
Les services de surmoulage automatisés de LS Manufacturing constituent une solution d'injection de haute précision, pilotée par robot. Ils éliminent totalement les rebuts et les variations de pression liés à la production en grande série de connecteurs automobiles, de composants microélectroniques et de dispositifs médicaux. Le surmoulage manuel conventionnel génère des rebuts dus au décalage des inserts, à un nombre de cycles plus élevé et à l'impossibilité de maintenir des tolérances supérieures à ±0,03 mm . Ce problème est dû à l'absence de contrôle précis des canaux chauds multicavités et de synchronisation en boucle fermée du robot, ce qui entraîne des variations de pression.
Avec les services de surmoulage automatisé de LS Manufacturing, vous bénéficiez d'une précision d'insertion robotisée de ±0,005 mm , d'un remplissage multicavité équilibré et d'un contrôle de pression en boucle fermée. Vous obtenez ainsi des tolérances précises de ±0,01 mm , des temps de cycle réduits de 25 % et des coûts unitaires diminués. La prochaine étape consiste à vous expliquer comment.
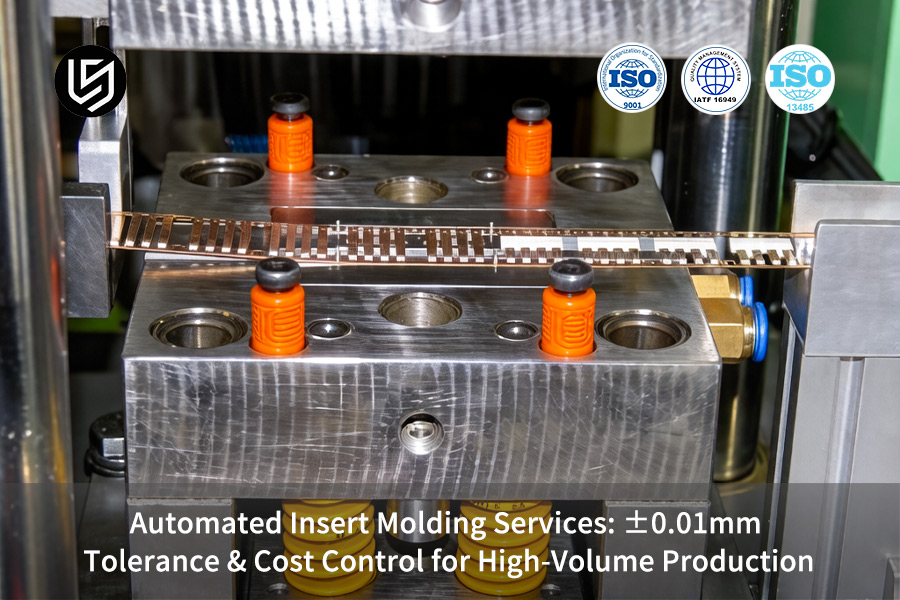
Surmoulage automatisé : Tolérance de ±0,01 mm et maîtrise des coûts – Guide de référence rapide
| Défi de production | Solution automatisée pour ±0,01 mm | Impact des coûts liés aux volumes élevés |
| Positionnement de l'insertion | Positionnement de l'insert à l'aide d'un bras robotisé guidé par un système de vision et des capteurs de force. | Il élimine les risques d'erreur humaine, garantit une précision de positionnement de 100 % et minimise les rebuts. |
| Distorsion thermique | Capteurs de température dans le moule et station de préchauffage pour les inserts. | Elle minimise les contraintes de retrait différentiel pour éviter la déformation du composant . |
| Stabilité du processus | Systèmes en boucle fermée contrôlés surveillant la vitesse d'injection, la pression et la pression de la cavité. | Elle garantit la constance d'un lot à l'autre, nécessaire pour atteindre une tolérance de ±0,01 mm . |
| Usure des outils | Outils en acier trempé et revêtements spéciaux pour composants critiques. | Il augmente la durée de vie du moule tout en maintenant la qualité ducomposant moulé par insertion . |
| Optimisation du temps de cycle | Mouvements synchronisés du robot et conception améliorée du canal de refroidissement du moule . | Maximiser le nombre de pièces par heure permet de réduire le coût unitaire de production. |
Points clés à retenir :
- L'automatisation est non négociable : la production en grande série avec une tolérance de ±0,01 mm n'est pas possible avec des méthodes manuelles et nécessite une automatisation.
- La gestion thermique est essentielle : le contrôle séparé de la température du moule et des inserts permet de pallier la différence de leurs propriétés de dilatation thermique .
