
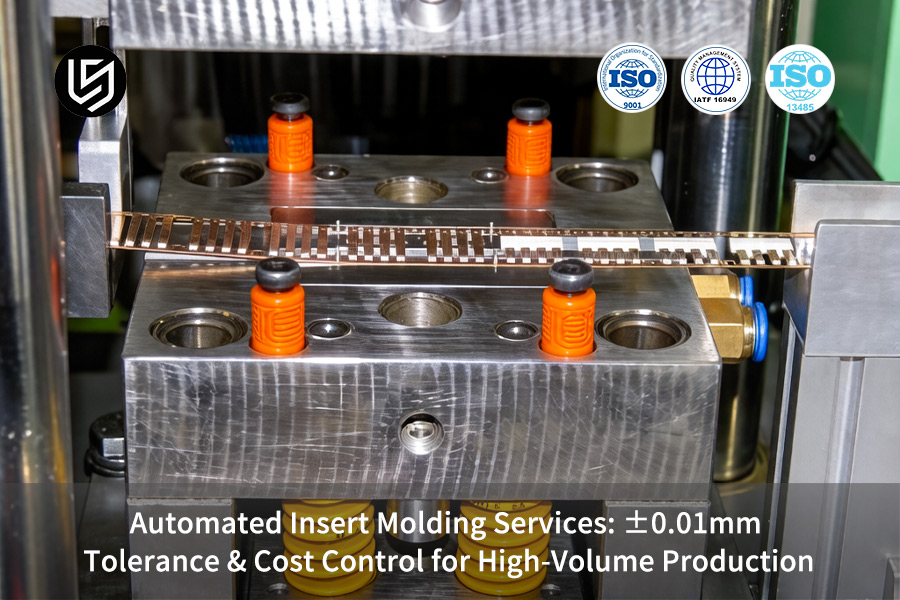
Die automatisierten Spritzgießdienstleistungen von LS Manufacturing bieten eine robotergestützte, hochpräzise Spritzgießlösung. Sie eliminieren Ausschuss und Druckdrift, die bei der Serienfertigung von Automobilsteckverbindern, mikroelektronischen Bauteilen und Medizinprodukten auftreten. Konventionelle manuelle Spritzgießverfahren führen aufgrund von Verschiebungen der Einsätze, höherer Zykluszeiten und der Unfähigkeit, Toleranzen von mehr als ±0,03 mm einzuhalten, zu Ausschuss. Die Ursache hierfür liegt in der fehlenden Steuerung des Heißkanalsystems für mehrere Kavitäten und der unzureichenden Synchronisation des Roboters im geschlossenen Regelkreis, was Druckdrift verursacht.
Mit den automatisierten Spritzgießdienstleistungen von LS Manufacturing erhalten Sie eine Roboter-Einlegegenauigkeit von ±0,005 mm , eine gleichmäßige Füllung mehrerer Kavitäten und eine Druckregelung im geschlossenen Regelkreis. Sie profitieren jetzt von präzisen Toleranzen von ±0,01 mm , 25 % kürzeren Zykluszeiten und geringeren Stückkosten. Im nächsten Schritt zeigen wir Ihnen, wie.
Automatisiertes Einlegetechnik-Verfahren: Kurzübersicht zur Toleranz- und Kostenkontrolle (±0,01 mm)
| Produktionsherausforderung | Automatisierte Lösung für ±0,01 mm | Auswirkungen hoher Stückzahlen auf die Kosten |
| Positionierung des Einsatzes | Positionierung des Einsatzes mithilfe eines Roboterarms, der von einem Bildverarbeitungssystem und Kraftsensoren gesteuert wird. | Es schließt menschliche Fehler aus, erreicht eine 100% ige Positionierungsgenauigkeit und minimiert den Ausschuss. |
| Thermische Verformung | Temperatursensoren in der Form und Vorheizstation für die Einsätze. | Dadurch werden unterschiedliche Schwindungsspannungen minimiert, um eine Verformung des Bauteils zu vermeiden . |
| Prozessstabilität | Geregelte, geschlossene Regelsysteme zur Überwachung von Einspritzgeschwindigkeit, Druck und Kavitätendruck. | Es gewährleistet die für die Einhaltung der Toleranz von ±0,01 mm erforderliche Konsistenz von Charge zu Charge. |
| Werkzeugverschleiß | Gehärtete Stahlwerkzeuge und Spezialbeschichtungen für kritische Bauteile. | Es verlängert die Lebensdauer der Form und erhält gleichzeitig die Qualität desSpritzgussteils . |
| Zykluszeitoptimierung | Synchronisierte Roboterbewegungen und verbesserte Formkühlungskanalgestaltung . | Durch die Maximierung der Stückzahl pro Stunde werden die Produktionskosten pro Einheit gesenkt. |
Wichtigste Erkenntnisse:
- Automatisierung ist unerlässlich: Eine Serienfertigung mit einer Toleranz von ±0,01 mm ist mit manuellen Methoden nicht möglich und erfordert Automatisierung.
- Das Wärmemanagement ist entscheidend: Durch die separate Temperaturregelung der Form und der Einsätze werden Unterschiede in ihren Wärmeausdehnungseigenschaften ausgeglichen.
- Stabilität senkt die Kosten: Prozesskonstanz verringert die Variabilität, was zu weniger Ausschuss und höherer Effizienz führt und Ihnen ermöglicht, die Preise zu senken.
