное производство технологической системы и соответствие квалификационным требованиям . Таким образом, компания может удовлетворить потребности в гибке в любых условиях и стать надежным партнером для высокотехнологичных производственных проектов.
Наша инженерная команда, опираясь на практический опыт, полученный в ходе проекта по разработке труб жидкостного охлаждения для электромобилей, в течение трех месяцев проводила испытания на упругость различных партий материала 304L и собрала в общей сложности 1200 наборов данных по изгибу . Мы также создали специализированную базу данных материалов, содержащую 527 наборов параметров твердости. Наша технологическая система соответствует требованиям системы управления качеством в автомобильной промышленности IATF 16949:2016 , включая отслеживаемые контрольные точки качества на каждом этапе серийного производства .
В случае высокотехнологичных применений в области работы с жидкостями и медицинской промышленности наш метод гибки строго соответствует асептическим стандартам, при этом контроль загрязнения ионами железа поддерживается на каждом этапе, от сырья до поставки готовой продукции . Проектирование и валидация соответствующих изделий осуществляются в точном соответствии со стандартами ASME B31.3 для технологических трубопроводов и могут быть непосредственно внедрены в системы работы с жидкостями под высоким давлением. Мы не полагаемся на ручной контроль качества, а внедряем универсальные требования к точности в цифровом виде для каждого процесса , чтобы снизить риски нестабильности цепочки поставок для наших клиентов.
Если вы оцениваете общие возможности поставщика оборудования для гибки, пожалуйста, свяжитесь с нашей инженерной командой , чтобы получить полный технологический документ, содержащий подробную информацию о комплексном контроле качества.

Почему для стандартных угловых профилей под углом 90 градусов, требуемых в соответствии с требованиями заказчика, необходим высокоточный контроль качества гибки нержавеющей стали?
Стандартная точность гибки под углом 90° оказывает существенное влияние на эффективность сборки после выпуска с завода. Для регулирования углов гибки и предотвращения несовпадений при сварке и проблем с герметичностью необходима высокоточная гибка нержавеющей стали.
Почему эффект островного эффекта «возврата» возникает в массовом производстве?
В массовом производстве даже незначительные колебания свойств материала могут привести к проблемам с качеством. Это наиболее распространенная проблема контроля в процессе гибки металла , и к основным факторам, влияющим на нее, относятся три пункта:
- Изменения в характеристиках материала: нержавеющая сталь 304/316L характеризуется коэффициентом удлинения 40%, а диапазон колебаний твердости между различными партиями прокатки может достигать 10%.
- Дефекты, связанные с традиционными процессами: В обычных гибочных станках используются фиксированные V-образные матрицы и постоянное давление , что не позволяет учитывать различия в материале каждой партии.
- Усиление накопленного отклонения: Незначительные отклонения, возникающие во время одной операции гибки и кажущиеся пренебрежимо малыми, могут привести к общему отклонению размеров деталей после нескольких операций.
Это распространенная проблема в отрасли, когда речь идет о традиционных услугах по гибке нержавеющей стали.
Механизм обеспечения точности динамического контроля тоннажа
Компания LS Manufacturing предлагает подход к динамической регулировке усилия с точностью до микросекунды для стандартного сценария массового производства гибочных изделий. Благодаря использованию отработанной технологии прецизионной гибки , она сможет гарантировать угловую стабильность с самого начала:
- Оборудование оснащено сервоприводной системой регулировки давления мощностью 100-150 тонн, которая позволяет изменять давление изгиба в режиме реального времени в зависимости от твердости материала.
- Перед запуском каждой партии в эксплуатацию производится измерение угла наклона первого образца , после чего параметры компенсации давления автоматически подбираются.
- В процессе производства проводится отбор проб и повторный контроль, при этом коэффициент углового рассеивания поддерживается в пределах ±0,3° , что значительно превосходит отраслевой стандарт.
Эта система контроля гарантирует стабильную точность формовки различных гнутых компонентов из стали 304/316L при производстве в больших количествах.

Рисунок 1: Техник управляет листогибочным прессом с ЧПУ для формирования точных углов в 90 градусов в нержавеющей стали.
Как сбалансировать вариации упругости материала при производстве как простых, так и нестандартных изогнутых деталей?
