
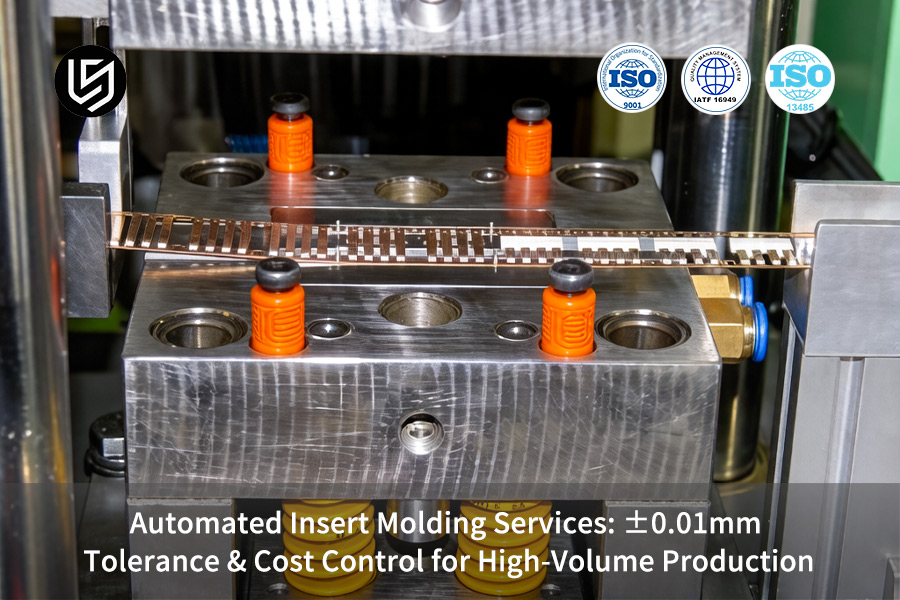
تقدم شركة LS Manufacturing خدمات قولبة الإدخال الآلية ، وهي حل حقن عالي الدقة يعمل بالروبوتات. يقضي هذا الحل تمامًا على هدر القطع وانحراف الضغط المرتبطين بالتصنيع بكميات كبيرة لموصلات السيارات ومكونات الإلكترونيات الدقيقة والأجهزة الطبية. ينتج عن قولبة الإدخال اليدوية التقليدية هدر في القطع بسبب انزياح أداة الإدخال، وارتفاع عدد دورات الإنتاج، وعدم القدرة على الحفاظ على دقة تتجاوز ±0.03 مم . ويعود السبب الرئيسي لهذه المشكلة إلى غياب التحكم في قنوات التغذية الساخنة متعددة التجاويف، وعدم تزامن الروبوت في حلقة مغلقة، مما يؤدي إلى انحراف الضغط.
مع خدمات التشكيل الآلي بالحقن من LS Manufacturing، ستحصل على دقة إدخال روبوتية تصل إلى ±0.005 مم ، وتوازن تعبئة متعدد التجاويف، وتحكم دقيق في الضغط. الآن لديك دقة تصل إلى ±0.01 مم ، وتقليل أوقات الدورة بنسبة 25% ، وخفض تكاليف القطعة الواحدة. الخطوة التالية هي توضيح كيفية تحقيق ذلك.
التشكيل الآلي بالإدخال: دليل مرجعي سريع للتحكم في التفاوتات والتكاليف بدقة ±0.01 مم
| تحديات الإنتاج | حل آلي بدقة ±0.01 مم | تأثير التكلفة على الكميات الكبيرة |
| تحديد موضع الإدخال | تحديد موضع الإدخال باستخدام ذراع روبوتية موجهة بواسطة نظام الرؤية وأجهزة استشعار القوة. | يزيل هذا النظام احتمالية الخطأ البشري، ويحقق دقة تحديد المواقع بنسبة 100% ، ويقلل من الهدر. |
| التشوه الحراري | مستشعرات درجة الحرارة في القالب ومحطة التسخين المسبق للحشوات. | يقلل من إجهاد الانكماش التفاضلي لتجنب تشوه المكون . |
| استقرار العملية | أنظمة حلقة مغلقة يتم التحكم فيها لمراقبة سرعة الحقن والضغط وضغط التجويف. | يضمن ذلك الاتساق من دفعة إلى أخرى، وهو أمر ضروري لتحقيق التفاوت ±0.01 مم . |
| تآكل الأدوات | أدوات من الفولاذ المقوى وطلاءات خاصة للمكونات الحيوية. | يزيد ذلك من عمر القالب مع الحفاظ على جودةمكون قولبة الإدخال . |
| تحسين وقت الدورة | حركات الروبوت المتزامنة وتصميم قناة تبريد القالب المحسّن . | يؤدي زيادة عدد القطع المنتجة في الساعة إلى خفض تكلفة الوحدة الإنتاجية. |
أهم النقاط الرئيسية:
- الأتمتة أمر لا جدال فيه: الإنتاج بكميات كبيرة مع تفاوت ±0.01 مم غير ممكن بالطرق اليدوية ويتطلب الأتمتة.
- تُعد الإدارة الحرارية أمراً بالغ الأهمية: فالتحكم في درجة حرارة القالب والحشوات بشكل منفصل يعالج الاختلاف في خصائص التمدد الحراري الخاصة بها.
- يؤدي الاستقرار إلى خفض التكاليف: يقلل اتساق العملية من التباين، مما يؤدي إلى تقليل المنتجات المرفوضة وزيادة الكفاءة ، الأمر الذي يسمح لك بخفض الأسعار.
- استثمر في المتانة: إن التكلفة الأولية المرتفعة للقطع الدقيقة والمقاومة للتآكل مبررة بمتانتها، حيث يتم تنفيذها بملايين الدورات .