- Investieren Sie in Langlebigkeit: Die hohen Anschaffungskosten für Präzisions- und verschleißfeste Einsätze rechtfertigen sich durch deren Langlebigkeit, da Millionen von Zyklen durchgeführt werden.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt zahlreiche Veröffentlichungen zu Automatisierungstheorien. Dieser Leitfaden unterscheidet sich in einem Punkt: Er wurde von unseren Integrationsspezialisten erstellt, die Roboterzellen mit einer Verfügbarkeit von über 99,99 % und mikrometergenauer Teilebestückung entwickeln. Die Architektur unserer Robotersysteme wird anhand der Best Practices der Society of Manufacturing Engineers (SME) für die Architektur von Fertigungssystemen geprüft.
Unsere automatisierten Produktionslinien fertigen Bauteile, die für eine erfolgreiche Montage eine Genauigkeit im Mikrometerbereich erfordern : Mikrofluidik-Chips für patientennahe Diagnostikgeräte, hermetisch abgedichtete Steckverbinder für Satellitenkommunikationssysteme und sensorbestückte Baugruppen für chirurgische Robotersysteme. Unsere Prozesskontrollverfahren werden anhand der neuesten Fortschritte in der Präzisionsfertigung, wie sie in den Publikationen der International Academy for Production Engineering (CIRP) beschrieben sind, evaluiert.
Erfahrung entsteht durch die Fehlersuche in automatisierten Zellen mitten in der Nacht . Wir haben gelernt, den exakten Vorwärmzyklus ( 85 ± 1 °C ) für die PEEK-Verklebung zu erstellen, die Bahnoptimierung eines 7-Achs-Roboters für eine Positionierungsgenauigkeit von ± 5 µm durchzuführen und eine Bildverarbeitungssoftware zu entwickeln, die selbst kleinste Grate von 0,1 mm in 50 Millisekunden erkennt. Dank unserer praxiserprobten Expertise können Sie einen effizienten , automatisierten Spritzgießprozess implementieren – ohne kostspielige Ausfallzeiten, Ausschuss und die Qualitätsprobleme, die wir bereits erfolgreich gelöst haben.

Abbildung 1: Ein Förderband transportiert Tausende von weißen Nylon-66-Teilen von einem Großserienhersteller für Spritzgussteile.
Warum kann die manuelle Verschachtelung die strengen Toleranzen, die für Sensorgehäuse in der Luft- und Raumfahrt gefordert sind, nicht erfüllen?
Manuelles Verschachteln führt aufgrund von Ermüdung des Bedieners und Temperaturschwankungen der Form bei 140 °C zu unvorhersehbaren Positionsänderungen und damit zu Ausschussteilen mit einer Toleranz von über 0,05 mm . Durch den Einsatz von Robotern wird eine Positioniergenauigkeit von ±0,01 mm ohne Gratbildung erreicht. Der erzielte CpK-Wert von ≥ 1,67 (ein statistischer Indikator für einen extrem stabilen Produktionsprozess mit einer Fehlerrate von unter 4 Teilen pro Million) ermöglicht präzises Spritzgießen mit engen Toleranzen .
| Aspekt | Manuelle Verschachtelung | Roboterautomatisierung |
| Konsistenz der Insertplatzierung | Aufgrund von Handzittern kommt es von Zyklus zu Zyklus zu Abweichungen von 0,03-0,08 mm , was bei automatisierten Insert-Molding-Verfahren nicht akzeptabel ist. | Der Präzisions-Sechs-Achs-Servo arbeitet mit einer Abweichung von ±0,005 mm während 8-Stunden-Schichten. |
| Thermische Gleichmäßigkeit | Durch Bedienungsfehler kommt es zu Temperaturschwankungen von 15°C an der Kavitätsoberfläche, was den Einsatz eines automatisierten Insert-Molding-Anbieters erforderlich macht. | Durch die auf 4,5 Sekunden festgelegte Zykluszeit werden die Kavitätszonen auf ±2°C des gewünschten Wertes gehalten. |
| Widerstand gegen Einspritzdruck | Die nicht entriegelten Einsätze bewegen sich unter einem Druck von 120 MPa und erzeugen dabei Grat in der Präzisions-Einsatzformung des Sensorgehäuses . | Pneumatische Verriegelungen halten dem vollen Druck stand und fixieren den Einsatz. |
| Endgültige Positionstoleranz | Die durchschnittlichen Positionsabweichungen liegen zwischen 0,05 mm und 0,10 mm und erfüllen häufig nicht die Spezifikationen. | Die Toleranz wurde innerhalb eines Bereichs von ±0,01 mm eingehalten, wobei eine Stichprobe von 50.000 Stück mittels Koordinatenmessmaschine verifiziert wurde. |
Das herkömmliche manuelle Umspritzverfahren wird durch ein geschlossenes Robotersystem ersetzt, das Entnahmezeitpunkt, Werkzeugtemperatur und Stiftverriegelung koordiniert. Dies ermöglicht Hochgeschwindigkeits-Umspritzung mit kürzeren Durchlaufzeiten und zuverlässige Ergebnisse , wodurch Ausschuss vermieden wird. Basierend auf einer validierten Mehrphysik-Simulation, die Ihre tatsächlichen CMM-Daten abbildet, bietet Ihnen das System eine fehlerfreie Produktionskette und reduzierte Stückkosten. Steigen Sie von manueller Präzision von ±0,05 mm auf robotergestützte Präzision von ±0,01 mm um. Um eine automatisierte Umspritzlösung für Ihre Gehäuse zu entwickeln, kontaktieren Sie unser Team für eine Machbarkeitsstudie und ein validiertes Produktionsangebot.

