
Os serviços de moldagem por inserção automatizada da LS Manufacturing são uma solução de injeção de alta precisão, controlada por robôs. Eliminam completamente o refugo de peças e a deriva de pressão associados à fabricação em larga escala de conectores automotivos, componentes microeletrônicos e dispositivos médicos. A moldagem por inserção manual convencional gera refugo de peças devido ao deslocamento do inserto, ciclos mais longos e incapacidade de manter tolerâncias superiores a ±0,03 mm . A causa principal desse problema é a falta de controle do sistema de canais quentes multicavidades e a falta de sincronização em malha fechada do robô, o que causa a deriva de pressão.
Com os serviços de moldagem por inserção automatizada da LS Manufacturing, você obtém precisão de inserção robótica de ±0,005 mm , balanceamento de preenchimento em múltiplas cavidades e controle de pressão em circuito fechado. Agora você tem tolerâncias precisas de ±0,01 mm , tempos de ciclo reduzidos em 25% e custos unitários menores. O próximo passo é mostrar como.
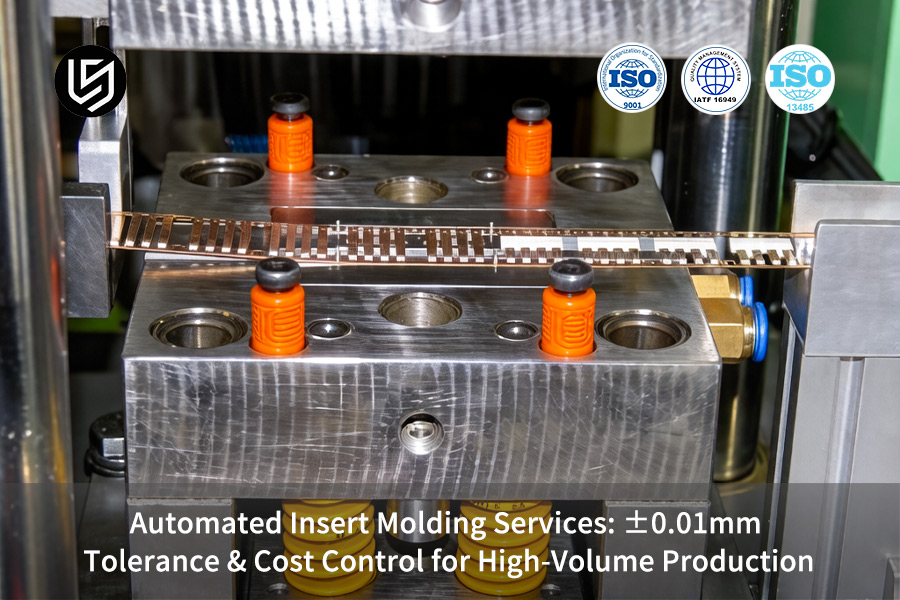
Moldagem por Inserção Automatizada: Tolerância de ±0,01 mm e Controle de Custos - Guia Rápido
| Desafio de Produção | Solução automatizada para ±0,01 mm | Impacto de custo em alto volume |
| Posicionamento de inserção | Posicionamento do inserto utilizando um braço robótico guiado por sistema de visão e sensores de força. | Elimina a possibilidade de erro humano, atinge 100% de precisão no posicionamento e minimiza o desperdício. |
| Distorção térmica | Sensores de temperatura no molde e estação de pré-aquecimento para os insertos. | Isso minimiza a tensão de contração diferencial para evitar a distorção do componente . |
| Estabilidade do processo | Sistemas de circuito fechado controlados que monitoram a velocidade de injeção, a pressão e a pressão na cavidade. | Isso garante a consistência entre lotes, necessária para atingir uma tolerância de ±0,01 mm . |
| Desgaste das ferramentas | Ferramentas de aço temperado e revestimentos especiais para componentes críticos. | Isso aumenta a vida útil do molde, mantendo a qualidade docomponente moldado por inserção . |
| Otimização do tempo de ciclo | Movimentos sincronizados do robô e projeto aprimorado do canal de resfriamento do molde . | Maximizar o número de peças por hora reduz o custo unitário de produção. |
Principais conclusões:
- A automação é imprescindível: a produção em alto volume com tolerância de ±0,01 mm não é possível com métodos manuais e exige automação.
- O gerenciamento térmico é crucial: controlar a temperatura do molde e dos insertos separadamente resolve a diferença em suas propriedades de expansão térmica .
- A estabilidade reduz os custos: a consistência do processo diminui a variação, resultando em menos rejeições e maior eficiência , o que permite reduzir os preços.
