
Los servicios de moldeo por inserción automatizados de LS Manufacturing son una solución de inyección de alta precisión controlada por robot. Eliminan por completo el desperdicio de piezas y la variación de presión asociados con la fabricación en alto volumen de conectores para automóviles, componentes microelectrónicos y dispositivos médicos. El moldeo por inserción manual convencional genera desperdicio de piezas debido al desplazamiento del inserto, ciclos más largos y la incapacidad de mantener tolerancias superiores a ±0,03 mm . La causa subyacente de este problema es la falta de control del canal caliente multicavidad y la sincronización de bucle cerrado del robot, lo que provoca la variación de presión.
Con los servicios automatizados de moldeo por inserción de LS Manufacturing, obtendrá una precisión de inserción robótica de ±0,005 mm , un llenado equilibrado en múltiples cavidades y un control de presión de circuito cerrado. Ahora dispone de tolerancias precisas de ±0,01 mm , tiempos de ciclo reducidos en un 25 % y costes por pieza más bajos. El siguiente paso es mostrarle cómo.
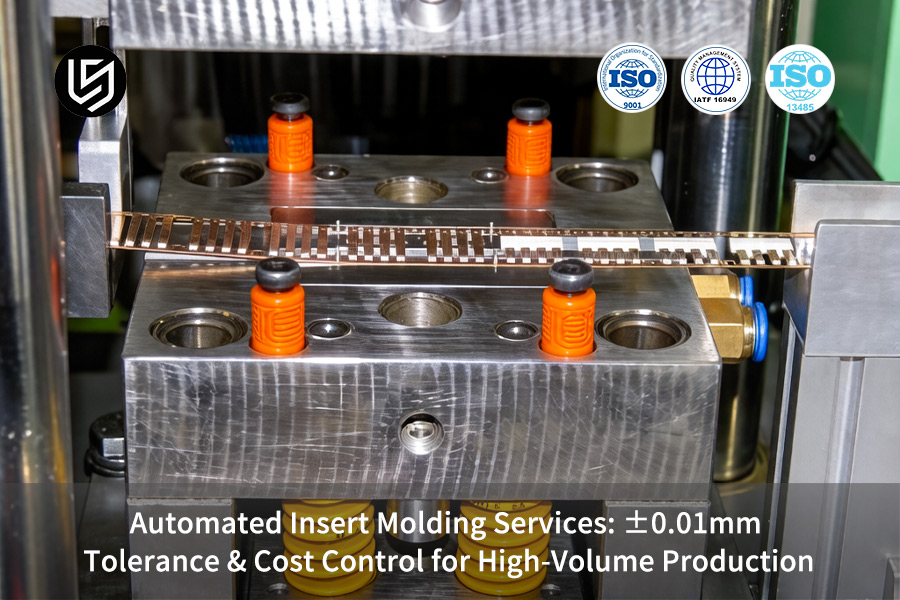
Moldeo por inserción automatizado: Tolerancia de ±0,01 mm y control de costes. Guía de referencia rápida.
| Desafío de producción | Solución automatizada para ±0,01 mm | Impacto en los costos de alto volumen |
| Posicionamiento de inserción | Posicionamiento del inserto mediante un brazo robótico guiado por un sistema de visión y sensores de fuerza. | Elimina la posibilidad de error humano, logra una precisión de posicionamiento del 100 % y minimiza los desperdicios. |
| Distorsión térmica | Sensores de temperatura en el molde y estación de precalentamiento para los insertos. | Minimiza la tensión de contracción diferencial para evitar la deformación del componente . |
| Estabilidad del proceso | Sistemas de circuito cerrado controlados que monitorizan la velocidad de inyección, la presión y la presión en la cavidad. | Garantiza la uniformidad entre lotes, necesaria para lograr una tolerancia de ±0,01 mm . |
| Desgaste de las herramientas | Herramientas de acero endurecido y recubrimientos especiales para componentes críticos. | Aumenta la vida útil del molde manteniendo la calidad delcomponente moldeado por inserción . |
| Optimización del tiempo de ciclo | Movimientos robóticos sincronizados y diseño mejorado del canal de refrigeración del molde . | Maximizar el número de piezas por hora reduce el coste unitario de producción. |
Conclusiones clave:
- La automatización es imprescindible: la producción en grandes volúmenes con una tolerancia de ±0,01 mm no es posible con métodos manuales y requiere automatización.