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
تتوفر العديد من المراجع حول نظريات الأتمتة. يتميز هذا الدليل عن غيره في جانب واحد؛ فقد أعده متخصصونا في التكامل الذين يطورون خلايا روبوتية ذات وقت تشغيل يتجاوز 99.99% بدقة تصل إلى الميكرون أثناء إدخال الأجزاء. وقد تم اختبار بنية أنظمتنا الروبوتية وفقًا لأفضل الممارسات المحددة لبنية أنظمة التصنيع من قبل جمعية مهندسي التصنيع (SME) .
تُصنّع خطوط إنتاجنا الآلية أجزاءً تتطلب دقة تصل إلى ميكرون واحد لضمان التجميع الناجح ؛ مثل رقائق الموائع الدقيقة المستخدمة في أجهزة التشخيص عند نقطة الرعاية، والموصلات المحكمة الإغلاق المستخدمة في أنظمة الاتصالات عبر الأقمار الصناعية، والتجميعات المملوءة بأجهزة الاستشعار المستخدمة في أنظمة الروبوتات الجراحية. وتُقيّم تقنيات التحكم في عملياتنا وفقًا لأحدث التطورات في مجال التصنيع الدقيق، كما هو موضح في منشورات الأكاديمية الدولية لهندسة الإنتاج (CIRP) .
تُكتسب الخبرة من خلال حلّ مشاكل الخلايا الآلية في ساعات متأخرة من الليل . لقد تعلمنا كيفية إنشاء دورة التسخين المسبق الدقيقة ( 85±1 درجة مئوية ) لربط مادة PEEK، وتحسين مسار الروبوت ذي المحاور السبعة بدقة تحديد المواقع ±5 ميكرومتر ، وتطوير برامج فحص بصري قادرة على اكتشاف أي زوائد بحجم 0.1 مم في 50 مللي ثانية . بفضل خبرتنا المثبتة في الإنتاج، ستتمكن من تطبيق عملية قولبة آلية فعّالة دون توقفات مكلفة، أو نفايات، أو مشاكل في الجودة سبق لنا حلّها.

الشكل 1: حزام ناقل يحمل آلاف القطع المصنوعة من النايلون 66 الأبيض من مصنع قوالب الإدخال بكميات كبيرة.
لماذا لا تستطيع عملية التعشيش اليدوي تلبية المعايير الصارمة المطلوبة لأغلفة أجهزة الاستشعار في صناعة الطيران؟
يؤدي التداخل اليدوي إلى تغييرات موضعية غير متوقعة نتيجة إجهاد المشغل وتقلبات درجة حرارة القالب عند 140 درجة مئوية، مما ينتج عنه قطع تالفة تتجاوز هامش الخطأ المسموح به وهو 0.05 مم . وبالتحول إلى الأتمتة الروبوتية، نحصل على دقة تحديد موضع تصل إلى ±0.01 مم دون أي زوائد. كما أن قيمة CpK المحققة ≥ 1.67 (مؤشر إحصائي يدل على استقرار عملية الإنتاج بشكل كبير مع معدل عيوب أقل من 4 أجزاء في المليون) تُمكّن من إنتاج قوالب إدخال مثالية ذات دقة عالية .
| وجه | التعشيش اليدوي | الأتمتة الروبوتية |
| اتساق موضع الإدخال | تؤدي ارتعاشات اليد إلى انحراف يتراوح بين 0.03 و 0.08 ملم من دورة إلى أخرى، وهو أمر غير قابل للتطبيق مع خدمات التشكيل الآلي بالإدخال . | يعمل محرك سيرفو سداسي المحاور بدقة عالية مع انحراف ±0.005 مم خلال نوبات عمل مدتها 8 ساعات. |
| التوحيد الحراري | تؤدي فترات استجابة المشغل إلى اختلاف في درجة الحرارة بمقدار 15 درجة مئوية على سطح التجويف، مما يستلزم وجود مورد آلي لقوالب الإدخال . | يُحافظ توقيت الدورة الثابت عند 4.5 ثانية على مناطق التجويف عند ±2 درجة مئوية من القيمة المطلوبة. |
| مقاومة ضغط الحقن | تتحرك الحشوات غير المقفلة تحت ضغط 120 ميجا باسكال ، مما يؤدي إلى حدوث وميض في قولبة حشوة غلاف المستشعر الدقيق . | تتحمل الأقفال الهوائية الضغط الكامل وتثبت القطعة الداخلية في مكانها. |
| التفاوت الموضعي النهائي | تتراوح انحرافات الموضع المتوسطة بين 0.05 مم و 0.10 مم ، وغالبًا ما تفشل في تحقيق المواصفات. | تم الحفاظ على الدقة ضمن نطاق ±0.01 مم باستخدام عينة مكونة من 50000 قطعة تم التحقق منها عبر جهاز قياس الإحداثيات ثلاثي الأبعاد (CMM). |
تم استبدال عملية التشكيل بالحقن اليدوية التقليدية بنظام روبوتي مغلق الحلقة ، يُنسق وقت الالتقاط ودرجة حرارة القالب وقفل الدبوس. يتيح لك هذا النظام الحصول على تشكيل بالحقن عالي السرعة ، مما يقلل من أوقات التسليم، وتشكيل بالحقن موثوق يمنع الهدر. استنادًا إلى محاكاة فيزيائية متعددة مُدققة تُطابق بيانات آلة قياس الإحداثيات (CMM) الفعلية، يوفر لك هذا النظام سلسلة إنتاج خالية من العيوب وتكلفة أقل لكل قطعة. انتقل من دقة يدوية ±0.05 مم إلى دقة روبوتية ±0.01 مم. لاستكشاف حلول التشكيل بالحقن الآلية لهياكلك، تواصل مع فريقنا لإجراء دراسة جدوى والحصول على عرض أسعار إنتاجي مُدقّق.