- Invista em durabilidade: O alto custo inicial de insertos de precisão e resistentes ao desgaste é justificado por sua durabilidade, suportando milhões de ciclos .
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Existe vasta literatura sobre teorias de automação. Este guia se diferencia por um motivo: foi elaborado por nossos especialistas em integração, que desenvolvem células robóticas com tempo de atividade superior a 99,99% e precisão micrométrica durante a inserção de peças. A arquitetura de nossos sistemas robóticos é testada em relação às melhores práticas definidas para arquitetura de sistemas de manufatura pela Society of Manufacturing Engineers (SME) .
Nossas linhas de produção automatizadas fabricam peças que exigem precisão na ordem de mícrons para uma montagem bem-sucedida ; chips microfluídicos usados em dispositivos de diagnóstico no ponto de atendimento, conectores hermeticamente selados usados em sistemas de comunicação via satélite e conjuntos com sensores usados em sistemas robóticos cirúrgicos. Nossas técnicas de controle de processo são avaliadas em comparação com os mais recentes avanços em manufatura de precisão descritos nas publicações da Academia Internacional de Engenharia de Produção (CIRP) .
A experiência vem da resolução de problemas em células automatizadas às 3 da manhã . Aprendemos a criar o ciclo exato de pré-aquecimento do inserto ( 85 ± 1 °C ) para unir o PEEK, a realizar a otimização da trajetória do robô de 7 eixos para um posicionamento de ± 5 μm e a desenvolver uma programação de inspeção por visão capaz de detectar rebarbas de 0,1 mm em 50 milissegundos . Com nossa experiência comprovada em produção, você poderá implementar um processo de moldagem por inserção automatizado e eficiente, sem paradas dispendiosas, desperdício e problemas de qualidade que já solucionamos.

Figura 1: Uma esteira transportadora leva milhares de peças de náilon 66 branco de um fabricante de moldagem por inserção de alto volume.
Por que o encaixe manual não consegue atender às tolerâncias rigorosas exigidas para as carcaças de sensores aeroespaciais?
A montagem manual por encaixe gera alterações posicionais imprevisíveis causadas pela fadiga do operador e flutuações na temperatura do molde a 140 °C, resultando em peças descartadas com tolerância de deslocamento superior a 0,05 mm . Ao optar pela automação robótica, obtém-se uma precisão de posicionamento de ±0,01 mm sem rebarbas. O CpK ≥ 1,67 alcançado (um indicador estatístico que demonstra um processo de produção extremamente estável com uma taxa de defeitos inferior a 4 peças por milhão) possibilita a moldagem por inserção com tolerâncias rigorosas .
| Aspecto | Aninhamento manual | Automação Robótica |
| consistência no posicionamento dos insertos | Tremores nas mãos resultam em um desvio de 0,03 a 0,08 mm de ciclo para ciclo, o que não é viável com serviços automatizados de moldagem por inserção . | O servo de precisão de seis eixos opera com um desvio de ±0,005 mm durante turnos de 8 horas. |
| Uniformidade térmica | A latência do operador resulta em uma variação de 15°C na superfície da cavidade, o que torna necessário um fornecedor de moldagem por inserção automatizada . | O tempo de ciclo fixo em 4,5 segundos mantém as zonas da cavidade a ±2°C do valor desejado. |
| Resistência à pressão de injeção | Os insertos destravados movem-se sob pressão de 120 MPa , criando rebarbas na moldagem de insertos de precisão para alojamento de sensores . | As travas pneumáticas suportam pressão total e mantêm o inserto no lugar. |
| tolerância posicional final | Os desvios médios de posição variam entre 0,05 mm e 0,10 mm , frequentemente não atendendo às especificações. | Mantido dentro da faixa de ±0,01 mm usando uma amostra de 50.000 peças verificada por meio de CMM. |
O antigo processo manual de moldagem por inserção é substituído por um sistema robótico de circuito fechado que coordena o tempo de coleta, a temperatura do molde e o travamento do pino. Isso permite a moldagem por inserção em alta velocidade , reduzindo prazos de entrega, e a confiabilidade do processo , evitando o desperdício. Baseado em simulação multifísica validada que corresponde aos seus dados reais de CMM, o sistema oferece uma cadeia de produção livre de defeitos e custo reduzido por peça. Migre da precisão manual de ±0,05 mm para a precisão robótica de ±0,01 mm. Para explorar uma solução automatizada de moldagem por inserção para suas carcaças, entre em contato com nossa equipe para uma análise de viabilidade e um orçamento de produção validado.