- La gestión térmica es fundamental: controlar la temperatura del molde y de los insertos por separado permite abordar las diferencias en sus propiedades de expansión térmica .
- La estabilidad reduce los costos: la consistencia del proceso disminuye la variación, lo que conlleva menos rechazos y una mayor eficiencia , lo que le permite reducir los precios.
- Invierta en durabilidad: el elevado coste inicial de los insertos de precisión y resistentes al desgaste se justifica por su durabilidad, ya que realizan millones de ciclos .
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Existe abundante bibliografía sobre teorías de automatización. Esta guía se distingue por una característica: fue elaborada por nuestros especialistas en integración, quienes desarrollan celdas robóticas con un tiempo de actividad superior al 99,99 % y una precisión micrométrica durante la inserción de piezas. La arquitectura de nuestros sistemas robóticos se somete a pruebas conforme a las mejores prácticas definidas para la arquitectura de sistemas de fabricación por la Sociedad de Ingenieros de Fabricación (SME) .
Nuestras líneas de producción automatizadas fabrican piezas que requieren una precisión micrométrica para su correcto ensamblaje : chips microfluídicos utilizados en dispositivos de diagnóstico en el punto de atención, conectores herméticamente sellados para sistemas de comunicación por satélite y conjuntos con sensores para sistemas robóticos quirúrgicos. Nuestras técnicas de control de procesos se evalúan conforme a los últimos avances en fabricación de precisión descritos en las publicaciones de la Academia Internacional de Ingeniería de Producción (CIRP) .
La experiencia se adquiere solucionando problemas en celdas automatizadas a las 3 de la madrugada . Hemos aprendido a crear el ciclo exacto de precalentamiento del inserto ( 85 ± 1 °C ) para unir PEEK, a optimizar la trayectoria del robot de 7 ejes para un posicionamiento de ± 5 μm y a desarrollar programación de inspección visual que detecta rebabas de 0,1 mm en 50 milisegundos . Con nuestra experiencia demostrada en producción, podrá implementar un proceso de moldeo por inserción automatizado y eficiente, sin costosos tiempos de inactividad, desperdicios ni problemas de calidad que ya hemos resuelto.

Figura 1: Una cinta transportadora lleva miles de piezas de nylon 66 blanco procedentes de un fabricante de moldeo por inserción de alto volumen.
¿Por qué el anidamiento manual no puede cumplir con las estrictas tolerancias requeridas para las carcasas de sensores aeroespaciales?
El anidamiento manual genera cambios de posición impredecibles debido a la fatiga del operario y a las fluctuaciones de la temperatura del molde a 140 °C, lo que provoca piezas defectuosas con una tolerancia de desplazamiento superior a 0,05 mm . Al adoptar la automatización robótica, se obtiene una precisión de posicionamiento de ±0,01 mm sin rebabas. El CpK alcanzado ≥ 1,67 (un indicador estadístico que demuestra un proceso de producción extremadamente estable con una tasa de defectos inferior a 4 piezas por millón) posibilita el moldeo por inserción con tolerancias muy ajustadas .
| Aspecto | Anidamiento manual | Automatización robótica |
| Inserción consistente | Los temblores en las manos provocan una desviación de 0,03 a 0,08 mm de ciclo a ciclo, lo que no es viable con los servicios automatizados de moldeo por inserción . | El servomotor de seis ejes de precisión funciona con una desviación de ±0,005 mm durante turnos de 8 horas. |
| Uniformidad térmica | Las demoras del operador provocan una variación de 15 °C en la superficie de la cavidad, lo que requiere un proveedor de moldeo por inserción automatizado . | El tiempo de ciclo, fijado en 4,5 segundos, mantiene las zonas de la cavidad a una temperatura de ±2 °C respecto al valor deseado. |
| Resistencia a la presión de inyección | Los insertos desbloqueados se mueven bajo una presión de 120 MPa , lo que crea rebabas en el moldeo de insertos de la carcasa del sensor de precisión . | Los cierres neumáticos soportan la presión máxima y mantienen el inserto en su lugar. |
| Tolerancia de posición final | Las desviaciones de posición promedio oscilan entre 0,05 mm y 0,10 mm , lo que frecuentemente incumple las especificaciones. | Se mantuvo dentro de un rango de ±0,01 mm utilizando una muestra de 50.000 piezas verificada mediante una máquina de medición por coordenadas (CMM). |
El antiguo proceso manual de moldeo por inserción se reemplaza por un sistema robótico de circuito cerrado que coordina el tiempo de recogida, la temperatura del molde y el bloqueo del pasador. Esto permite un moldeo por inserción de alta velocidad , lo que reduce los plazos de entrega, y un moldeo fiable que evita el desperdicio. Basado en una simulación multifísica validada que coincide con los datos reales de su CMM, ofrece una cadena de producción sin defectos y un menor coste por pieza. Pase de una precisión manual de ±0,05 mm a una precisión robótica de ±0,01 mm. Para explorar una solución de moldeo por inserción automatizado para sus carcasas, póngase en contacto con nuestro equipo para un estudio de viabilidad y un presupuesto de producción validado.