- La stabilité fait baisser les coûts : la constance des processus réduit les variations, ce qui entraîne moins de rejets et une efficacité accrue , permettant ainsi de réduire les prix.
- Investissez dans la durabilité : le coût initial élevé des plaquettes de précision et résistantes à l'usure est justifié par leur durabilité, avec des millions de cycles effectués.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Il existe une abondante littérature sur les théories de l'automatisation. Ce guide se distingue par un aspect : il a été élaboré par nos spécialistes en intégration, qui développent des cellules robotisées affichant une disponibilité supérieure à 99,99 % et une précision micrométrique lors de l'insertion des pièces. L'architecture de nos systèmes robotisés est validée selon les meilleures pratiques définies par la Society of Manufacturing Engineers (SME) en matière d'architecture des systèmes de production.
Nos lignes de production automatisées fabriquent des pièces exigeant une précision micrométrique pour un assemblage réussi : des puces microfluidiques utilisées dans les dispositifs de diagnostic au point de soins, des connecteurs hermétiques pour les systèmes de communication par satellite et des ensembles de capteurs pour les systèmes robotiques chirurgicaux. Nos techniques de contrôle des procédés sont évaluées au regard des dernières avancées en matière de fabrication de précision décrites dans les publications de l’Académie internationale d’ingénierie de production (CIRP) .
L'expérience s'acquiert en dépannant des cellules automatisées à 3 heures du matin . Nous avons appris à créer le cycle de préchauffage précis des inserts ( 85 ± 1 °C ) pour le collage du PEEK, à optimiser la trajectoire d'un robot 7 axes pour un positionnement à ± 5 µm et à développer une programmation d'inspection visuelle capable de détecter un défaut de 0,1 mm en 50 millisecondes . Grâce à notre expertise éprouvée en production, vous pourrez mettre en œuvre un processus de surmoulage automatisé et efficace, sans les temps d'arrêt coûteux, les rebuts et les problèmes de qualité que nous avons déjà résolus.

Figure 1 : Un convoyeur transporte des milliers de pièces en nylon 66 blanc provenant d'un fabricant de moulage par injection à grand volume.
Pourquoi l'imbrication manuelle ne permet-elle pas de respecter les tolérances strictes requises pour les boîtiers de capteurs aérospatiaux ?
L'imbrication manuelle engendre des variations de position imprévisibles dues à la fatigue de l'opérateur et aux fluctuations de température du moule à 140 °C, ce qui provoque des rebuts dépassant une tolérance de décalage de 0,05 mm . Le passage à l'automatisation robotisée permet d'obtenir une précision de positionnement de ±0,01 mm sans bavure. Le CpK atteint ≥ 1,67 (indicateur statistique démontrant une stabilité de production extrême avec un taux de défauts inférieur à 4 pièces par million) rend possible un surmoulage de haute précision .
| Aspect | Imbrication manuelle | Automatisation robotique |
| Cohérence du placement des inserts | Les tremblements de la main entraînent un écart de 0,03 à 0,08 mm d'un cycle à l'autre, ce qui n'est pas viable avec les services de surmoulage automatisés . | Le servomoteur de précision à six axes fonctionne avec un écart de ±0,005 mm pendant des quarts de travail de 8 heures. |
| uniformité thermique | Les délais d'intervention des opérateurs entraînent une variation de 15 °C à la surface de la cavité, ce qui nécessite un fournisseur de surmoulage automatisé . | La durée du cycle, fixée à 4,5 secondes, maintient les zones de la cavité à ±2°C de la valeur souhaitée. |
| Résistance à la pression d'injection | Les inserts déverrouillés se déplacent sous une pression de 120 MPa , créant des bavures dans le moulage d'inserts du boîtier du capteur de précision . | Les verrous pneumatiques résistent à la pression maximale et maintiennent l'insert en place. |
| Tolérance de position finale | Les écarts de position moyens se situent entre 0,05 mm et 0,10 mm , ce qui constitue fréquemment un non-respect des spécifications. | Maintenu dans une plage de ±0,01 mm à l'aide d'un échantillon de 50 000 pièces vérifié par CMM. |
Le procédé manuel traditionnel de surmoulage est remplacé par un système robotisé en boucle fermée qui coordonne le temps de prélèvement, la température du moule et le verrouillage des broches. Ce système permet un surmoulage à haute vitesse , réduisant ainsi les délais de production, et un surmoulage fiable , éliminant les rebuts. Basé sur une simulation multiphysique validée, calquée sur vos données CMM réelles, il vous offre une chaîne de production sans défaut et un coût unitaire réduit. Passez d'une précision manuelle de ±0,05 mm à une précision robotisée de ±0,01 mm. Pour découvrir une solution de surmoulage automatisée pour vos boîtiers, contactez notre équipe pour une étude de faisabilité et un devis de production validé.