Wie konstruiert man Mehrkavitäten-Heißkanalsysteme für einen Hersteller von Spritzgussteilen mit hohem Durchsatz?
Bei Produktionsmengen von über 5.000.000 Teilen pro Jahr ist eine gleichmäßige Kavitätenfüllung erforderlich, die mit Heißkanaltechnologie nicht erreicht werden kann. Die Lösung sind ventilgesteuerte Systeme mit individueller Temperaturregelung, um Unterschiede in der Schergeschwindigkeit und Schrumpfungsschwankungen zu eliminieren. So gelingt präzises Einlegetechnik-Spritzgießen :
Ventilgesteuerte Heißkanäle verhindern Tropfenbildung und Unwucht.
Jede Kavität verfügt über ein eigenes Nadelventil, das unabhängig voneinander Materialaustritt verhindert. Unabhängige Temperaturregelkreise für jede Kavität (dynamische Regelung ±0,5 °C ) gewährleisten eine gleichmäßige Schmelzviskosität in allen Kavitäten. Bei Ihrem Mehrkavitäten-Einsatzwerkzeug bedeutet dies, dass sich alle Kavitäten mit der gleichen Geschwindigkeit füllen, wodurch Probleme mit zu kurzen oder überfüllten Randkavitäten vermieden werden. Sie erreichen einen CpK-Wert von über 1,67 in allen 16 oder 32 Kavitäten ohne zusätzlichen Optimierungsaufwand.
Druckprofilierung verhindert Schwindungsdrift in hochfaserverstärkten Harzen
PA66 mit 40 % Kohlenstofffaseranteil zeigt ungleichmäßige Schrumpfung, wenn der Nachdruck zu schnell oder zu langsam abfällt. Die Lösung ist ein linearer Druckabfall innerhalb von 0,8 Sekunden nach dem Nachfüllen mithilfe eines zentralen Hydraulikverteilers. Als Ihr Lieferant für Umspritzverfahren in der Serienfertigung stellen wir sicher, dass Ihre Randkavitäten die vorgegebenen Maße nicht unterschreiten und die Mittelkavitäten stabil bleiben. Mit diesem Verfahren reduzieren wir den Ausschuss auf unter 0,3 % und gewährleisten gleichzeitig eine gleichbleibende Qualität beim Umspritzen von Millionen von Teilen.
Die thermische Isolation zwischen den Hohlräumen stabilisiert die Zykluszeit.
Standardmäßige Heißkanalsysteme erzeugen einen Temperaturgradienten von der Mitte zum Rand, was zu unterschiedlicher Kristallinität führt. Jede Düsenspitze ist mit Keramikbuchsen isoliert, und der Verteiler verwendet separate Heizzonen pro Vierfachblock. Diese in der Serienfertigung bewährte Architektur hält die Temperatur aller Kavitäten über einen 24-Stunden -Lauf innerhalb von ±1 °C . Sie gewährleisten gleichmäßige Planheit und Dimensionsstabilität und ermöglichenso skalierbares Umspritzen ohne Nachbearbeitung.
Sie ersetzen das Rätselraten durch ein ausgewogenes System aus Ventilanschnitten, unabhängigen Temperaturkreisläufen und profiliertem Druckabfall. Jede Kavität gewährleistet identisches Füll-, Nachdruck- und Kühlverhalten bei Produktionsraten von über 5 Millionen Teilen pro Jahr . Dies wird durch CMM-Daten von 50.000 aufeinanderfolgenden Schüssen bestätigt, die eine Kavitäten-zu-Kavitäten-Abweichung von < 0,005 mm zeigen. Wählen Sie diese Architektur, um die Produktion zu skalieren und gleichzeitig die engen Toleranzen einzuhalten, die für zuverlässiges Umspritzen in der Luft- und Raumfahrt sowie der Automobilindustrie erforderlich sind.

Abbildung 2: Eine Stahlform mit 32 Kavitäten produziert Polyamidteile für kostengünstige Insert-Molding-Lösungen in der Automobilindustrie.
Welche Parameter bestimmen direkt die Kostenkontrolle bei Spritzgusslösungen für Automobilverbinder?
Ihre Stückkosten hängen von der Zykluszeit, der Ausschussquote und der Werkzeugabschreibung ab. Eine Verkürzung der Zykluszeit von 28 s auf 19,5 s in Verbindung mit einer Reduzierung des Ausschusses auf unter 0,5 % senkt die Stückkosten direkt. Weitere Parameter wie Materialstreuung und Beschichtungsdicke müssen ebenfalls in Ihr Angebot einfließen. Kostengünstiges Spritzgießen beginnt hier:
Zykluszeitreduzierung: Von 28 s auf 19,5 s
- Konforme Kühlung: Die Kanäle sind an die Form des Steckverbinders angepasst, wodurch die Kühlzeit um 31 % verkürzt wird.
- Servo-Auswurf: Verkürzt die Öffnungs- und Schließzeit von 2,1 Sekunden auf 0,8 Sekunden .
- Das Ergebnis für Sie: 30 % mehr Schüsse pro Stunde senken die Kosten pro Maschinenstunde und Teil. Dies ist der Kernkosteneffizienter Spritzgusslösungen .