Пружинящий эффект при изгибе нержавеющей стали — это естественное свойство материала. Независимо от того, имеем ли мы дело с простым компонентом или с деталями неправильной формы , несоответствие пружинящего эффекта можно компенсировать с помощью механического моделирования и гидравлической компенсации .
Основные параметры, влияющие на упругое восстановление
Пружинистость изменяется в зависимости от механических свойств и параметров изгиба материала. Это основной параметр регулирования в процессе гибки листового металла из нержавеющей стали и главный объект исследования в области контроля упругости при изгибе . Взаимосвязь показана в таблице:
Таблица параметров, влияющих на упругое восстановление нержавеющей стали серии 304/316L.
| Класс материала | Модуль упругости (ГПа) | Предел текучести (МПа) | Обычный радиус изгиба | Диапазон упругого восстановления (°) |
| 304 | 193 | 205 | 1,5 толщины пластины | 2.0~3.5 |
| 316Л | 193 | 170 | 1,5 толщины пластины | 2,5~4,0 |
| 304Л | 193 | 170 | 1,2 толщины пластины | 2.2~3.8 |
Способ реализации динамической компенсации прогибов
В производственной линии LS Manufacturing наличие механической системы компенсации динамического отклонения нижней матрицы позволяет вносить корректировки в режиме реального времени , просто передавая в систему ЧПУ результаты расчета упругого восстановления:
- Система заранее получает механические параметры материала и рассчитывает величину компенсации упругого восстановления для каждого изгиба, используя формулы .
- Гидравлический механизм в режиме реального времени регулирует кривизну нижней матрицы во время операции гибки, чтобы нейтрализовать деформацию оборудования.
- Для обеспечения возможности крупномасштабной гибки тонких листов выполняется дополнительная операция выдержки под давлением , позволяющая удовлетворить требованиям точности крупносерийного производства и еще больше стабилизировать угол формования.
Эта система компенсации представляет собой центральное оборудование, обеспечивающее повышение общей точности и стабильности процесса гибки нержавеющей стали.
Чем отличаются возможности современного оборудования обычного цеха по обработке листового металла от производителя, специализирующегося на гибке нержавеющей стали на заказ?
Главным фактором, отличающим обычные заводы по обработке листового металла от производителей, занимающихся гибкой нержавеющей стали на заказ, является способность их оборудования выполнять многоплоскостную пространственную гибку без помех, сохраняя при этом эффективность пакетной обработки .
Недостатки старых гибочных станков
Базовые инструменты для трехточечной гибки способны выполнять только одну операцию гибки в одной плоскости, что значительно ограничивает возможности выполнения множества сложных гибок в одной и той же заготовке:
- Очень ограниченные эксплуатационные возможности: изгиб возможен только в одной плоскости. Реакция деталей при попытке выполнить второй и третий пространственно пересекающиеся изгибы вызывает физическое взаимодействие, что делает этот способ невозможным.
- Крайне неэффективная процедура замены: для переключения между различными углами гибки пользователям приходится заменять весь комплект матриц . На каждую замену уходит более получаса.
- Точность зависит от навыков ручного труда: изменение угла производится на основе опыта оператора, поэтому довольно сложно гарантировать одинаковые результаты для разных партий.
Данное оборудование совершенно не подходит для выполнения все более сложных заказов по гибке нержавеющей стали на заказ.
Основные преимущества многоосевых гибочных центров
Благодаря профессиональной многоосевой системе гибки , а также запатентованной системе быстрой смены пресс-форм, не оставляющих следов , компания LS Manufacturing смогла удовлетворить требования как эффективности, так и точности. Ниже приведено сравнение возможностей оборудования:
Сравнение основных возможностей различного гибочного оборудования.
| Тип оборудования | Количество осей управления | Время смены одной пресс-формы | Возможные размеры гибки | Цикл обработки за один проход |
| Стандартный трехточечный гибочный станок | 3 оси | Более 30 минут | Одноплоскостной | 3–5 секунд |
| Стандартный сервоприводной станок для гибки с ЧПУ | 4–6 осей | 10–15 минут | Двойные плоскости | 2–3 секунды |
| 8-осевой роботизированный гибочный центр | 8 осей | Менее 8 секунд | Многопространственная плоскость | 1,5–4,2 секунды |
Данная конфигурация оборудования является основой для предоставления услуг по высокоточной гибке нержавеющей стали.