Comment concevoir des systèmes à canaux chauds multicavités pour un fabricant de surmoulage à haut volume ?
Pour des volumes de production annuels supérieurs à 5 millions de pièces, il est indispensable d'obtenir une régularité de remplissage des cavités que la technologie des canaux chauds ne peut garantir. La solution réside dans les systèmes à vannes d'injection avec régulation thermique individuelle, permettant d'éliminer les différences de vitesse de cisaillement et les irrégularités de retrait. Voici comment obtenir un surmoulage de précision :
Les canaux chauds à soupape éliminent les bavures et les déséquilibres.
Chaque cavité est équipée d'un robinet à aiguille indépendant qui empêche les écoulements de matière. Des boucles de régulation de température indépendantes (régulation dynamique à ±0,5 °C ) garantissent une viscosité uniforme du matériau fondu dans toutes les cavités. Dans votre outillage de moulage par insert multicavités , cela signifie que toutes les cavités se remplissent à la même vitesse, éliminant ainsi les problèmes liés aux cavités périphériques trop courtes ou trop remplies. Vous obtenez un CpK supérieur à 1,67 dans les 16 ou 32 cavités sans aucun réglage supplémentaire.
Le profilage de pression empêche la dérive due au retrait dans les résines à haute teneur en fibres
Le PA66 renforcé à 40 % de fibres de carbone subit un retrait non uniforme lorsque la pression de maintien chute trop rapidement ou trop lentement. La solution consiste en une chute de pression linéaire en 0,8 seconde après le conditionnement, grâce à un collecteur hydraulique centralisé. En tant que fournisseur de surmoulage pour la production en série , nous garantissons le maintien des dimensions des cavités périphériques tout en préservant la stabilité des cavités centrales. Cette technique permet de réduire le taux de rebut à moins de 0,3 % tout en assurant un surmoulage constant pour des millions de pièces.
L'isolation thermique entre les cavités stabilise le temps de cycle
Les canaux chauds classiques créent un gradient thermique du centre vers la périphérie, induisant une cristallinité différentielle. Chaque buse est isolée par des bagues en céramique, et le collecteur utilise des zones de chauffage distinctes pour chaque bloc de quatre cavités. Cette architecture, éprouvée dans les environnements de production de surmoulage à haut volume , garantit une température de toutes les cavités à ±1 °C près pendant 24 heures de fonctionnement. Vous conservez ainsi une planéité et une stabilité dimensionnelle uniformes, permettantun surmoulage à grande échelle sans retouches après moulage.
Vous remplacez les approximations par un système équilibré de vannes, de boucles thermiques indépendantes et d'une décroissance de pression profilée. Chaque cavité offre un comportement identique en termes de remplissage, de compactage et de refroidissement, même à des cadences de production supérieures à 5 millions de pièces par an . Ceci est validé par des données CMM issues de 50 000 injections consécutives, démontrant une variation inférieure à 0,005 mm entre les cavités. Optez pour cette architecture pour augmenter votre production tout en préservant les tolérances serrées requises pour un surmoulage fiable dans les secteurs de l'aérospatiale et de l'automobile.

Figure 2 : Un moule en acier à 32 cavités produit des pièces en polyamide pour des solutions de surmoulage à coût maîtrisé dans l'automobile.
Quels paramètres déterminent directement les solutions de surmoulage pour la maîtrise des coûts des connecteurs automobiles ?
Le coût par pièce dépend du temps de cycle, du taux de rebut et de l'amortissement du moule. Réduire le temps de cycle de 28 s à 19,5 s et diminuer le taux de rebut en dessous de 0,5 % permet de réduire directement le coût par pièce. D'autres paramètres, comme la variabilité des matériaux et l'épaisseur du placage, sont des facteurs supplémentaires à prendre en compte dans votre devis. Le surmoulage à bas coût commence ici :
Réduction du temps de cycle : de 28 s à 19,5 s
- Refroidissement conforme : les canaux épousent la forme du connecteur, réduisant ainsi le temps de refroidissement de 31 % .
- Éjection servo : Réduit le temps de processus d'ouverture-fermeture de 2,1 s à 0,8 s .
- Résultat pour vous : une augmentation de 30 % du nombre de tirs par heure réduit le coût par heure machine et par pièce. C’est là l’essence même dessolutions de surmoulage par injection permettant de maîtriser les coûts .
