パラメータ PA-CF (カーボンファイバー) ニート PA12 (未充填)
引張強さ 75MPa~85MPa 48MPa
密度 ~1.2g/cm3 ~1.01g/cm3
比強度 (引張/密度) ~63MPa·cm3/g ~47MPa·cm3/g
異方性比 (XY 対 Z) 繊維配向 により XY 強度が最大 15% 向上無視できる異方性
アルミニウム 6061 と比べて軽量化 約 60% 軽量化 約 55% 軽量化されますが、強度は低下します
認定要件 航空宇宙用 SLS 3D プリント 汎用のみ
<ブロック引用>
スキャンパス補正を備えた PA-CF を使用すると、最小重量の非充填ナイロンと比較して引張強度が 77% 高くなります。この ISO 527 認定のアプローチにより、UAV 部品が空気力学的圧力に耐えることが保証されます。 精密 SLS 部品メーカー は最適な層角度を使用し、産業用 SLS サービス は信頼性の高い高強度 SLS 3D プリンティング
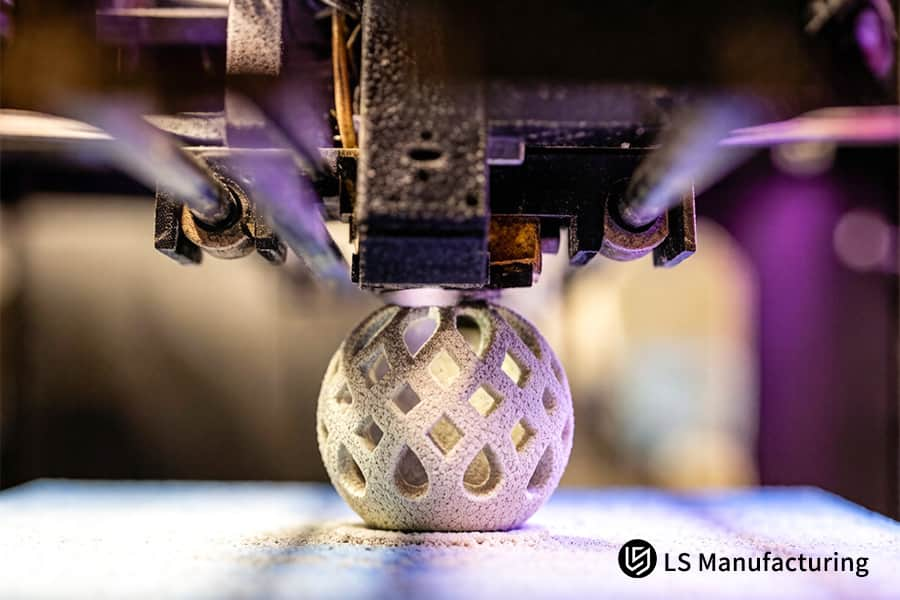
図 2: SLS 3D プリントにより、ワークショップでナイロン粉末を使用して球面格子ブラケットを製造します。
圧縮下で信頼性の高いシール性能を実現するために TPU の壁の厚さを指定する方法 壁の厚さが 1.0 mm 未満 (過剰焼結) または 2.5 mm を超える (コア融合不良) 場合、TPU シールは適切に機能しません。最適化された壁厚は 1.5mm から 2.5mm まで で、 圧縮永久歪み≦20% を達成できます。以下に、カスタム SLS 3D プリント サービス の結果に関する TPU 肉厚仕様のガイドラインを示します。
1.0 mm 未満の焼結不足を避ける 1.0 mm 未満の薄壁は、焼結プロセス中に熱の吸収が速すぎるため、過剰な収縮と気孔が発生し、シール性能が低下します。最小の壁厚が 1.5 mm なので、焼き付きの問題を回避し、密度の均一性を確保します。これにより、耐久性のある SLS カスタム パーツ が動的圧縮下でも漏れなく最適に動作することが保証されます。
2.5mm 以上のコアの不完全性を防ぐ 肉厚が 2.5 mm を超えると、中央に未焼結の粉末が残り、反発弾性が低下し、圧力下で永久変形が発生します。壁の厚さを2.5 mm 以下に維持すると、壁の厚さ全体にわたって適切な架橋が形成され、コンポーネントをシールするSLS 3D プリント
圧縮永久歪みを 1.5mm~2.5mm で検証 ASTM D395 方法 B に準拠したテストでは、この厚さ内の TPU で作られた部品の圧縮永久歪みは 20% 未満 であることが示されています。これは、圧縮永久歪みの点で、厚い構造と薄い構造の両方を上回ります。 精密 SLS 部品メーカー
用途に合わせて硬度を最適化 TPU の硬度値は85 ~ 95 ショア A の範囲にあります。柔らかい材料の場合、高圧での押し出しを避けるために、より大きな厚みが必要になります。 10bar でクリープなしで動作できる 2.0mm で 90A など、要件に基づいて正しい硬度値を選択することは、ゴム状の SLS 3D プリント材料
<ブロック引用>