Como projetar sistemas de canais quentes multicavidades para um fabricante de moldagem por inserção de alto volume?
Volumes superiores a 5.000.000 de peças anualmente exigem consistência no preenchimento das cavidades, algo que a tecnologia de canais quentes não consegue proporcionar. A solução reside nos sistemas com válvulas de injeção e regulação térmica individual, que eliminam as diferenças na taxa de cisalhamento e as inconsistências na contração. É assim que se obtém moldagem por inserção de precisão :
Os canais quentes com válvulas de controle eliminam gotejamento e desequilíbrio.
Cada cavidade possui sua própria válvula de agulha que atua independentemente para evitar gotejamento de material. Circuitos de controle de temperatura independentes para cada cavidade (controle dinâmico de ±0,5 °C ) garantem viscosidade uniforme do material fundido em todas as cavidades. Em seu molde de inserção com múltiplas cavidades , isso significa que todas as cavidades se preenchem na mesma velocidade, eliminando problemas com cavidades de borda curtas ou com excesso de material. Você obtém um CpK acima de 1,67 em todas as 16 ou 32 cavidades sem qualquer ajuste adicional.
O perfilamento de pressão previne a deriva de contração em resinas de alto teor de fibras.
A fibra de carbono PA66+40% apresenta contração não uniforme quando a pressão de recalque cai muito rapidamente ou muito lentamente. A solução consiste em uma queda linear de pressão em 0,8 segundos após a compactação, utilizando um coletor hidráulico centralizado. Como seu fornecedor de moldagem por inserção para produção em massa , garantimos que as cavidades das bordas não fiquem menores que as dimensões especificadas, mantendo as cavidades centrais estáveis. Com essa técnica, reduzimos a quantidade de refugo para menos de 0,3% , mantendo a consistência na moldagem por inserção para milhões de peças.
O isolamento térmico entre as cavidades estabiliza o tempo de ciclo.
Os canais quentes convencionais criam um gradiente térmico do centro para a borda, resultando em cristalinidade diferencial. Cada ponta de bico é isolada com buchas de cerâmica, e o coletor utiliza zonas de aquecimento separadas por bloco de quatro cavidades. Essa arquitetura, comprovada em ambientes de fabricação de moldes de inserção de alto volume , mantém todas as cavidades dentro de uma variação de ±1°C entre si durante uma produção de 24 horas . Você mantém a planicidade uniforme e a estabilidade dimensional, possibilitandoa moldagem por inserção escalável sem retrabalho pós-moldagem.
Você substitui as suposições por um sistema balanceado de válvulas de controle, circuitos térmicos independentes e perfil de queda de pressão. Cada cavidade oferece comportamento idêntico de preenchimento, compactação e resfriamento em taxas superiores a 5 milhões de peças por ano . Isso é validado por dados de CMM de 50.000 injeções consecutivas, mostrando variação inferior a 0,005 mm entre cavidades. Escolha essa arquitetura para escalar a produção, preservando as tolerâncias rigorosas necessárias para a moldagem por inserção confiável em aplicações aeroespaciais e automotivas.

Figura 2: Um molde de aço com 32 cavidades produz peças de poliamida para soluções de moldagem por inserção com controle de custos na indústria automotiva.
Quais parâmetros determinam diretamente o controle de custos das soluções de moldagem por inserção para conectores automotivos?
O custo por peça é determinado pelo tempo de ciclo, taxa de refugo e depreciação do molde. Reduzir o tempo de ciclo de 28 s para 19,5 s , juntamente com a diminuição do refugo para menos de 0,5% , reduz diretamente o custo por peça. Outros parâmetros, como a variabilidade do material e a espessura do revestimento, são fatores adicionais que devem ser incluídos na sua cotação. A moldagem por inserção de baixo custo começa aqui:
Redução do tempo de ciclo: de 28 s para 19,5 s
- Resfriamento conforme: Os canais acompanham o formato do conector, reduzindo o tempo de resfriamento em 31% .
- Ejeção servo: Reduz o tempo do processo de abertura e fechamento de 2,1 segundos para 0,8 segundos .
- Resultado para você: aumento de 30% na produção por hora, reduzindo o custo por hora de máquina por peça. Isso representa a essência dassoluções de moldagem por inserção para controle de custos .
Minimização da taxa de sucata: protegendo terminais estampados de alto valor.
- Inspeção visual: Rejeita terminais desalinhados antes do fechamento do molde para evitar danos à matriz.