Minimierung der Ausschussquote: Schutz hochwertiger Stanzanschlüsse
- Sichtprüfung: Falsch ausgerichtete Anschlüsse werden vor dem Schließen der Form aussortiert, um eine Zerstörung des Werkzeugs zu vermeiden.
- Geschlossener Regelkreis für den Druck: Die Echtzeit-Anpassung des Haltedrucks verhindert Blitz- und Kurzschlussreaktionen.
- Das Ergebnis für Sie: Die Ausschussquote sinkt auf unter 0,3 % , was Einsparungen in Höhe von Tausenden pro Million Teile bedeutet. Sie erhalten ein individuelles Angebot für automatisiertes Spritzgießen, das diese Ausschussquote berücksichtigt.
Formamortisation und Werkzeugstahlauswahl
- H13-Stahl bei HRC 52+: Mehr als 2.000.000 Zyklen ohne Hohlraumverschleiß von mehr als 0,005 mm .
- Mehrkavitätenarchitektur: 16 oder 32 Kavitäten, wobei die Werkzeugkosten über mehrere Zyklen verteilt werden.
- Das Ergebnis für Sie: Reduzierter amortisierter Teilepreis. Dies wirkt sich direkt auf die Kostenkalkulation Ihrer Spritzgusskostenanalyse für Automobilverbinder aus.
Material- und Beschichtungskostentransparenz
- Kupferindex-Link: Monatliche Preisänderung auf LME-Niveau ohne spekulative Margen.
- Kontrolle der Beschichtungsspezifikation: Dicke der Gold-/Silberbeschichtung auf den Kontakten – Sie bezahlen nur für das, was Sie benötigen.
- Das Ergebnis für Sie: Keine versteckten Kosten. Sie profitieren von transparenten Preismodellen für das Insert Molding .
Sie wechseln von intransparenter Stückpreisgestaltung zu einem datengestützten Modell, in dem Zykluszeit, Ausschussquote, Werkzeugstandzeit und Rohmaterialindex quantifiziert werden. Jeder Parameter Ihrer Kostenstruktur lässt sich auf eine physikalische Messung oder einen Marktvergleich zurückführen. Dieserdatengetriebene Ansatz des Insert Molding wird durch Produktionsläufe mit 50.000 Schuss validiert und bietet Ihnen planbare Stückkosten sowie einen klaren Wettbewerbsvorteil.
Wie kontrolliert ein Anbieter von automatisierten Spritzgussanlagen den Harzgrat an dünnwandigen Klemmenleisten?
Harzgrate in 0,15 mm breiten Metallspalten beeinträchtigen den Isolationswiderstand und erfordern ein aufwändiges manuelles Entgraten. Die Kombination aus präziser zweistufiger Klemmung mit einer Hubgenauigkeit von ±0,002 mm und Mikroentlüftungsöffnungen ( 3–5 μm tief) verhindert eine Kontamination des LCP und ermöglicht gleichzeitig die Gasentlüftung innerhalb von 0,05 Sekunden . Die Zusammenarbeit mit einem Anbieter für automatisiertes Umspritzen ermöglicht dank hoher Zyklusgeschwindigkeit ein schnelles Umspritzen .
| Aspekt | Standard-Klemmung und Entlüftung | Zweistufige Klemmung + Mikroentlüftung |
| Klemmkraftprofil | Eine von Beginn an angelegte konstante Kraft kann die Anschlüsse verformen. | Eine niedrige Anlaufkraft schützt die Anschlüsse nur bis 1500 kN vor dem Eintritt der Schmelze. |
| Hubwiederholbarkeit | Abweichungen von ±0,02 mm führen zu ungleichmäßiger Abdichtung. | Wiederholter Hub ±0,002 mm durch servohydraulische Betätigung für gleichmäßige Abdichtung. |
| Lüftungsspaltabmessung | 10–20 μm große Öffnungen, die das Eindringen von LCP ermöglichen. | Die lasergeschnittenen Entlüftungsöffnungen von 3–5 μm ermöglichen ein hochwertiges Einlegeformverfahren und die Freisetzung von Gas in 0,05 s . |
| Blitzhäufigkeit | Bei 2–5 % der Teile ist ein manuelles Entgraten erforderlich. | < 0,1 % Blitzrate, nachgewiesen in >200.000 Zyklen. |
Ersetzen Sie die anfälligen Konstantkraftklemmen durch zweistufige Klemmen, um die empfindlichen 0,15-mm- Anschlüsse zu schützen und vor dem Schmelzeinspritzen präzise abzudichten. Mikroentlüftungen mit einem Durchmesser von 3–5 Mikrometern lassen eingeschlossene Luft entweichen und verhindern gleichzeitig das Durchdringen von niedrigviskosem Flüssigklebstoff. Hochpräzise Einlegetechnik sorgt für gleichbleibend gratfreie Ergebnisse. Als Lieferant von dünnwandigen Einlegeteilen ermöglicht Ihnen diese Methode ein zuverlässiges Einlegen der Anschlüsse und erspart Ihnen die Kosten für das manuelle Entgraten.
Welche Prüfmethoden gewährleisten eine konstante Toleranz von ±0,01 mm beim Spritzgießen während der 24/7-Produktion?