¿Cómo diseñar sistemas de canal caliente multicavidad para fabricantes de moldeo por inserción de alto volumen?
Los volúmenes que superan los 5.000.000 de piezas anuales requieren una consistencia en el llenado de la cavidad que la tecnología de canal caliente no puede proporcionar. La solución son los sistemas con válvulas de compuerta y regulación térmica individual para eliminar las diferencias en la velocidad de corte y las inconsistencias en la contracción. Así es como se logra un moldeo por inserción de precisión :
Los sistemas de alimentación en caliente con válvula eliminan el goteo y el desequilibrio.
Cada cavidad cuenta con su propia válvula de aguja que actúa de forma independiente para evitar el goteo de material. Los bucles de control de temperatura independientes para cada cavidad (control dinámico de ±0,5 °C ) garantizan una viscosidad de fusión uniforme en todas ellas. En su sistema de moldeo por inserción multicavidad , esto implica que todas las cavidades se llenan a la misma velocidad, eliminando los problemas derivados de cavidades cortas o con exceso de material en los bordes. Se obtiene un CpK superior a 1,67 en las 16 o 32 cavidades sin necesidad de ajustes adicionales.
El perfilado de presión evita la contracción en resinas con alto contenido de fibra.
La aleación PA66 con un 40 % de fibra de carbono experimentará una contracción no uniforme si la presión de mantenimiento disminuye demasiado rápido o demasiado lento. La solución consiste en una reducción lineal de la presión en 0,8 segundos tras el empaquetado, mediante un colector hidráulico centralizado. Como su proveedor de moldeo por inserción para la producción en masa , garantizamos que las cavidades de los bordes no se reduzcan por debajo de su tamaño, manteniendo la estabilidad de las cavidades centrales. Con esta técnica, reducimos la cantidad de desperdicio a menos del 0,3 %, manteniendo la uniformidad del moldeo por inserción para millones de piezas.
El aislamiento térmico entre cavidades estabiliza el tiempo de ciclo.
Los sistemas de canal caliente estándar generan un gradiente térmico desde el centro hasta el borde, lo que provoca una cristalinidad diferencial. Cada boquilla está aislada con casquillos cerámicos, y el colector utiliza zonas de calentamiento independientes para cada bloque de cuatro cavidades. Esta arquitectura, probada en entornos de fabricación de moldeo por inserción de alto volumen , mantiene todas las cavidades dentro de un margen de ±1 °C durante un ciclo de 24 horas . Se logra una planitud uniforme y una estabilidad dimensional, lo que permiteun moldeo por inserción escalable sin necesidad de reprocesamiento posterior al moldeo.
Sustituya las conjeturas por un sistema equilibrado de compuertas de válvula, bucles térmicos independientes y una caída de presión controlada. Cada cavidad ofrece un comportamiento idéntico de llenado, compactación y enfriamiento a ritmos superiores a 5 millones de piezas al año . Esto se valida con datos de CMM de 50 000 inyecciones consecutivas que muestran una variación entre cavidades inferior a 0,005 mm . Elija esta arquitectura para escalar la producción manteniendo las estrictas tolerancias necesarias para un moldeo por inserción fiable en aplicaciones aeroespaciales y automotrices.

Figura 2: Un molde de acero de 32 cavidades produce piezas de poliamida para soluciones de moldeo por inserción de control de costes en la industria automotriz.
¿Qué parámetros determinan directamente el control de costes de las soluciones de moldeo por inserción para conectores de automoción?