كيفية تصميم أنظمة قنوات ساخنة متعددة التجاويف لمصنع قوالب الإدخال بكميات كبيرة؟
تتطلب الأحجام التي تتجاوز 5 ملايين قطعة سنويًا دقةً متسقةً في ملء الفراغات، وهو ما لا تستطيع تقنية القنوات الساخنة توفيره. الحل يكمن في أنظمة البوابات الصمامية ذات التنظيم الحراري الفردي للقضاء على اختلاف معدل القص وعدم اتساق الانكماش. هكذا تُحقق دقةً عاليةً في قولبة الإدخال :
قنوات التزويد الساخنة المزودة بصمامات تمنع التقطير وعدم التوازن
يحتوي كل تجويف على صمام إبرة خاص به يعمل بشكل مستقل لمنع تسرب المادة. تضمن حلقات التحكم المستقلة في درجة الحرارة لكل تجويف (تحكم ديناميكي ±0.5 درجة مئوية ) لزوجة مصهور موحدة لجميع التجاويف. في قوالب الإدخال متعددة التجاويف ، يعني هذا أن جميع التجاويف تمتلئ بنفس السرعة، مما يزيل مشاكل التجاويف القصيرة أو المكتظة عند الحواف. ستحصل على قيمة CpK أعلى من 1.67 في جميع التجاويف الـ 16 أو 32 دون أي جهد إضافي للضبط.
يمنع تشكيل الضغط انكماش الراتنجات عالية الألياف
تتعرض مادة PA66+40% ألياف كربونية لانكماش غير منتظم عند انخفاض ضغط التثبيت بسرعة كبيرة أو ببطء شديد. الحل هو خفض الضغط بشكل خطي خلال 0.8 ثانية بعد التعبئة باستخدام مشعب هيدروليكي مركزي. بصفتنا موردكم لتقنية قولبة الإدخال للإنتاج الضخم ، نضمن عدم انخفاض تجاويف الحواف عن الحجم المطلوب مع الحفاظ على استقرار التجاويف المركزية. بهذه التقنية، نخفض نسبة الهدر إلى أقل من 0.3% مع الحفاظ على جودة قولبة إدخال متسقة لملايين القطع.
العزل الحراري بين التجاويف يساهم في استقرار زمن الدورة
تُنشئ قنوات التغذية الساخنة القياسية تدرجًا حراريًا من المركز إلى الحافة، مما يُسبب تفاوتًا في التبلور. يتم عزل كل طرف فوهة باستخدام جلبات خزفية، ويستخدم المجمع مناطق تسخين منفصلة لكل كتلة رباعية التجاويف. هذا التصميم، الذي أثبت فعاليته في بيئات تصنيع قوالب الإدخال ذات الإنتاج الضخم ، يحافظ على درجة حرارة جميع التجاويف ضمن نطاق ±1 درجة مئوية من بعضها البعض على مدار 24 ساعة من التشغيل. وبذلك، تحافظ على استواء موحد وثبات الأبعاد، مما يُتيح إمكانيةتوسيع نطاق قولبة الإدخال دون الحاجة إلى إعادة معالجة القالب.
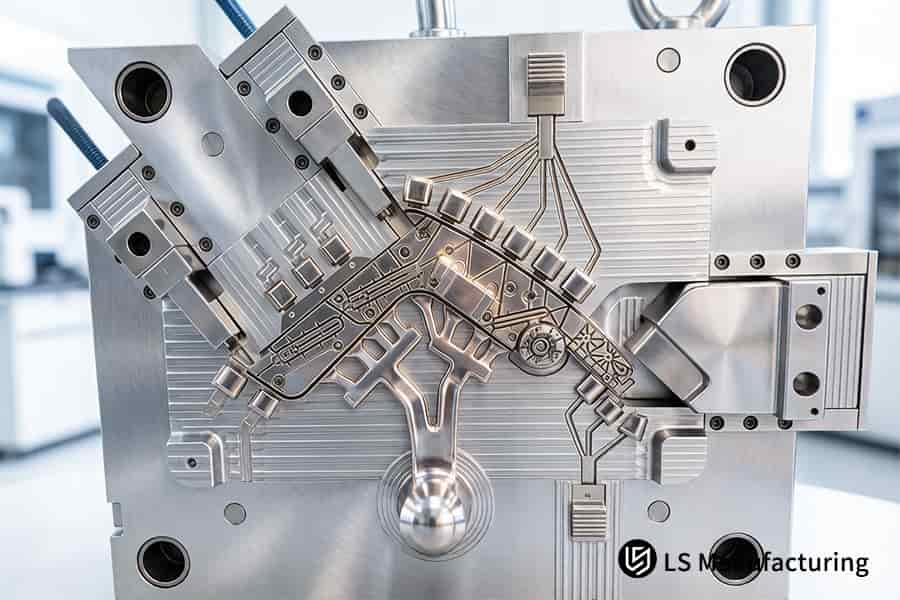
تستبدل هذه التقنية التخمين بنظام متوازن من بوابات الصمامات، وحلقات التبريد المستقلة، وانخفاض الضغط المُتحكم به. يوفر كل تجويف أداءً متطابقًا في التعبئة والضغط والتبريد بمعدلات تتجاوز 5 ملايين قطعة سنويًا . وقد تم التحقق من ذلك من خلال بيانات قياس الإحداثيات ثلاثية الأبعاد (CMM) من 50,000 عملية حقن متتالية، حيث أظهرت تباينًا أقل من 0.005 مم بين التجاويف. اختر هذه البنية لزيادة الإنتاج مع الحفاظ على الدقة العالية المطلوبة لقولبة الإدخال الموثوقة في تطبيقات الطيران والفضاء والسيارات.