- Pressão em circuito fechado: O ajuste em tempo real da pressão de retenção elimina reflexos e fotos curtas.
- Resultado para você: a taxa de refugo final cai para menos de 0,3% , o que se traduz em economias de milhares de reais por milhão de peças. Você recebe um orçamento personalizado e automatizado para moldagem por inserção que leva em consideração essas taxas de desperdício.
Amortização de moldes e seleção de aço para ferramentas
- Aço H13 com dureza Rockwell C de 52+: Mais de 2.000.000 ciclos sem desgaste da cavidade superior a 0,005 mm .
- Arquitetura multicavidade: 16 ou 32 cavidades que compartilham o custo das ferramentas ao longo de múltiplos ciclos.
- Resultado para você: Redução do preço amortizado da peça. Isso impactará diretamente o cálculo de custos da sua análise de custos de moldagem por injeção de conectores automotivos .
Transparência nos custos de materiais e revestimentos
- Link do índice do cobre: Variação mensal do preço no nível da LME , excluindo margens especulativas.
- Controle das especificações de revestimento: Espessura do revestimento de ouro/prata nos contatos – você paga apenas pelo que precisa.
- Resultado para você: Sem taxas extras ocultas. Você se beneficia de modelos de precificação transparentes para moldagem por inserção .
Você passa de uma precificação opaca por peça para um modelo baseado em dados, onde o tempo de ciclo, a taxa de refugo, a vida útil do molde e o índice de matéria-prima são todos quantificados. Cada parâmetro em sua estrutura de custos é rastreável a uma medição física ou a uma referência de mercado. Essa abordagemde moldagem por inserção orientada por dados é validada por 50.000 ciclos de produção , proporcionando custos unitários previsíveis e uma clara vantagem competitiva.
Como um fornecedor de moldagem por inserção automatizada controla o excesso de resina em réguas de terminais de paredes finas?
A presença de rebarbas de resina em folgas metálicas de 0,15 mm compromete a resistência do isolamento e exige um processo manual dispendioso de remoção de rebarbas. A combinação de um sistema de fixação preciso em dois estágios, com curso de ±0,002 mm, e microventiladores (com 3 a 5 μm de profundidade) evita a contaminação por LCP (polímero de cristal líquido), mas permite a liberação de gases em 0,05 segundos . Trabalhar com um fornecedor de moldagem por inserção automatizada possibilita a rápida moldagem por inserção devido à alta velocidade de ciclagem.
| Aspecto | Fixação e ventilação padrão | Fixação em dois estágios + microventilação |
| Perfil da força de fixação | Aplica-se uma força constante desde o início que pode deformar as extremidades. | Uma força inicial baixa protege os terminais até apenas 1500 kN antes da entrada do material fundido. |
| Repetibilidade do curso | Variação de ±0,02 mm que resulta em vedação inconsistente. | Curso repetitivo de ±0,002 mm utilizando ação servo-hidráulica para vedação consistente. |
| Dimensão da abertura de ventilação | Aberturas de 10 a 20 μm que permitem a penetração do LCP no interior. | Aberturas de ventilação cortadas a laser de 3 a 5 μm facilitam a moldagem de insertos de qualidade e a liberação de gás em 0,05 s . |
| Taxa de ocorrência de flashes | De 2 a 5% das peças requerem rebarbação manual. | Taxa de descargas < 0,1% , demonstrada em > 200.000 ciclos. |
Substitua as presilhas de força constante, propensas a falhas, por presilhas de dois estágios para proteger terminais delicados de 0,15 mm e selá-los com precisão antes da injeção do material fundido. O uso de microventilação de 3 a 5 mícrons permite a saída do ar aprisionado, impedindo a passagem de LCP (polímero líquido com baixa viscosidade). O serviço de moldagem por inserção de alta precisão proporciona resultados consistentes sem rebarbas. Para um fornecedor de moldagem por inserção de paredes finas , esse método contribui para a moldagem confiável dos terminais, evitando custos com rebarbas manuais.
Quais métodos de inspeção garantem uma tolerância constante de ±0,01 mm na produção de moldes de inserção durante a operação contínua (24 horas por dia, 7 dias por semana)?
A verificação manual não detectará a deriva lenta ao longo de 24 horas de operação. Uma sequência de inspeção em três camadas, envolvendo inspeção em linha no nível da placa extratora, medidores de pressão na cavidade e validação periódica por meio de um sistema de inspeção CMM, detectará quaisquer peças fora das especificações antes que cheguem até você. Cada pacote inclui gráficos de controle de processo completos e análise de CpK ( mínimo ≥ 1,67 ), garantindo peças moldadas por inserção com tolerância de ±0,01 mm . É assim que nosso sistema de moldagem por inserção funciona. Veja as etapas envolvidas:
O sistema Inline Vision escaneia cada componente em 0,03 segundos.
