Il servizio di piegatura dell'acciaio inossidabile è un servizio di formatura dei metalli di alta precisione che si rivolge ai settori automobilistico, medicale e dei fluidi industriali di fascia alta. Risolve efficacemente due problemi principali: la mancanza di precisione costante nella piegatura standard ad alto volume e il superamento dei limiti di tolleranza da parte di pezzi piegati con forme irregolari. Questo servizio è in grado di produrre in modo efficiente piegature standard a 90° ad alto volume , formando al contempo con precisione pezzi irregolari multiplanari con una tolleranza di ±0,3° . Ciò è reso possibile dall'utilizzo di acciaio inossidabile 304/316L come materiale principale per la lavorazione, dalla compensazione idraulica della deflessione combinata con un sistema di controllo a circuito chiuso e dalla tecnologia di simulazione agli elementi finiti.
Il servizio di piegatura dell'acciaio inossidabile è una soluzione chiavi in mano che va dal prototipo di ricerca e sviluppo alla produzione di massa, consentendo ad acquirenti e ingegneri di evitare i tipici rischi di qualità come la dispersione angolare, i graffi superficiali e le crepe negli angoli .
Confronto degli indicatori di consegna del nucleo del servizio di piegatura dell'acciaio inossidabile
| Dimensioni di valutazione | Produzione in serie con piegatura standard a 90° | Prestazioni di flessione irregolare multiplanare | Livello di riferimento comune al settore |
| Tolleranza di formatura angolare | ±0,3° | ±0,3° | ±0,8°~±1,5° |
| Rugosità superficiale | Ra 1,6 μm | Ra 0,8 μm | Ra 3,2 μm~Ra 6,3 μm |
| Raggio di curvatura interno minimo | 1,5 volte lo spessore della piastra | 1,2 volte lo spessore della piastra | 2,0 volte lo spessore della piastra |
| Tempo del ciclo di lavorazione a lama singola | 1,5 secondi | 4,2 secondi | 3 secondi~8 secondi |
| Tasso massimo di riduzione dello spessore della parete | ≤6% | ≤8%, | ≤12%~≤15% |
Punti chiave:
- Il controllo dei costi nella piegatura standard a 90° dipende principalmente dal funzionamento ininterrotto di celle robotizzate completamente automatizzate e dall'utilizzo di stampi antigraffio in Teflon.
- Il motivo per cui la precisione delle parti multiplanari a forma libera è limitata dalla tolleranza cumulativa nello spazio tridimensionale. Pertanto, è necessario un robot CNC a 8 assi per eseguire la formatura continua ad angoli diversi in un'unica operazione di bloccaggio .
- Il raggio interno minimo delle piegature in acciaio inox 304/316L non deve essere inferiore a 1,5 volte lo spessore della lamiera, indipendentemente dal fatto che le piegature siano semplici o complesse. Inoltre, è necessario implementare un sistema di feedback online per la misurazione dell'angolo tramite CNC, al fine di eliminare completamente le variazioni di durezza del materiale tra i diversi lotti.
Perché affidarsi alla gamma completa di servizi di piegatura dell'acciaio inossidabile di LS Manufacturing per le proprie esigenze?
Il servizio di piegatura dell'acciaio inossidabile offerto da LS Manufacturing garantisce un sistema di processo collaudato per la produzione di massa e certificazioni di conformità . Pertanto, è in grado di soddisfare le esigenze di piegatura in qualsiasi situazione e di diventare un partner affidabile per progetti di produzione di alta gamma.
Il nostro team di ingegneri, forte dell'esperienza pratica maturata durante il progetto dei tubi di raffreddamento a liquido per veicoli a nuova energia, ha condotto per tre mesi test di ritorno elastico su diversi lotti di materiale 304L, raccogliendo un totale di 1200 set di dati di flessione . Abbiamo inoltre creato un database specializzato sui materiali, contenente 527 set di parametri di durezza. Il nostro sistema di processo è conforme ai requisiti del sistema di gestione della qualità per il settore automobilistico IATF 16949:2016 , includendo punti di controllo qualità tracciabili in ogni fase della produzione di massa .
Nel caso di applicazioni fluidodinamiche e medicali di fascia alta, il nostro metodo di piegatura è rigorosamente conforme agli standard di lavoro asettico, mentre il controllo della contaminazione da ioni di ferro viene mantenuto in ogni fase, dalla materia prima alla consegna del prodotto finito . La progettazione e la validazione dei relativi prodotti vengono eseguite seguendo scrupolosamente gli standard ASME B31.3 per le tubazioni di processo e possono essere implementate direttamente in sistemi fluidodinamici ad alta pressione. Non ci affidiamo all'esperienza manuale come controllo della qualità, ma digitalizziamo universalmente i requisiti di precisione per ogni processo, al fine di ridurre i rischi di volatilità della catena di fornitura dei nostri clienti.