الشكل 2: قالب فولاذي ذو 32 تجويفًا ينتج أجزاء من البولي أميد لحلول قولبة الإدخال للتحكم في التكاليف في صناعة السيارات.
ما هي المعايير التي تحدد بشكل مباشر حلول قولبة الإدخال للتحكم في التكلفة لموصلات السيارات؟
تعتمد تكلفة القطعة الواحدة على زمن دورة الإنتاج، ونسبة الخردة، واستهلاك القالب. إن تقصير زمن دورة الإنتاج من 28 ثانية إلى 19.5 ثانية ، بالإضافة إلى خفض نسبة الخردة إلى أقل من 0.5% ، يُقلل تكلفة القطعة الواحدة بشكل مباشر. وهناك عوامل أخرى، مثل تباين المواد وسُمك الطلاء، يجب أخذها في الاعتبار عند تقديم عرض السعر. ابدأ رحلة تصنيع القوالب بالحقن منخفضة التكلفة من هنا:
تقليل زمن الدورة: من 28 ثانية إلى 19.5 ثانية
- التبريد المطابق: تتطابق القنوات مع شكل الموصل، مما يقلل وقت التبريد بنسبة 31٪ .
- نظام الإخراج المؤازر: يقلل وقت عملية الفتح والإغلاق من 2.1 ثانية إلى 0.8 ثانية .
- النتيجة لك: زيادة عدد الطلقات بنسبة 30% في الساعة تقلل من تكلفة ساعة تشغيل الماكينة لكل قطعة. وهذا يمثل جوهرحلول التحكم في التكاليف لتقنية قولبة الإدخال .
تقليل معدل الخردة: حماية المحطات الطرفية المختومة عالية القيمة
- فحص بصري: يرفض الأطراف غير المحاذية بشكل خاطئ قبل إغلاق القالب لتجنب تلف القالب.
- ضغط الحلقة المغلقة: يعمل الضبط الفوري لضغط التثبيت على التخلص من الوميض واللقطات القصيرة.
- النتيجة لك: ينخفض معدل الهدر النهائي إلى أقل من 0.3% ، مما يوفر آلاف الدولارات لكل مليون قطعة. ستحصل على عرض سعر مخصص لعملية التشكيل الآلي بالحقن ، يأخذ في الاعتبار معدلات الهدر هذه.
استهلاك الطاقة في القوالب واختيار فولاذ الأدوات
- فولاذ H13 عند HRC 52+: أكثر من 2,000,000 دورة بدون تآكل تجويف أكبر من 0.005 مم .
- بنية متعددة التجاويف: 16 أو 32 تجويفًا تتشارك في تكلفة الأدوات على مدار دورات متعددة.
- النتيجة بالنسبة لك: انخفاض في سعر القطعة المستهلكة. سيؤثر ذلك بشكل مباشر على حساب تكلفة تحليل تكلفة قولبة حقن موصلات السيارات .
شفافية تكلفة المواد والطلاء
- رابط مؤشر النحاس: التغير الشهري في الأسعار على مستوى بورصة لندن للمعادن باستثناء الهوامش المضاربية.
- التحكم في مواصفات الطلاء: سمك طبقة الذهب/الفضة على الموصلات - أنت تدفع مقابل ما تحتاجه.
- النتيجة لك: لا توجد رسوم خفية. ستستفيد من نماذج تسعير شفافة لقوالب الإدخال .
تنتقل من تسعير غير شفاف للوحدة الواحدة إلى نموذج مدعوم بالبيانات، حيث يتم قياس كل من وقت الدورة، ومعدل الهدر، وعمر القالب، ومؤشر المواد الخام . كل عنصر في هيكل التكاليف قابل للتتبع إلى قياس فعلي أو معيار سوقي. تم التحقق من صحة هذا النهجالقائم على البيانات في قولبة الإدخال من خلال 50,000 عملية إنتاج ، مما يمنحك تكاليف وحدة قابلة للتنبؤ وميزة تنافسية واضحة.
كيف يتحكم مورد قوالب الإدخال الآلية في زوائد الراتنج على شرائط التوصيل ذات الجدران الرقيقة؟
يؤدي تراكم الراتنج عبر فجوات معدنية بسمك 0.15 مم إلى إضعاف مقاومة العزل، ويتطلب إزالة يدوية مكلفة للزوائد. يُجنّب الجمع بين التثبيت الدقيق على مرحلتين بدقة شوط ±0.002 مم مع فتحات تهوية دقيقة (بعمق 3-5 ميكرومتر ) تلوث البوليمر البلوري السائل، مع السماح بتهوية الغاز في غضون 0.05 ثانية . يُتيح التعاون مع مورد آلات التشكيل بالحقن الآلية إمكانية التشكيل السريع بالحقن بفضل سرعة دورات التشغيل العالية.