Помимо того, что это оборудование способно обрабатывать огромные объемы стандартных заказов на 90° с очень высокой скоростью — 1,5 секунды на резку , — оно также без труда переключается на прецизионную формовку сложных пространственных геометрических форм, позволяя клиентам удовлетворять все свои потребности в гибке с помощью единой цепочки поставок.
Если у вас сложный проект по гибке нестандартных деталей, и вы опасаетесь, что ваше оборудование не справится с его выполнением, вы можете прислать нам свои 3D-чертежи . Мы бесплатно проведем для вас оценку технологической осуществимости процесса и проверим эффективность выполнения гибки нержавеющей стали по индивидуальному заказу.

Рисунок 2: Профили из нержавеющей стали со сложными каналами и нерегулярными многоплоскостными изгибами.
Как предотвратить образование складок и деформацию поперечного сечения в сложных при изгибе деталях из стали 304/316L?
Сложные в изготовлении гнутые детали из стали 304/316L подвержены таким проблемам, как образование складок и деформация поперечного сечения во время гибки. Для успешного устранения этих дефектов необходимо использовать высокоточные внутренние оправки в сочетании с точно подобранной силой зажима.
Механизмы разрушения при гибке и формовке
Микроскопическое пластическое проскальзывание в материале происходит при формировании очень плотных изогнутых деталей неправильной формы или при изгибе толстых пластин под высоким напряжением. Обычные методы гибки труб с трудом предотвращают эту проблему, что приводит к двум основным типам отказов:
- Внутреннее образование складок: это происходит из-за образования тангенциального сжимающего напряжения в материале на внутренней стороне изгиба. Поскольку избыток материала не может растечься, это приводит к образованию неприятных складок.
- Деформация поперечного сечения: Если трубчатая деталь не имеет внутренней опоры, она будет подвергаться изгибу, и поперечное сечение в зоне изгиба изменится с круга на эллипс (т.е. произойдет потеря округлости).
Риск подобных отказов особенно высок в конструктивно сложных, нерегулярно изогнутых деталях.
Решение для точного контроля параметров процесса.
Компания LS Manufacturing внедрила набор стандартизированных параметров управления, разработанных для обеспечения высокой точности при гибке в условиях воздействия жидкостей . Основная цель этой системы — гарантировать высокое качество и точность гибки , а также исключить сбои, вызванные особенностями процесса.
- Сила зажима в кронштейне на 15-20 бар строго контролируется, чтобы гарантировать, что материал не соскользнет, и избежать чрезмерного давления, которое могло бы привести к скоплению материала внутри.
- В процессе гибки труб используются либо гибкие многосекционные оправки, либо заполненные жидкостью опоры высокого давления, благодаря чему округлость гнутого канала превышает 95%.
- Перед гибкой толстых пластин учитывается смещение нейтрального слоя, чтобы обеспечить правильную скорость гибки и время выдержки.
Эта стандартизированная система параметров остается базовой платформой для выполнения наших операций по гибке нержавеющей стали на заказ в соответствии с требованиями заказчика.

Рисунок 3: Три бесшовных уголка, изогнутых под углом 90 градусов, из полированной нержавеющей стали марки 304, с ровными краями.
Какие стратегии подачи материала и компоновки позволяют избежать образования поверхностных трещин при гибке листового металла из нержавеющей стали?
В процессе гибки листового металла из нержавеющей стали трещины при изгибе возникают из-за ориентации зерен и концентрации напряжений . Оптимизация расположения и предварительной обработки реза позволяет устранить потенциальные проблемы, устранив их источник.
Направление скручивания волокна и его влияние
Волокнистая текстура, образующаяся в процессе прокатки, является характерной чертой листов из нержавеющей стали. Угол между направлением изгиба и направлением волокон — это фактор, определяющий трещиностойкость метода гибки листа :
- Прочность материала на растяжение снижается почти на 20% , когда линия изгиба параллельна направлению волокон. Кроме того, внешняя сторона изгиба с большой вероятностью станет местом образования межзеренных трещин.