El costo por pieza depende del tiempo de ciclo, la tasa de desperdicio y la depreciación del molde. Reducir el tiempo de ciclo de 28 s a 19,5 s , junto con disminuir el desperdicio por debajo del 0,5 % , reduce directamente el costo por pieza. Otros parámetros, como la variabilidad del material y el espesor del recubrimiento, son factores adicionales que deben incluirse en su cotización. El moldeo por inserción de bajo costo comienza aquí:
Reducción del tiempo de ciclo: De 28 s a 19,5 s
- Refrigeración adaptada: Los canales se ajustan a la forma del conector, reduciendo el tiempo de refrigeración en un 31 % .
- Expulsión mediante servomotor: Reduce el tiempo del proceso de apertura y cierre de 2,1 segundos a 0,8 segundos .
- Resultado para usted: Un aumento del 30 % en las inyecciones por hora reduce el costo por hora de máquina por pieza. Esto representa la esencia delas soluciones de moldeo por inserción para el control de costos .
Minimización de la tasa de desperdicio: Protección de terminales estampadas de alto valor
- Inspección visual: Rechaza los terminales mal alineados antes de que se cierre el molde para evitar la destrucción del chip.
- Presión de circuito cerrado: El ajuste en tiempo real de la presión de sujeción elimina el destello y las tomas cortas.
- Resultado para usted: La tasa de desperdicio en la terminal se reduce a menos del 0,3 % , lo que se traduce en ahorros de miles de dólares por millón de piezas. Recibirá un presupuesto automatizado y personalizado para el moldeo por inserción que tiene en cuenta dichas tasas de desperdicio.
Amortización de moldes y selección de acero para herramientas
- Acero H13 con HRC 52+: Más de 2.000.000 de ciclos sin desgaste de cavidades superior a 0,005 mm .
- Arquitectura multicavidad: 16 o 32 cavidades que comparten el coste de utillaje en varios ciclos.
- Resultado para usted: Precio de la pieza amortizada reducido. Esto tendrá un impacto directo en el cálculo de costos de su análisis de costos de moldeo por inyección de conectores automotrices .
Transparencia en los costos de materiales y recubrimientos
- Enlace al índice del cobre: Variación mensual del precio a nivel de la LME, excluyendo los márgenes especulativos.
- Control de las especificaciones del chapado: Grosor del chapado de oro/plata en los contactos: usted paga por lo que necesita.
- Resultado para usted: Sin costes ocultos. Se beneficia de modelos de precios transparentes para el moldeo por inserción .
Pasas de un sistema de precios unitarios poco transparente a un modelo basado en datos donde se cuantifican el tiempo de ciclo, la tasa de desperdicio, la vida útil del molde y el índice de materia prima . Cada parámetro de tu estructura de costos es rastreable hasta una medición física o un valor de referencia del mercado. Este enfoquede moldeo por inserción basado en datos se valida con ciclos de producción de 50 000 inyecciones , lo que te brinda costos unitarios predecibles y una clara ventaja competitiva.
¿Cómo controla un proveedor de moldeo por inserción automatizado el exceso de resina en las regletas de terminales de paredes delgadas?
La presencia de rebabas de resina en espacios metálicos de 0,15 mm compromete la resistencia del aislamiento y requiere un costoso desbarbado manual. La combinación de un sistema de sujeción preciso en dos etapas con una precisión de carrera de ±0,002 mm y microventilaciones ( de 3 a 5 μm de profundidad) evita la contaminación por LCP y permite la ventilación de gases en tan solo 0,05 segundos . Trabajar con un proveedor de moldeo por inserción automatizado posibilita un moldeo rápido gracias a la alta velocidad de ciclo.
| Aspecto | Sujeción y ventilación estándar | Sujeción en dos etapas + microventilación |
| Perfil de fuerza de sujeción | Se aplica una fuerza constante desde el principio que puede deformar los terminales. | Una fuerza de arranque baja protege los terminales hasta que la presión es de tan solo 1500 kN antes de la entrada en la zona de fusión. |
| Repetibilidad del accidente cerebrovascular | Variación de ±0,02 mm que provoca un sellado inconsistente. | Desplazamiento repetitivo de ±0,002 mm mediante acción servohidráulica para un sellado uniforme. |
| dimensión del espacio de ventilación | Orificios de ventilación de 10 a 20 μm que permiten la penetración del LCP en el interior. | La ventilación cortada con láser de 3 a 5 μm facilita el moldeo por inserción de calidad y la liberación de gas en 0,05 s . |
| Tasa de ocurrencia de destellos | Entre el 2 % y el 5 % de las piezas requieren desbarbado manual. | Tasa de destello < 0,1 % , demostrada en >200.000 ciclos. |
Sustituya las abrazaderas de fuerza constante, propensas a fallos, por abrazaderas de dos etapas para proteger los delicados terminales de 0,15 mm y lograr un sellado preciso antes de la inyección de la masa fundida. El uso de microventilaciones de 3 a 5 micras permite la salida del aire atrapado, impidiendo el paso del LCP de baja viscosidad. El servicio de moldeo por inserción de alta precisión garantiza resultados uniformes sin rebabas. Como proveedor de moldeo por inserción de paredes delgadas , este método contribuye a un moldeo fiable de los terminales, ahorrándole costes de desbarbado manual.