Réduction du taux de rebut : protection des terminaux estampés de grande valeur
- Inspection visuelle : Rejette les bornes mal alignées avant la fermeture du moule afin d’éviter la destruction de la puce.
- Pression en boucle fermée : le réglage en temps réel de la pression de maintien élimine les flashs et les prises de vue incomplètes.
- Résultat pour vous : le taux de rebut final passe sous la barre des 0,3 % , ce qui représente des économies de plusieurs milliers d’euros par million de pièces. Vous recevez un devis personnalisé pour le surmoulage automatisé, tenant compte de ces taux de rebut.
Amortissement des moules et sélection de l'acier à outils
- Acier H13 à HRC 52+ : Plus de 2 000 000 cycles sans usure de cavité supérieure à 0,005 mm .
- Architecture multicavité : 16 ou 32 cavités partageant les coûts d'outillage sur plusieurs cycles.
- Résultat pour vous : réduction du prix amorti de la pièce. Cela aura un impact direct sur le calcul des coûts de votre analyse de coûts de moulage par injection de connecteurs automobiles .
Transparence des coûts des matériaux et du placage
- Lien vers l'indice du cuivre : variation mensuelle du prix au niveau du LME , hors marges spéculatives.
- Contrôle des spécifications de placage : Épaisseur du placage or/argent sur les contacts – vous payez pour ce dont vous avez besoin.
- Résultat pour vous : aucune marge cachée. Vous bénéficiez de modèles de tarification transparents pour le surmoulage .
Vous passez d'une tarification opaque à l'unité à un modèle basé sur les données, où le temps de cycle, le taux de rebut, la durée de vie du moule et l'indice des matières premières sont tous quantifiés. Chaque paramètre de votre structure de coûts est traçable jusqu'à une mesure physique ou une référence du marché. Cette approchede surmoulage basée sur les données est validée par des séries de production de 50 000 pièces , vous offrant des coûts unitaires prévisibles et un avantage concurrentiel indéniable.
Comment un fournisseur de surmoulage automatisé contrôle-t-il les bavures de résine sur les borniers à parois minces ?
Les bavures de résine au niveau des interstices métalliques de 0,15 mm compromettent la résistance d'isolation et nécessitent un ébavurage manuel coûteux. L'association d'un serrage précis en deux étapes (course de ±0,002 mm ) et de micro-évents ( de 3 à 5 µm de profondeur) évite la contamination par les polymères à cristaux liquides (LCP) tout en permettant l'évacuation des gaz en 0,05 seconde . La collaboration avec un fournisseur de surmoulage automatisé permet un surmoulage rapide grâce à une cadence de production élevée.
| Aspect | Serrage et ventilation standard | Serrage en deux étapes + micro-ventilation |
| Profil de force de serrage | Une force constante a été appliquée dès le début, susceptible de déformer les extrémités. | Une faible force de démarrage protège les bornes jusqu'à seulement 1500 kN avant l'entrée en fusion. |
| Répétabilité du coup | Une variation de ±0,02 mm entraîne une étanchéité incohérente. | Course répétitive ±0,002 mm utilisant une action servo-hydraulique pour une étanchéité constante. |
| dimension de l'espace de ventilation | Des ouvertures de 10 à 20 μm permettent au LCP de pénétrer à l'intérieur. | L'évent découpé au laser de 3 à 5 μm facilite le moulage d'inserts de qualité et la libération de gaz en 0,05 s . |
| taux d'occurrence des éclairs | 2 à 5 % des pièces nécessitent un ébavurage manuel. | Taux d'éclair < 0,1 % , démontré sur > 200 000 cycles. |
Remplacez les pinces à force constante, sources de rebuts, par des pinces à deux étages afin de protéger les bornes délicates de 0,15 mm et d'assurer une étanchéité précise avant l'injection de matière fondue. L'utilisation de micro-évents de 3 à 5 microns permet l'évacuation de l'air emprisonné tout en empêchant le passage du LCP à faible viscosité. Le service de surmoulage de haute précision garantit des résultats impeccables et sans bavures. En tant que fournisseur de surmoulage à parois fines , cette méthode assure un surmoulage fiable des bornes, vous évitant ainsi les coûts d'ébavurage manuel.
Quelles méthodes d'inspection garantissent une tolérance constante de ±0,01 mm pour le surmoulage par insertion lors d'une production 24h/24 et 7j/7 ?