- При перпендикулярном направлению волокон изгиба прочность материала на растяжение достигает максимума , а сопротивление растрескиванию – наилучшего уровня.
- Когда детали имеют несколько изгибов, необходимо составить план компоновки для всей конструкции. Главное требование — обеспечить перпендикулярность изгибов, вызывающих высокое напряжение, направлению волокон.
Тщательный продумывание планировки свидетельствует о том, что завод отличается от обычного предприятия по обработке листового металла и превращается в профессионального производителя изделий из нержавеющей стали, изготовленных на заказ методом гибки .
Собственные принципы раскроя компании LS Manufacturing, учитывающие распределение углов изгиба деталей, позволяют не только рассчитать оптимальное использование листового металла, но и разработать схему сопротивления растрескиванию, что приводит к снижению риска образования трещин более чем на 60% по сравнению с использованием обычных методов раскроя.
Решение для предотвращения образования трещин с помощью предварительной обработки срезов.
Лазерная резка кромок приводит к образованию зон термического воздействия с микроскопическими заусенцами и точками концентрации напряжений , которые подвержены образованию трещин при изгибе и значительно ухудшают трещиностойкость при изгибе .
- Перед изгибанием кромки листового металла сначала механически снимаются фаски и полируются до уровня шероховатости поверхности Ra 0,8 мкм для устранения источников концентрации напряжений.
- Поверхность среза очищена от оксидного слоя и шлака, поэтому ничто на ней не сможет легко поцарапать поверхность листа во время гибки.
- Детали, изготовленные из толстых листов, дополнительно обрабатываются для снятия напряжений по кромкам, что еще больше снижает риск образования трещин.
В числе многих других мер контроля качества мы внедрили этот передовой этап предварительной обработки, который выделяет нас как профессионального поставщика гнутых компонентов из стали 304/316L .
Если в ваших проектах по гибке толстолистового металла неоднократно возникали проблемы с образованием трещин на поверхности, вы можете связаться с нами , чтобы получить индивидуальное решение по оптимизации компоновки, которое эффективно повысит процент успешных гибок и прочность изделий из нержавеющей стали.

Рисунок 4: Коллаж формовки нержавеющей стали: кривые большого радиуса и канавки.
Как компания LS Manufacturing обеспечивает идеальную защиту поверхности при гибке нержавеющей стали медицинского и пищевого назначения?
Услуги по гибке медицинской и пищевой нержавеющей стали не требуют царапин и загрязнения железом . Специализированные пресс-формы и управление чистыми помещениями позволяют соответствовать стерильным и коррозионностойким стандартам.
Стандарты для создания производственной среды, свободной от железа.
При гибке с использованием обычных стальных форм на поверхности деталей остается незначительное количество свободного железа, что может быстро привести к межкристаллитной коррозии . Это одна из самых серьезных проблем, которую необходимо решить компаниям, предоставляющим услуги высокоточной гибки нержавеющей стали, чтобы соответствовать медицинским стандартам . Ниже приведено сравнение эффективности различных защитных решений:
Сравнение решений по защите поверхности при изгибе нержавеющей стали
| Защитное решение | Устойчивость к царапинам | Устойчивость к загрязнению железом | Применимые сценарии | Увеличение стоимости за единицу товара. |
| Обычные стальные формы | Очень низкий | Никто | Промышленные конструкционные детали | 0% |
| Формы с тефлоновым покрытием | Высокий | Середина | Детали, придающие эстетический вид | 3%~5% |
| Изготовление нейлоновых форм на заказ | Очень высокий | Высокий | Пищевой класс, традиционные медицинские детали | 8%~12% |
| Комплексное решение для защиты от пыли в процессе производства | Очень высокий | Очень высокий | Имплантируемые медицинские высокочистые жидкостные компоненты | 15%~20% |
Процесс пассивации и тестирования готовой продукции
Все готовые гнутые изделия медицинского и пищевого назначения проходят обработку и тестирование в соответствии со стандартами, что гарантирует строгую чистоту и высокое качество гнутых материалов .
- Готовые изделия подвергаются ультразвуковой очистке и пассивации высококонцентрированной азотной кислотой для полного удаления свободного железа с поверхности .