TPU の壁の厚さを 1.5mm ~ 2.5mm の範囲に定義し、実証済みの圧縮永久歪み値 <20% を設定すると、流体システム内で漏れの可能性がなくなります。 ASTM D395 規格に裏付けられたこのソリューションは、圧縮によるシールの信頼性の高い方法を提供します。したがって、保証の問題や現場でのメンテナンスを必要とせずに、小規模バッチ SLS 3D プリント
SLS の厳しい肉厚制限により、冷却時の熱による反りはどのように解消されるのでしょうか? 肉厚のバランスが崩れると、SLS 部品の冷却 中に局所的な加熱が発生し、収縮率の違いが生じます。 0.7 mm 未満では壁はまったく形成されませんが、6.0 mm を超えると長時間の冷却が必要になり、体積収縮応力が発生して形状が変形します。このような厳格な厚さ制限を設けることで、カスタム SLS 3D 印刷サービス でこの問題が解消されるのはこのためです。これは、ストレスフリーの SLS 3D 印刷
床の壁厚: 最小 0.7 mm
0.7 mm 未満のリスク: パウダーが完全に焼結せず、弱く多孔質のエッジが形成されます。利点: ≥0.7 mm 条件を満たすと、完全な融合と機械的強度が得られ、後処理段階に耐えられる 機械的強度の SLS プロトタイプ が得られます。
壁厚天井: 最大 6.0 mm 6.0mm を超えるリスク: 極度に高温で保管すると、10 時間 の冷却プロセスが必要となり、部品の長さ100mm ごとに2~3mm の反りが生じます。利点: 肉厚が 6.0mm を超えないようにすることで、冷却が <2 時間 に維持され、耐久性のある平坦性が維持されます。 SLS カスタム パーツ 形状の最適化: 空洞化と粉末の逃げ 本番前ボリューム監査 アクション: エンジニアは、急激な厚さの変化の有無について STL ファイルを分析し、推定値を出します。利点: 早期発見による損失防止 。 中空 SLS 3D プリント 肉厚を 0.7mm ~ 6.0mm に制限し、中空穴と逃がし穴を設けることで、パーツの冷却による熱歪みを防止します。事前の幾何学的監査により、部品の寸法が安定していることが保証され、追加の機械加工は必要ありません。 反りのない SLS 3D プリント
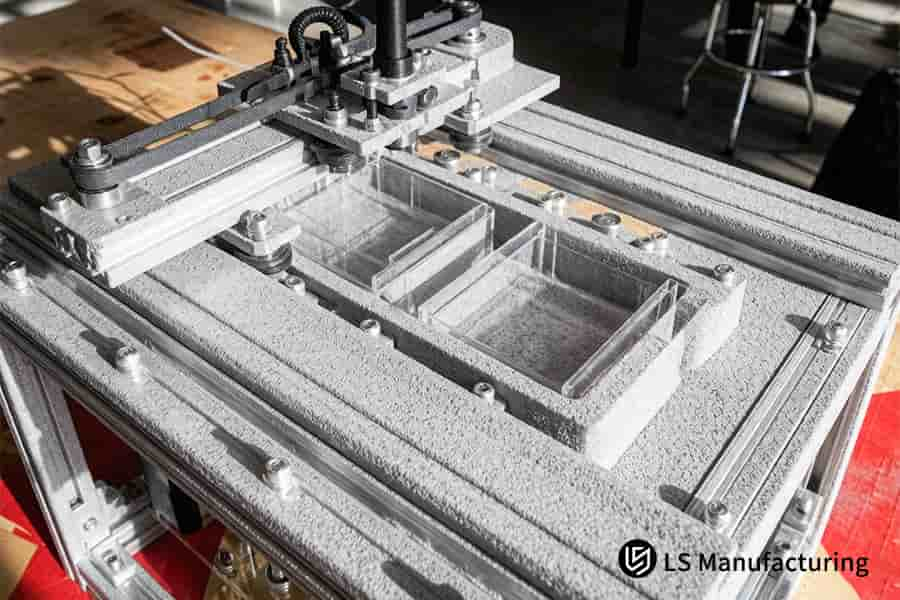
図 3: SLS 3D プリントにより、製造用の PA12 素材から透明なプラスチック フレームが生成されます。
SLS 3D プリントの最終的な見積もり計算に影響を与える主なコスト要因はどれですか? 重量のみに依存するSLS 3D プリントの見積もり とは異なり、ビルドの高さと充填密度によって異なります。 PA12 の基本コストは100cm3 あたり 30 ドルから 40 ドル の範囲になります。一方、PA-CFやTPU だと材料コストが3~10 倍 と高くなります。これらは、SLS 3D プリントの見積もり に影響を与える考慮事項の一部です。
ビルドの高さによってマシン時間を制御 Z 高さが 1 ミリメートルごとに、予熱と冷却に時間がかかるため、パーツのコストが高くなります。高さ300mm のモデルの場合は合計8 時間 かかりますが、 高さ150mmのモデルの場合は4 時間 かかります。部品ごとの機械コストが 2 倍になります。パーツの Z 高さを下げてコストを節約したり、パーツを積み重ねたりします。この情報は、SLS の製造コスト