Un contrôle manuel ne permet pas de détecter la dérive progressive sur une durée de fonctionnement de 24 heures . Un processus d'inspection en trois étapes, comprenant un contrôle en ligne au niveau de la plaque d'éjection, des manomètres de pression dans la cavité et une validation périodique par machine à mesurer tridimensionnelle (MMT), permet de détecter toute non-conformité avant livraison. Chaque emballage inclut des cartes de contrôle complètes et une analyse CpK ( min. ≥ 1,67 ) garantissant des pièces surmoulées avec une tolérance de ±0,01 mm . Voici comment fonctionne notre système de surmoulage . Voici les étapes :
Le système Inline Vision scanne chaque pièce en 0,03 seconde.
La caméra CCD située sur l'effecteur du robot prend des images de la profondeur, de la planéité et du diamètre critique de l'insert immédiatement après son éjection. Un écart de tolérance de 8 µm entraîne un rejet automatique. Fini les erreurs liées aux mesures manuelles : vous atteignez un taux de contrôle de 100 % sans impacter les cycles de production. C'est le principe fondamental du surmoulage automatisé avec inspection .
Les capteurs de pression de cavité détectent les dérives de processus avant l'apparition de défauts.
Chaque cavité est équipée d'un capteur de pression piézoélectrique enregistrant des données toutes les 2 ms . En cas d'écart supérieur à ±1,5 MPa par rapport à la valeur standard, vous recevrez une notification et les paramètres de maintien seront ajustés. Ceci garantit l'absence de bavures, de surimpressions et de déplacements d'insert. Le CpK reste supérieur à 1,67 pour des millions de pièces produites. Ce service de surmoulage de haute précision repose sur un contrôle de pression en boucle fermée pour un surmoulage de qualité garantie .
Des audits CMM périodiques valident la stabilité à long terme
Toutes les 500 pièces, une machine à mesurer tridimensionnelle prélève des échantillons dans cinq cavités de l' outillage de moulage . Les résultats sont comparés aux données du système de vision en ligne pour vérifier la corrélation. Vous disposez ainsi d'une documentation assurant la traçabilité complète, de la matière première au produit fini, garantissant unsurmoulage entièrement contrôlé .
Vous passez d'une approche réactive à une approche proactive de la dérive. La vision en ligne, combinée à la pression dans les cavités et aux audits CMM, vous garantit un CpK ≥ 1,67 pour chaque lot produit. De plus, chaque expédition est accompagnée d'un rapport SPC, assurant une réception sans risque et sans frais d'inspection. L'efficacité de ces processus est éprouvée, sur la base de séries de production de 50 000 pièces.
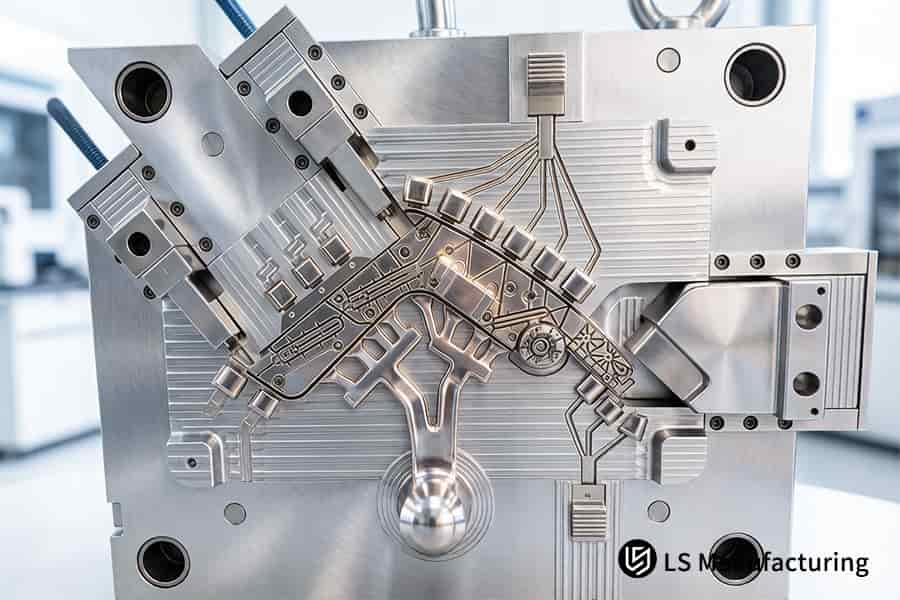
Figure 3 : Une machine à mesurer tridimensionnelle vérifie la tolérance de ±0,01 mm sur un connecteur en plastique PBT noir.
Comment l'évaluation DFM en préproduction peut-elle atténuer les risques d'ingénierie pour les sous-ensembles moulés par insertion personnalisés ?
