
Insert molding service is a critical manufacturing process for metal-plastic integration, and it solves prevalent issues like insert displacement, air pockets, and part cracking that disrupt production. These failures typically stem from industry-wide gaps like lacking upfront multi-physics coupling simulation and loose tolerances exceeding ±0.03mm, which cause flash or stress under injection pressures up to 120 MPa, resulting in high scrap rates and reliability concerns.
Insert molding service by LS Manufacturing is a precision metal-plastic integration process; it eliminates insert displacement, air pockets, and part cracking under up to 120 MPa pressures.
LS Manufacturing’s unique approach leverages 15+ years of expertise with proprietary DFM-guided flow analysis and stringent process controls, like mold thermal balance within ±1°C, to ensure precision insert molding. This means you gain seamless production with tolerances down to ±0.005mm, shorter lead times, and lower total procurement costs through integrated custom tooling. Reading this article will show you how to evaluate key mold metrics and use our data-transparent methods to slash your TPC.

Insert Molding Service: Metal-To-Plastic Tooling & Cost Quick-Reference
| Cost Factor | Impact on Tooling & Part Cost | Technical & Design Solution |
| Insert Positioning Accuracy | Misalignment greater than ±0.05mm results in flash, incomplete shot, and scrap. | Precise positioning and use of precision insert molding cavities with hardened steel inserts and automated robotic placement. |
| Thermal Management | Temperature difference between hot plastic (approximately 250°C) and cold metal insert. | Heating inserts to 80-120°C and specifying an appropriate thickness of plastic wall around insert. |
| Insert Surface Preparation | Smooth surface area prevents sufficient interlock with the metal inserts that can be pulled out. | Specification of inserts with surface areas such as knurls, undercut, and through-holes for anchoring the plastics. |
| Mold Wear at Insert Pockets | Steel inserts create wear on soft mold steel leading to flash and wear of tolerances. | Use of carbide and hard steel inserts in molds at every point of contact with metal inserts. |
| Our Quoting Model | Fixed quote for the mold along with a piece price depending upon annual volume of production (such as 10k, 100k units). | Primary information needed: 3D model of plastic part and metal insert, and annual volume desired. |
Key Takeaways:
- Precision is Priceless: It makes sense to spend more money on the mold because the mold can accurately place the inserts within ±0.05mm; therefore, no waste and functional parts.
- Design the Bond: Designing the metal insert molding requires considering the process and including features for attachment such as knurls and holes rather than designing it as a smooth shaft.
- Manage the Heat: Pre-heating is necessary as it will prevent the cracking due to the high temperatures; hence, pre-heating becomes a mandatory cost component in the process validation.
- Volume is the Cost Driver: As the quantity increases, the cost per unit falls. Forecasting the yearly production amount accurately becomes the key component of getting the best quote.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
There are a number of theoretical articles available on insert molding. But this manual is unique. It was created based on the expertise of our process engineers, who join metal inserts into plastic with no flaws at all. The theory behind our methodology is based on design and optimization rules for advanced manufacturing processes developed by International Academy for Production Engineering (CIRP).
We manufacture components that cannot afford any kind of malfunction – hermetically sealed connectors to be used in the fuel systems of aircrafts, sensor-filled housings for neurostimulators used for implants in the brain, and electromagnetic interference shielded assemblies for automotive control units. The quality assurance of such components is done according to the guidelines set by Society of Manufacturing Engineers (SME).
Our experience comes from millions of molding cycles where we have learned how to heat the insert to 120±5ºC, optimize the design of the gates to avoid the appearance of knit lines on the thread of inserts, and clamp so that we maintain a tolerance of ±0.05mm concentricity. We give you our experience in reducing waste so you can design your parts using inserts and not make the same mistakes we did regarding delamination, flash, and inserts.

Figure 1: A robotic arm positions 316 stainless steel inserts into a metal insert molding service for automotive sensors.
Why Is Precision Custom Metal To Plastic Tooling Crucial For Eliminating Component Delamination?
The avoidance of delamination in composite metal-plastic parts relies heavily on controlling the interfacial stress due to the differential thermal expansion. At the heart of this lies the use of custom metal to plastic tooling.
Mitigating CTE Mismatch Through Engineered Mechanical Interlocking
The delamination force occurs due to varying contraction forces of the materials. Defining a specific engineered design for surfaces of metal inserts, like knurling and undercuts, becomes very important to make an optimum mechanical connection. By employing precision insert molding services, this can be achieved and hence, a good locking mechanism that transfers load to plastic and increases the durability of high-volume insert molding production is created.
