
Il servizio di stampaggio a inserti automatizzato di LS Manufacturing è una soluzione di iniezione ad alta precisione guidata da robot. Elimina completamente gli scarti e le variazioni di pressione associati alla produzione di grandi volumi di connettori per autoveicoli, componenti microelettronici e dispositivi medici. Il tradizionale stampaggio a inserti manuale genera scarti a causa dello spostamento dell'inserto, di cicli più elevati e dell'impossibilità di mantenere tolleranze superiori a ±0,03 mm . La causa principale di questo problema è la mancanza di controllo del canale caldo multicavità e di sincronizzazione a circuito chiuso del robot, che provoca variazioni di pressione.
Con i servizi di stampaggio a inserti automatizzati di LS Manufacturing, otterrete una precisione di inserimento robotizzato di ±0,005 mm , un bilanciamento del riempimento multicavità e un controllo della pressione a circuito chiuso. Ora potete contare su tolleranze precise di ±0,01 mm , tempi di ciclo ridotti del 25% e costi unitari inferiori. Il prossimo passo è mostrarvi come.
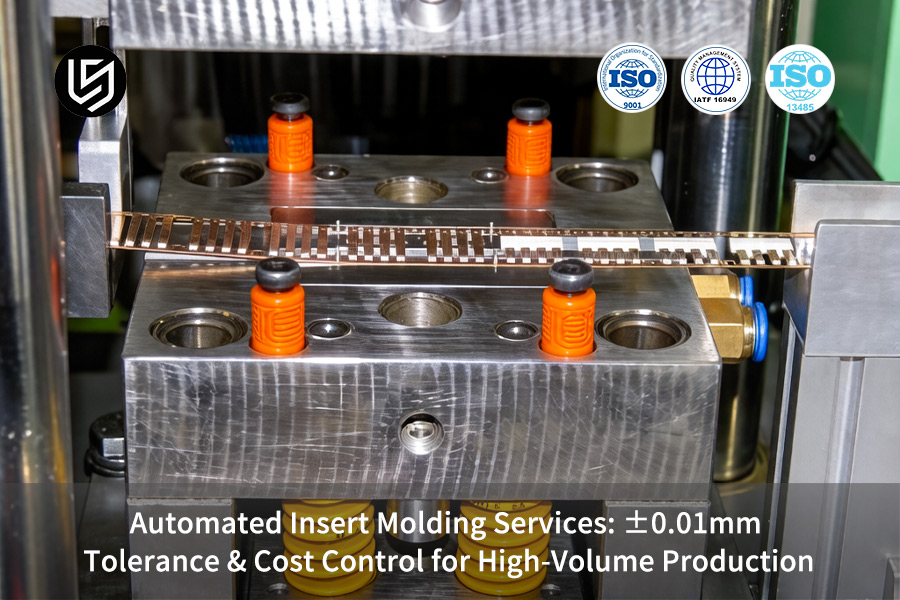
Stampaggio a inserti automatizzato: Tolleranza di ±0,01 mm e controllo dei costi - Guida rapida
| Sfida di produzione | Soluzione automatizzata per ±0,01 mm | Impatto dei costi dovuto agli elevati volumi di vendita |
| Posizionamento dell'inserto | Posizionamento dell'inserto tramite braccio robotico guidato da sistema di visione e sensori di forza. | Elimina la possibilità di errore umano, garantisce una precisione di posizionamento del 100% e riduce al minimo gli scarti. |
| Distorsione termica | Sensori di temperatura nello stampo e stazione di preriscaldamento per gli inserti. | Riduce al minimo le sollecitazioni di ritiro differenziale per evitare la deformazione del componente . |
| Stabilità del processo | Sistemi a circuito chiuso controllati che monitorano la velocità di iniezione, la pressione e la pressione nella cavità. | Garantisce uniformità tra i diversi lotti, necessaria per raggiungere una tolleranza di ±0,01 mm . |
| Usura degli utensili | Utensili in acciaio temprato e rivestimenti speciali per componenti critici. | Aumenta la durata dello stampo mantenendo la qualità delcomponente stampato a iniezione . |
| Ottimizzazione del tempo di ciclo | Movimenti robotici sincronizzati e design migliorato del canale di raffreddamento dello stampo . | Massimizzare il numero di pezzi all'ora riduce il costo unitario di produzione. |
Punti chiave:
- L'automazione è imprescindibile: la produzione di grandi volumi con una tolleranza di ±0,01 mm non è possibile con metodi manuali e richiede l'automazione.
- La gestione termica è fondamentale: controllare separatamente la temperatura dello stampo e degli inserti permette di compensare le differenze nelle loro proprietà di dilatazione termica .
- La stabilità riduce i costi: la coerenza dei processi diminuisce la variabilità, portando a un minor numero di scarti e a una maggiore efficienza , il che consente di ridurre i prezzi.