Se state valutando le capacità complessive di un fornitore di servizi di piegatura, vi invitiamo a contattare il nostro team di ingegneri per ottenere un white paper completo sul processo, che vi fornirà una comprensione approfondita dei dettagli del controllo qualità end-to-end.

Perché gli angoli standard di 90 gradi richiesti dagli acquisti necessitano di un controllo di alta precisione nel servizio di piegatura dell'acciaio inossidabile?
La coerenza dei lotti di piegatura standard a 90° ha un grande impatto sull'efficienza dell'assemblaggio dopo il rilascio in fabbrica. È necessario un servizio di piegatura di precisione dell'acciaio inossidabile per regolare la dispersione angolare e prevenire problemi di disallineamento della saldatura e di cedimento delle guarnizioni.
Perché l'effetto di ritorno elastico a isola nella produzione di massa
Nella produzione di massa, anche minime fluttuazioni nelle proprietà dei materiali possono essere amplificate e trasformarsi in problemi di qualità. Questa è la sfida di controllo più comune nel processo di piegatura dei metalli e i principali fattori che la influenzano includono tre punti:
- Variazioni delle caratteristiche del materiale: l'acciaio inossidabile 304/316L è caratterizzato da un tasso di allungamento del 40% e la variazione di durezza tra diversi lotti di laminazione può arrivare fino al 10%.
- Difetti legati ai processi tradizionali: le comuni piegatrici utilizzano matrici a V fisse e una pressione costante , che non tengono conto delle differenze di materiale tra i vari lotti.
- Amplificazione della deviazione accumulata: piccole deviazioni durante una singola operazione di piegatura, che possono sembrare trascurabili, possono comportare deviazioni dimensionali complessive per i pezzi dopo operazioni multiple.
Questo è un problema diffuso in tutto il settore per quanto riguarda i servizi convenzionali di piegatura dell'acciaio inossidabile.
Meccanismo di garanzia della precisione del controllo dinamico del tonnellaggio
LS Manufacturing offre un approccio di regolazione dinamica del tonnellaggio a livello di microsecondi per lo scenario standard di produzione in serie della piegatura. Grazie all'utilizzo di una tecnologia di piegatura di precisione consolidata, è in grado di garantire la coerenza angolare fin dall'inizio:
- Il macchinario è dotato di un sistema di servocomando da 100-150 tonnellate in grado di modificare la pressione di piegatura in tempo reale in base alla durezza del materiale.
- Il primo pezzo viene misurato in termini di angolo prima che ogni lotto venga messo in funzione, dopodiché i parametri di compensazione della pressione vengono abbinati automaticamente.
- Il campionamento e la ri-ispezione vengono effettuati durante la produzione e il tasso di dispersione angolare viene mantenuto entro ±0,3° , un livello che va ben oltre lo standard del settore.
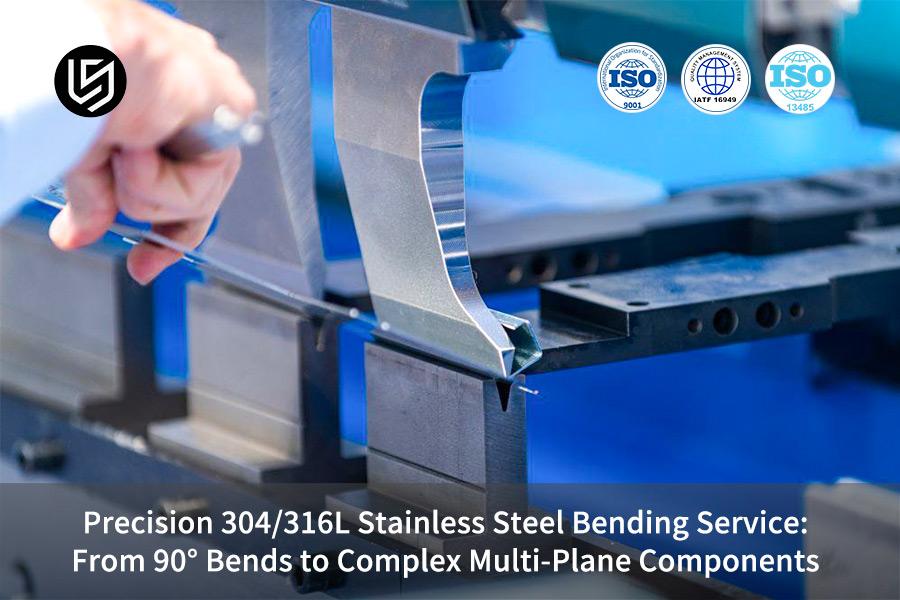
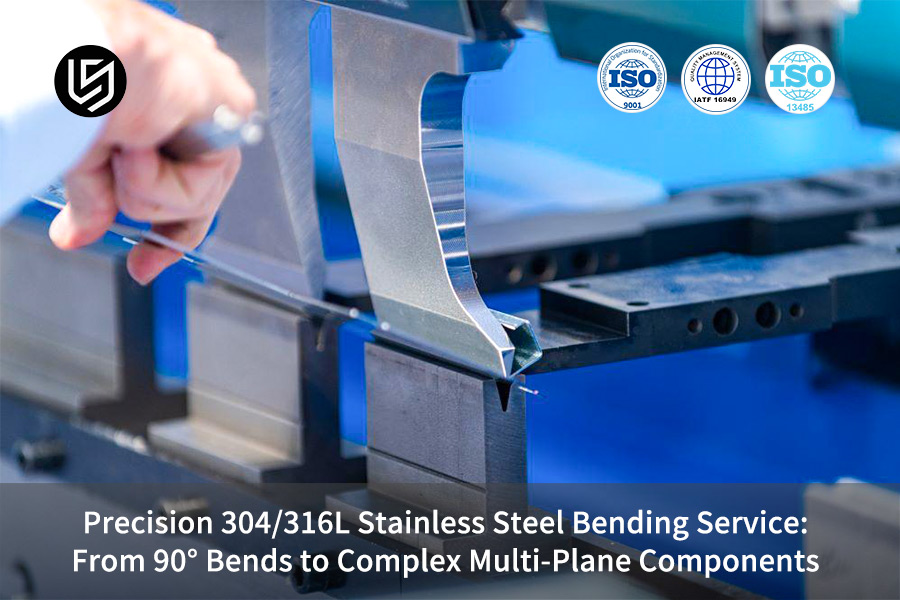
Questo sistema di controllo garantisce che i diversi componenti piegati in acciaio inox 304/316L mantengano una precisione di formatura stabile anche durante la produzione in grandi quantità.

Figura 1: Un tecnico aziona una pressa piegatrice a controllo numerico per formare angoli precisi di 90 gradi nell'acciaio inossidabile.
Come bilanciare la variazione di ritorno elastico del materiale nella produzione di pezzi piegati sia semplici che irregolari?