Une erreur de conception découverte après l'usinage de l'acier à outils coûte dix fois plus cher qu'une erreur détectée lors de l'analyse de fabricabilité (DFM). Nos ingénieurs évalueront le sens du moletage, le rayon des angles et l'épaisseur des parois dans les 24 heures suivant la réception de vos fichiers CAO afin d'éliminer les concentrations de contraintes et les risques d'arrachement. Évitez les modifications coûteuses d'outillage et les retards de lancement. Voici comment l'ingénierie DFM du surmoulage protège votre programme :
L'optimisation du moletage augmente la rétention du couple de 35 %
- Problème lié au moletage plat : il permet la rotation de l’insert sous charge. Le passage à un moletage en losange à 45° augmente le couple de traction de 2,8 N·m à 3,8 N·m (ASTM D3479).
- Résultat pour vous : aucune défaillance sur le terrain due aux applications à fortes vibrations. Offert dans tous les devis de surmoulage automatisé sur mesure .
La modification du rayon des angles empêche la fissuration sous contrainte.
- Risque lié aux arêtes vives : un rayon de 0,1 mm induit une concentration de contraintes dans la résine renforcée. La conception DFM exige un rayon de courbure de 0,3 mm pour toutes les transitions.
- Résultat : aucune fissure de contrainte après 1 000 cycles thermiques ( de -40 °C à +125 °C ). Ce service est inclus dans toutes nos prestations de surmoulage automatisé, sans frais supplémentaires.
L'équilibrage de l'épaisseur des parois évite les marques de retrait.
- Problème de section irrégulière : entraîne des taux de retrait différents. Les simulations montrent où un noyau/renfort serait nécessaire.
- Résultat pour vous : le taux de réussite dès la première tentative passe de 60 % (norme du secteur) à 90 % , soit un gain de temps de développement de 4 semaines . Il s’agit d’un résultat important de l’évaluation du surmoulage .
L'examen de l'emplacement des portes garantit un remplissage complet
- Problème de point d'entrée incorrect : formation de lignes de soudure trop proches des intersections des inserts. Le repositionnement permet d'éloigner le flux de matière des zones de contrainte.
- Résultat : résistance des lignes de soudure accrue de 25 % . Vous bénéficiez d’un surmoulage validé par des ingénieurs, avec explications sur le système d’alimentation.
Vous transformez un dessin potentiellement dangereux en un modèle industrialisable sans découper d'acier. Toutes les modifications de moletage, de rayon, d'épaisseur de paroi et de système d'injection sont effectuées en une seule journée de vérification. Chaque devis de surmoulage automatisé sur mesure inclut un rapport DFM détaillant les mesures d'atténuation des risques. Votresurmoulage pré-lancement vous permettra de gagner 6 à 8 semaines sur le délai de mise sur le marché.
Pourquoi les fabricants d'équipements médicaux devraient-ils s'associer à un fournisseur de surmoulage certifié ISO 13485 pour la production en série ?
Les matériaux de qualité médicale tels que le PEEK et le PC se dégradent rapidement en leurs chaînes moléculaires en l'absence de contrôle de l'humidité ou de température stable, ce qui entraîne un échec lors des tests de biocompatibilité. Ces problèmes sont totalement éliminés grâce à la certification ISO 13485, aux spécifications des salles blanches de classe 100 000, aux procédés de séchage en profondeur et aux moules d'injection électrique . Vous bénéficiez ainsi de performances mécaniques fiables et d'une pureté garantie pour des millions de pièces. Découvrez toute la puissance des services de surmoulage médical certifiés .
Salle blanche de classe 100 000 éliminant la contamination particulaire
L'intégralité de votre processus de fabrication se déroulera dans une salle blanche à pression positive équipée d'un système de filtration HEPA, garantissant une concentration de particules en suspension supérieures à 0,5 µm inférieure à 100 000 par pied cube. Il en résulte une absence totale de contamination par des corps étrangers sur vos poignées chirurgicales ou vos assemblages de biopuces, assurant ainsi la conformité aux normes de particules USP <788> sans nettoyage supplémentaire. Une salle blanche est indispensable pour tout fabricant de surmoulage en grande série .
Un séchage en profondeur à 120 °C pendant plus de 4 heures empêche l'hydrolyse.
Le PEEK et le PC absorbent l'humidité ambiante, ce qui amorce une hydrolyse lors du moulage par injection et réduit leur masse moléculaire de 15 % s'ils ne sont pas séchés. Un séchage de quatre heures à 120 °C permet de ramener la teneur en humidité en dessous de 0,02 % , tout en préservant la résistance à la traction conformément à la norme ASTM D638. Après stérilisation à l'oxyde d'éthylène, le jaunissement et la fragilité sont éliminés, garantissant ainsi un surmoulage conforme aux exigences des dispositifs médicaux de classe II et III.