- Investire nella durata: l'elevato costo iniziale degli inserti di precisione e resistenti all'usura è giustificato dalla loro durata, con milioni di cicli di utilizzo.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Esiste una vasta letteratura sulle teorie dell'automazione. Questa guida si distingue per un aspetto: è stata redatta dai nostri specialisti dell'integrazione, che sviluppano celle robotizzate con un uptime superiore al 99,99% e una precisione micrometrica durante l'inserimento dei pezzi. L'architettura dei nostri sistemi robotici è testata in conformità con le migliori pratiche definite per l'architettura dei sistemi di produzione dalla Society of Manufacturing Engineers (SME) .
Le nostre linee di produzione automatizzate realizzano componenti che richiedono una precisione micrometrica per un assemblaggio di successo : chip microfluidici utilizzati nei dispositivi diagnostici point-of-care, connettori ermeticamente sigillati impiegati nei sistemi di comunicazione satellitare e assemblaggi con sensori integrati nei sistemi robotici chirurgici. Le nostre tecniche di controllo di processo vengono valutate in base ai più recenti progressi nella produzione di precisione descritti nelle pubblicazioni dell'International Academy for Production Engineering (CIRP) .
L'esperienza si acquisisce risolvendo i problemi delle celle automatizzate alle 3 del mattino . Abbiamo imparato a creare il ciclo di preriscaldamento dell'inserto preciso ( 85±1°C ) per incollare il PEEK, a ottimizzare il percorso del robot a 7 assi per un posizionamento di ±5μm e a sviluppare una programmazione per l'ispezione visiva in grado di rilevare una bava di 0,1 mm in 50 millisecondi . Grazie alla nostra comprovata esperienza in produzione, sarete in grado di implementare un processo di stampaggio a inserto automatizzato efficiente, senza costosi tempi di inattività, scarti e problemi di qualità che abbiamo già risolto.

Figura 1: Un nastro trasportatore porta migliaia di componenti in nylon 66 bianco provenienti da un produttore di stampaggio a inserti ad alto volume.
Perché l'ottimizzazione manuale del posizionamento non riesce a soddisfare le rigorose tolleranze richieste per gli alloggiamenti dei sensori aerospaziali?
Il nesting manuale crea variazioni di posizione imprevedibili causate dalla fatica dell'operatore e dalle fluttuazioni della temperatura dello stampo a 140 °C, con conseguente produzione di pezzi di scarto con una tolleranza di spostamento superiore a 0,05 mm . Passando all'automazione robotizzata, si ottiene una precisione di posizionamento di ±0,01 mm senza bave. Il valore di CpK ≥ 1,67 (un indicatore statistico che dimostra un processo produttivo estremamente stabile con un tasso di difettosità inferiore a 4 pezzi per milione) consente di realizzare uno stampaggio a inserti con tolleranze ristrette e perfette.
| Aspetto | Nidificazione manuale | Automazione robotica |
| Inserire la coerenza del posizionamento | I tremori della mano provocano una deviazione di 0,03-0,08 mm da un ciclo all'altro, non compatibile con i servizi automatizzati di stampaggio a inserto . | Il servomotore di precisione a sei assi garantisce una deviazione di ±0,005 mm durante turni di 8 ore. |
| uniformità termica | I ritardi dell'operatore causano una variazione di 15 °C sulla superficie della cavità, rendendo necessario un fornitore di sistemi automatizzati per lo stampaggio degli inserti . | Il tempo di ciclo, fissato a 4,5 secondi, mantiene le zone della cavità a una temperatura di ±2°C rispetto al valore desiderato. |
| Resistenza alla pressione di iniezione | Gli inserti sbloccati si muovono sotto una pressione di 120 MPa , creando bave nello stampaggio degli inserti dell'alloggiamento del sensore di precisione . | I blocchi pneumatici resistono alla pressione massima e mantengono l'inserto in posizione. |
| Tolleranza di posizione finale | Le deviazioni medie di posizione variano tra 0,05 mm e 0,10 mm , risultando spesso non conformi alle specifiche. | Mantenuto entro un intervallo di ±0,01 mm utilizzando un campione di 50.000 pezzi verificato tramite CMM. |
Il vecchio processo manuale di stampaggio a inserti viene sostituito da un sistema robotizzato a circuito chiuso che coordina il tempo di prelievo, la temperatura dello stampo e il bloccaggio del perno. Ciò consente uno stampaggio a inserti ad alta velocità che riduce i tempi di consegna e un processo affidabile che previene gli scarti. Basato su simulazioni multifisiche validate che corrispondono ai dati CMM effettivi, offre una catena di produzione priva di difetti e un costo per pezzo ridotto. Passa da una precisione manuale di ±0,05 mm a una precisione robotizzata di ±0,01 mm. Per esplorare una soluzione automatizzata di stampaggio a inserti per i tuoi alloggiamenti, contatta il nostro team per una valutazione di fattibilità e un preventivo di produzione validato.