- Для выявления микроскопических царапин и темных трещин проводится 100%-ный тест на проникновение цвета .
- Для каждой партии продукции предоставляется протокол анализа содержания ионов железа, подтверждающий ее соответствие стандартам пищевой и медицинской промышленности.
Комплексная система тестирования и отслеживания является основополагающей возможностью , которой должен обладать квалифицированный поставщик гнутых компонентов из стали 304/316L.
Почему компания LS Manufacturing является ведущим поставщиком гнутых компонентов из стали 304/316L, удовлетворяющим потребности как серийного производства, так и проектов по созданию прототипов?
Компания LS Manufacturing, поставщик гнутых компонентов из стали 304/316L , поддерживает не только серийное производство, но и проекты по созданию прототипов. Она использует гибкую производственную модель, охватывающую весь жизненный цикл проекта.
Ограничения традиционных цепочек поставок
Как правило, у промышленных контрактных производителей поляризованные бизнес-модели . Фактически, эта поляризация создает для них серьезные трудности в предоставлении комплексных решений по гибке и удовлетворении потребностей клиентов на протяжении всего жизненного цикла продукции.
- Заводы массового производства обрабатывают только простые заказы на десятки тысяч единиц и более , поэтому у них длительные сроки выполнения и высокие затраты на разработку прототипов.
- Заводы по изготовлению прототипов часто используют ручной труд или простое оборудование, что приводит к низкой точности и нестабильности . Кроме того, они не в состоянии обрабатывать крупные заказы.
- Когда клиенты меняют поставщиков, им приходится тратить время на перестройку своих процессов, что увеличивает сроки выполнения проектов и риски, связанные с качеством.
Такая поляризация бизнес-моделей означает, что большинство производителей изделий из нержавеющей стали, изготовленных на заказ методом гибки, не смогут завершить весь жизненный цикл проекта .
Преимущества адаптивности гибких производственных линий на протяжении всего жизненного цикла
Компания LS Manufacturing разработала профессиональную систему гибкой гибки , которая легко адаптируется к требованиям проекта на разных этапах:
- На этапе НИОКР: отчеты по проектированию с учетом технологичности изготовления (DFM) составляются в течение 24 часов после получения чертежей, а первый образец поставляется через 5-7 дней.
- На этапе пилотного производства: графики производства могут гибко корректироваться, поскольку компания поддерживает итеративную проверку как мелкосерийного, так и многосерийного производства .
- На этапе серийного производства: используются полностью автоматизированные технологические установки для обеспечения эффективности поставок и снижения затрат.
Мы способны оказывать услуги на всех этапах , оснащая наше оборудование для гибки нержавеющей стали возможностью адаптироваться к различным темпам выполнения проектов наших клиентов.
Пример из практики: Как компания LS Manufacturing оптимизировала многоплоскостную трубу из нержавеющей стали 304L для системы жидкостного охлаждения аккумуляторной батареи электромобиля?
Решив проблему многоплоскостного изгиба труб жидкостного охлаждения для электромобилей, нам удалось существенно сократить сроки поставки за счет устранения микротрещин и нарушений допусков посредством оптимизации моделирования и модернизации технологического процесса.
Проблемы клиентов
Заказчик работал над системой терморегулирования для аккумуляторных батарей электромобилей с высокой плотностью энергии. Основной особенностью системы является использование многоплоскостной изогнутой трубы из нержавеющей стали 304L диаметром 22 мм и толщиной стенки 1,2 мм , что является типичным примером для деталей с нерегулярными изгибами. Фитинг имеет шесть регулярных изгибов на 90° и три нерегулярных изгиба в поперечной плоскости. Заказчик требует, чтобы степень утонения на внешней стороне изгибов составляла 8%, а геометрический допуск трехмерных концов был зафиксирован в пределах ±0,3 мм .
Массовое производство вызвало колебания твердости материала, что привело к непостоянству угла упругого восстановления. Детали, предоставленные предыдущим поставщиком, не подходили к приспособлению для лазерной сварки , что вызывало помехи при сборке и риск задержки проекта по созданию нового автомобиля . Заказчик протестировал образцы от трех разных поставщиков, и ни один из них не произвел детали, которые могли бы одновременно соответствовать обоим требованиям.