¿Qué métodos de inspección garantizan una tolerancia constante de ±0,01 mm en la producción de moldeo por inserción durante las 24 horas del día, los 7 días de la semana?
La verificación manual no detectará la deriva gradual durante 24 horas de funcionamiento. Una secuencia de inspección de tres capas, que incluye inspección en línea a nivel de la placa eyectora, manómetros de presión de la cavidad y validación periódica mediante un sistema de inspección CMM, detectará cualquier desviación de especificación antes de que llegue a usted. Cada paquete incluye gráficos de control de proceso completos y análisis CpK ( mín. ≥ 1,67 ), lo que garantiza piezas moldeadas por inserción con una tolerancia de ±0,01 mm . Así es como funciona nuestro sistema de moldeo por inserción . Estos son los pasos involucrados:
Inline Vision escanea cada pieza en 0,03 segundos.
La cámara CCD ubicada en el efector final del robot toma imágenes de la profundidad, la planitud y el diámetro crítico del inserto justo después de la eyección. Una variación de tolerancia de 8 μm resulta en un rechazo automático. Ya no habrá errores asociados con los calibradores manuales y se logra una prueba del 100 % sin afectar los ciclos de producción. Este es el núcleo de la inspección automatizada en el moldeo por inserción .
Los sensores de presión de cavidad detectan desviaciones del proceso antes de que se produzcan defectos.
Cada cavidad cuenta con un sensor de presión piezoeléctrico que registra datos cada 2 ms . En caso de desviación superior a ±1,5 MPa respecto al valor estándar, recibirá una notificación y los parámetros de retención se ajustarán. Esto garantiza la ausencia de rebabas, inyecciones incompletas o desplazamiento del inserto. El CpK se mantiene por encima de 1,67 para millones de piezas producidas. Este servicio de moldeo por inserción de alta precisión se basa en un control de presión de circuito cerrado para garantizar la calidad del proceso .
Las auditorías periódicas de CMM validan la estabilidad a largo plazo.
En intervalos de 500 piezas, una máquina de medición por coordenadas toma muestras de cinco cavidades del molde . Los resultados se grafican en el sistema de visión en línea para verificar la correlación. De esta manera, se obtiene documentación de trazabilidad desde el material hasta el producto final, lo que garantiza lainspección completa del moldeo por inserción .
Pasarás de reaccionar a predecir la desviación. La visión en línea, combinada con la presión de la cavidad y las auditorías de CMM, garantizará un CpK ≥ 1,67 en cada lote producido. Además, cada envío incluye un informe SPC, que garantiza una aceptación sin riesgos y sin coste alguno por las inspecciones de recepción. Estos procesos han demostrado su eficacia en 50 000 series de producción de piezas.
Figura 3: Una máquina de medición por coordenadas verifica la tolerancia de ±0,01 mm en un conector de plástico PBT negro.
¿Cómo puede la evaluación DFM previa a la producción mitigar los riesgos de ingeniería en subconjuntos moldeados por inserción personalizados?
Un error de diseño detectado solo después de mecanizar el acero de la herramienta costará diez veces más que uno detectado durante la revisión DFM. Nuestros ingenieros evaluarán la dirección del moleteado, el radio de las esquinas y el espesor de la pared en un plazo de 24 horas tras recibir sus archivos CAD para eliminar concentraciones de tensión y riesgos de desprendimiento. Ahorre costosos cambios en las herramientas y evite retrasos en el lanzamiento. Así es como la ingeniería DFM para moldeo por inserción protege su programa:
La optimización del moleteado aumenta la retención de par en un 35 %.
- Problema con el moleteado plano: Permite la rotación del inserto cuando se somete a carga. El cambio a un moleteado de diamante de 45º aumenta el par de tracción de 2,8 N·m a 3,8 N·m (ASTM D3479).