A câmera CCD localizada no atuador final do robô captura imagens da profundidade do inserto, da planicidade e da medição do diâmetro crítico logo após a ejeção. Uma variação de tolerância de 8 μm resulta em rejeição automática. Não haverá mais erros associados a medições manuais, e você alcançará 100% de testes sem afetar os ciclos de produção. Esta é a essência da moldagem por inserção com inspeção automatizada .
Sensores de pressão de cavidade detectam desvios de processo antes que ocorram defeitos.
Cada cavidade possui um sensor piezoelétrico de pressão que coleta dados a cada 2 ms . Caso haja um desvio superior a ±1,5 MPa do valor padrão, você receberá uma notificação e os parâmetros de retenção serão ajustados. Isso garante a ausência de rebarbas, injeções incompletas ou deslocamento do inserto. O CpK permanece acima de 1,67 para milhões de peças produzidas. Este serviço de moldagem por inserção de alta precisão utiliza controle de pressão em circuito fechado para garantir a qualidade da moldagem .
Auditorias periódicas de CMM validam a estabilidade a longo prazo.
A cada intervalo de 500 peças, uma máquina de medição por coordenadas coleta amostras de cinco cavidades na ferramenta de moldagem . Os resultados são comparados com as imagens do sistema de visão em linha para verificação da correlação. Você terá documentação de rastreabilidade desde a matéria-prima até o produto final, garantindo ainspeção completa da moldagem por inserção .
Você passa de uma abordagem reativa para uma abordagem preditiva. A inspeção visual em linha, combinada com a pressão na cavidade e auditorias CMM, garantirá um CpK ≥ 1,67 em cada lote produzido. Além disso, cada remessa inclui um relatório SPC, que garante aceitação sem riscos e isenção de custos com inspeções de recebimento. Esses processos são comprovadamente eficazes, com base em 50.000 produções de peças.
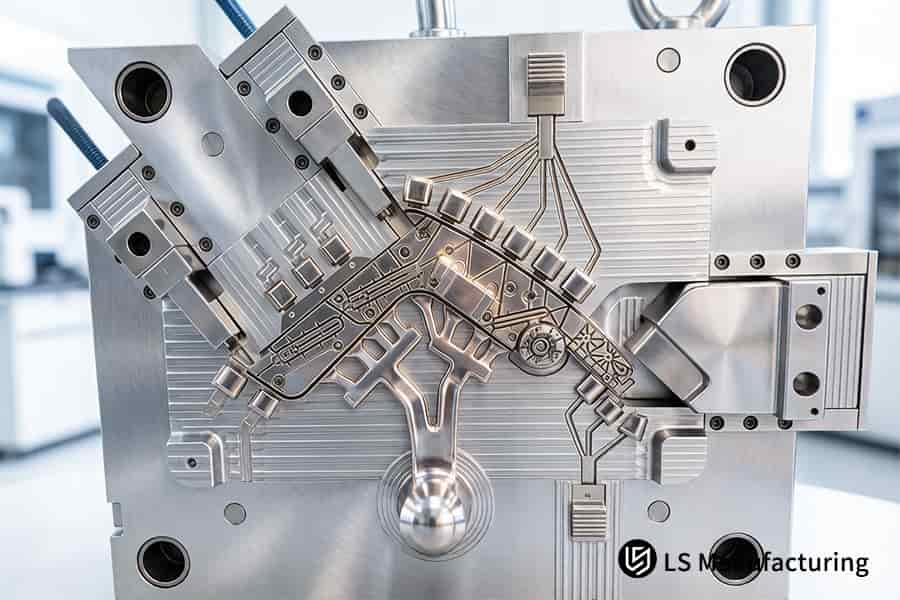
Figura 3: Uma máquina de medição por coordenadas verifica a tolerância de ±0,01 mm em um conector de plástico PBT preto.
Como a avaliação DFM (Design for Manufacturing) na pré-produção pode mitigar os riscos de engenharia para subconjuntos moldados por inserção personalizados?