パッキング密度によりユニットあたりのオーバーヘッドが削減される 従来のネストでは、8 ~ 12% の充填密度が得られます。スマート 3D パッキング アルゴリズムにより、 パッキング密度が15% を超えて増加し、一般的なオーバーヘッド (粉体層の加熱、不活性ガス雰囲気) が多数の部品に分散されます。コストを直接節約できます。15% 密度プロジェクトは、10% 密度プロジェクトと比較して、部品あたりのコストが約 25% 低くなります。アルゴリズム ネスティングを使用した産業用 SLS サービス
マテリアルプレミアムは基本コストを倍増します PA12 は 100cm3 あたり $30 ~ $40 が標準です。 PA-CF は 3 ~ 5 倍のプレミアムを追加します。特殊な TPU は 10 倍のプレミアム価格になる場合があります。ただし、薄肉パーツ (<2mm ) や中空フィーチャを使用している場合は、体積係数が低下し、プレミアムが部分的に補われます。メリットを得るには、重量見積もりではなく容積見積もりをリクエストしてください。
ネストの設計により節約が可能 不要なボスの削除、平面の位置合わせ、抜き勾配の追加など、単純なジオメトリを変更すると、より適切な梱包が可能になります。密度が13% から 15% に 2% 向上すると、 単価は約13% 下がります。 STL ファイルの形式で適切なネスト ジオメトリを備えたパーツを提供することで、自身のコストを管理し、プロジェクトを手頃な価格の SLS 3D プリント
<ブロック引用>
Z 高さと充填密度が SLS の価格を決定する ことを理解することで、生産を開始する前でもコストを管理できます。部品の向き、ネスト形状、材料の選択を最適化することで、 ユニットあたりのコストを20% ~ 40% 削減 できます。この情報を利用して、不透明な価格設定を管理可能な変数に変え、コスト管理における競争力を高めます。
SLS の製造コストを 30% 以上削減するために中空の内部構造を設計するにはどうすればよいですか? SLS の堅牢な設計では、材料の40% ~ 60% が厚い壁内に閉じ込められた粉末として廃棄されます。格子状の充填物で部品を中空にすることで、 印刷体積を45% 削減しながら、 構造強度の90% を維持し、SLS 製造コスト を30% 以上削減します。 コスト効率の高い SLS 3D プリント
中空化戦略: シェルの厚さを 10% ~ 20% 維持する 体積削減: ソリッドセンターを TPMS 構造に置き換え、材料の 45% 以上 を節約します。強度保持率: 有限要素解析により、初期剛性の 90% 以上 があることが証明されています。お客様のメリット: 使用するパウダーの削減により、部品あたりのSLS 3D プリントの見積もり を節約でき、プロトタイピングにおいて中空構造の経済的利益が得られます。粉末出口の設計: 100% の回収を保証 構造の完全性: 格子パラメータが重要 セルの種類: ジャイロイドまたはダイヤモンド TPMS は、相対密度が 15% の場合に重量に対する剛性の最適な比率を提供します。