- Resultado para usted: Sin fallos en el campo debido a aplicaciones con vibraciones intensas. Se ofrece en todos los presupuestos de moldeo por inserción automatizado a medida .
La modificación del radio de las esquinas previene el agrietamiento por tensión.
- Riesgo de bordes afilados: un radio de 0,1 mm induce concentración de tensiones en el material de resina reforzada. El diseño DFM requiere un radio de esquina de R0,3 mm para todas las transiciones.
- Resultado para usted: Sin fisuras por tensión tras 1000 ciclos térmicos ( de -40 °C a +125 °C ). Esto está incluido en todos los servicios de moldeo por inserción automatizado sin coste adicional.
El equilibrio del espesor de la pared evita las marcas de hundimiento.
- Problema de secciones desiguales: Provoca diferentes tasas de contracción. Las simulaciones muestran dónde sería necesario el núcleo/nervadura.
- Resultado para usted: El éxito en el primer intento aumenta del 60 % (estándar de la industria) al 90 % , lo que ahorra 4 semanas de tiempo de desarrollo. Este es un resultado importante de la evaluación del moldeo por inserción .
La revisión de la ubicación de la puerta garantiza el llenado completo.
- Problema de compuerta incorrecta: Formación de líneas de soldadura cerca de las intersecciones de los insertos. La reubicación evita que el flujo llegue a las zonas de tensión.
- Resultado para usted: La resistencia de las líneas de soldadura aumentó un 25 % . Obtendrá un moldeo por inserción validado por ingenieros, que incluye las razones para el sistema de alimentación.
Transforma un dibujo potencialmente peligroso en un diseño fabricable sin necesidad de cortar acero. Todos los ajustes de moleteado, radio, espesor de pared y sistema de alimentación se realizan en una sola revisión. Cada presupuesto de moldeo por inserción automatizado personalizado incluye un informe DFM que detalla las medidas de mitigación de riesgos.El moldeo por inserción previo al lanzamiento reducirá el tiempo de comercialización entre 6 y 8 semanas .
¿Por qué deberían los fabricantes de equipos originales de dispositivos médicos asociarse con un proveedor de moldeo por inserción certificado según la norma ISO 13485 para la producción en masa?
Los materiales de grado médico, como el PEEK y el PC, se degradan rápidamente en sus cadenas moleculares cuando no se controla la humedad ni se mantiene una temperatura constante, lo que provoca fallos en las pruebas de biocompatibilidad. Estos problemas se evitan por completo gracias a la certificación ISO 13485, que incluye especificaciones para salas blancas de clase 100 000, prácticas de secado profundo y moldes de inyección eléctricos . Se obtiene un rendimiento mecánico fiable y niveles de pureza comprobados para millones de piezas. Descubra el poder de los servicios de moldeo por inserción para el sector médico con moldeo por inserción certificado .
Sala limpia de clase 100 000 que elimina la contaminación por partículas.
Todo su proceso de fabricación se llevará a cabo dentro de una sala limpia de presión positiva con filtración HEPA, lo que garantiza que las partículas en suspensión de más de 0,5 µm sean inferiores a 100 000 por pie cúbico. El resultado es una contaminación nula por materiales extraños en sus mangos quirúrgicos o ensamblajes de biochips, lo que garantiza el cumplimiento de las normas de partículas USP <788> sin necesidad de limpieza adicional. Una sala limpia es obligatoria para cualquier fabricante de moldeo por inserción de alto volumen .
El secado profundo a 120 °C durante más de 4 horas previene la hidrólisis.
El PEEK y el PC absorben la humedad ambiental, lo que provoca hidrólisis durante el moldeo por inyección y reduce su peso molecular en un 15 % si no se secan. El secado durante cuatro horas a 120 °C reduce el contenido de humedad por debajo del 0,02 % , manteniendo la resistencia a la tracción según las especificaciones ASTM D638. Tras la esterilización con óxido de etileno, se eliminan el amarilleamiento y la fragilidad, garantizando un moldeo por inserción homologado para aplicaciones en dispositivos médicos de clase II y III.
Las prensas totalmente eléctricas mantienen la velocidad de disparo dentro de ±0,1 mm/s.
La maquinaria hidráulica presenta una variación de ±2 mm/s a lo largo del día, lo que provoca inconsistencias en el calentamiento por cizallamiento y la ruptura de las cadenas poliméricas. Las prensas totalmente eléctricas funcionan a una velocidad constante de ±0,1 mm/s para garantizar la uniformidad de la temperatura de fusión dentro de ±2 °C de la temperatura preestablecida. Se conserva la viscosidad intrínseca y se superan las pruebas de biocompatibilidad ISO 10993 en cada lote, suministrado por un proveedor de moldeo por inserción de confianza para la producción en masa .