Il ritorno elastico in curva dell'acciaio inossidabile è una proprietà naturale del materiale. Sia che si tratti di un componente lineare o di parti piegate in modo irregolare , la differenza di ritorno elastico può essere gestita utilizzando congiuntamente un modello meccanico e una compensazione idraulica .
Parametri essenziali che influenzano il ritorno elastico
Il ritorno elastico varia in funzione delle proprietà meccaniche e dei parametri di piegatura del materiale. Rappresenta il principale parametro di regolazione nel processo di piegatura della lamiera di acciaio inossidabile e l'oggetto principale di studio nel controllo del ritorno elastico in piegatura . La relazione è illustrata nella seguente tabella:
Tabella dei parametri che influenzano il ritorno elastico dell'acciaio inossidabile serie 304/316L
| Grado del materiale | Modulo elastico (GPa) | Resistenza allo snervamento (MPa) | Raggio di curvatura comune | Intervallo di ritorno elastico (°) |
| 304 | 193 | 205 | 1,5 volte lo spessore della piastra | 2.0~3.5 |
| 316L | 193 | 170 | 1,5 volte lo spessore della piastra | 2,5~4,0 |
| 304L | 193 | 170 | 1,2 volte lo spessore della piastra | 2,2~3,8 |
Modalità di implementazione della compensazione dinamica della deflessione
LS Manufacturing: L'integrazione di un sistema meccanico di compensazione dinamica della deflessione dello stampo inferiore nella linea di produzione consente di effettuare correzioni in tempo reale semplicemente fornendo al sistema CNC i risultati del calcolo del ritorno elastico.
- Il sistema acquisisce in anticipo i parametri meccanici del materiale e calcola l'entità della compensazione del ritorno elastico per ogni piega utilizzando delle formule .
- Un meccanismo idraulico regola in tempo reale la curvatura dello stampo inferiore durante l'operazione di piegatura per neutralizzare la deformazione per flessione dell'attrezzatura.
- Per consentire la piegatura in grandi volumi di lamiere sottili, viene eseguita una seconda operazione di mantenimento della pressione al fine di soddisfare i requisiti di precisione della produzione di piegatura in grandi volumi e stabilizzare ulteriormente l'angolo di formatura.
Questo sistema di compensazione è un componente hardware fondamentale che contribuisce a migliorare la precisione e la stabilità complessive del servizio di piegatura dell'acciaio inossidabile.
Quali capacità avanzate di macchinari differenziano una comune officina di lavorazione della lamiera da un produttore di piegatrici in acciaio inossidabile su misura?
Il fattore principale che distingue le normali fabbriche di lavorazione della lamiera dai produttori di piegatura personalizzata dell'acciaio inossidabile è la capacità dei loro macchinari di eseguire piegature spaziali multiplanari senza interferenze, mantenendo al contempo l'efficienza della lavorazione in serie .
Svantaggi delle vecchie piegatrici
Gli utensili di base per la piegatura a tre punti sono in grado di eseguire una sola operazione di piegatura su un piano, il che limita enormemente la possibilità di realizzare piegature multiple e complesse sullo stesso pezzo:
- Capacità operativa molto limitata: solo all'interno di un piano di piegatura. La reazione delle parti quando si tenta di eseguire una seconda e una terza piegatura intersecante nello spazio causa interferenze fisiche e in questo modo non è possibile.