荷重方向: 構造の最大の剛性を確保 するために、格子支柱は主応力方向に揃える必要があります。お客様のメリット: 固体部品と同じ性能を提供しながら重量と価格を半分にする問題の解決策です。中空シェル(厚さ 10% ~ 20% )と TPMS 格子構造および≧ 3 mm の粉末出口を利用することで、90% の強度を維持しながら材料使用量を 45% 以上 節約します。この戦略により、 部品コストが30% 以上削減され、高価なナイロン パウダーの回収が可能になり、機械的性能が維持されます。これらのガイドラインを使用して、複雑な形状の SLS 3D プリント
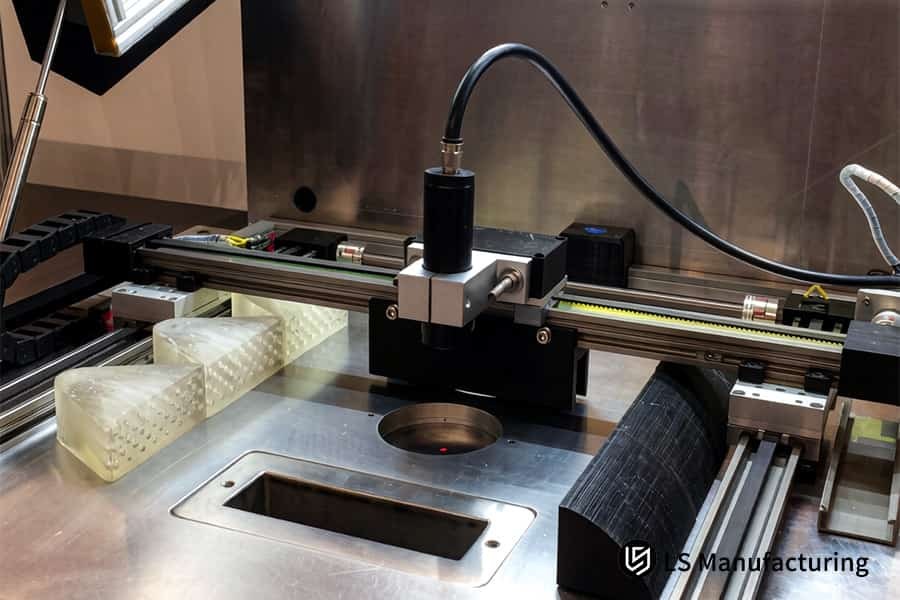
図 4: SLS 3D プリントにより、工場でナイロン パウダーを使用して透明なモールド インサートを構築します。
LS Manufacturing の航空宇宙 UAV カーボンファイバー強化ヒンジ向けカスタム SLS 3D プリント サービス: 構造重量の最適化と負荷テストの故障解決 業界をリードする UAV メーカーは、重量が 450 グラム(各部品) あり、$350 のコストと21 日 の製造リードタイムがかかる重金属ヒンジ アセンブリのせいで、飛行時間を12% 失っていました。 LS Manufacturing は、トポロジーの最適化と蒸気平滑化技術を使用して問題を解決し、高性能 SLS 3D プリンティング
クライアント チャレンジ アルミニウム合金製のオリジナルの 5 軸機械加工ヒンジの重量は 450 グラム で、 ドローンの飛行時間を12% 短縮しました。各カスタムヒンジのコストは350 ドル でサイクルタイムは21 週間 で、テスト飛行の数週間前に設計を凍結する必要がありました。ピンボア領域で応力集中が観察され、わずか8,000 サイクル で亀裂の形成につながりました。
LS 製造ソリューション トポロジー再構成技術を使用して、金属を炭素繊維強化ナイロンで1.5mm~2.0mm の段階的な肉厚に置き換えました。私たちは 1 つのビルドに 12 個のヒンジを配置し、産業用 SLS マシン 内で 3D パッキングを採用し、その後、蒸気スムージングを適用して微小応力上昇要因を除去しました。これは、ラピッドプロトタイプ SLS 3D プリンティング 15% 以内 の等方性強度許容差を達成しました。
結果と値 最終重量は 450g から 125g に72% 削減され、±500N の繰り返し負荷での疲労寿命は 50,000 サイクルを超えました。コストは $65 (81%) に削減され、リードタイムは 48 時間 に短縮され、同じ週に設計を繰り返すことが可能になりました。 表面仕上げ は、85°C ~ -30°C の熱衝撃試験に吸水なしで合格できました。
<ブロック引用>
これは、LS Manufacturing が材料科学とプロセス エンジニアリング を通じて、重量、強度、コスト、速度という相反するニーズにどのように対応できたかを示す一例です。 SLS と蒸気平滑化を利用することで、航空宇宙要件を満たすソリューションを提供できます。重要な無人航空機プロジェクトの場合、総所有コストを削減するミッションクリティカルな SLS 3D プリンティング