Eine manuelle Prüfung kann die schleichende Abweichung über einen Zeitraum von 24 Stunden nicht erkennen. Eine dreistufige Prüfsequenz mit Inline-Prüfung der Auswerferplatte, Kavitätsdruckmessgeräten und regelmäßiger Validierung mittels Koordinatenmessmaschine (KMM) deckt Abweichungen von den Spezifikationen auf, bevor die Teile Sie erreichen. Jede Verpackung enthält vollständige Prozesskontrollkarten und eine CpK-Analyse ( min ≥ 1,67 ), die eine Toleranz von ±0,01 mm für die Spritzgussteile gewährleisten. So funktioniert unser Spritzgusssystem . Die einzelnen Schritte sind:
Inline-Vision scannt jedes Teil in 0,03 Sekunden.
Die am Roboterarm angebrachte CCD-Kamera erfasst direkt nach dem Auswerfen Bilder der Einlegetiefe, Planheit und des kritischen Durchmessers. Eine Toleranzabweichung von 8 μm führt automatisch zum Ausschuss. Fehler durch manuelle Messungen gehören der Vergangenheit an, und Sie erreichen eine 100% ige Prüfung ohne Produktionsunterbrechungen. Dies ist der Kern der automatisierten Inspektion beim Einlegetechnik-Spritzgießen .
Kavitätsdrucksensoren erkennen Prozessdrift, bevor Defekte auftreten.
Jeder Formhohlraum ist mit einem piezoelektrischen Drucksensor ausgestattet, der alle 2 ms Daten erfasst. Bei einer Abweichung von mehr als ±1,5 MPa vom Sollwert erhalten Sie eine Benachrichtigung, und die Halteparameter werden angepasst. Dies gewährleistet, dass kein Grat, keine unvollständige Füllung und keine Verschiebung des Einsatzes entstehen. Der CpK-Wert bleibt über Millionen produzierter Teile bei >1,67 . Dieser hochpräzise Spritzgießservice basiert auf einer geschlossenen Druckregelung für qualitätsgesichertes Spritzgießen .
Regelmäßige CMM-Audits bestätigen die Langzeitstabilität
Alle 500 Teile entnimmt eine Koordinatenmessmaschine Proben aus fünf Kavitäten des Formwerkzeugs . Die Ergebnisse werden mit den Daten des Inline-Bildverarbeitungssystems verglichen, um die Korrelation zu überprüfen. So ist die Rückverfolgbarkeit vom Material bis zum Endprodukt lückenlos dokumentiert und dievollständige Qualitätskontrolle des Spritzgießprozesses sichergestellt.
Sie stellen von reaktivem Handeln auf proaktives Vorgehen um. Inline-Bildverarbeitung in Kombination mit Kavitätsdruck- und CMM-Audits gewährleistet einen CpK-Wert von ≥ 1,67 für jede Produktionscharge. Zusätzlich erhalten Sie mit jeder Lieferung einen SPC-Bericht, der eine risikofreie Abnahme und kostenlose Wareneingangsprüfungen garantiert. Diese Prozesse haben sich in 50.000 Produktionsläufen bewährt.
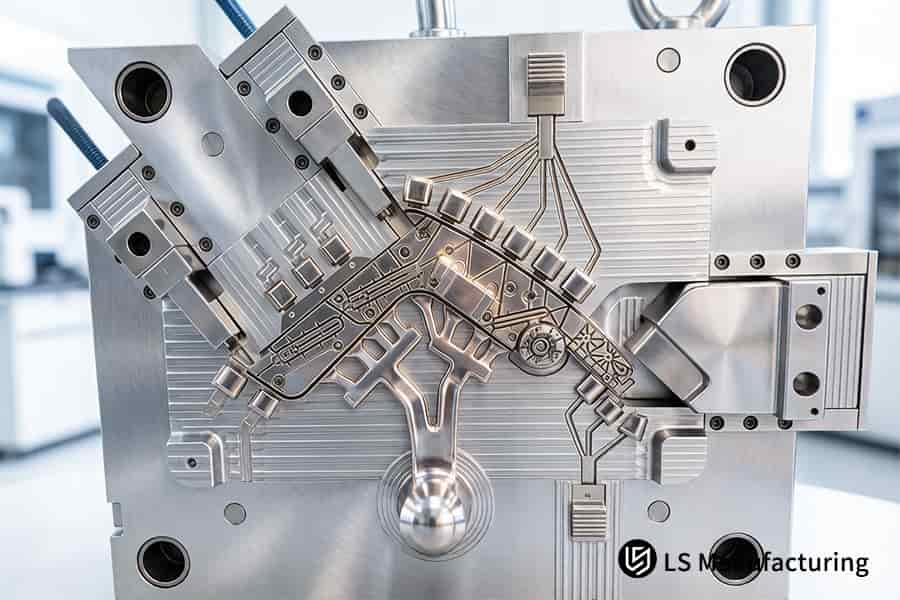
Abbildung 3: Eine Koordinatenmessmaschine überprüft die Toleranz von ±0,01 mm an einem schwarzen PBT-Kunststoffstecker.
Wie kann die DFM-Bewertung vor Produktionsbeginn die Konstruktionsrisiken für kundenspezifische, spritzgegossene Baugruppen mindern?