Optimizing Thermal Dynamics with Controlled Insert Preheating
The cold insert leads to premature solidification and poor bonding. Pre-heating to 120°C – 140°C prior to injection molding is an important control measure for you, significantly minimizing thermal shock. This reduces the interface shear stress, allowing complete wetting of the metal by the polymer and resulting in the proven increase in peel strength of ≥35%. This process is vital in validating thermally stable insert molding parts.
Ensuring Material Compatibility and Process Validation
Success comes when there is a holistic consideration of both the material sciences and process parameters. You get an approved and consistent product from the manufacturing process. It includes finding compatible materials, the use of coupling agents, and control of the insert molding service. The service is certified by stringent testing of each part to ensure zero delamination criteria for complex insert molding.
This technique, which can increase strength by at least 35%, brings the technical foundation required to guarantee the lifespan of the product. This technique addresses the key issues of reliability and product qualification, leading to a competitive advantage through technical innovation. Achieve the ≥35% peel strength increase in your insert molding. To begin the process, submit your metal-plastic assembly design for a manufacturability review and a production-ready process plan.

What Specific Parameters Determine An Accurate Insert Molding Cost Quote For OEM Projects?
An insert molding cost quote is influenced by several production and technical factors and cannot be considered as a simple per piece estimate. In the first place, it is important for OEMs to have an accurate quote so they can understand the cost structure for their programs and, in turn, reduce program risks. Next, this knowledge can assist in gaining better insights into the economics of your price-setting strategy for the part.
Tooling Strategy: Balancing Investment and Part Cost
- Cavity Count: Sets the part cost based on volume. Multi-cavity molds lower per-piece costs a key element of any OEM molding quote.
- Mold Steel & Life: High-end mold steel (HRC 52+) results in 4-5 times longer life expectancy. They allow stable pricing over the very high-volume insert molding operations that do not need a rebuild.
Material & Process: Direct Cycle Time Drivers
- Resin Behavior: The use of high-performance thermoplastics like PEEK takes longer cycle times and higher machine temperatures. This leads to a rise in piece part-cost that we have passed on to you in the quote.
- Dimensional Control: The shrinkage rate difference (for example, 0.2% versus 1.5%) has a significant effect on your yield, so you must be sure that the precision insert molding parts that you make are within specification and with little or no waste.
Production Execution: Automation Defines Consistency
- Insert Placement: Automation is the mean by which a metal insert molding service ensures that it will offer you excellent speed and accuracy.
- Secondary Operations: By specifying secondary operations (e.g. degating) you not only prevent unnecessary costs, but you also lead to an overall solution for the automated insert molding production.
Total Cost Analysis: Beyond Unit Price
- Lifecycle Modeling: The real quotation will consider not only the tooling investment but also the total cost of the product through the lifecycle.
- Risk Mitigation: It details what the losses are when tooling equipment breaks down, which then helps to understand the need for a solution that will prevent such issues and keep your timeline intact on large OEM programs.
A well-prepared insert molding cost quote is basically a detailed breakdown of how your engineering choices will affect the cost of the product, which allows you to form stronger business links with your suppliers. It gives you a handle on the total cost of the item while also protecting your supply chain through a tried and tested manufacturing method. Such detailed understanding is indispensable to make sure that your complex insert molding applications.
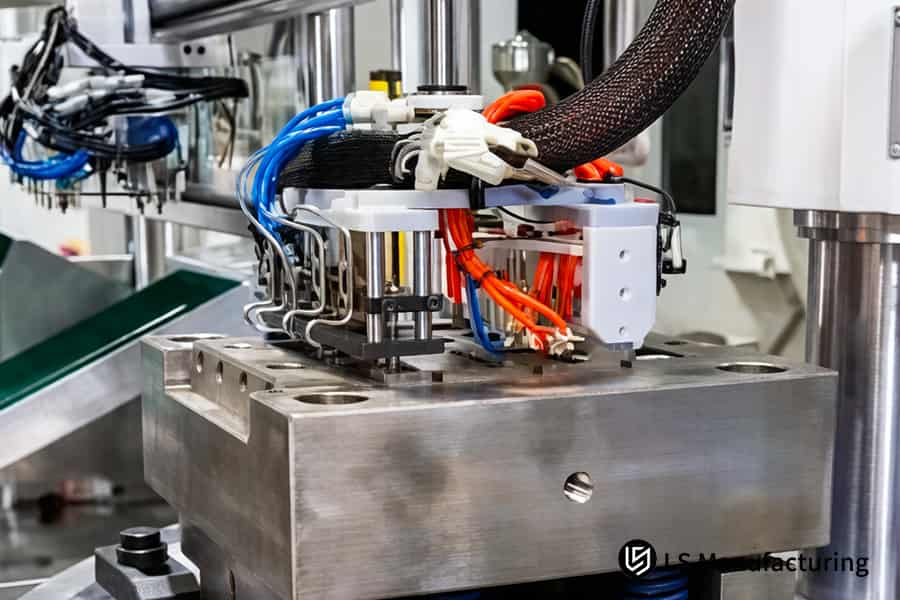
Figure 2: Plastic over metal insert molding injects PBT polymer around a brass electrical insert for an industrial connector.