450g アルミニウム($350、納期 21 日)から、125g カーボンファイバー ナイロン($65、納期 48 時間)まで。 UAV ヒンジでも同様の重量とコストの削減を実現する準備はできていますか?構造的に最適化された見積もりを今すぐリクエストしてください。
よくある質問 1.カスタム SLS 3D プリント部品はどのレベルの幾何公差を達成できますか? 従来の X/Y 寸法の場合、LS Manufacturing では±0.1mm ~ ±0.15mm までの公差を保証しています。特別な二次位置補正を適用することで、 精密部品は±0.05mm の公差値に達する可能性があります。この精度は、工程内のモニタリングと最終 CMM 検査によって保証されます。
2. SLS 3D プリントでは通常、サポート構造が必要ないのはなぜですか?また、プロセスの利点は何ですか? SLS テクノロジー
3. LS Manufacturing が使用する再生粉末 (ナイロン PA 12) の混合比率はどのくらいですか? それは最終強度に影響しますか? この場合、すべて温度管理された輸入乾燥塔を使用して、リフレッシュの比率 1:1 (50% がフレッシュ パウダー、50% がリサイクル パウダー ) を厳密に維持しています。引張強度の損失は少ないです。実際、ここで達成される変動範囲はわずか 5% です。
4.防水性と気密性が必要なカスタム フレキシブル TPU バルブには、どのような特別な後処理が必要ですか? 防水性と気密性を考慮して、LS Manufacturing は TPU パーツに独自の化学蒸着仕上げを提案しています。溶媒蒸気が表面の微細孔をリフローさせ、内部の微細格子ネットワークを密閉するため、部品は1.5MPa を超える水圧に耐えることができます。
5. SLS 3D プリント サービスを選択する場合、完成品の表面の色を迅速かつコスト効率よく変更するにはどうすればよいですか? LS Manufacturing はマルチチャンネルの高圧高温染色システム を備えています。染料はナイロンパーツの表面から0.2 mm の均一な深さで素材に浸透します。一般的なスプレー塗装とは異なり、摩擦による色落ちはありません。
6.高剛性の炭素繊維強化ナイロン (PA-CF) 部品の表面の質感は粗いことがよくあります。この表面粗さはどうすれば改善できるでしょうか? その後、ガラスビーズブラストを使用してカーボンファイバーコンポーネントを洗浄し、浮遊粉末を取り除き、蒸気化学研磨を実行します。その結果、材料の典型的な高い剛性を損なうことなく、表面粗さ (Ra) が初期値の6.5μm から1.5μm 未満まで減少しました。
7. SLS 3D プリントされたナイロン パーツは、製造後に吸湿により変形しますか? ナイロンの分子には、わずかに親水性を示す自然な傾向があります。エルエス・マニュファクチャリングでは高温多湿環境 での正確な組み立てのために、後処理の疎水性ナノコーティングサービスを提供しています。したがって、水分の吸収は非常に低くなり (≤0.5% )、長期間にわたって優れた寸法安定性が維持されます。