- Modifiche molto inefficienti: per passare da un angolo di piegatura all'altro, gli utenti devono sostituire l'intero set di matrici . Ogni modifica richiede più di mezz'ora.
- Affidamento all'abilità manuale per la precisione: le modifiche dell'angolo vengono effettuate in base all'esperienza dell'operatore, quindi è piuttosto difficile garantire gli stessi risultati con lotti diversi.
Questo tipo di attrezzatura non è affatto adatto agli ordini sempre più esigenti di piegatura su misura dell'acciaio inossidabile.
Principali vantaggi dei centri di piegatura multiasse
Grazie a un sistema di piegatura multiasse professionale e a un sistema di stampi brevettato a cambio rapido e senza segni , LS Manufacturing è riuscita a soddisfare i requisiti di efficienza e precisione. Di seguito viene riportato un confronto delle capacità delle apparecchiature:
Confronto delle principali funzionalità di diverse attrezzature di piegatura
| Tipo di apparecchiatura | Numero di assi di controllo | Tempo di cambio stampo singolo | Dimensioni di piegatura processabili | Ciclo di lavorazione a taglio singolo |
| Macchina piegatrice standard a tre punti | 3 assi | Oltre 30 minuti | Monoplano | 3-5 secondi |
| Macchina piegatrice CNC servoassistita standard | 4~6 assi | 10-15 minuti | Due aerei | 2-3 secondi |
| Centro di piegatura robotizzato a 8 assi collegati | 8 assi | Meno di 8 secondi | Piano multispaziale | 1,5~4,2 secondi |
Questa configurazione di attrezzature costituisce la base stessa della capacità di fornire servizi di piegatura di precisione dell'acciaio inossidabile di altissima qualità.
Oltre a essere in grado di elaborare enormi quantità di ordini standard a 90° a una velocità elevatissima di 1,5 secondi/taglio , questa apparecchiatura passa senza problemi anche alla formatura di precisione di geometrie spaziali complesse, consentendo ai clienti di soddisfare tutte le loro esigenze di piegatura con un unico fornitore.
Se avete un progetto di piegatura complesso e dalla forma irregolare e temete che la vostra attrezzatura non sia in grado di gestirlo, potete inviarci i vostri disegni 3D . Effettueremo gratuitamente una valutazione di fattibilità del processo e verificheremo l'efficacia dell'implementazione della piegatura personalizzata dell'acciaio inossidabile.

Figura 2: Profili in acciaio inossidabile con canali complessi e piegature irregolari su più piani.
Come prevenire la formazione di grinze strutturali e la distorsione sezionale nei componenti piegati in acciaio inox 304/316L ad alta difficoltà?
I componenti piegati in acciaio inox 304/316L, caratterizzati da elevata complessità, sono soggetti a problemi quali increspature e distorsioni della sezione trasversale durante il processo di piegatura. Per eliminare con successo questi difetti , è necessario utilizzare mandrini interni di elevata precisione, abbinati a una forza di serraggio perfettamente corrispondente.
Meccanismi di rottura nella formatura per piegatura
Lo scorrimento plastico microscopico nel materiale si verifica durante la formazione di pezzi piegati di forma irregolare e molto densi o durante la piegatura di lamiere spesse sotto forte sollecitazione. I metodi ordinari di piegatura dei tubi hanno difficoltà a prevenire questo problema, che si traduce in due principali tipi di guasti:
- Increspature interne: si verificano a causa della formazione di una sollecitazione di compressione tangenziale nel materiale, che si trova sul lato interno della curvatura. Poiché il materiale in eccesso non può fluire, si formano delle increspature.
- Deformazione della sezione trasversale: se un componente tubolare non è supportato internamente, subirà una deformazione durante la flessione e la sua sezione trasversale si trasformerà, nella zona di flessione, da circolare a ellittica (ovvero, si verificherà una perdita di rotondità).
Il rischio di tale cedimento è particolarmente elevato nelle parti piegate irregolari e strutturalmente complesse.
Soluzione di controllo preciso per i parametri di processo
LS Manufacturing ha implementato una serie di controlli parametrici standardizzati, progettati per garantire la massima precisione nelle operazioni di piegatura di fluidi . L'obiettivo principale di questo sistema è assicurare una piegatura di alta qualità e precisione, eliminando i difetti causati dal processo.
- La forza di serraggio è rigorosamente controllata all'interno della staffa da 15-20 bar per garantire che il materiale non scivoli, evitando una pressione eccessiva che potrebbe causare l'accumulo di materiale interno.
- Nel processo di piegatura dei tubi, vengono utilizzati mandrini flessibili multisezione o supporti riempiti di fluido ad alta pressione, in modo che la rotondità del canale di piegatura superi il 95%.