How Does Manual Versus Automated Precision Insert molding Services Impact Part Yield And Reliability?
The choice of manual versus automated methods in precision insert molding services is why that influences the uniformity of output, yield, and quality of parts at the end of the production line. If a product failure might cause a high cost or risk, then the stability of your supply chain will actually depend on this decision. This data-backed side-by-side comparison explains the manufacturing differences and helps you to assess potential manufacturers so you can get a reliable OEM insert molding quote.
| Metric | Manual Process | Automated Process & Your Benefit |
| Placement Accuracy | Variable (0.5mm), possibly causing misalignment. | Robotic accuracy (±0.01mm). You get consistent placement of plastic over metal insert molding. |
| Cycle Consistency | Variability (2-5 seconds), detracting from the part quality. | Highly repeatable (variation of 0.2 seconds). The high-yield insert molding results are very consistent. |
| First-Pass Yield | Subject to fluctuation (~95-97%) because of human error. | Enables 99.8% yield through automation. Low scrap rates and efficient material utilization in multi-cavity insert molding will be your advantages. |
| Risk & Cost | Scrap and tool wear cause hidden risks. | A larger initial investment affords a predictable yield. You secure a stable supply chain for high-reliability insert molding. |
Automating the process is the single most effective solution for consistent yields and maximum reliability. When you automate, you achieve a guaranteed 99.8% yield, defect-free parts due to human error elimination, and stable costs per part. Automation is indispensably linked to tight-tolerance insert molding operations, which in turn, secure your procurement as a supply chain asset for the most complex and demanding complex insert molding applications.
Which Dynamic Tolerances Must Custom Insert Molding Tooling Master To Prevent Flash Issues?
Flash is a major concern in making precision products. It occurs when plastic leaks between the mold and metal insert. To stop flashing one must control the dynamic tolerances of the hybrid interface. This can be done by custom insert molding tooling that not only controls nominal dimensions but variability as well to deliver components that need no further processing and are defect free due to flawless sealing even at very high pressures.
Mastering the Metal-to-Mold Interface Fit
A perfect seal is achieved by the interface between the metal part being molded and the steel mold cavity. The tolerance for the metal part is usually 0.02mm Though a zero interference fit is necessary. For your case, it means allowing for a zero-to-zero interference fit of critical sealing surfaces within the tool so that the plastic will have no chance of flowing and causing flash resulting in flash-free insert molding and no cost of deflashing.
Employing Active Compensation for Part Variation
Metal components typically change in dimension while they travel to your plant. Today's tooling design features active compensation systems with hydraulic and spring components to adjust for such dimensional variations by 0.01mm. With this, you acquire a dependable system that certifies perfect sealing regardless of any dimensional tolerance variation of your suppliers. You enjoy maximum production effectiveness and higher yield when doing high-pressure insert molding.
Achieving Sub-Micron Closure Under Injection Forces
One of the perfect methods to eliminate flash formation during very high melt velocities (more than 180 mm/s) is by having an optimal mold closure gap 0.005mm. You'll achieve this by the high-precision milling and polishing of the sealing surfaces. This is the point where you need to optimize fast-fill cycles to ensure that the plastic over metal insert molding is strong and visually attractive.
Synchronizing Tool Design with Process Intelligence
Ultimate reliability can be reached if the tool geometry is integrated with the process parameters at a very high level. It involves the design of the gates and cooling systems to ensure a smooth flow and even pressure distribution throughout the mold cavity. If you partner with an insert molding service that is capable of doing this, you will benefit from extremely stable dimensions. They will provide you with a reliable, documented process of sealed-edge insert molding which ensures your assemblies don't fail over time and also eliminates the risks of post-production.
With this, the tooling actually becomes a live, adjustable sealing mechanism. Stringent control of dynamic dimensions to 0.005mm combined with the incorporation of real-time modifications allows for the avoidance of any flashing defects. So, it is a big time-saver since one can do away with the secondary processing altogether.