Ein Konstruktionsfehler, der erst nach dem Schneiden des Werkzeugstahls entdeckt wird, verursacht zehnmal höhere Kosten als ein Fehler, der während der DFM-Prüfung festgestellt wird. Unsere Ingenieure prüfen innerhalb von 24 Stunden nach Erhalt Ihrer CAD-Dateien Rändelrichtung, Eckradius und Wandstärke, um Spannungsspitzen und Ausrissrisiken zu vermeiden. Sparen Sie sich kostspielige Werkzeugänderungen und vermeiden Sie Verzögerungen bei der Markteinführung. So schützt die DFM-Entwicklung im Bereich Insert Molding Ihr Projekt:
Optimierung der Rändelung erhöht die Drehmomentstabilität um 35 %
- Problem mit der flachen Rändelung: Sie ermöglicht die Drehung des Einsatzes unter Last. Durch den Wechsel zu einer 45° -Diamanträndelung erhöht sich das Auszugsmoment von 2,8 N·m auf 3,8 N·m (ASTM D3479).
- Ihr Ergebnis: Keine Feldausfälle aufgrund vibrationsintensiver Anwendungen. In jedem kundenspezifischen Angebot für automatisiertes Einlegeverfahren enthalten.
Die Modifizierung des Eckradius verhindert Spannungsrisse.
- Gefahr durch scharfe Kanten: Ein Radius von 0,1 mm führt zu Spannungskonzentrationen im verstärkten Harzmaterial. Die DFM-Konstruktion erfordert einen Eckradius von R = 0,3 mm für alle Übergänge.
- Das Ergebnis für Sie: Keine Spannungsrisse nach 1000 Temperaturzyklen ( -40 °C bis +125 °C ). Dies ist bei allen automatisierten Spritzgussverfahren ohne Aufpreis enthalten.
Ausgewogene Wandstärke verhindert Einfallstellen.
- Problem ungleichmäßiger Querschnitte: Führt zu unterschiedlichen Schwindungsraten. Simulationen zeigen, wo eine Kernaussparung/Verrippung erforderlich wäre.
- Das Ergebnis für Sie: Die Erfolgsquote beim ersten Spritzguss steigt von 60 % (Branchenstandard) auf 90 % , wodurch sich die Entwicklungszeit um 4 Wochen verkürzt. Dies ist ein wichtiges Ergebnis der Bewertung des Spritzgussverfahrens .
Überprüfung der Torposition gewährleistet vollständige Befüllung
- Problem mit falschem Anguss: Schweißnähte entstehen nahe an den Einfügepunkten. Durch die Verlegung des Angusskanals wird der Materialfluss von den Spannungsbereichen ferngehalten.
- Ergebnis für Sie: Die Festigkeit der Schweißnähte wurde um 25 % erhöht. Sie erhalten ein ingenieurtechnisch geprüftes Umspritzteil inklusive Erläuterungen zur Angussführung.
Sie wandeln eine potenziell gefährliche Zeichnung in ein fertigungsgerechtes Design um, ohne Stahl zu schneiden. Alle Änderungen an Rändelung, Radius, Wandstärke und Anguss werden innerhalb eines Tages geprüft. Jedes Angebot für kundenspezifisches, automatisiertes Spritzgießen beinhaltet einen DFM-Bericht (Design for Manufacturing), der die Maßnahmen zur Risikominderung detailliert beschreibt. Durchdas Spritzgießen vor Markteinführung verkürzt sich die Markteinführungszeit um 6–8 Wochen .
Warum sollten Medizinproduktehersteller für die Massenproduktion mit einem nach ISO 13485 zertifizierten Anbieter von Spritzgussverfahren zusammenarbeiten?
Medizinische Werkstoffe wie PEEK und PC zersetzen sich bei unzureichender Feuchtigkeitskontrolle oder Temperaturinstabilität schnell in ihre Molekülketten, was zu einem Scheitern bei Biokompatibilitätstests führt. Diese Probleme werden durch die ISO 13485-Zertifizierung mit Reinraumklasse 100.000, Tiefentrocknungsverfahren und elektrischen Spritzgussformen vollständig vermieden. Sie erhalten zuverlässige mechanische Eigenschaften und nachgewiesene Reinheitsgrade für Millionen von Teilen. Das ist die Stärke von zertifizierten Spritzgussverfahren für medizinische Produkte .
Reinraum der Klasse 100.000 eliminiert Partikelkontamination
Ihr gesamter Fertigungsprozess findet in einem Reinraum mit Überdruck und HEPA-Filterung statt. Dadurch wird sichergestellt, dass die Anzahl der Partikel in der Luft mit einer Größe von über 0,5 µm unter 100.000 pro Kubikfuß liegt. Dies führt zu einer vollständigen Vermeidung von Fremdkörperkontaminationen an Ihren chirurgischen Griffen oder Biochip-Baugruppen und gewährleistet die Einhaltung der Partikelnormen gemäß USP <788> ohne zusätzliche Reinigung. Ein Reinraum ist für jeden Hersteller von Spritzgussteilen in großen Stückzahlen obligatorisch.
Tiefentrocknung bei 120 °C für mehr als 4 Stunden verhindert Hydrolyse
PEEK und PC absorbieren Luftfeuchtigkeit, was während des Spritzgießens zu Hydrolyse führt und im ungetrockneten Zustand das Molekulargewicht um 15 % senkt. Durch vierstündiges Trocknen bei 120 °C wird der Feuchtigkeitsgehalt auf unter 0,02 % reduziert, wobei die Zugfestigkeit gemäß ASTM D638 erhalten bleibt. Vergilbung und Sprödigkeit nach der Ethylenoxid-Sterilisation werden vermieden, wodurch die Zulassung für das Einlegeverfahren bei Medizinprodukten der Klassen II und III gewährleistet wird.