| وجه | التثبيت والتهوية القياسيان | نظام تثبيت ثنائي المراحل + تهوية دقيقة |
| ملف تعريف قوة التثبيت | تم تطبيق قوة ثابتة منذ البداية مما قد يؤدي إلى تشويه الأطراف. | تحمي قوة بدء منخفضة الأطراف حتى 1500 كيلو نيوتن فقط قبل دخول المادة المنصهرة. |
| قابلية تكرار الضربة | يؤدي التفاوت بمقدار ±0.02 مم إلى عدم انتظام عملية الإحكام. | شوط متكرر ±0.002 مم باستخدام الحركة الهيدروليكية المؤازرة لإحكام الإغلاق المتسق. |
| أبعاد فتحة التهوية | فتحات تهوية بقطر 10-20 ميكرومتر تسمح لـ LCP بالاختراق إلى الداخل. | تسهل فتحات التهوية المقطوعة بالليزر بقياس 3-5 ميكرومتر عملية التشكيل الداخلي عالي الجودة وإطلاق الغاز في 0.05 ثانية . |
| معدل حدوث الومضات | تتطلب نسبة 2-5% من الأجزاء إزالة الزوائد يدويًا. | معدل الوميض < 0.1% ، تم إثباته في أكثر من 200000 دورة. |
استبدل المشابك ذات القوة الثابتة المعرضة للتلف بمشابك ثنائية المراحل لحماية أطراف التوصيل الدقيقة بسمك 0.15 مم وإحكام إغلاقها بدقة قبل حقن المادة المنصهرة. تسمح فتحات التهوية الدقيقة التي يتراوح حجمها بين 3 و5 ميكرون بتفريغ الهواء المحتبس مع منع مرور مادة البوليمر البلوري السائل منخفضة اللزوجة. توفر خدمة قولبة الإدخال عالية الدقة نتائج متسقة خالية من الزوائد. وبصفتك موردًا لقولبة الإدخال ذات الجدران الرقيقة ، تساعد هذه الطريقة في ضمان قولبة إدخال موثوقة لأطراف التوصيل، مما يوفر عليك تكاليف إزالة الزوائد يدويًا.
ما هي طرق الفحص التي تضمن تفاوتًا ثابتًا قدره ±0.01 مم في إنتاج قوالب الإدخال أثناء الإنتاج على مدار الساعة طوال أيام الأسبوع؟
لن يكشف الفحص اليدوي عن الانحراف البطيء خلال 24 ساعة من التشغيل. يضمن نظام فحص ثلاثي الطبقات، يشمل الفحص المباشر على مستوى لوحة الطرد، ومقاييس ضغط التجويف، والتحقق الدوري عبر نظام فحص CMM، اكتشاف أي عيوب قبل وصولها إليك. تأتي كل عبوة مزودة بمخططات كاملة للتحكم في العملية وتحليل CpK ( بحد أدنى ≥ 1.67 ) لضمان دقة ±0.01 مم في أجزاء قولبة الإدخال . هكذا يعمل نظام قولبة الإدخال لدينا. فيما يلي الخطوات المتبعة:
تقنية الرؤية المدمجة تفحص كل جزء في 0.03 ثانية
تقوم كاميرا CCD الموجودة على طرف ذراع الروبوت بتصوير عمق الإدخال، والتسطيح، وقياس القطر الحرج مباشرةً بعد الإخراج. يؤدي أي تغيير في التفاوت المسموح به بمقدار 8 ميكرومتر إلى رفض تلقائي. لن تكون هناك أخطاء مرتبطة بالقياسات اليدوية بعد الآن، وستحقق اختبارًا بنسبة 100% دون التأثير على دورات الإنتاج. هذا هو جوهر عملية فحص قوالب الإدخال الآلية .
مستشعرات ضغط التجويف تكشف انحراف العملية قبل حدوث العيوب
يحتوي كل تجويف على مستشعر ضغط كهرضغطي يسجل البيانات كل 2 مللي ثانية . في حال تجاوز الانحراف ±1.5 ميجا باسكال عن القيمة القياسية، ستتلقى إشعارًا بذلك، وسيتم تعديل معايير التثبيت. يضمن هذا عدم حدوث أي وميض أو نقص في الحقن أو أي إزاحة في القالب. يبقى معامل CpK أعلى من 1.67 لملايين القطع المنتجة. تعتمد خدمة قولبة الإدخال عالية الدقة هذه على نظام تحكم مغلق في الضغط لضمان جودة قولبة الإدخال .
عمليات التدقيق الدورية لنموذج نضج القدرات (CMM) تؤكد الاستقرار على المدى الطويل
عند كل فاصل زمني قدره 500 قطعة، تقوم آلة قياس الإحداثيات بأخذ عينات من خمسة تجاويف في قالب التشكيل . تُقارن النتائج بنظام الرؤية المدمج للتحقق من صحة التطابق. لديك وثائق تتبع للمواد الخام وصولاً إلى المنتج النهائي، مما يضمنفحصًا دقيقًا لعملية التشكيل بالإدخال .
تتحول من رد الفعل إلى التنبؤ بالانحراف. يضمن لك نظام الرؤية المباشرة، بالإضافة إلى ضغط التجويف وعمليات تدقيق آلة القياس ثلاثية الأبعاد، الحصول على قيمة CpK ≥ 1.67 لكل دفعة إنتاج. علاوة على ذلك، يُرفق مع كل شحنة تقرير مراقبة العمليات الإحصائية، مما يضمن قبولها دون أي مخاطرة ودون أي تكلفة لفحص الاستلام. وقد أثبتت هذه العمليات فعاليتها، استنادًا إلى 50,000 عملية إنتاج.
الشكل 3: آلة قياس الإحداثيات تتحقق من التفاوت ±0.01 مم على موصل بلاستيكي أسود من مادة PBT.
كيف يمكن لتقييم DFM قبل الإنتاج أن يقلل من المخاطر الهندسية للتجميعات الفرعية المصبوبة حسب الطلب؟
خطأ في التصميم لا يُكتشف إلا بعد قطع فولاذ الأدوات يُكلّف عشرة أضعاف ما يُكلّفه خطأ يُكتشف أثناء مراجعة التصميم للتصنيع. سيُقيّم مهندسونا اتجاه التخريش، ونصف قطر الزاوية، وسُمك الجدار خلال 24 ساعة من استلام ملفات التصميم بمساعدة الحاسوب (CAD) لإزالة تركيزات الإجهاد ومخاطر الانفصال. وفّر تكاليف التغييرات الباهظة على الأدوات، وتجنّب تأخيرات الإطلاق. إليك كيف تحمي هندسة التصميم للتصنيع في قولبة الإدخال برنامجك:
تحسين التخريش يزيد من الاحتفاظ بعزم الدوران بنسبة 35%
- مشكلة التخريش المسطح: يسمح بتدوير القطعة عند تعرضها للحمل. يؤدي التحول إلى تخريش ماسي بزاوية 45 درجة إلى زيادة عزم السحب من 2.8 نيوتن متر إلى 3.8 نيوتن متر (ASTM D3479).