How Do Material Variations Affect Your Choice Of Metal Insert Molding Service Providers?
Assembly of metal-plastic products is all about the compatibility between the insert and the plastic. Changes in metal alloys, plastic additives, and their interaction determine the way you set up your process and tools. Finding a metal insert molding service with experienced technicians is highly recommended to prevent issues like bond failure and early tool wear.
| Metal Insert | Engineering Plastic | Key Challenge Avg. Tensile Shear Strength | Tooling & Process | Implication |
| Brass | PBT, 30% | GF Thermal expansion mismatch. | 18-22 MPa | Custom metal to plastic tooling needs designed interlock features. |
| 316L Stainless | PPS, 40% GF | Low surface energy, high abrasion. | 20-25 MPa | Requires insert pretreatment & hardened tool steel. |
| Aluminum 6061 | Nylon 6/6, 35% GF | Oxidation risk weakens adhesion. | 15-19 MPa | Demands precise control of pre-heat and moisture. |
| Carbon Steel | PEEK, 30% CF | Extreme processing temps & abrasion. | 24-30+ MPa | Mandates high-temperature insert molding with carbide tooling. |
Picking a partner with this kind of data really simplifies the process of avoiding very general design risks. For insert molding, the use of a wear-resistant tooling materials in the process will ensure the stability of the things. With the knowledge of the bond strengths, you can make smarter material choices leading to a safer validation process. This meticulous approach, which is also the one that pure precision insert molding services follow, results in excellent output.

Figure 3: Custom insert molding tooling processes molten polymer in a 6061 aluminum multi-cavity mold for small electronic parts.
What Specialized Evaluation Checklist Optimizes Custom Insert Molding Tooling Before Mass Production?
Moving from a prototype to mass production in insert molding takes certified tooling and processes to prevent costly issues. A well-prepared, data-backed pre-production checklist is an essential risk mitigation tool. These process checks form the basis of a transparent OEM insert molding quote, facilitating a smooth start for your project with quality consistency and high yields, plus you remain fully in control of the final insert molding cost quote.
Flow Balance and Gate Integrity Validation
- Check: The injection molding system balance to verify that the filling imbalance between cavities is less than or equal to 1%.
- Your Benefit: You will have evenly distributed part weight and properties, which will eliminate quality variation in multi-material insert molding production.
Thermal Process Stability Verification
- Check: Justify limiting shear-induced temperature increase at gates by 5°C and verify cooling lines capable of achieving turbulent flow (Re 4000).
- Your Benefit: You will have a stable process window and avoid material degradation, plus consistent cycle times necessary for high-tolerance insert molding.
Insert Handling and Preparation Consistency
- Check: Confirm insert preheat uniformity to be within 3°C and robot placement accuracy (e.g. 0.02mm).
- Your Benefit: You will remove bond strength variability and stop delamination in precision hybrid insert molding.
Tooling Durability and Service Life Design
- Check: Use hardened steels (HRC 50+) or carbide in high-wear zones and make provisions for simple component servicing.
- Your Benefit: Your custom insert molding tooling will stay accurate throughout its entire lifespan, thereby protecting your per-part cost and avoiding unplanned downtime.
This checklist turns a quote into a validated production blueprint, offering a way to check potential partners. It helps ensure predictable part quality, tool durability, and lower costs. Upfront, disciplined engineering really sets high-reliability insert molding programs apart. Commercial success in these cases hinges on managing risk.

Figure 4: These black plastic components with metal threads are ready for an OEM insert molding quote from LS Manufacturing.
Case Study: How LS Manufacturing Optimized Medical Automotive Custom Insert Molding Tooling To Slash Scrap Rate?
An automotive supplier was having trouble with the high-voltage inverter component. During the plastic over metal insert molding process, the copper busbars moved, which led to a 4.2% scrap rate from dielectric breakdown. On top of that, a long 48-second cycle time threatened to throw off project schedules. They needed a big solution to ensure quality and high production volumes for their EV platform.
Client Challenge
The part in question was a copper terminal insert overmolded with a PBT+30%GF insulator. Initially, the insert could shift by 0.15mm during injection which resulted in thin insulation walls failing the 5000V hipot test. This issue combined with the long cycle time was raising costs and risking the launch of an important high-voltage insert molding module for a major automotive OEM.