Um erro de projeto descoberto somente após o corte do aço ferramenta custará dez vezes mais do que um erro identificado durante a revisão de DFM (Design for Manufacturing). Nossos engenheiros avaliarão a direção do recartilhado, o raio do canto e a espessura da parede em até 24 horas após o recebimento dos seus arquivos CAD, eliminando concentrações de tensão e riscos de arrancamento. Economize em alterações dispendiosas nas ferramentas e evite atrasos no lançamento. Veja como a engenharia de DFM para moldagem por inserção protege seu programa:
A otimização do recartilhado aumenta a retenção de torque em 35%.
- Problema com o recartilhado plano: Permite a rotação da pastilha quando submetida a carga. A troca para um recartilhado diamantado de 45º aumenta o torque de tração de 2,8 N·m para 3,8 N·m (ASTM D3479).
- Resultado para você: Zero falhas em campo devido a aplicações com alta vibração. Oferecido em todos os orçamentos personalizados de moldagem por inserção automatizada .
A modificação do raio do canto previne fissuras por tensão.
- Risco de arestas vivas: um raio de 0,1 mm induz concentração de tensão no material de resina reforçada. O projeto DFM exige um raio de canto de R0,3 mm para todas as transições.
- Resultado para você: Ausência de fissuras por tensão após 1000 ciclos térmicos ( de -40°C a +125°C ). Isso está incluído em todos os serviços de moldagem por inserção automatizada, sem custo adicional.
O balanceamento da espessura da parede evita marcas de afundamento.
- Problema de seção irregular: Leva a diferentes taxas de contração. Simulações mostram onde o núcleo/nervuras seriam necessários.
- Resultado para você: A taxa de sucesso na primeira tentativa aumenta de 60% (padrão da indústria) para 90% , economizando 4 semanas no tempo de desenvolvimento. Este é um resultado importante na avaliação da moldagem por inserção .
A revisão da localização dos portões garante o preenchimento completo.
- Problema com o ponto de injeção incorreto: formação de linhas de solda próximas às interseções dos insertos. O reposicionamento mantém o fluxo longe das áreas de tensão.
- Resultado para você: Resistência das linhas de solda aumentada em 25% . Você recebe uma moldagem por inserção aprovada por engenheiros, incluindo as razões para o sistema de injeção.
Você transforma um desenho potencialmente perigoso em um projeto fabricável sem cortar aço. Todas as alterações de recartilhado, raio, espessura da parede e canais de injeção são feitas em uma única revisão. Cada orçamento personalizado para moldagem por inserção automatizada inclui um relatório DFM (Design for Manufacturing) detalhando as medidas de mitigação de riscos. Suamoldagem por inserção pré-lançamento reduzirá o tempo de lançamento no mercado em 6 a 8 semanas .
Por que os fabricantes de equipamentos médicos (OEMs) devem fazer parceria com um fornecedor de moldagem por inserção certificado pela ISO 13485 para produção em massa?
Materiais de grau médico, como PEEK e PC, começam a se degradar rapidamente em suas cadeias moleculares quando não há controle de umidade ou consistência de temperatura, resultando em falha durante os testes de biocompatibilidade. Essas preocupações são completamente evitadas por meio da certificação ISO 13485 com especificações de sala limpa Classe 100.000, práticas de secagem profunda e moldes de injeção elétrica . Você obtém desempenho mecânico confiável e níveis de pureza comprovados para milhões de peças. Eis o poder dos serviços de moldagem por inserção para uso médico com moldagem por inserção certificada .
Sala limpa Classe 100.000 elimina a contaminação por partículas.
Todo o seu processo de fabricação ocorrerá em uma sala limpa com pressão positiva, utilizando filtragem HEPA, o que garante que as partículas em suspensão no ar com mais de 0,5 µm sejam inferiores a 100.000 por pé cúbico. O resultado é zero contaminação por materiais estranhos em suas alças cirúrgicas ou conjuntos de biochips, garantindo a conformidade com os padrões de partículas da USP <788> sem necessidade de limpeza adicional. Uma sala limpa é obrigatória para qualquer fabricante de moldagem por inserção em alto volume .
A secagem profunda a 120 °C por mais de 4 horas previne a hidrólise.
O PEEK e o PC absorvem a umidade ambiente que inicia a hidrólise durante a moldagem por injeção , reduzindo o peso molecular em 15% se não forem secos. A secagem por quatro horas a 120 °C reduz o teor de umidade para menos de 0,02% , mantendo a resistência à tração de acordo com as especificações da norma ASTM D638. Elimina o amarelamento e a fragilidade após a esterilização com óxido de etileno, garantindo a aprovação da moldagem por inserção para aplicações em dispositivos médicos de Classe II e III.
As prensas totalmente elétricas mantêm a velocidade de impressão dentro de uma precisão de ±0,1 mm/s.