- Prima di piegare lamiere spesse, si tiene conto dello spostamento dello strato neutro in modo da raggiungere la velocità di piegatura e il tempo di mantenimento corretti.
Questo sistema di parametri standardizzato rimane la piattaforma di base per le nostre operazioni di piegatura su misura dell'acciaio inossidabile, eseguite per soddisfare le esigenze dei clienti.

Figura 3: Tre angolari a 90 gradi senza giunture in acciaio inossidabile 304 lucidato che mostrano bordi netti.
Quali strategie di alimentazione e disposizione del materiale eliminano le cricche superficiali durante la piegatura della lamiera di acciaio inossidabile?
Durante il processo di piegatura della lamiera di acciaio inossidabile , le cricche di piegatura si originano dall'orientamento delle fibre e dalla concentrazione delle sollecitazioni . Ottimizzando la disposizione e il pretrattamento del taglio è possibile eliminare i potenziali problemi alla fonte.
La direzione di rotolamento delle fibre e il suo effetto
Le texture fibrose che si sviluppano durante il processo di laminazione sono caratteristiche delle lamiere di acciaio inossidabile. L'angolo tra la direzione di piegatura e la direzione delle fibre è il fattore che determina la resistenza alla fessurazione del metodo di piegatura della lamiera .
- La resistenza alla trazione del materiale diminuisce di quasi il 20% quando la linea di piegatura è parallela alla direzione delle fibre. Inoltre, è molto probabile che il lato esterno della piega diventi la sede delle cricche intergranulari.
- Con la linea di piegatura perpendicolare alla direzione delle fibre, la resistenza alla trazione del materiale è massima e la resistenza alle crepe è al livello ottimale.
- Quando i componenti presentano piegature multiple, è necessario elaborare un piano di layout per l'intero sistema. Il requisito principale è garantire che i punti di piegatura soggetti a forti sollecitazioni siano perpendicolari alla direzione delle fibre.
La cura dei dettagli nella progettazione è un segnale che la fabbrica si sta distinguendo dalle normali officine di lavorazione della lamiera, trasformandosi in un produttore professionale di piegatura su misura dell'acciaio inossidabile .
I principi di nesting proprietari di LS Manufacturing, che tengono conto della distribuzione dell'angolo di piegatura dei pezzi, non solo calcolano l'utilizzo ottimale della lamiera, ma anche lo schema di resistenza alle cricche, portando a una riduzione del rischio di cricche di oltre il 60% rispetto all'utilizzo dei metodi di nesting tradizionali.
Soluzione per la prevenzione delle crepe mediante pretrattamento dei bordi tagliati
Il taglio laser dei bordi genera zone termicamente alterate con bave microscopiche e punti di concentrazione delle sollecitazioni , che sono suscettibili all'innesco di cricche durante la piegatura e deteriorano notevolmente le prestazioni di piegatura resistenti alle cricche .
- I bordi della lamiera vengono prima smussati meccanicamente e lucidati fino a raggiungere una rugosità superficiale di Ra 0,8 μm per eliminare le fonti di concentrazione delle sollecitazioni prima della piegatura.
- La superficie di taglio è priva di strato di ossido e scorie, in modo che nulla possa facilmente graffiare la superficie della lamiera durante la piegatura.
- I componenti realizzati con lamiere spesse ricevono un ulteriore trattamento di distensione dei bordi per ridurre ulteriormente il rischio di fessurazioni.
Tra le numerose misure di controllo qualità implementate, abbiamo introdotto questa fase di pretrattamento avanzata, che ci distingue come fornitore professionale di componenti piegati in acciaio inox 304/316L .
Se i vostri progetti di piegatura di lamiere spesse hanno ripetutamente riscontrato problemi di fessurazione superficiale, potete contattarci per ottenere una soluzione di ottimizzazione del layout personalizzata che migliori efficacemente la percentuale di successo e la resistenza strutturale dei prodotti di piegatura di lamiere di acciaio inossidabile.

Figura 4: Composizione di forme in acciaio inossidabile: curve a grande raggio e canali scanalati.
Come fa LS Manufacturing a garantire una protezione superficiale perfetta per il servizio di piegatura dell'acciaio inossidabile di grado medicale e alimentare?
Il servizio di piegatura dell'acciaio inossidabile per uso medicale e alimentare non richiede graffi né contaminazioni da ferro . Stampi specializzati e gestione della camera bianca possono soddisfare gli standard di sterilità e resistenza alla corrosione.