Vollelektrische Pressen halten die Schussgeschwindigkeit innerhalb von ±0,1 mm/s.
Die hydraulischen Maschinen weisen im Tagesverlauf Abweichungen von ±2 mm/s auf, was zu ungleichmäßiger Scherbeanspruchung und zum Aufbrechen der Polymerketten führt. Vollelektrische Pressen hingegen arbeiten konstant mit einer Geschwindigkeit von ±0,1 mm/s, um eine gleichbleibende Schmelztemperatur innerhalb von ±2 °C der voreingestellten Temperatur zu gewährleisten. So erhalten Sie die intrinsische Viskosität und bestehen die Biokompatibilitätsprüfung nach ISO 10993 für jede Charge – geliefert von einem zuverlässigen Anbieter für Spritzgusstechnik in der Massenproduktion .
Stattdessen steht Ihnen eine Umgebung zur Verfügung, in der jede Variable durch Reinraummontage, tiefgetrocknete Harze und Injektion mit einer Geschwindigkeit von ±0,1 mm/s kontrolliert wird. Die Dokumentation erfolgt gemäß ISO 13485 , um die Vorbereitung auf das Auditverfahren im Rahmen der FDA-Zulassung zu gewährleisten. Das Insert-Molding-Verfahren bietet gleichbleibende Biokompatibilität und Festigkeit für Millionen von Produkten ohne Validierungsrisiken für die Patientensicherheit.

Abbildung 4: Ein Roboterarm positioniert einen Einsatz aus Edelstahl 316 in einer Form für automatisierte Spritzgießverfahren.
Fallstudie: LS Manufacturing – Co-Design und automatisierter Spritzgussservice für PEEK-Chirurgieeinsätze
Ein führender europäischer Medizintechnikhersteller sah sich bei der Produktion von PEEK-Chirurgiegriffen mit einer Ausschussquote von 14,5 % und einer Zykluszeit von 55 Sekunden konfrontiert, da sich Edelstahleinsätze unter 360 °C Schmelzefluss um 0,04 mm verschoben. Die manuelle Montage verschärfte das Problem und verzögerte die ohnehin schon im Verzug befindliche Produkteinführung. LS Manufacturing griff mit Co-Design und einer vollautomatisierten Fertigungszelle ein. So löste die Kombination aus kundenspezifischem und produktionsfertigem Einlegetechnik-Spritzgießen das Problem.
Herausforderung für den Kunden
Das Kunststoffbauteil bestand aus einem chirurgischen PEEK-Griff mit einem Edelstahleinsatz. Aufgrund unzureichender mechanischer Fixierung und ungleichmäßiger Fließdrücke verschob sich der Einsatz bei der Schmelztemperatur von 360 °C um 0,04 mm . Die manuelle Positionierung des Einsatzes dauerte 55 Sekunden pro Zyklus, während die Ausschussrate im gesamten Fertigungsprozess 14,5 % betrug. Der Kunde benötigte einen qualifizierten Partner für das Einlegetechnikverfahren , um das Projekt zu retten.
LS Fertigungslösung
Die neue Konstruktion umfasste eine axiale Anschlagnut, die eine mechanische Verriegelung gegen Fließdruck gewährleistete. Ein Sechs-Achs-Servomotorroboter mit einer Wiederholgenauigkeit von ±0,005 mm übernahm das Pick-and-Place-Verfahren und die Teileentnahme in einer einzigen Maschine. Ein geschlossenes Regelungssystem mit Kistler-Sensoren für Kavitätsdruck und -temperatur kompensierte Schwankungen der Materialviskosität. Dadurch wurde der automatisierte Spritzgießprozess präziser und konsistenter.
Ergebnisse und Wert
Die drei aufeinanderfolgenden Chargen mit jeweils 500.000 Teilen wiesen eine kritische Maßtoleranz von ±0,008 mm auf, was eine deutliche Verbesserung gegenüber der vorherigen Toleranz von ±0,01 mm darstellte. Die Ausschussquote sank von 14,5 % auf 0,08 % . Die Zykluszeit verkürzte sich von 55 auf 24 Sekunden, was einer Verbesserung von 56 % entspricht. Die Gesamtkosten pro Teil reduzierten sich um 32 % , und LS Manufacturing sicherte sich einen Alleinliefervertrag über 5 Jahre. Der hochpräzise Einsatz von Einlegeteilen ermöglichte fehlerfreies Einlegen .
Dieses Szenario verdeutlicht die Vorteile von Co-Design, Robotik und geschlossenen Fertigungsschleifen. Die Kosteneinsparungen von 32 % und die Ausschussquote von 0,08 % wurden bei 500.000 Produktionsteilen erzielt. Für Erstausrüster von Medizinprodukten, die eine skalierbare Lösung suchen, bietet dies eine reproduzierbare, datengestützte Lösung.
Erzielen Sie ähnliche Ergebnisse: 0,08 % Ausschuss, 32 % Kostenreduzierung und einen 5-Jahres-Vertrag. Um eine gemeinsam entwickelte Lösung für Ihre Einsätze zu besprechen, kontaktieren Sie unser Team für ein individuelles Prozessdesign und ein Produktionsangebot.