As máquinas hidráulicas apresentam uma variação de ±2 mm/s ao longo do dia, o que leva a inconsistências no aquecimento por cisalhamento e à quebra das cadeias poliméricas. As prensas totalmente elétricas operam a uma velocidade de ±0,1 mm/s em todos os momentos para garantir a consistência da temperatura de fusão dentro de ±2 °C da temperatura predefinida. Você preserva a viscosidade intrínseca e obtém aprovação nos testes de biocompatibilidade ISO 10993 em cada lote, com o fornecimento de um fornecedor confiável de moldagem por inserção para produção em massa .
Em vez disso, você tem um ambiente que controla cada variável por meio de montagem em sala limpa, resinas de secagem profunda e injeção a uma velocidade de ±0,1 mm/s . Tudo é documentado de acordo com a norma ISO 13485 para preparar o processo de auditoria nas submissões à FDA. A moldagem por inserção proporciona níveis consistentes de biocompatibilidade e resistência em milhões de produtos, sem riscos de validação para a segurança do paciente.

Figura 4: Um braço robótico posiciona um inserto de aço inoxidável 316 em um molde para serviços automatizados de moldagem com inserto.
Estudo de Caso: Serviço de Co-design e Moldagem Automatizada de Insertos para Componentes Médicos da LS Manufacturing em PEEK para Inserções Cirúrgicas
Uma empresa líder europeia em dispositivos médicos enfrentou 14,5% de refugo e um tempo de ciclo de 55 segundos na produção de cabos cirúrgicos de PEEK, devido ao deslocamento de 0,04 mm dos insertos de aço inoxidável sob fluxo de fusão a 360 °C. A montagem manual agravou o problema, atrasando o lançamento de um produto que já estava atrasado. A LS Manufacturing interveio com um projeto colaborativo e uma célula totalmente automatizada. Veja como a moldagem de insertos médicos personalizados, combinada com a moldagem de insertos prontos para produção, resolveu o problema.
Desafio do Cliente
O componente plástico consistia em um cabo cirúrgico de PEEK com um inserto de aço inoxidável. Devido à fixação mecânica insuficiente e às pressões de fluxo desiguais, o inserto deslocou-se 0,04 mm no ponto de fusão de 360 °C . O posicionamento manual do inserto consumia 55 segundos por ciclo, enquanto a taxa de refugo foi de 14,5% ao longo de todo o processo de fabricação. O cliente necessitava de um parceiro de moldagem por inserção validado para salvar o projeto.
Solução de fabricação LS
O novo projeto incorporou uma ranhura de parada axial, garantindo o travamento mecânico contra a pressão do fluxo. Um robô servomotor de seis eixos com repetibilidade de ±0,005 mm realizou as operações de pick & place e extração de peças em uma única máquina. O sistema de controle em malha fechada, utilizando sensores de pressão e temperatura da cavidade Kistler, foi ajustado para compensar as flutuações na viscosidade do material. Dessa forma, os serviços automatizados de moldagem por inserção tornaram-se mais precisos e consistentes.
Resultados e Valor
Os três lotes sucessivos, compostos por 500.000 peças, apresentaram dimensões críticas de ±0,008 mm , uma tolerância mais rigorosa em comparação com a anterior de ±0,01 mm . A taxa de refugo diminuiu de 14,5% para 0,08% . O tempo de ciclo foi reduzido de 55 segundos para 24 segundos, resultando em uma melhoria de 56% . O custo total por peça foi reduzido em 32% , e a LS Manufacturing garantiu um contrato de fornecimento exclusivo de 5 anos. O serviço de moldagem por inserção de alta precisão possibilitou a moldagem por inserção com zero defeitos .
Este cenário ilustra os benefícios do design colaborativo, da robótica e do processamento em circuito fechado. A redução de 32% nos custos e a taxa de refugo de 0,08% foram alcançadas em 500.000 peças de produção . Para fabricantes de equipamentos originais (OEMs) de dispositivos médicos que buscam uma solução escalável, esta é uma solução de engenharia reproduzível, respaldada por dados.
Alcance resultados semelhantes: 0,08% de refugo, redução de custos de 32% e um contrato de 5 anos. Para explorar uma solução desenvolvida em conjunto para seus insertos, entre em contato com nossa equipe para obter uma proposta personalizada de projeto e produção.

Perguntas frequentes
1. Qual é a quantidade mínima de pedido (MOQ) para os serviços de moldagem por inserção automatizada da LS Manufacturing?