Standard per la creazione di un ambiente di produzione privo di ferro
Quando si piegano i pezzi con stampi in acciaio ordinari, una piccola quantità di ferro libero rimane sulla superficie, causando rapidamente corrosione intergranulare . Questo è uno dei principali problemi che i servizi di piegatura di precisione dell'acciaio inossidabile di alta gamma devono risolvere per soddisfare gli standard di piegatura medicale . Di seguito, un confronto degli effetti di diverse soluzioni di protezione:
Confronto tra soluzioni di protezione delle superfici di piegatura in acciaio inossidabile
| Soluzione di protezione | Resistenza ai graffi | Resistenza alla contaminazione da ferro | Scenari applicabili | Aumento dei costi per unità |
| Stampi in acciaio ordinario | Molto basso | Nessuno | Componenti strutturali industriali | 0% |
| Stampi rivestiti in teflon | Alto | Mezzo | Parti estetiche | 3%~5% |
| Stampi in nylon personalizzati | Molto alto | Alto | Componenti medicali convenzionali per uso alimentare | 8%~12% |
| Soluzione di protezione antipolvere per l'intero processo. | Molto alto | Molto alto | Componenti medicali impiantabili per fluidi ad alta purezza | 15%~20% |
Processo di passivazione e collaudo del prodotto finito
Tutti i prodotti finiti piegati per uso medico e alimentare vengono lavorati e testati secondo gli standard, per garantire rigorosamente un'elevata qualità di piegatura .
- Gli articoli finiti vengono sottoposti a pulizia a ultrasuoni e trattamento di passivazione con acido nitrico ad alta concentrazione per rimuovere completamente il ferro libero dalla superficie .
- Vengono effettuati test di penetrazione del colore al 100% per identificare graffi microscopici e crepe scure.
- Per ogni lotto di prodotti viene fornito un rapporto di analisi del contenuto di ioni di ferro, a conferma della conformità agli standard per uso alimentare e medicale.
Un sistema completo di test e tracciabilità è una capacità fondamentale che un fornitore qualificato di componenti piegati in acciaio inox 304/316L deve possedere.
Perché LS Manufacturing è il fornitore di riferimento per componenti piegati in acciaio inox 304/316L, in grado di soddisfare sia le esigenze di produzione di massa che quelle di prototipazione?
LS Manufacturing, fornitore di componenti piegati in acciaio inox 304/316L , supporta non solo la produzione di massa, ma anche progetti di prototipazione. Adotta un modello produttivo flessibile che copre l'intero ciclo di vita del progetto.
Limiti delle catene di approvvigionamento tradizionali
Solitamente, i produttori industriali a contratto presentano modelli di business polarizzati . Di fatto, questa polarizzazione rende molto difficile per loro fornire soluzioni di piegatura complete e soddisfare le esigenze dei clienti durante l'intero ciclo di vita del prodotto.
- Le fabbriche di produzione di massa gestiscono solo ordini semplici di decine di migliaia di unità o più , quindi hanno tempi di consegna lunghi e prezzi elevati per lo sviluppo dei prototipi.
- Le fabbriche di prototipazione spesso utilizzano manodopera manuale o attrezzature semplici, con conseguente bassa precisione e instabilità . Inoltre, non sono in grado di gestire ordini di grandi quantità.
- Quando i clienti cambiano fornitore, devono dedicare del tempo alla riconfigurazione dei propri processi, il che allunga i cicli di progetto e aumenta i rischi per la qualità.
Questa polarizzazione dei modelli di business implica che la maggior parte dei produttori di piegatura su misura dell'acciaio inossidabile non sarà in grado di completare l'intero ciclo di vita del progetto .
Vantaggi dell'adattabilità completa del ciclo di vita delle linee di produzione flessibili
LS Manufacturing ha realizzato un sistema di produzione flessibile e professionale per la piegatura , in grado di adattarsi facilmente alle esigenze di progetto nelle diverse fasi:
- Nella fase di ricerca e sviluppo: i report DFM vengono generati entro 24 ore dalla ricezione dei disegni e il primo campione viene consegnato in 5-7 giorni.
- Nella fase di produzione pilota: i programmi di produzione possono essere adattati in modo flessibile, poiché l'azienda supporta la verifica iterativa di piccoli lotti e lotti multipli .
- Nella fase di produzione di massa: vengono utilizzate unità di elaborazione completamente automatizzate per garantire efficienza di consegna e vantaggi in termini di costi.
Siamo in grado di fornire servizi in tutte le fasi , adattando il nostro servizio di piegatura dell'acciaio inossidabile ai diversi ritmi di progetto dei nostri clienti.
Caso di studio: come LS Manufacturing ha ottimizzato un tubo di raffreddamento a liquido multipiano in acciaio inossidabile 304L per un sistema di gestione termica delle batterie dei veicoli elettrici?
Affrontando il problema della curvatura multiplanare dei tubi di raffreddamento a liquido per veicoli a energia alternativa, siamo riusciti a ridurre significativamente i tempi di consegna, risolvendo microfratture e violazioni delle tolleranze attraverso l' ottimizzazione della simulazione e il miglioramento dei processi.
Sfide del cliente
Il cliente stava lavorando a un sistema di gestione termica per pacchi batteria di veicoli elettrici ad alta densità energetica. La caratteristica principale del sistema è l'utilizzo di un tubo irregolare multiplanare in acciaio inossidabile 304L di 22 mm di diametro e 1,2 mm di spessore , tipico per componenti piegati in modo irregolare. Il raccordo presenta sei curve regolari a 90° e tre curve irregolari trasversali. Il cliente richiede che il grado di assottigliamento sul lato esterno delle curve sia dell'8%, mentre la tolleranza geometrica dei punti finali tridimensionali deve essere bloccata entro ±0,3 mm .