Les presses entièrement électriques maintiennent la vitesse d'injection à ±0,1 mm/s près.
Les machines hydrauliques subissent une dérive de ±2 mm/s tout au long de la journée, ce qui entraîne une irrégularité du chauffage par cisaillement et la rupture des chaînes polymères. Les presses entièrement électriques fonctionnent à une vitesse de ±0,1 mm/s en permanence afin de garantir une température de fusion constante à ±2 °C de la température prédéfinie. Vous préservez ainsi la viscosité intrinsèque et réussissez les tests de biocompatibilité ISO 10993 pour chaque lot, livré par un fournisseur de surmoulage de confiance pour la production en série .
À la place, vous disposez d'un environnement où chaque variable est maîtrisée grâce à un assemblage en salle blanche, des résines séchées en profondeur et une injection à une vitesse de ±0,1 mm/s . L'ensemble du processus est documenté conformément à la norme ISO 13485 afin de préparer les audits dans le cadre des soumissions à la FDA. Le surmoulage garantit des niveaux constants de biocompatibilité et de résistance pour des millions de produits, sans risque pour la sécurité des patients.

Figure 4 : Un bras robotisé positionne un insert en acier inoxydable 316 dans un moule pour des services de moulage par injection automatisés.
Étude de cas : Service de co-conception et de surmoulage automatisé de composants médicaux LS Manufacturing pour les inserts chirurgicaux en PEEK
Un leader européen des dispositifs médicaux a rencontré des difficultés lors de la production de poignées chirurgicales en PEEK, avec un taux de rebut de 14,5 % et un temps de cycle de 55 secondes . En effet, les inserts en acier inoxydable se déplaçaient de 0,04 mm sous l'effet de la fusion à 360 °C. L'assemblage manuel a aggravé le problème, retardant le lancement d'un produit déjà en retard. LS Manufacturing est intervenue en proposant une co-conception et une cellule entièrement automatisée. C'est ainsi que le surmoulage d'inserts médicaux sur mesure, combiné au surmoulage d'inserts prêt pour la production, a permis de résoudre le problème.
Défi du client
La pièce en plastique était constituée d'une poignée en PEEK chirurgical intégrant un insert en acier inoxydable. En raison d'une fixation mécanique insuffisante et de pressions d'écoulement inégales, l'insert s'est déplacé de 0,04 mm au point de fusion de 360 °C . Le positionnement manuel de l'insert prenait 55 secondes par cycle, et le taux de rebut s'élevait à 14,5 % sur l'ensemble du processus de fabrication. Le client avait besoin d'un partenaire spécialisé dans le surmoulage pour mener à bien le projet.
Solution de fabrication LS
La nouvelle conception intègre une butée axiale assurant un verrouillage mécanique contre la pression d'écoulement. Un robot servomoteur à six axes, d'une répétabilité de ±0,005 mm, gère les opérations de prélèvement et de placement ainsi que l'extraction des pièces sur une seule machine. Un système de contrôle en boucle fermée, utilisant des capteurs Kistler de pression et de température de la cavité, compense les variations de viscosité du matériau. Ce service de surmoulage automatisé gagne ainsi en précision et en régularité.
Résultats et valeur
Les trois lots successifs de 500 000 pièces présentaient des dimensions critiques de ±0,008 mm , une tolérance plus stricte que la précédente de ±0,01 mm . Le taux de rebut a diminué de 14,5 % à 0,08 % . Le temps de cycle a été réduit de 55 secondes à 24 secondes, soit une amélioration de 56 % . Le coût total par pièce a diminué de 32 % et LS Manufacturing a obtenu un contrat d'exclusivité de 5 ans. Le service de surmoulage de haute précision a permis d' atteindre un niveau de surmoulage zéro défaut .
Ce scénario illustre les avantages de la co-conception, de la robotique et du processus en boucle fermée. Des économies de 32 % et un taux de rebut de 0,08 % ont été obtenus sur 500 000 pièces produites . Pour les fabricants d'équipements d'origine de dispositifs médicaux à la recherche d'une solution évolutive, il s'agit d'une solution d'ingénierie reproductible et étayée par des données.
Obtenez des résultats similaires : 0,08 % de rebuts, une réduction des coûts de 32 % et un contrat de 5 ans. Pour explorer une solution co-conçue pour vos inserts, contactez notre équipe pour une proposition de conception et de production sur mesure.