Come progettare sistemi a canale caldo multicavità per la produzione di stampi a inserto ad alto volume?
Volumi di produzione superiori a 5.000.000 di pezzi all'anno richiedono una uniformità nel riempimento delle cavità che la tecnologia a canale caldo non è in grado di garantire. La soluzione consiste in sistemi a valvola con regolazione termica individuale per eliminare le differenze di velocità di taglio e le incongruenze di ritiro. Ecco come ottenere uno stampaggio a inserti di precisione :
I condotti caldi con valvola a saracinesca eliminano la fuoriuscita di liquido e lo squilibrio.
Ogni cavità è dotata di una propria valvola a spillo che agisce in modo indipendente per impedire la fuoriuscita di materiale. Circuiti di controllo della temperatura indipendenti per ciascuna cavità (controllo dinamico di ±0,5 °C ) garantiscono una viscosità di fusione uniforme per tutte le cavità. Nel vostro stampo a inserti multicavità , ciò significa che tutte le cavità si riempiono alla stessa velocità, eliminando i problemi legati a cavità laterali corte e sovra-riempite. Otterrete un CpK superiore a 1,67 in tutte le 16 o 32 cavità senza alcuno sforzo di regolazione aggiuntivo.
La profilatura della pressione previene la deriva da ritiro nelle resine ad alto contenuto di fibre
Il PA66 + 40% fibra di carbonio subisce un ritiro non uniforme se la pressione di mantenimento diminuisce troppo rapidamente o troppo lentamente. La soluzione consiste in una diminuzione lineare della pressione entro 0,8 secondi dopo il riempimento, utilizzando un collettore idraulico centralizzato. In qualità di fornitore di inserti per la produzione di massa , garantiamo che le cavità laterali non si riducano al di sotto delle dimensioni previste, mantenendo stabili le cavità centrali. Con questa tecnica, riduciamo gli scarti a meno dello 0,3% , mantenendo al contempo uno stampaggio a inserti uniforme per milioni di pezzi.
L'isolamento termico tra le cavità stabilizza il tempo di ciclo
I canali caldi standard creano un gradiente termico dal centro al bordo, causando una cristallinità differenziale. Ogni punta dell'ugello è isolata con boccole in ceramica e il collettore utilizza zone di riscaldamento separate per ogni blocco a quattro cavità. Questa architettura, collaudata in ambienti di produzione di stampaggio a inserti ad alto volume , mantiene tutte le cavità entro ±1 °C l'una dall'altra durante un ciclo di 24 ore . Si mantiene una planarità uniforme e una stabilità dimensionale, consentendolo stampaggio a inserti scalabile senza rilavorazioni post-stampaggio.
Sostituite le congetture con un sistema bilanciato di valvole a saracinesca, circuiti termici indipendenti e decadimento della pressione profilato. Ogni cavità offre un comportamento identico in termini di riempimento, compattazione e raffreddamento a ritmi superiori a 5 milioni di pezzi all'anno . Ciò è convalidato dai dati CMM di 50.000 cicli consecutivi che mostrano una variazione tra cavità inferiore a 0,005 mm . Scegliete questa architettura per scalare la produzione mantenendo le tolleranze ristrette richieste per uno stampaggio a inserti affidabile nelle applicazioni aerospaziali e automobilistiche.

Figura 2: Uno stampo in acciaio a 32 cavità produce componenti in poliammide per soluzioni di stampaggio a inserti a controllo dei costi nel settore automobilistico.
Quali parametri determinano direttamente il controllo dei costi delle soluzioni di stampaggio a iniezione per connettori automobilistici?
Il costo per pezzo è determinato dal tempo di ciclo, dal tasso di scarto e dall'ammortamento dello stampo. Ridurre il tempo di ciclo da 28 secondi a 19,5 secondi , insieme alla diminuzione degli scarti al di sotto dello 0,5% , riduce direttamente il costo per pezzo. Altri parametri, come la variabilità del materiale e lo spessore della placcatura, sono fattori aggiuntivi che devono essere inclusi nel preventivo. Lo stampaggio a inserti a basso costo inizia da qui:
Riduzione del tempo di ciclo: da 28 s a 19,5 s
- Raffreddamento conforme: i canali si adattano alla forma del connettore, riducendo i tempi di raffreddamento del 31% .
- Espulsione servoassistita: riduce il tempo di apertura e chiusura da 2,1 secondi a 0,8 secondi .
- Risultato per voi: un aumento del 30% degli stampaggi all'ora riduce il costo orario per macchina e per pezzo. Questo rappresenta l'essenza delcontrollo dei costi nelle soluzioni di stampaggio a inserti .
Riduzione al minimo degli scarti: protezione dei terminali stampati di alto valore
- Ispezione visiva: scarta i terminali allineati in modo errato prima della chiusura dello stampo per evitare la distruzione del chip.