8. LS Manufacturing の SLS 3D プリンティング プロジェクトの標準最小注文数量 (MOQ) はいくらですか? アジャイル製造は、ダイレクトモールドレス生産方式によってサポートされています。そのため、LS Manufacturing では MOQ がありません (MOQ = 1 個 )。 CAD ファイル (.STEP または .STL) を送信するだけで、DFM 見積もり分析 2 時間 で届きます。
概要 SLS 3D プリント サービス PA 11、PA 12、PA-GF、PA-CF、TPU を含む材料選択 を組み込んだプレミアムグレードの工業用 SLS 機械を使用し、射出成形で得られるものと同様の分子等方性と引張強度を確保しています。
部品の余分な重量や、材料の破損による組立ラインの停止について心配していませんか? 次に、[即時見積もりを取得 ] をクリックして、STEP/IGS ファイルをアップロードします。 2 時間 以内に、当社の上級アプリケーション エンジニアが、SLS 印刷の DFMA 実現可能性分析、正確な重量削減予測、費用対効果の高い段階的バッチ製造の見積もりを無料で提供します。
📞電話番号: +86 185 6675 9667 📧メールアドレス: info@lsrpf.com 🌐ウェブサイト:https://lsrpf.com/
免責事項 このページの内容は情報提供のみを目的としています。LS マニュファクチャリング サービス 情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。必須部品 の見積もり これらのセクションの具体的な要件を確認してください。詳細についてはお問い合わせください 。
LS 製造チーム LS Manufacturing は業界をリードする企業 です。カスタム製造ソリューションに焦点を当てます。当社は 5,000 を超える顧客と 15 年以上の経験があり、高精度CNC 加工 、板金製造 、3D プリンティング 、に重点を置いています。 href="https://www.lsrpf.com/injection-molding">射出成形 、金属スタンピング 、その他のワンストップ製造サービス。www.lsrpf.com VIDEO
Gloria
ラピッドプロトタイピングとラピッドマニュファクチャリングのエキスパート
CNC機械加工、3Dプリント、ウレタン鋳造、ラピッドツーリング、射出成形、金属鋳造、板金、押出成形を専門としています。
Got thoughts or experiences to share? We'd love to hear from you!
LS Manufacturing Ltd アメリカ
30 N. Gould St. Ste N
中国
Unit 101, No. 3, 1st Tuanjie Road, Shutian, Humen, Dongguan City, China, 523929
Copyright © 2026 东莞市隆胜五金科技有限公司 (LS Manufacturing Ltd.) All rights reserved. lsrpf.com is the official platform of LS Manufacturing. プライバシーポリシー