FAQ
1. Quelle est la quantité minimale de commande (MOQ) pour les services de surmoulage automatisé de LS Manufacturing ?
Pour une production hautement automatisée en grande série, la quantité minimale de commande (MOQ) est de 10 000 unités par lot. Ce nombre optimal permet une efficacité de production et une utilisation des matériaux maximales sur les machines automatisées , offrant ainsi le coût unitaire le plus compétitif.
2. Comment LS Manufacturing protège-t-elle la propriété intellectuelle (PI) de ses clients lors de l'établissement de devis personnalisés pour le moulage par injection automatisé ?
Le processus de protection de la propriété intellectuelle du client commence par la signature d'un accord de non-divulgation obligatoire, suivie du traitement des données sur nos serveurs physiquement séparés et hautement cryptés, accessibles exclusivement aux ingénieurs chefs de projet désignés, garantissant ainsi la sécurité de tous vos secrets.
3. Quel est le délai de livraison typique entre le devis de moulage automatisé sur mesure et la livraison finale de la production en série ?
Un devis basé sur la conception pour la fabrication vous sera fourni sous 24 heures . Le délai de fabrication du moule et des outillages pour l'automatisation est de 25 à 35 jours . Une fois vos échantillons validés, la production et les livraisons peuvent débuter sous 7 à 10 jours .
4. LS Manufacturing peut-elle se procurer et estampiller avec précision les inserts métalliques en interne pour des solutions de surmoulage rentables ?
Oui, LS Manufacturing dispose d'un atelier d'emboutissage intégré qui produit des bornes à grande vitesse et en grande série. Nous vous proposons ainsi des services de fabrication verticalement intégrés qui couvrent l'intégralité du processus, de l'emboutissage des bornes métalliques au moulage par injection , réduisant considérablement les coûts de transport entre les sites.
5. Quelles opérations secondaires proposez-vous après le processus de surmoulage automatisé à grand volume ?
Notre société propose un service de post-traitement entièrement automatisé comprenant le soudage par ultrasons, le marquage laser, un test d'étanchéité à 100 % , un contrôle précis de la continuité électrique et un emballage blister antistatique sur mesure, ce qui signifie que les assemblages seront prêts à l'emploi sans aucun traitement supplémentaire.
6. Comment obtenir une tolérance de ±0,01 mm en surmoulage lorsque l'insert métallique lui-même a une tolérance plus large ?
Lors de la conception des moules, les ingénieurs de notre entreprise utilisent des goupilles flottantes élastiques spéciales ou des systèmes de précontrainte micrométriques . Ce mécanisme permet de corriger les écarts de tolérance des inserts métalliques par rapport aux spécifications lors du serrage du moule.
7. Quels matériaux sont les plus adaptés à votre service de surmoulage de haute précision ?
Nous transformons avec expertise des plastiques techniques haute performance tels que le LCP, le PPS, le PEEK, le PBT+GF et le PA66 . Ces matériaux s'associent parfaitement à des inserts métalliques, notamment en alliages de cuivre, en acier inoxydable, en Kovar et en métaux précieux plaqués, pour des performances thermiques et mécaniques optimales. Veuillez nous contacter pour obtenir un devis .
8. À quelle fréquence LS Manufacturing examine-t-elle et met-elle à niveau ses lignes de production automatisées et ses moules ?
Nous effectuons la maintenance préventive obligatoire des moules de production tous les 50 000 cycles. De plus, nous procédons à des examens et des mises à jour trimestrielles des commandes électriques et des algorithmes logiciels essentiels afin de garantir une constance et une fiabilité absolues lors des opérations 24 h/24 et 7 j/7 .
Résumé
Le surmoulage de précision à très grande échelle est un procédé d'ingénierie structuré combinant un positionnement robotisé microscopique, un équilibrage thermodynamique des canaux chauds multichambres, un contrôle en boucle fermée de la pression dans le moule et une technologie d'inspection visuelle en ligne à 100 %. Compte tenu des tolérances serrées (+/- 0,01 mm) et des impératifs de rentabilité , vous avez besoin d'un partenaire capable de réaliser une analyse de fabricabilité (DFM) rigoureuse et de garantir la conformité aux normes ISO, et possédant une expérience confirmée en production automatisée à grande échelle.
Vous rencontrez des difficultés d'alignement, de formation de bavures ou d'allongement des temps de cycle ? Vous recherchez un fournisseur fiable pour la production de millions d'unités de produits électroniques ou médicaux ? Cliquez sur le bouton « Obtenir une analyse DFM gratuite et un devis instantané » pour soumettre vos fichiers STEP et recevoir une évaluation détaillée de notre équipe de surmoulage, ainsi qu'un devis immédiat sous 24 heures.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