- Pressione a circuito chiuso: la regolazione in tempo reale della pressione di tenuta elimina i flash e gli scatti incompleti.
- Risultato per te: il tasso di scarto finale scende al di sotto dello 0,3% , il che si traduce in un risparmio di migliaia di euro per milione di pezzi. Riceverai un preventivo personalizzato e automatizzato per lo stampaggio a inserti, che tiene conto di tali tassi di scarto.
Ammortamento dello stampo e selezione dell'acciaio per utensili
- Acciaio H13 con durezza HRC 52+: oltre 2.000.000 di cicli senza usura della cavità superiore a 0,005 mm .
- Architettura multicavità: 16 o 32 cavità che condividono i costi degli utensili su più cicli.
- Risultato per te: Prezzo del componente ammortizzato ridotto. Ciò avrà un impatto diretto sul calcolo dei costi della tua analisi dei costi di stampaggio a iniezione di connettori per autoveicoli .
Trasparenza dei costi dei materiali e della placcatura
- Collegamento all'indice del rame: variazione mensile del prezzo a livello LME , esclusi i margini speculativi.
- Controllo delle specifiche di placcatura: Spessore della placcatura in oro/argento sui contatti: paghi solo per ciò di cui hai bisogno.
- Risultato per te: nessun costo nascosto. Benefici di modelli di prezzo trasparenti per lo stampaggio a inserto .
Si passa da una politica di prezzi opaca per singolo pezzo a un modello basato sui dati, in cui tempo di ciclo, tasso di scarto, durata dello stampo e indice delle materie prime sono tutti quantificati. Ogni parametro nella struttura dei costi è riconducibile a una misurazione fisica o a un benchmark di mercato. Questo approccioallo stampaggio a inserti basato sui dati è convalidato da cicli di produzione di 50.000 pezzi , offrendo costi unitari prevedibili e un chiaro vantaggio competitivo.
Come fa un fornitore di sistemi automatizzati di stampaggio a inserto a controllare le sbavature di resina sui morsetti a parete sottile?
La presenza di residui di resina in corrispondenza di intercapedini metalliche di 0,15 mm compromette la resistenza dell'isolamento e richiede una costosa sbavatura manuale. La combinazione di un preciso sistema di bloccaggio a due stadi con una precisione di corsa di ±0,002 mm e micro-sfiati (profondità 3-5 μm ) evita la contaminazione da LCP, consentendo al contempo lo sfiato dei gas entro 0,05 secondi . La collaborazione con un fornitore di stampaggio a inserti automatizzato rende possibile uno stampaggio rapido grazie all'elevata velocità di ciclo.
| Aspetto | Serraggio e ventilazione standard | Serraggio a due fasi + microventilazione |
| Profilo della forza di serraggio | Applicazione di una forza costante fin dall'inizio, in grado di deformare i terminali. | Una bassa forza di avviamento protegge i terminali fino a soli 1500 kN prima dell'ingresso del fuso. |
| Ripetibilità della trazione | Variazione di ±0,02 mm che causa una tenuta non uniforme. | Corsa ripetitiva di ±0,002 mm tramite azionamento servoidraulico per una tenuta costante. |
| dimensione dello spazio di ventilazione | Fori di ventilazione di 10–20 μm che consentono al LCP di penetrare all'interno. | Le aperture di ventilazione tagliate al laser da 3–5 μm facilitano lo stampaggio di inserti di qualità e il rilascio del gas in 0,05 s . |
| Frequenza di apparizione dei flash | Il 2-5% dei componenti richiede la sbavatura manuale. | Tasso di flash inferiore allo 0,1% , dimostrato in oltre 200.000 cicli. |
Sostituite i morsetti a forza costante, soggetti a scarti, con morsetti a due stadi per proteggere i delicati terminali da 0,15 mm e sigillarli con precisione prima dell'iniezione del fuso. L'utilizzo di microfori di dimensioni comprese tra 3 e 5 micron consente la fuoriuscita dell'aria intrappolata, impedendo al contempo il passaggio di LCP a bassa viscosità. Il servizio di stampaggio a inserti ad alta precisione garantisce risultati costanti e privi di bave. In qualità di fornitore di stampaggio a inserti a parete sottile , questo metodo contribuisce a uno stampaggio a inserti affidabile dei terminali, evitando i costi di sbavatura manuale.
Quali metodi di ispezione garantiscono una produzione di inserti stampati con una tolleranza costante di ±0,01 mm durante una produzione continua 24 ore su 24, 7 giorni su 7?