En su lugar, dispone de un entorno que controla cada variable mediante el ensamblaje en sala limpia, resinas de secado profundo e inyección a una velocidad de ±0,1 mm/s . Todo está documentado según la norma ISO 13485 para facilitar el proceso de auditoría en las presentaciones ante la FDA. El moldeo por inserción proporciona niveles consistentes de biocompatibilidad y resistencia en millones de productos, sin riesgos de validación para la seguridad del paciente.

Figura 4: Un brazo robótico coloca un inserto de acero inoxidable 316 en un molde para servicios automatizados de moldeo por inserción.
Caso práctico: Servicio de codiseño y moldeo por inserción automatizado de componentes médicos de LS Manufacturing para insertos quirúrgicos de PEEK.
Una empresa europea líder en dispositivos médicos se enfrentaba a un 14,5 % de desperdicio y un tiempo de ciclo de 55 segundos en la producción de mangos quirúrgicos de PEEK debido a que los insertos de acero inoxidable se desplazaban 0,04 mm bajo flujo de fusión a 360 °C. El ensamblaje manual agravaba el problema, retrasando el lanzamiento de un producto que ya venía con retraso. LS Manufacturing intervino con un diseño conjunto y una célula totalmente automatizada. Así fue como el moldeo de insertos médicos a medida, combinado con el moldeo de insertos listo para la producción, resolvió el problema.
Desafío del cliente
El componente plástico consistía en un mango quirúrgico de PEEK con un inserto de acero inoxidable. Debido a una fijación mecánica insuficiente y a presiones de flujo desiguales, el inserto se desplazó 0,04 mm a su punto de fusión de 360 °C . El posicionamiento manual del inserto consumía 55 segundos por ciclo, y la tasa de desperdicio fue del 14,5 % durante todo el proceso de fabricación. El cliente necesitaba un socio certificado en moldeo por inserción para salvar el proyecto.
Solución de fabricación LS
El nuevo diseño incorporó una ranura de tope axial que garantiza el bloqueo mecánico contra la presión del flujo. Un robot servomotor de seis ejes con repetibilidad de ±0,005 mm realizaba la colocación y extracción de piezas en una sola máquina. El sistema de control de bucle cerrado, mediante sensores de presión y temperatura de la cavidad Kistler, se ajustaba a las fluctuaciones de la viscosidad del material. Este proceso automatizado de moldeo por inserción se volvió más preciso y consistente.
Resultados y valor
Los tres lotes sucesivos, compuestos por 500 000 piezas, tenían dimensiones cruciales de ±0,008 mm , lo que resultó más ajustado que la tolerancia anterior de ±0,01 mm . La tasa de desperdicio disminuyó del 14,5 % al 0,08 % . El tiempo de ciclo se redujo de 55 segundos a 24 segundos, lo que supuso una mejora del 56 % . El coste total por pieza se redujo en un 32 % , y LS Manufacturing obtuvo un contrato de suministro exclusivo de 5 años. El servicio de moldeo por inserción de alta precisión permitió un moldeo por inserción sin defectos .
Este escenario ilustra las ventajas del codiseño, la robótica y el procesamiento en bucle cerrado. Se lograron ahorros del 32 % en costos y una tasa de desperdicio del 0,08 % en 500 000 piezas de producción . Para los fabricantes de equipos originales de dispositivos médicos que buscan una solución escalable, esta es una solución de ingeniería reproducible respaldada por datos.
Consiga resultados similares: 0,08 % de desperdicio, 32 % de reducción de costes y un contrato de 5 años. Para explorar una solución de diseño conjunto para sus insertos, póngase en contacto con nuestro equipo para obtener un diseño de proceso personalizado y una propuesta de producción.

Preguntas frecuentes
1. ¿Cuál es la cantidad mínima de pedido (MOQ) para los servicios de moldeo por inserción automatizado de LS Manufacturing?
En lo que respecta a la fabricación altamente automatizada de grandes volúmenes, el pedido mínimo es de 10 000 unidades por lote. Este es el número óptimo de unidades que permite la máxima eficiencia de trabajo y el aprovechamiento óptimo de los materiales en las máquinas automatizadas , lo que se traduce en el coste unitario más competitivo.