La produzione di massa ha causato fluttuazioni nella durezza del materiale, con conseguente ritorno elastico angolare non uniforme. I componenti forniti dal fornitore precedente non erano compatibili con la dima di saldatura laser , causando interferenze durante l'assemblaggio e un rischio di ritardo per il progetto del nuovo veicolo . Il cliente ha testato campioni di tre diversi fornitori e nessuno di essi ha prodotto componenti in grado di soddisfare entrambi i requisiti contemporaneamente.
Soluzione di produzione LS
Il team di ingegneri di progetto flessibile di LS Manufacturing, dopo aver ricevuto i disegni STEP 3D dal cliente, ha preparato un rapporto DFM dettagliato entro 24 ore , sfruttando al meglio i nostri vantaggi di ricerca e sviluppo nella piegatura personalizzata dell'acciaio inossidabile e la nostra vasta esperienza nella realizzazione di progetti di piegatura complessi.
- Il nostro primo passo è stato quello di simulare il flusso plastico dell'acciaio inossidabile 304L allo stato incrudito mediante analisi agli elementi finiti. Abbiamo individuato tre potenziali punti di fessurazione e ottimizzato il raggio di curvatura locale.
- Abbiamo affrontato il problema del ritorno elastico angolare nella produzione di massa installando un sistema intelligente di misurazione angolare laser online e un sistema di controllo a circuito chiuso per la compensazione idraulica della deflessione in tempo reale su un centro di piegatura CNC a 8 assi presso il nostro stabilimento; questo sistema è in grado di correggere automaticamente le deviazioni di ritorno elastico per ogni piegatura.
- Per quanto riguarda il problema dell'interferenza durante le transizioni multi-piano, abbiamo realizzato uno speciale stampo superiore di serraggio segmentato a cambio rapido in materiale Cr12MoV e lo abbiamo combinato con un processo di supporto del mandrino interno flessibile e ad alto smorzamento per prevenire il ritiro nel tubo a parete sottile, eliminando così completamente il rischio di increspature e microfratture ai bordi dei grani causate dalle variazioni di laminazione.
Risultati e valore
Infine, basandosi sul sistema di gestione della qualità automobilistica IATF 16949, LS Manufacturing ha consegnato il primo lotto di prototipi di alta precisione in 5 giorni lavorativi . I componenti piegati in acciaio inox 304/316L forniti sono stati sottoposti a scansione e confronto di nuvole di punti 3D utilizzando una macchina di misura a coordinate. Il risultato è stato che la deviazione assoluta di tutti i punti di piegatura tridimensionali è stata mantenuta entro 0,15 mm, il tasso di mantenimento della parete del tubo è stato del 93,5% e tutte le unità sono risultate a tenuta stagna, avendo superato il test di pressione e anche l'esperimento di turbolenza del liquido.
Impressionato dalla nostra competenza tecnica, il cliente ci ha immediatamente commissionato una produzione annua di 50.000 unità e ci ha inoltre affidato la produzione esclusiva di diversi progetti di piegatura, tra cui barre antirollio per il telaio, realizzando così un ciclo di approvvigionamento completo . Ciò conferma ulteriormente l'adattabilità del nostro servizio di piegatura di precisione dell'acciaio inossidabile nel settore automobilistico di alta gamma.
Se anche voi avete progetti di piegatura complessi simili che richiedono soluzioni, caricate i vostri disegni CAD 3D e vi forniremo una soluzione personalizzata e un preventivo accurato entro 24 ore.

FAQ
D1: In qualità di produttore di componenti in acciaio inossidabile piegati su misura, qual è il tempo di consegna tipico per la prototipazione personalizzata di parti piegate multiplanari di forma irregolare?
Quando si tratta di prototipi complessi in acciaio inox 304/316L, con forme irregolari e multiplanari, o di prototipazione rapida standard a 90° per grandi volumi, LS Manufacturing è generalmente in grado di completare la personalizzazione degli stampi con profili non standard e di consegnare il primo lotto di prototipi in 5-7 giorni lavorativi dopo la revisione del disegno DFM.
D2: In che modo LS Manufacturing controlla la velocità minima di riduzione dello spessore della parete dei pezzi piegati durante l'erogazione di servizi di piegatura di precisione dell'acciaio inossidabile?
Grazie all'impiego di calcoli di simulazione numerica eseguiti da esperti per distribuire efficacemente il coefficiente dello strato neutro di flessione e alla combinazione con un metodo di supporto interno a mandrino multisezione ad alta pressione , siamo riusciti a controllare il tasso di riduzione dello spessore della parete sul lato esterno dei pezzi piegati in acciaio inox 316L in modo che sia ≤ 10%.