- النتيجة المرجوة: لا أعطال ميدانية ناتجة عن التطبيقات التي تتعرض لاهتزازات شديدة. متوفرة في جميع عروض أسعار قوالب الإدخال الآلية المخصصة .
تعديل نصف قطر الزاوية يمنع تشقق الإجهاد
- خطر الحواف الحادة: يؤدي نصف قطر 0.1 مم إلى تركيز الإجهاد في مادة الراتنج المقوى. يتطلب تصميم DFM نصف قطر زاوية 0.3 مم لجميع الانتقالات.
- النتيجة: لا توجد تشققات ناتجة عن الإجهاد بعد 1000 دورة حرارية ( من -40 درجة مئوية إلى +125 درجة مئوية ). هذه الخدمة مشمولة في جميع خدمات التشكيل الآلي بالحقن دون أي تكلفة إضافية.
موازنة سماكة الجدار تمنع ظهور علامات الانكماش
- مشكلة عدم انتظام المقطع العرضي: تؤدي إلى معدلات انكماش مختلفة. تُظهر المحاكاة أماكن الحاجة إلى إزالة اللب/تدعيمه.
- النتيجة المرجوة: ارتفعت نسبة النجاح من المحاولة الأولى من 60% (المعيار الصناعي) إلى 90% ، مما وفر 4 أسابيع من وقت التطوير. هذه نتيجة مهمة لتقييم تقنية قولبة الإدخال .
مراجعة موقع البوابة تضمن التعبئة الكاملة
- مشكلة البوابة الخاطئة: تتشكل خطوط اللحام بالقرب من نقاط تقاطع الإدخال. يؤدي تغيير الموقع إلى إبعاد التدفق عن مناطق الإجهاد.
- النتيجة لك: زيادة قوة خطوط اللحام بنسبة 25% . ستحصل على قالب إدخال مُدقَّق هندسيًا، بما في ذلك أسباب عملية التشكيل.
يمكنك تحويل رسم قد يكون خطيرًا إلى تصميم قابل للتصنيع دون الحاجة إلى قطع أي فولاذ. تتم جميع تعديلات التخريش، ونصف القطر، وسماكة الجدار، وبوابات الصب في يوم واحد فقط. كل عرض سعر لقوالب الإدخال الآلية المخصصة يأتي مع تقرير DFM يوضح بالتفصيل جهود الحد من المخاطر. سيساهماستخدام قوالب الإدخال قبل الإطلاق في تقليل وقت طرح المنتج في السوق من 6 إلى 8 أسابيع .
لماذا ينبغي على مصنعي الأجهزة الطبية الأصليين التعاون مع مورد معتمد وفقًا لمعيار ISO 13485 لقوالب الإدخال للإنتاج الضخم؟
تتفكك المواد الطبية، مثل PEEK وPC، بسرعة إلى جزيئاتها الأساسية عند غياب التحكم في الرطوبة أو ثبات درجة الحرارة، مما يؤدي إلى فشل اختبارات التوافق الحيوي. يتم تجنب هذه المشاكل تمامًا من خلال شهادة ISO 13485 ومواصفات غرف التنظيف من الفئة 100,000، وتقنيات التجفيف العميق، وقوالب الحقن الكهربائية . ستحصل على أداء ميكانيكي موثوق ومستويات نقاء مثبتة لملايين القطع. هذه هي قوة خدمات قولبة الحقن الطبية المعتمدة .
غرفة نظيفة من الفئة 100,000 تقضي على التلوث بالجسيمات
ستتم عملية التصنيع بالكامل داخل غرفة نظيفة ذات ضغط موجب مزودة بنظام ترشيح HEPA، مما يضمن أن تكون الجسيمات المحمولة جواً التي يزيد حجمها عن 0.5 ميكرومتر أقل من 100,000 جسيم لكل قدم مكعب. والنتيجة هي انعدام أي تلوث بالمواد الغريبة على مقابض الأدوات الجراحية أو تجميعات الرقائق الحيوية، مما يضمن الامتثال لمعايير الجسيمات USP <788> دون الحاجة إلى مزيد من التنظيف. تُعد الغرفة النظيفة شرطاً أساسياً لأي مصنع لإنتاج قوالب الإدخال بكميات كبيرة .
التجفيف العميق عند درجة حرارة 120 درجة مئوية لمدة 4 ساعات أو أكثر يمنع التحلل المائي
يمتص كل من البولي إيثر إيثر كيتون (PEEK) والبولي كربونات (PC) الرطوبة المحيطة التي تبدأ عملية التحلل المائي أثناء عملية التشكيل بالحقن ، مما يقلل الوزن الجزيئي بنسبة 15% في حال عدم تجفيفهما. ويؤدي التجفيف لمدة أربع ساعات عند درجة حرارة 120 درجة مئوية إلى خفض نسبة الرطوبة إلى أقل من 0.02% ، مع الحفاظ على قوة الشد وفقًا لمواصفات ASTM D638. كما يمنع التعقيم بأكسيد الإيثيلين اصفرار المنتج وهشاشته، مما يضمن اعتماده في عمليات التشكيل بالحقن لتطبيقات الأجهزة الطبية من الفئتين الثانية والثالثة.