Il controllo manuale non è in grado di rilevare la lenta deriva nell'arco di 24 ore di funzionamento. Una sequenza di ispezione a tre livelli, che include l'ispezione in linea a livello della piastra di espulsione, i manometri di pressione della cavità e la convalida periodica tramite un sistema di ispezione CMM, individuerà eventuali non conformità prima che il prodotto arrivi a voi. Ogni confezione include diagrammi di controllo di processo completi e analisi CpK ( min ≥ 1,67 ) che garantiscono una tolleranza di ±0,01 mm per i pezzi stampati con inserti . Ecco come funziona il nostro sistema di stampaggio con inserti . Di seguito sono riportate le fasi coinvolte:
Il sistema di visione in linea scansiona ogni componente in 0,03 secondi.
La telecamera CCD posizionata sull'effettore finale del robot acquisisce immagini della profondità di inserimento, della planarità e della misurazione del diametro critico subito dopo l'espulsione. Una variazione di tolleranza di 8 μm comporta lo scarto automatico. Non ci saranno più errori associati ai calibri manuali e si otterrà un controllo al 100% senza interrompere i cicli di produzione. Questo è il cuore dello stampaggio a inserti con ispezione automatizzata .
I sensori di pressione della cavità rilevano le variazioni di processo prima che si verifichino difetti.
Ogni cavità è dotata di un sensore di pressione piezoelettrico che acquisisce dati ogni 2 ms . In caso di deviazione superiore a ±1,5 MPa dal valore standard, riceverete una notifica e i parametri di mantenimento verranno regolati. Ciò garantisce l'assenza di bave, iniezioni incomplete o spostamenti dell'inserto. Il CpK si mantiene superiore a 1,67 per milioni di pezzi prodotti. Questo servizio di stampaggio a inserti ad alta precisione si basa sul controllo della pressione a circuito chiuso per garantire la qualità dello stampaggio .
Le verifiche periodiche del CMM convalidano la stabilità a lungo termine
A intervalli di 500 pezzi, una macchina di misura a coordinate preleva campioni da cinque cavità dello stampo . I risultati vengono confrontati con quelli del sistema di visione in linea per verificarne la correlazione. In questo modo si ottiene la documentazione completa della tracciabilità, dal materiale al prodotto finito, garantendoun'ispezione completa dello stampo .
Si passa da un approccio reattivo a uno predittivo. La visione in linea, combinata con la pressione della cavità e i controlli CMM, garantisce un CpK ≥ 1,67 per ogni lotto prodotto. Inoltre, ogni spedizione è accompagnata da un report SPC, che garantisce un'accettazione senza rischi e l'assenza di costi per le ispezioni in entrata. Questi processi hanno dimostrato la loro efficacia, sulla base di 50.000 cicli di produzione.
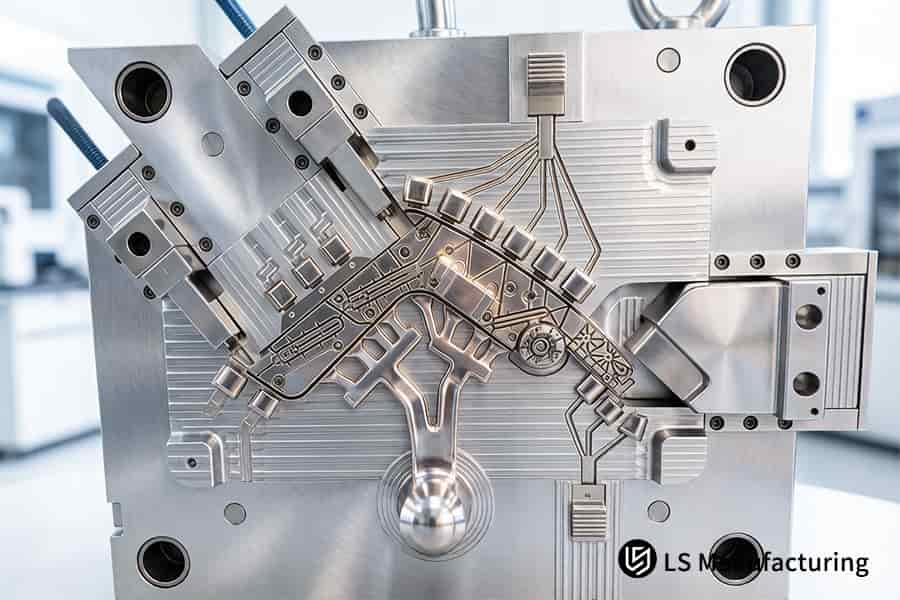
Figura 3: Una macchina di misura a coordinate verifica la tolleranza di ±0,01 mm su un connettore in plastica PBT nera.
In che modo la valutazione DFM (Design for Manufacturing) in fase di pre-produzione può mitigare i rischi ingegneristici per i sottoassiemi stampati con inserti personalizzati?