2. ¿Cómo protege LS Manufacturing la propiedad intelectual (PI) de sus clientes durante la elaboración de presupuestos para moldeo por inserción automatizado a medida?
El proceso de protección de la propiedad intelectual del cliente comienza con la firma de un acuerdo de confidencialidad obligatorio, seguido del tratamiento de los datos en nuestros servidores físicamente separados y altamente encriptados, accesibles exclusivamente por los ingenieros de proyecto principales designados, garantizando así que todos sus secretos permanezcan a salvo.
3. ¿Cuál es el plazo de entrega típico desde la cotización de moldeo por inserción automatizado a medida hasta la entrega final de la producción en masa?
Se proporciona un presupuesto basado en el diseño para la fabricación en un plazo de 24 horas . El tiempo necesario para fabricar el molde y los accesorios para la automatización es de entre 25 y 35 días . Una vez aprobadas las muestras, es posible comenzar la fabricación y las entregas en un plazo de 7 a 10 días .
4. ¿Puede LS Manufacturing obtener y estampar con precisión los insertos metálicos internamente para ofrecer soluciones de moldeo por inserción rentables?
Sí, LS Manufacturing cuenta con una planta de estampado propia que estampa los terminales a gran escala y a alta velocidad. Por lo tanto, le ofrecemos servicios de fabricación integrados verticalmente que abarcan todo el proceso, desde el estampado de terminales metálicos hasta el moldeo por inyección , lo que reduce considerablemente los costos de transporte entre plantas.
5. ¿Qué operaciones secundarias ofrecen después del proceso automatizado de moldeo por inserción de alto volumen?
Nuestra empresa ofrece un servicio de postprocesamiento totalmente automatizado que incluye soldadura ultrasónica, marcado láser, prueba de estanqueidad al 100% , comprobación precisa de la continuidad eléctrica y embalaje blíster antiestático a medida, lo que significa que los conjuntos estarán listos para su uso sin necesidad de ningún procesamiento adicional.
6. ¿Cómo se logra una tolerancia de ±0,01 mm en el moldeo por inserción cuando la propia inserción metálica tiene una tolerancia mayor?
Durante el proceso de diseño del molde, los ingenieros expertos de nuestra empresa utilizan pasadores flotantes elásticos especiales o sistemas de pretensado micrométrico . El funcionamiento de este mecanismo corrige las desviaciones de tolerancia respecto al estándar de los insertos metálicos durante el proceso de sujeción del molde.
7. ¿Qué materiales son los más adecuados para su servicio de moldeo por inserción de alta precisión?
Procesamos con maestría plásticos de ingeniería de alto rendimiento como LCP, PPS, PEEK, PBT+GF y PA66 . Estos se combinan a la perfección con inserciones metálicas, incluyendo aleaciones de cobre, acero inoxidable, Kovar y metales preciosos chapados, para lograr un rendimiento térmico y mecánico óptimo. Contáctenos para solicitar un presupuesto de ingeniería .
8. ¿Con qué frecuencia LS Manufacturing revisa y actualiza sus líneas de producción y moldes automatizados?
Realizamos mantenimiento preventivo obligatorio en los moldes de producción cada 50.000 ciclos. Además, llevamos a cabo revisiones y actualizaciones trimestrales de los controles eléctricos principales y los algoritmos de software para garantizar una consistencia y fiabilidad absolutas en operaciones ininterrumpidas (24/7) .
Resumen
El moldeo por inserción de precisión de ultra alto volumen es un procedimiento de ingeniería estructurado que combina posicionamiento robótico microscópico, equilibrio termodinámico de canal caliente multicámara, control de presión en el molde en bucle cerrado y tecnología de inspección visual en línea al 100 %. Dadas las estrictas tolerancias (+/-0,01 mm) y la presión por optimizar los costos , se necesita un socio que pueda realizar una revisión DFM adecuada y cumplir con las normas ISO, con experiencia previa en fabricación de alto volumen basada en automatización.
¿Experimenta dificultades con la alineación, la formación de rebabas o el aumento del tiempo de ciclo? ¿Necesita un proveedor confiable de millones de unidades para productos electrónicos o médicos? Haga clic en el botón "Obtener revisión DFM gratuita y cotización instantánea " para enviar sus archivos STEP y recibir una evaluación detallada de nuestro equipo de moldeo por inserción con una cotización instantánea en 24 horas.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