تحافظ مكابس الطباعة الكهربائية بالكامل على سرعة الطباعة ضمن نطاق ±0.1 مم/ث
تتحرك الآلات الهيدروليكية بمقدار ±2 مم/ثانية على مدار اليوم، مما يؤدي إلى عدم اتساق التسخين الناتج عن القص وتفكك سلاسل البوليمر. تعمل المكابس الكهربائية بالكامل بسرعة ±0.1 مم/ثانية في جميع الأوقات لضمان ثبات درجة حرارة الانصهار ضمن نطاق ±2 درجة مئوية من درجة الحرارة المحددة مسبقًا. تحافظ على اللزوجة الذاتية وتجتاز اختبار التوافق الحيوي ISO 10993 على كل دفعة، يتم تسليمها من قبل مورد موثوق به لقوالب الإدخال للإنتاج الضخم .
بدلاً من ذلك، لديك بيئة تتحكم في كل متغير من خلال التجميع في غرف نظيفة، واستخدام راتنجات مجففة بعمق، والحقن بسرعة ±0.1 مم/ث . يتم توثيق كل شيء وفقًا لمعيار ISO 13485 استعدادًا لعملية التدقيق في ملفات التقديم إلى إدارة الغذاء والدواء الأمريكية. يوفر قولبة الإدخال مستويات ثابتة من التوافق الحيوي والقوة عبر ملايين المنتجات دون أي مخاطر تتعلق بسلامة المرضى أثناء التحقق من صحة المنتج.

الشكل 4: ذراع روبوتية تضع قطعة من الفولاذ المقاوم للصدأ 316 في قالب لخدمات التشكيل الآلي.
دراسة حالة: شركة LS Manufacturing Medical Components تقدم خدمات التصميم المشترك والقولبة الآلية للحشوات الجراحية المصنوعة من مادة PEEK
واجهت شركة أوروبية رائدة في مجال الأجهزة الطبية نسبة هدر بلغت 14.5% وزمن دورة إنتاج 55 ثانية في تصنيع مقابض جراحية من مادة PEEK، وذلك بسبب انزياح حشوات الفولاذ المقاوم للصدأ بمقدار 0.04 مم تحت درجة حرارة انصهار 360 درجة مئوية. وقد فاقم التجميع اليدوي المشكلة، مما أدى إلى تأخير إطلاق المنتج الذي كان متأخرًا بالفعل عن الموعد المحدد. تدخلت شركة LS Manufacturing من خلال التصميم المشترك وخلية إنتاج مؤتمتة بالكامل. وهكذا، تم حل المشكلة من خلال دمج تقنية قولبة الحشوات الطبية المخصصة مع تقنية قولبة الحشوات الجاهزة للإنتاج .
تحديات العميل
تكوّن المكوّن البلاستيكي من مقبض جراحي مصنوع من مادة PEEK، مُدمج به حشوة من الفولاذ المقاوم للصدأ. ونظرًا لعدم كفاية التثبيت الميكانيكي واختلاف ضغوط التدفق، تحركت الحشوة بمقدار 0.04 مم عند درجة انصهارها البالغة 360 درجة مئوية . استغرقت عملية تحديد موضع الحشوة يدويًا 55 ثانية لكل دورة، بينما بلغت نسبة الهدر 14.5% طوال عملية التصنيع. وقد طلب العميل شريكًا مُعتمدًا في مجال قولبة الحشوات لإنقاذ المشروع.
حلول التصنيع LS
تضمن التصميم الجديد وجود أخدود توقف محوري، مما يضمن قفلًا ميكانيكيًا ضد ضغط التدفق. تولى روبوت ذو محرك سيرفو سداسي المحاور، بدقة تكرار ±0.005 مم، مهام الالتقاط والوضع واستخراج القطع في آلة واحدة. يستخدم نظام التحكم ذو الحلقة المغلقة مستشعرات ضغط ودرجة حرارة تجويف كيستلر، مع تعديلها لمراعاة تقلبات لزوجة المادة. أصبحت خدمات قولبة الإدخال الآلية هذه أكثر دقة واتساقًا.
النتائج والقيمة
كانت أبعاد الدفعات الثلاث المتتالية، التي بلغ عددها 500,000 قطعة، دقيقة للغاية، حيث بلغت ±0.008 مم ، وهو ما يُعدّ أدقّ من التفاوت السابق البالغ ±0.01 مم . وانخفضت نسبة الخردة من 14.5% إلى 0.08% . كما انخفض زمن الدورة من 55 ثانية إلى 24 ثانية، ما أدى إلى تحسّن بنسبة 56% . وانخفضت التكلفة الإجمالية للقطعة الواحدة بنسبة 32% ، وحصلت شركة LS Manufacturing على اتفاقية توريد حصرية لمدة خمس سنوات. وقد مكّنت خدمة قولبة الإدخال عالية الدقة من إنتاج قطع قولبة إدخال خالية من العيوب .
يوضح هذا السيناريو فوائد التصميم التشاركي، والروبوتات، والمعالجة ذات الحلقة المغلقة. وقد تحققت وفورات في التكاليف بنسبة 32% ومعدل هدر منخفض للغاية بلغ 0.08% على 500,000 قطعة إنتاج . بالنسبة لمصنعي المعدات الأصلية للأجهزة الطبية الذين يبحثون عن حل قابل للتطوير، يُعد هذا حلاً هندسياً قابلاً للتكرار مدعوماً بالبيانات.
حقق نتائج مماثلة: نسبة نفايات 0.08%، وتخفيض في التكاليف بنسبة 32%، وعقد لمدة 5 سنوات. لاستكشاف حلول مصممة بالتعاون مع فريقنا لإضافاتك، تواصل معنا للحصول على تصميم عملية مخصص واقتراح إنتاج.