Un errore di progettazione scoperto solo dopo il taglio dell'acciaio per utensili costerà dieci volte di più di uno scoperto durante la revisione DFM. I nostri ingegneri valuteranno la direzione della zigrinatura, il raggio degli angoli e lo spessore delle pareti entro 24 ore dalla ricezione dei file CAD per eliminare le concentrazioni di stress e i rischi di estrazione. Evita costose modifiche agli utensili e ritardi nel lancio. Ecco come l'ingegneria DFM per lo stampaggio a inserti protegge il tuo programma:
L'ottimizzazione della zigrinatura aumenta la ritenzione della coppia del 35%.
- Problema della zigrinatura piatta: consente la rotazione dell'inserto quando sottoposto a carico. Il passaggio alla zigrinatura a diamante a 45° aumenta la coppia di trazione da 2,8 N·m a 3,8 N·m (ASTM D3479).
- Risultato per voi: nessun guasto sul campo dovuto ad applicazioni con forti vibrazioni. Offerto in tutti i preventivi personalizzati per lo stampaggio automatizzato di inserti .
La modifica del raggio d'angolo previene le fessurazioni da stress.
- Rischio di spigoli vivi: un raggio di 0,1 mm induce una concentrazione di stress nel materiale in resina rinforzata. La progettazione DFM richiede un raggio d'angolo R0,3 mm per tutte le transizioni.
- Risultato per voi: nessuna fessurazione da stress dopo 1000 cicli termici ( da -40 °C a +125 °C ). Questo servizio è incluso in tutte le lavorazioni automatizzate di stampaggio a inserto senza costi aggiuntivi.
Il bilanciamento dello spessore delle pareti evita avvallamenti.
- Problema di sezione irregolare: porta a diversi tassi di ritiro. Le simulazioni mostrano dove sarebbe necessario l'incavo/la nervatura.
- Risultato per voi: la percentuale di successo al primo tentativo aumenta dal 60% (standard di settore) al 90% , con un risparmio di tempo di sviluppo di 4 settimane . Questo è un risultato importante della valutazione dello stampaggio a inserto .
La verifica della posizione del cancello garantisce il riempimento completo
- Problema di punto di iniezione errato: formazione di linee di saldatura in prossimità delle intersezioni degli inserti. Il riposizionamento mantiene il flusso lontano dalle zone di stress.
- Risultato per te: Resistenza delle linee di saldatura aumentata del 25% . Ottieni uno stampo a inserto validato da ingegneri, con incluse le motivazioni del processo di colata.
Trasformiamo un disegno potenzialmente pericoloso in un progetto producibile senza tagliare l'acciaio. Tutte le modifiche a zigrinatura, raggio, spessore della parete e punti di iniezione vengono effettuate in un solo giorno di revisione. Ogni preventivo personalizzato per lo stampaggio a inserti automatizzato include un report DFM (Design for Manufacturing) che illustra in dettaglio le misure di mitigazione del rischio. Il nostrostampaggio a inserti pre-lancio ridurrà i tempi di immissione sul mercato di 6-8 settimane .
Perché i produttori di dispositivi medici dovrebbero collaborare con un fornitore di stampaggio a inserti certificato ISO 13485 per la produzione di massa?
Materiali di grado medicale come PEEK e PC iniziano rapidamente a degradarsi nelle loro catene molecolari in assenza di controllo dell'umidità o di uniformità della temperatura, con conseguente fallimento dei test di biocompatibilità. Questi problemi vengono completamente evitati grazie alla certificazione ISO 13485, alle specifiche per camere bianche di Classe 100.000, alle pratiche di asciugatura profonda e agli stampi a iniezione elettrici . Si ottengono prestazioni meccaniche affidabili e livelli di purezza comprovati per milioni di componenti. Ecco la potenza dei servizi di stampaggio a inserto medicale con stampaggio a inserto certificato .
La camera bianca di classe 100.000 elimina la contaminazione da particolato.
L'intero processo produttivo si svolgerà all'interno di una camera bianca a pressione positiva con filtrazione HEPA, che garantisce una concentrazione di particelle aerodisperse superiori a 0,5 µm inferiore a 100.000 per piede cubo. Il risultato è l'assenza totale di contaminazione da materiale estraneo sulle impugnature chirurgiche o sugli assemblaggi di biochip, garantendo la conformità agli standard USP <788> per le particelle senza necessità di ulteriori pulizie. Una camera bianca è un requisito imprescindibile per qualsiasi produttore di stampaggio a inserto ad alto volume .
L'essiccazione profonda a 120 °C per oltre 4 ore previene l'idrolisi.
Il PEEK e il PC assorbono l'umidità ambientale che innesca l'idrolisi durante lo stampaggio a iniezione , riducendo il peso molecolare del 15% se non essiccati. L'essiccazione per quattro ore a 120 °C riduce il contenuto di umidità al di sotto dello 0,02% , mantenendo la resistenza alla trazione secondo le specifiche ASTM D638. Elimina l'ingiallimento e la fragilità dopo la sterilizzazione con ossido di etilene, garantendo lo stampaggio a iniezione di inserti approvati per applicazioni di dispositivi medici di Classe II e III.