Häufig gestellte Fragen
1. Wie hoch ist die Mindestbestellmenge (MOQ) für die automatisierten Spritzgussdienstleistungen von LS Manufacturing?
Bei der hochautomatisierten Fertigung großer Stückzahlen beträgt die Mindestbestellmenge 10.000 Einheiten pro Charge. Dies ist die optimale Stückzahl, die maximale Arbeitseffizienz und Materialausnutzung in den automatisierten Maschinen ermöglicht und somit zu wettbewerbsfähigen Stückkosten führt.
2. Wie schützt LS Manufacturing das geistige Eigentum (IP) seiner Kunden bei der Angebotserstellung für kundenspezifische automatisierte Spritzgussverfahren?
Der Prozess zum Schutz des geistigen Eigentums unserer Kunden beginnt mit der Unterzeichnung einer obligatorischen Geheimhaltungsvereinbarung . Anschließend erfolgt die Datenverarbeitung auf unseren physisch getrennten und hochgradig verschlüsselten Servern, auf die ausschließlich die beauftragten leitenden Projektingenieure Zugriff haben. So wird sichergestellt, dass alle Ihre Geheimnisse geschützt bleiben.
3. Wie lange ist die typische Lieferzeit vom Angebot für die kundenspezifische automatisierte Spritzgussfertigung bis zur Auslieferung der Serienproduktion?
Sie erhalten innerhalb von 24 Stunden ein Angebot auf Basis der fertigungsgerechten Konstruktion. Die Herstellung der Formen und Vorrichtungen für die Automatisierung dauert 25–35 Tage . Nach Freigabe Ihrer Muster können Produktion und Lieferung innerhalb von 7–10 Tagen beginnen.
4. Kann LS Manufacturing die Metalleinsätze intern beschaffen und präzisionsstanzen, um kostengünstige Lösungen für das Einlegeverfahren zu ermöglichen?
Ja, LS Manufacturing verfügt über eine eigene Stanzanlage, in der die Terminals in hoher Geschwindigkeit und in großem Umfang gestanzt werden. Somit bieten wir Ihnen vertikal integrierte Fertigungsdienstleistungen, die den gesamten Prozess vom Stanzen der Metallterminals bis zum In-Mold -Spritzgießen abdecken und die Kosten für den Transport zwischen den Standorten erheblich reduzieren.
5. Welche Nachbearbeitungsschritte bieten Sie nach dem automatisierten Großserien-Einlegeverfahren an?
Unser Unternehmen bietet einen vollautomatisierten Nachbearbeitungsservice an, der Ultraschallschweißen, Lasermarkierung, eine vollständige 100% ige Dichtheitsprüfung, eine präzise elektrische Durchgangsprüfung und eine kundenspezifische antistatische Blisterverpackung umfasst. Das bedeutet, dass die Baugruppen ohne weitere Bearbeitung sofort einsatzbereit sind.
6. Wie lässt sich beim Umspritzen eine Toleranz von ±0,01 mm erreichen, wenn der Metalleinsatz selbst eine größere Toleranz aufweist?
Im Rahmen des Werkzeugkonstruktionsprozesses verwenden die Ingenieure unseres Unternehmens spezielle elastische Gleitstifte oder Mikron-Vorspannsysteme . Durch die Funktionsweise dieses Mechanismus werden Toleranzabweichungen der Metalleinsätze beim Schließen des Werkzeugs korrigiert.
7. Welche Materialien eignen sich am besten für Ihren hochpräzisen Spritzgussservice?
Wir verarbeiten fachgerecht Hochleistungskunststoffe wie LCP, PPS, PEEK, PBT+GF und PA66 . Diese werden optimal mit Metalleinsätzen, darunter Kupferlegierungen, Edelstahl, Kovar und galvanisierte Edelmetalle, kombiniert, um beste thermische und mechanische Eigenschaften zu erzielen. Kontaktieren Sie uns für ein individuelles Angebot .
8. Wie häufig überprüft und modernisiert LS Manufacturing seine automatisierten Produktionslinien und Formen?
Wir führen alle 50.000 Zyklen eine obligatorische vorbeugende Wartung an den Produktionsformen durch. Darüber hinaus überprüfen und aktualisieren wir vierteljährlich die zentralen elektrischen Steuerungen und Softwarealgorithmen, um absolute Konsistenz und Zuverlässigkeit im 24/7-Betrieb zu gewährleisten .
Zusammenfassung
Die Präzisions -Einlegetechnik für Ultrahochvolumiges ist ein strukturiertes Engineering-Verfahren, das mikroskopische Roboterpositionierung, thermodynamische Mehrkammer-Heißkanalbalance, geschlossene Druckregelung im Werkzeug und 100%ige Inline-Sichtprüfung kombiniert. Angesichts der engen Toleranzen (+/- 0,01 mm) und des Kostendrucks benötigen Sie einen Partner, der eine fundierte DFM-Prüfung und die Einhaltung der ISO-Normen gewährleisten kann und über Erfahrung in der automatisierten Großserienfertigung verfügt.
Haben Sie Probleme mit der Ausrichtung, der Gratbildung oder verlängerten Zykluszeiten? Benötigen Sie einen zuverlässigen Lieferanten für Elektronik- oder Medizinprodukte mit einer Mindeststückzahl von einer Million? Klicken Sie auf „Kostenlose DFM-Prüfung & Sofortangebot anfordern“, um Ihre STEP-Dateien einzureichen und innerhalb von 24 Stunden eine detaillierte Bewertung von unserem Insert-Molding-Team sowie ein Sofortangebot zu erhalten.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