LS Manufacturing Solution
Гибкая команда инженеров-проектировщиков компании LS Manufacturing, получив от заказчика 3D-чертежи в формате STEP, в течение 24 часов подготовила подробный отчет по проектированию с учетом технологичности производства (DFM) , максимально используя преимущества наших научно-исследовательских разработок в области гибки нержавеющей стали на заказ и наш обширный опыт реализации сложных проектов по гибке.
- Первым шагом стало моделирование пластической деформации стали 304L в упрочненном состоянии методом конечных элементов. Мы определили три потенциальных места образования трещин и оптимизировали локальный радиус изгиба.
- Мы решили проблему углового пружинения при массовом производстве, установив на нашем предприятии на 8-осевом гибочном станке с ЧПУ интеллектуальную онлайн-систему измерения угла с помощью лазера и систему управления с обратной связью и компенсацией гидравлического отклонения в реальном времени, которая позволяет автоматически корректировать отклонения пружинения при каждом изгибе.
- Что касается проблемы интерференции при многоплоскостных переходах, мы изготовили специальную сегментированную быстросменную зажимную верхнюю матрицу из материала Cr12MoV и объединили ее с гибкой, высокодемпфирующей внутренней опорой оправки, чтобы предотвратить усадку в тонкостенной трубе, тем самым полностью исключив риск образования складок и микротрещин на границах зерен, вызванных колебаниями при прокатке.
Результаты и ценность
Наконец, в соответствии с системой управления качеством IATF 16949 для автомобильной промышленности, компания LS Manufacturing за 5 рабочих дней передала первую партию высокоточных прототипов . Поставленные гнутые компоненты из стали 304/316L прошли сканирование 3D-облака точек и сравнение с помощью координатно-измерительной машины. В результате абсолютное отклонение всех трехмерных точек изгиба составило 0,15 мм, коэффициент сохранения толщины стенки трубы — 93,5% , а все детали оказались герметичными, пройдя испытание под давлением и эксперимент по изучению турбулентности жидкости.
Впечатленный нашей технической компетентностью, заказчик незамедлительно разместил годовой производственный заказ на 50 000 единиц, а также поручил нам эксклюзивное производство нескольких проектов по гибке, включая стабилизаторы поперечной устойчивости шасси, обеспечив таким образом комплексное решение по закупкам . Это также подтверждает пригодность наших услуг по точной гибке нержавеющей стали для высокотехнологичного автомобильного сектора.
Если у вас также есть подобные сложные проекты по гибке, требующие решения, пожалуйста, загрузите ваши 3D CAD-чертежи, и мы предоставим вам индивидуальное решение и точную смету в течение 24 часов.

Часто задаваемые вопросы
В1: Каков типичный срок выполнения заказа на изготовление прототипов многоплоскостных изогнутых деталей неправильной формы из нержавеющей стали на заказ, как производитель деталей, изготовленных по индивидуальному заказу?
Что касается сложных многоплоскостных прототипов неправильной формы из стали 304/316L или стандартного крупносерийного быстрого прототипирования под углом 90°, компания LS Manufacturing, как правило, может завершить изготовление нестандартных профильных пресс-форм и сдать первую партию прототипов в течение 5-7 рабочих дней после проверки чертежей DFM.
В2: Как компания LS Manufacturing контролирует минимальную степень уменьшения толщины стенки изогнутых деталей при оказании услуг по прецизионной гибке нержавеющей стали?
Благодаря использованию экспертных численных расчетов для эффективного распределения коэффициента нейтрального слоя при изгибе и сочетанию с методом внутренней поддержки многосекционного дорна под высоким внутренним давлением , нам удалось контролировать степень уменьшения толщины стенки на внешней стороне изогнутых деталей из стали 316L на уровне ≤ 10%.
В3: Каков минимальный объем заказа для оптовых закупок у поставщика гнутых компонентов из стали 304/316L?
Поскольку мы являемся универсальным предприятием по производству продукции для бизнеса (B2B), в LS Manufacturing нет жестких требований к минимальному объему заказа . Независимо от того, заказываете ли вы 1-10 деталей для точной гибки для опытно-конструкторских работ или более 10 000 стандартных деталей для промышленного производства с углом гибки 90°, мы всегда готовы предоставить полную техническую поддержку на том же высоком уровне точности.