Le macchine da stampa completamente elettriche mantengono la velocità di stampa entro ±0,1 mm/s
I macchinari idraulici presentano una deriva di ±2 mm/s durante la giornata, causando irregolarità nel riscaldamento per taglio e la rottura delle catene polimeriche. Le presse completamente elettriche funzionano a una velocità di ±0,1 mm/s in ogni momento per garantire la costanza della temperatura di fusione entro ±2 °C dalla temperatura preimpostata. Si preserva la viscosità intrinseca e si superano i test di biocompatibilità ISO 10993 su ogni lotto, fornito da un fornitore affidabile di stampaggio a inserti per la produzione di massa .
Al suo posto, si ha un ambiente che controlla ogni variabile tramite assemblaggio in camera bianca, resine essiccate in profondità e iniezione a una velocità di ±0,1 mm/s . Tutto è documentato secondo la norma ISO 13485 per prepararsi al processo di audit per le richieste di approvazione alla FDA. Lo stampaggio a inserto garantisce livelli costanti di biocompatibilità e resistenza su milioni di prodotti, senza rischi di validazione per la sicurezza del paziente.

Figura 4: Un braccio robotico posiziona un inserto in acciaio inossidabile 316 in uno stampo per servizi automatizzati di stampaggio a inserto.
Caso di studio: LS Manufacturing Medical Components offre un servizio di co-progettazione e stampaggio automatizzato di inserti chirurgici in PEEK.
Un'azienda leader europea nel settore dei dispositivi medicali si è trovata ad affrontare un tasso di scarto del 14,5% e un tempo di ciclo di 55 secondi nella produzione di impugnature chirurgiche in PEEK, a causa di uno spostamento di 0,04 mm degli inserti in acciaio inossidabile durante la fusione a 360 °C. L'assemblaggio manuale ha aggravato il problema, ritardando il lancio di un prodotto già in ritardo rispetto alla tabella di marcia. LS Manufacturing è intervenuta con una co-progettazione e una cella completamente automatizzata. In questo modo, la combinazione dello stampaggio di inserti medicali personalizzati con lo stampaggio di inserti pronti per la produzione ha risolto il problema.
Sfida del cliente
Il componente in plastica era costituito da un'impugnatura in PEEK chirurgico con un inserto in acciaio inossidabile. A causa di un fissaggio meccanico insufficiente e di pressioni di flusso non uniformi, l'inserto si è spostato di 0,04 mm al punto di fusione di 360 °C . Il posizionamento manuale dell'inserto richiedeva 55 secondi per ciclo, mentre il tasso di scarto era del 14,5% durante l'intero processo produttivo. Il cliente necessitava di un partner per lo stampaggio di inserti con certificazione valida per salvare il progetto.
Soluzione di produzione LS
Il nuovo design incorporava una scanalatura di arresto assiale, garantendo il bloccaggio meccanico contro la pressione del flusso. Un robot servomotore a sei assi con ripetibilità di ±0,005 mm gestiva le operazioni di prelievo e posizionamento e di estrazione dei pezzi in un'unica macchina. Il sistema di controllo a circuito chiuso, che utilizzava sensori di pressione e temperatura della cavità Kistler, si adattava alle fluttuazioni della viscosità del materiale. Questo servizio automatizzato di stampaggio a inserti è diventato più preciso e costante.
Risultati e valore
I tre lotti successivi, composti da 500.000 pezzi ciascuno, presentavano dimensioni critiche con una tolleranza di ±0,008 mm , più ristretta rispetto alla precedente di ±0,01 mm . Il tasso di scarto è diminuito dal 14,5% allo 0,08% . Il tempo di ciclo è stato ridotto da 55 secondi a 24 secondi, con un miglioramento del 56% . Il costo totale per pezzo è stato ridotto del 32% e LS Manufacturing si è assicurata un contratto di fornitura esclusiva di 5 anni. Il servizio di stampaggio a inserti ad alta precisione ha consentito di ottenere uno stampaggio a inserti a zero difetti .
Questo scenario illustra i vantaggi della co-progettazione, della robotica e dei processi a ciclo chiuso. Il risparmio del 32% sui costi e il tasso di scarto dello 0,08% sono stati ottenuti su 500.000 componenti di produzione . Per i produttori di apparecchiature originali per dispositivi medici alla ricerca di una soluzione scalabile, questa rappresenta una soluzione ingegneristica riproducibile supportata dai dati.
Ottieni risultati simili: 0,08% di scarti, 32% di riduzione dei costi e un contratto di 5 anni. Per esplorare una soluzione di co-progettazione per i tuoi inserti, contatta il nostro team per una proposta di progettazione di processo e produzione personalizzata.