D3: In qualità di fornitore di componenti piegati in acciaio inox 304/316L, qual è la quantità minima d'ordine per gli ordini all'ingrosso?
Essendo un'azienda manifatturiera B2B versatile, noi di LS Manufacturing non imponiamo alcun quantitativo minimo d'ordine rigido . Che la vostra richiesta sia di 1-10 pezzi di piegatura di precisione per prototipi di ricerca e sviluppo o di oltre 10.000 pezzi di piegatura a 90° standard industriale per la produzione di massa, siamo sempre pronti a fornire un supporto tecnico completo con lo stesso livello di precisione.
D4: Il vostro processo di piegatura della lamiera di acciaio inossidabile è in grado di raggiungere la finitura superficiale priva di graffi richiesta dai settori medico e alimentare?
Sì, lo facciamo. Applichiamo una pellicola protettiva antigraffio in Teflon sulla superficie dello stampo di piegatura oppure utilizziamo uno stampo speciale in nylon. Prima della spedizione dei nostri prodotti dalla fabbrica, effettuiamo una pulizia a ultrasuoni e una passivazione con acido nitrico ad alta concentrazione, al fine di garantire che le superfici del prodotto finito non presentino impronte dello stampo e siano prive di contaminazione da ferro.
D5: Come gestisce la vostra azienda la tutela della proprietà intellettuale per i progetti di componenti curvi irregolari, il cui design è particolarmente delicato?
LS Manufacturing si conforma rigorosamente agli standard internazionali di protezione della proprietà intellettuale, ha sottoscritto accordi di riservatezza formali e conserva tutti i disegni STEP 3D dei clienti su server crittografati separati. Inoltre, il sito di produzione è soggetto a un controllo degli accessi completo e senza interruzioni e all'isolamento del codice di processo.
D6: Perché si verificano differenze di angolo tra lotti diversi di piegature personalizzate in acciaio inossidabile e come affronta la vostra azienda questo problema?
Ciò è dovuto principalmente alle variazioni del carico di snervamento e delle tensioni residue delle materie prime in acciaio inossidabile da un lotto all'altro. Grazie a un sistema di misurazione e controllo angolare laser in tempo reale integrato nella piegatrice, utilizziamo tale sistema per regolare automaticamente ogni passaggio durante il processo di formatura , eliminando completamente le differenze di durezza del materiale .
D7: Quali sono gli standard internazionali a cui si conforma il vostro servizio relativo ai sistemi ad alta pressione in qualità di fornitore di componenti piegati in acciaio inox 304/316L?
Per le nostre operazioni di piegatura e controllo qualità, rispettiamo i requisiti della norma ASME B31.3 per le tubazioni di processo, nonché le specifiche ASTM A269 per i tubi di precisione. Inoltre, abbiamo ottenuto la certificazione ISO 13485 per il sistema di qualità dei dispositivi medici. Eseguiamo anche la personalizzazione completa (100%) di recipienti a pressione e componenti per sistemi fluidici di alta gamma.
D8: Come posso ottenere un preventivo affidabile per il vostro servizio di piegatura dell'acciaio inossidabile entro 24 ore?
Inviateci i vostri modelli CAD 3D , con i requisiti di tolleranza dettagliati, tramite il nostro canale di richiesta ufficiale e specificate se dovete realizzare un componente strutturale standard a 90° o una piega multiplanare. Il nostro esperto ingegnere di progetto vi fornirà un preventivo visivo, comprensivo di analisi DFM, entro un giorno.
Riepilogo
La piegatura di precisione dell'acciaio inossidabile 304/316L, che si tratti di una semplice piega a V di 90° o di un complesso componente tridimensionale irregolare su più piani, dipende in larga misura dalla stretta combinazione tra i vincoli fisici del materiale e le apparecchiature di processo digitali . Oltre alla piegatura standard, che indica la precisione di dispersione e le capacità di protezione superficiale della linea di produzione, i componenti di forma irregolare rivelano le capacità del fornitore in materia di simulazione agli elementi finiti e sviluppo di stampi non standard.
Grazie ai servizi di piegatura di precisione altamente adattabili di LS Manufacturing, i clienti possono superare i limiti delle fabbriche OEM convenzionali, che producono solo grandi quantità o prototipi. Grazie all'utilizzo di misurazioni angolari di precisione e alla compensazione della flessione in ogni prodotto, la vostra catena di fornitura sarà sempre un passo avanti in termini di costi, qualità e tempi di consegna .
Avete riscontrato instabilità angolare nel vostro progetto di piegatura dell'acciaio inossidabile, multiple rientranze superficiali o superamenti delle tolleranze in piegature irregolari? Non lasciate che le officine di lavorazione della lamiera con risorse tecniche limitate ostacolino il vostro sviluppo. Contattate subito il nostro team di esperti ingegneri B2B, caricate i disegni CAD 3D del vostro componente e vi forniremo suggerimenti per l'ottimizzazione della producibilità e un preventivo di produzione di massa a più livelli entro sole 24 ore.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