В4: Может ли ваш процесс гибки листовой нержавеющей стали обеспечить безупречную поверхность без царапин, необходимую для медицинской и пищевой промышленности?
Да, это так. Мы наносим на поверхность гибочного штампа защитную тефлоновую пленку, предотвращающую царапины, или используем специальные нейлоновые штампы. Перед отправкой продукции с завода мы проводим ультразвуковую очистку и пассивацию высококонцентрированной азотной кислотой, что гарантирует отсутствие вмятин от штампа на поверхности готовых изделий и загрязнение их железом.
В5: Как ваша компания обеспечивает защиту интеллектуальной собственности в проектах, связанных с деталями неправильной формы, имеющими важное значение для дизайна?
Компания LS Manufacturing строго соблюдает международные стандарты защиты интеллектуальной собственности, подписала официальные соглашения о неразглашении конфиденциальной информации и хранит все 3D-чертежи STEP клиентов на отдельных зашифрованных серверах. Кроме того, производственная площадка находится под всесторонним и бесперебойным контролем доступа и изоляцией технологического кода.
В6: Почему возникают различия в углах гибки нержавеющей стали в разных партиях, и как ваша компания решает эту проблему?
Это в основном связано с колебаниями предела текучести и остаточного напряжения в сырье из нержавеющей стали от партии к партии. Благодаря встроенной в гибочный станок системе измерения и контроля угла лазера в режиме реального времени, мы используем эту систему для автоматической регулировки каждого прохода в процессе формования, чтобы полностью исключить различия в твердости материала .
В7: Каким международным стандартам соответствует ваша компания, предоставляющая услуги по обслуживанию систем высокого давления и поставляющая гнутые компоненты из стали 304/316L?
В процессе гибки и контроля качества мы придерживаемся требований стандарта ASME B31.3 для технологических трубопроводов, а также спецификаций ASTM A269 для прецизионных труб. Одновременно мы получили сертификат системы качества медицинских изделий ISO 13485. Кроме того, мы осуществляем полную (100%) индивидуальную настройку высококачественных сосудов под давлением и компонентов гидравлических систем.
В8: Как я могу получить достоверную смету на ваши услуги по гибке нержавеющей стали в течение 24 часов?
Просто отправьте ваши 3D CAD-модели с подробными требованиями к допускам на наш официальный канал запросов и сообщите нам, нужно ли вам изготовить стандартную конструкционную деталь под углом 90° или многоплоскостной изгиб. Наш опытный инженер-проектировщик подготовит для вас визуальное ценовое предложение, включая анализ DFM (проектирование для производства), в течение дня.
Краткое содержание
Точная гибка нержавеющей стали 304/316L, будь то простая V-образная гибка под углом 90° или сложная трехмерная многоплоскостная деталь неправильной формы, во многом зависит от тесного сочетания физических ограничений материала и цифрового технологического оборудования . Помимо стандартной гибки, которая демонстрирует возможности производственной линии по точной обработке и защите поверхности, детали неправильной формы показывают возможности поставщика в области моделирования методом конечных элементов и разработки нестандартных пресс-форм.
Благодаря высокоэффективным услугам по прецизионной гибке от LS Manufacturing, клиенты могут преодолеть недостатки традиционных OEM-заводов, которые производят либо большие партии, либо прототипы. Использование точного измерения углов и компенсации отклонений в каждом изделии позволит вашей цепочке поставок всегда быть на шаг впереди по стоимости, качеству и срокам поставки .
Сталкивались ли вы с нестабильностью углов при гибке нержавеющей стали, множественными вмятинами на поверхности или превышением допусков при нерегулярных изгибах? Не позволяйте заводам по обработке листового металла с ограниченными техническими ресурсами препятствовать вашему развитию. Свяжитесь с нашей опытной командой инженеров-консультантов по B2B прямо сейчас, загрузите чертежи ваших деталей в 3D CAD , и мы предложим варианты оптимизации конструкции с точки зрения технологичности и разработаем многоуровневое коммерческое предложение для массового производства всего за 24 часа.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