Em termos de fabricação altamente automatizada de grandes volumes, a quantidade mínima de encomenda (MOQ) é de 10.000 unidades por lote. Este é o número ideal de unidades que permite a máxima eficiência de trabalho e utilização de materiais em máquinas automatizadas , resultando no custo unitário mais competitivo.
2. Como a LS Manufacturing protege a Propriedade Intelectual (PI) do cliente durante a elaboração de orçamentos personalizados para moldagem automatizada por inserção?
O processo de proteção da propriedade intelectual do cliente começa com a assinatura de um Acordo de Confidencialidade obrigatório, seguido pelo tratamento dos dados em nossos servidores fisicamente separados e altamente criptografados, acessíveis exclusivamente pelos engenheiros responsáveis pelo projeto, garantindo assim que todos os seus segredos permaneçam seguros.
3. Qual é o prazo de entrega típico, desde a cotação de moldagem por inserção automatizada personalizada até a entrega final da produção em massa?
Um orçamento baseado no projeto para fabricação é fornecido em até 24 horas . O tempo necessário para fabricar o molde e os dispositivos para automação é de 25 a 35 dias . Após a aprovação das amostras, é possível iniciar a fabricação e as entregas em 7 a 10 dias .
4. A LS Manufacturing consegue obter e estampar com precisão os insertos metálicos internamente para soluções de moldagem por inserção economicamente viáveis?
Sim, a LS Manufacturing possui uma unidade de estampagem própria que produz terminais em alta velocidade e em larga escala. Dessa forma, oferecemos serviços de fabricação verticalmente integrados que abrangem todo o processo, desde a estampagem de terminais metálicos até a moldagem por injeção, reduzindo significativamente os custos de transporte entre unidades.
5. Quais operações secundárias vocês oferecem após o processo automatizado de moldagem por inserção de alto volume?
Nossa empresa oferece um serviço de pós-processamento totalmente automatizado que inclui soldagem ultrassônica, marcação a laser, teste completo de estanqueidade a 100% , verificação precisa de continuidade elétrica e embalagem blister antiestática personalizada, o que significa que os conjuntos estarão prontos para uso sem qualquer processamento adicional.
6. Como alcançar uma tolerância de ±0,01 mm na moldagem por inserção quando a própria inserção metálica possui uma tolerância maior?
Durante o processo de projeto do molde, os engenheiros da nossa empresa utilizam pinos flutuantes elásticos especiais ou sistemas de pré-tensionamento micrométrico . O efeito da operação desse mecanismo é forçar a correção das tolerâncias de desvio do padrão das inserções metálicas durante o fechamento do molde.
7. Quais materiais são mais adequados para o seu serviço de moldagem por inserção de alta precisão?
Processamos com maestria plásticos de engenharia de alto desempenho, como LCP, PPS, PEEK, PBT+GF e PA66 . Estes são perfeitamente compatíveis com insertos metálicos, incluindo ligas de cobre, aço inoxidável, Kovar e metais preciosos revestidos, para um desempenho térmico e mecânico ideal. Entre em contato conosco para solicitar um orçamento de engenharia .
8. Com que frequência a LS Manufacturing revisa e atualiza suas linhas de produção automatizadas e moldes?
Realizamos manutenção preventiva obrigatória nos moldes de produção a cada 50.000 ciclos. Além disso, conduzimos revisões e atualizações trimestrais dos principais controles elétricos e algoritmos de software para garantir consistência e confiabilidade absolutas em operações 24 horas por dia, 7 dias por semana .
Resumo
A moldagem por inserção de precisão em altíssimo volume é um procedimento de engenharia estruturado que combina posicionamento robótico microscópico, balanceamento termodinâmico de canais quentes multicâmaras, controle de pressão em molde em circuito fechado e tecnologia de inspeção visual 100% em linha. Dadas as tolerâncias rigorosas (+/-0,01 mm) e a pressão por custo-benefício , você precisa de um parceiro que possa realizar uma análise de DFM (Design for Manufacturing) adequada e garantir a conformidade com as normas ISO, além de possuir experiência prévia em manufatura automatizada de alto volume.
Está enfrentando dificuldades com alinhamento, formação de rebarbas ou aumento do tempo de ciclo? Precisa de um fornecedor confiável para milhões de unidades de produtos eletrônicos ou médicos? Clique no botão “Obtenha uma avaliação DFM gratuita e um orçamento instantâneo ” para enviar seus arquivos STEP e receber uma avaliação detalhada da nossa equipe de moldagem por inserção com um orçamento instantâneo em até 24 horas.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