FAQ
1. Qual è la quantità minima d'ordine (MOQ) per i servizi di stampaggio a inserti automatizzato di LS Manufacturing?
Nell'ambito della produzione altamente automatizzata di grandi volumi, il quantitativo minimo d'ordine (MOQ) è di 10.000 unità per lotto. Questo è il numero ottimale di unità che consente la massima efficienza lavorativa e l'utilizzo ottimale dei materiali nelle macchine automatizzate , con conseguente costo unitario più competitivo.
2. In che modo LS Manufacturing protegge la proprietà intellettuale (PI) dei clienti durante le quotazioni per lo stampaggio automatizzato di inserti personalizzati?
Il processo di protezione della proprietà intellettuale del cliente inizia con la firma di un accordo di non divulgazione obbligatorio, seguito dalla gestione dei dati sui nostri server fisicamente separati e altamente crittografati, accessibili esclusivamente dai responsabili di progetto designati, garantendo così la sicurezza di tutti i vostri segreti.
3. Quali sono i tempi di consegna tipici, dal preventivo per lo stampaggio automatizzato di inserti personalizzati alla consegna finale per la produzione di massa?
Un preventivo basato sulla progettazione per la produzione viene fornito entro 24 ore . Il tempo necessario per la realizzazione dello stampo e delle attrezzature per l'automazione è compreso tra 25 e 35 giorni . Una volta approvati i campioni, è possibile avviare la produzione e le consegne entro 7-10 giorni .
4. LS Manufacturing è in grado di reperire e stampare con precisione gli inserti metallici internamente per offrire soluzioni di stampaggio a inserto economicamente vantaggiose?
Sì, LS Manufacturing dispone di un impianto di stampaggio interno che permette di stampare i terminali ad alta velocità e su larga scala. Pertanto, offriamo servizi di produzione verticalmente integrati che coprono l'intero processo, dallo stampaggio dei terminali metallici allo stampaggio a iniezione in-mold, riducendo notevolmente i costi di trasporto tra i vari stabilimenti.
5. Quali operazioni secondarie offrite dopo il processo automatizzato di stampaggio a inserto ad alto volume?
La nostra azienda offre un servizio di post-elaborazione completamente automatizzato che include saldatura a ultrasuoni, marcatura laser, test di tenuta al 100% , controllo preciso della continuità elettrica e confezionamento in blister antistatico personalizzato, il che significa che gli assemblaggi saranno pronti all'uso senza ulteriori lavorazioni.
6. Come si ottiene una tolleranza di ±0,01 mm nello stampaggio a inserto quando l'inserto metallico stesso ha una tolleranza maggiore?
Nel corso del processo di progettazione dello stampo, gli esperti ingegneri della nostra azienda utilizzano speciali perni flottanti elastici o sistemi di pretensionamento micrometrico . L'effetto del funzionamento di questo meccanismo è quello di forzare la correzione delle deviazioni di tolleranza rispetto allo standard degli inserti metallici durante il serraggio dello stampo.
7. Quali materiali sono più adatti al vostro servizio di stampaggio a inserti di alta precisione?
Lavoriamo con competenza tecnopolimeri ad alte prestazioni come LCP, PPS, PEEK, PBT+GF e PA66 . Questi materiali vengono perfettamente abbinati a inserti metallici, tra cui leghe di rame, acciaio inossidabile, Kovar e metalli preziosi placcati, per garantire prestazioni termiche e meccaniche ottimali. Contattateci per un preventivo personalizzato .
8. Con quale frequenza LS Manufacturing rivede e aggiorna le sue linee di produzione automatizzate e gli stampi?
Eseguiamo la manutenzione preventiva obbligatoria sugli stampi di produzione ogni 50.000 cicli. Inoltre, conduciamo revisioni e aggiornamenti trimestrali dei principali sistemi di controllo elettrico e degli algoritmi software per garantire assoluta coerenza e affidabilità nelle operazioni 24 ore su 24, 7 giorni su 7 .
Riepilogo
Lo stampaggio a inserti di precisione ad altissimo volume è una procedura ingegneristica strutturata che combina il posizionamento robotico microscopico, l'equilibrio termodinamico a canali caldi multicamera, il controllo della pressione in-mold a circuito chiuso e la tecnologia di ispezione visiva in linea al 100%. Date le tolleranze ristrette (+/-0,01 mm) e la pressione sull'efficienza dei costi , è necessario un partner in grado di effettuare un'adeguata analisi DFM (Design for Manufacturing) e la conformità agli standard ISO, con comprovata esperienza nella produzione ad alto volume basata sull'automazione.
Avete difficoltà con l'allineamento, la formazione di bave o l'aumento dei tempi di ciclo? Avete bisogno di un fornitore affidabile per la produzione di milioni di unità di prodotti elettronici o medicali? Cliccate sul pulsante "Richiedi una valutazione DFM gratuita e un preventivo immediato " per inviare i vostri file STEP e ricevere una valutazione dettagliata dal nostro team di stampaggio a inserto con un preventivo immediato entro 24 ore.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