LS Manufacturing Solution
Accuracy tooling, automation, and process control were the main ingredients of our solution. In the project, we designed custom metal to plastic tooling with very close dimensional tolerances - the sealing surfaces were within 0.005mm - and we incorporated anti-flash features. A 6-axis robot consistently placed inserts correctly, and a multi-zone temperature controller kept the mold at 135°C-1°C. All these factors ensured that the encapsulation was flawless for this insert molding application in the area of safety.
Results and Value
The changes we made showed good results. Scrap was reduced to 0.05%, which is a 99% decrease, and all the parts were non-conductive after the test. Also, the axial shift was controlled at 0.02mm. Besides that, we decreased the cycle time from 48 to 29 seconds, thereby increasing the output by 40%. Because of this, the client was able to reduce the cost per batch by 32% and release the product in time, This way ensuring a continuous supply of high-reliability insert molding parts.
This case study shows that a system engineering approach is required to solve complicated failures. Using simulation, micron-accurate custom metal service, and closed-loop process control, we can turn a high-risk production environment into predictable, efficient operations. The ability to provide both quality and productivity is what usually distinguishes a leading insert molding service partner.
Secure similar results: slash scrap to 0.05% and cut cycle time by 40%. To validate a zero-defect insert molding process, contact our engineering team for a process review and a production-ready quote.

FAQs
1. What is the standard lead time for receiving an insert molding cost quote from your engineering team?
Once you submit your 3D designs (STEP/IGS format) together with the material specifications on our secure website, the professional engineer team at LS Manufacturing will prepare your in-depth custom report including the DFM review, mold lifespan assurance, and a free instant quote and send it back to you within 24 hours.
2. Can LS Manufacturing source or manufacture the metal inserts for my custom metal-to-plastic tooling projects?
We offer a comprehensive one-stop solution right here. We make metal inserts with tolerances as tight as ±0.005mm in our high-precision metal stamping and CNC turning workshops. Plus, we support the Customer-Supplied Material (CMT) model.
3. How does your metal insert molding service protect the confidential intellectual property of automotive and medical OEMs?
LS Manufacturing follows the ISO 27001 Information Security Management System to the letter. We don't let anyone see the drawings until after they've signed a legally binding Non-Disclosure Agreement. Plus, those drawings only travel through our secure internal ERP/PDM engineering network. No external copying is permitted.
4. What is the minimum order quantity for precision insert molding services at LS Manufacturing?
To work well with your New Product Development process, we offer flexible thresholds for prototype making and small-batch testing during the EVT/DVT stages. The Minimum Order Quantity starts at just 500 pieces. And here’s a neat thing – we also provide rapid aluminum tooling solutions.
5. Which post-molding secondary operations do you offer to ensure that an OEM insert molding quote remains cost-effective?
Our full post-processing line enables us to perform 100% airtight leak tests at pressures of 0.3 MPa or higher, as well as laser marking, ultrasonic welding, and automated multi-pin electrical continuity checks. By doing all this in-house, right after the injection molding, we help our clients save both money and time that would otherwise be spent on secondary subcontracting.
6. How do you prevent internal voids when performing thick-walled plastic over-molding on metal inserts?
We rely on advanced Moldflow software to fine-tune our runner systems and switchovers for holding pressure. In our custom-built molds, precise multi-stage holding pressure controls (up to 150 MPa) and delayed cooling circuits are used to keep porosity in thick plastic sections under 0.1%.
7. What international quality manufacturing standards does LS Manufacturing adhere to for its insert molding services?
Our facility is certified under IATF 16949 (Automotive Quality Management Systems) and ISO 9001. For each production batch, we provide detailed CMM dimensional inspection reports, CPK charts that need to be at least 1.33, and material certifications.
8. Why do mold modification charges sometimes occur, and how does your insert molding cost quotation help minimize them?
Many suppliers end up with costly mold fixes due to unreviewed designs. LS Manufacturing, however, prevents these problems through 3D simulations and complimentary DFM checks prior to constructing the mold. We'll even cover any extra costs from design oversights we make, at no additional charge to you.
Summary
High-quality insert molding mixes mold design, material matching, and precise alignment. Even tiny details, like avoiding delamination and hitting that zero-flash mark with ≤0.005mm mold gaps, matter. Passing final validation is key, but achieving a 99.9% production yield and keeping costs down requires thorough DFM simulation and automation as well.
Don't just stick to theory; see what actual data shows. Got problems with defects, price confusion, or supplier delays? Click [Get a Free DFM Review and Precise Quotation] to upload your files. Within 24 hours, you'll get an email with a detailed thermal-balance check, a free gate-risk analysis, and a solid quote. This ensures your project's success with expert manufacturing skills.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