الأسئلة الشائعة
1. ما هو الحد الأدنى لكمية الطلب (MOQ) لخدمات التشكيل الآلي بالحقن من شركة LS Manufacturing؟
فيما يتعلق بالتصنيع الآلي عالي الكفاءة للإنتاج بكميات كبيرة، يبلغ الحد الأدنى للطلب 10,000 وحدة في الدفعة الواحدة. هذا هو العدد الأمثل للوحدات الذي يسمح بأقصى كفاءة في العمل واستخدام المواد في الآلات الآلية ، مما ينتج عنه تكلفة تنافسية للوحدة الواحدة.
2. كيف تحمي شركة LS Manufacturing الملكية الفكرية للعملاء أثناء تقديم عروض أسعار قوالب الإدخال الآلية المخصصة؟
تبدأ عملية حماية الملكية الفكرية للعميل بتوقيع اتفاقية عدم إفصاح إلزامية، تليها معالجة البيانات على خوادمنا المنفصلة فعليًا والمشفرة للغاية، والتي يمكن الوصول إليها حصريًا من قبل مهندسي المشروع الرئيسيين المعينين، مما يضمن بقاء جميع أسرارك آمنة.
3. ما هو الوقت النموذجي اللازم من عرض أسعار قوالب الإدخال الآلية المخصصة إلى تسليم الإنتاج الضخم النهائي؟
يتم تقديم عرض سعر بناءً على تصميم مُخصّص للتصنيع خلال 24 ساعة . يستغرق تصنيع القالب والتجهيزات اللازمة للتشغيل الآلي ما بين 25 و35 يومًا . بعد الموافقة على عيناتكم، يُمكن البدء بالتصنيع والتسليم خلال 7 إلى 10 أيام .
4. هل تستطيع شركة LS Manufacturing توفير وتصنيع الحشوات المعدنية بدقة داخلية للحصول على حلول فعالة من حيث التكلفة لتشكيل الحشوات؟
نعم، تمتلك شركة LS Manufacturing وحدة ختم داخلية تقوم بختم الأطراف المعدنية بسرعة عالية وعلى نطاق واسع. وبذلك، نقدم لكم خدمات تصنيع متكاملة رأسياً تغطي العملية بأكملها بدءاً من ختم الأطراف المعدنية وصولاً إلى قولبة الحقن داخل القالب، مما يقلل بشكل كبير من تكاليف النقل بين المرافق.
5. ما هي العمليات الثانوية التي تقدمونها بعد عملية التشكيل الآلي عالي الحجم؟
تقدم شركتنا خدمة معالجة لاحقة مؤتمتة بالكامل تشمل اللحام بالموجات فوق الصوتية، ووضع العلامات بالليزر، واختبار كامل بنسبة 100٪ ضد التسرب، وفحص دقيق للاستمرارية الكهربائية، وتغليف فقاعي مضاد للكهرباء الساكنة مصمم خصيصًا، مما يعني أن التجميعات ستكون جاهزة للاستخدام دون أي معالجة إضافية.
6. كيف يمكنك تحقيق دقة ±0.01 مم في قولبة الإدخال عندما يكون للإدخال المعدني نفسه دقة أكبر؟
خلال عملية تصميم القوالب، يستخدم خبراء الهندسة في شركتنا دبابيس مرنة عائمة خاصة أو أنظمة شد مسبق دقيقة . ويتمثل تأثير تشغيل هذه الآلية في تصحيح انحرافات التفاوتات عن معيار الحشوات المعدنية عند تثبيت القالب.
7. ما هي المواد الأنسب لخدمة قولبة الإدخال عالية الدقة؟
نُعالج بخبرة عالية أنواعًا من البلاستيك الهندسي عالي الأداء، مثل LCP وPPS وPEEK وPBT+GF وPA66 . يتم دمج هذه المواد بدقة مع حشوات معدنية، بما في ذلك سبائك النحاس والفولاذ المقاوم للصدأ والكوفار والمعادن الثمينة المطلية، لتحقيق أفضل أداء حراري وميكانيكي. يرجى التواصل معنا للحصول على عرض أسعار هندسي .
8. كم مرة تقوم شركة LS Manufacturing بمراجعة وتحديث خطوط الإنتاج الآلية والقوالب الخاصة بها؟
نقوم بصيانة وقائية إلزامية لقوالب الإنتاج كل 50,000 دورة. بالإضافة إلى ذلك، نجري مراجعات وتحديثات ربع سنوية لأنظمة التحكم الكهربائية الأساسية وخوارزميات البرمجيات لضمان اتساق وموثوقية مطلقة في العمليات على مدار الساعة .
ملخص
تُعدّ عملية التشكيل بالحقن الدقيق بكميات كبيرة جدًا إجراءً هندسيًا مُنظّمًا يجمع بين تحديد المواقع الروبوتية المجهرية، وتوازن القنوات الساخنة متعددة الحجرات الديناميكي الحراري، والتحكم في ضغط القالب ذي الحلقة المغلقة، وتقنية الفحص البصري المباشر بنسبة 100%. ونظرًا لدقة التفاوتات المطلوبة (+/-0.01 مم)، ومع الضغط المتزايد لتحقيق فعالية التكلفة ، فإنك تحتاج إلى شريك قادر على إجراء مراجعة تصميم للتصنيع (DFM) والامتثال لمعايير ISO، ولديه خبرة سابقة في التصنيع الآلي بكميات كبيرة.
هل تواجه صعوبات في المحاذاة، أو تكوّن الزوائد، أو زيادة وقت دورة الإنتاج؟ هل تحتاج إلى مورد موثوق به لإنتاج ملايين الوحدات من المنتجات الإلكترونية أو الطبية؟ انقر على زر "احصل على مراجعة مجانية لملفات التصميم للتصنيع وعرض سعر فوري " لإرسال ملفاتك والحصول على تقييم مفصل من فريقنا المتخصص في قولبة الإدخال مع عرض سعر فوري خلال 24 ساعة.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


