
خدمة الطباعة ثلاثية الأبعاد SLS المخصصة هي حل تصنيع إضافي يعمل على حل مشكلات المتانة المتعلقة بالمواد المستخدمة في تلبيد الليزر الانتقائي.
توفر هذه المقالة مصفوفة اختيار ومظروف قوة، مما يقلل من مخاطر الفشل بدقة ±0.05mm عند ≥85 درجة مئوية.
طباعة SLS ثلاثية الأبعاد مخصصة: مرجع سريع لاختيار المواد والقوة والمتانة
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 99.9994%؛ الارتفاع: 217.031 بكسل؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">النصائح الرئيسية:
- مطابقة المواد للتحميل: PA11 للمرونة/المتانة (>45% الاستطالة)؛ PA12 للصلابة (> 48MPa)؛ PA12-CF للقوة العالية لتطبيقات الطائرات بدون طيار (75-85 ميجا باسكال) وهي 60% أخف وزنًا من الألومنيوم.
- فرض جدران بسمك 0.7-6.0 مم: الجدران الأقل سمكًا من 0.7 مم لا تلبد بشكل جيد، في حين أن الجدران الأكثر سمكًا من 6.0 مم تميل إلى الالتواء في نطاق 2-3 مم لكل الطول 100 مم — يستخدم الجزء المجوف ذو البنية الشبكية TPMS مادة أقل بنسبة 45% ولكنه لا يزال يحتفظ بنسبة 90% من قوته.
- تكلفة التداخل ومحرك الارتفاع Z: كثافة التعبئة >15% وتقليل ارتفاع Z يؤدي إلى خفض سعر الإنتاج بنسبة 25-40% - معلمات مهمة لأي اقتباس تقييم ضغط SLS.
- حدد مرحلة ما بعد المعالجة في RFQ: التلميع بالبخار إلى Ra<3μm للإغلاق والمعالجة الكارهة للماء لامتصاص الرطوبة<0.5%.
- طلب بيانات الشد الدفعية: اختبار الكوبونات للتباين الخواص، باستخدام مسحوق خام بنسبة >40%، يمنع فشل الهشاشة في أجزاء الإنتاج.

لماذا تثق بهذا الدليل؟ الخبرة العملية من خبراء التصنيع في LS
على الرغم من أن أوراق المواصفات الخاصة بـ SLS توفر معلومات حول دقة الطبقة ±0.3mm و50μm، إلا أن ثلاثة أشهر من اختبار أجهزة الليزر 30W و60W CO₂ تكشف حقيقة أن عمر المسحوق ومستوى الأكسجين هو المهم. المعهد الوطني للمعايير والتكنولوجيا (NIST) يوفر جميع مجموعات البيانات الأساسية المستخدمة لدراسة إمكانية تكرار نتائج PBF. بهذه الطريقة، يمكننا تتبع تشتت اختبار الشد عند 0°/45°/90° النقطية على PA12 بدلاً من تخمين ما إذا كان الدعامة يمكنها تحمل رف MRO.
SLS المخصص يتيح للعملاء تقليل الفترة بين التصميم للتصنيع واختبار المادة الأولى إلى عشرة أيام (±50μm على حامل الطيران أو 80 درجة مئوية في تركيبات أشباه الموصلات). القيمة الحقيقية للاستثمار هنا هي إدارة المخاطر حيث أن الطباعة حسب الطلب تجعل من الممكن تقليل نفقات المواد بما يصل إلى 400 كجم من الحبيبات عن طريق إعادة تصميم الجزء في الأسبوع الرابع. أثبتت تجربتنا فعالية استراتيجية تأهيل المواد التي طورتها وكالة الفضاء الأوروبية (ESA).
يرجع فشل الفريق في هذه الحالة تحديدًا إلى إهمال مبدأ SLS المتمثل في "الضبط والنسيان"، وكنا نتعامل مع طلبات دفعة المفصلات PA 12 بنسبة 18% لأن عملية التصوير المقطعي تم تصميمها على أساس سُمك الجدار 1.0 مم، ولكن في الواقع تم استخدام سُمك الجدار 0.7 مم. عملية قابلة للتكرار: قفل المواد، والطبقة والآلة، وبناء الكوبونات في ثلاثة مواضع، وتغيير المسحوق أكثر من 40% من الأرضية البكر وموافقة الطيار على 5-10 قطع التي تتضمن قسيمة واحدة مثبتة على الظهر. القسيمة الموضعية، لا توفر شريحة Cpk.
لماذا يعد اختيار المواد هو الخطر الأكبر في أداء خدمة الطباعة ثلاثية الأبعاد SLS المخصصة؟
يُحدث اختيار المواد فرقًا كبيرًا في خدمة طباعة SLS ثلاثية الأبعاد مخصصة لتقديم أداء متين أو غير موثوق. تنتج أشعة الليزر عالية الكثافة المستخدمة في مثل هذه التقنية تدرجات حرارية مسؤولة عن تغيير حالة البوليمرات (البلورية) وإنشاء فراغات صغيرة - متباينة الخواص بطبيعتها. ولذلك، يعد المسحوق العنصر الأكثر أهمية في عملية الطباعة ثلاثية الأبعاد لـSLS، ومن الضروري معرفة ترتيب السلسلة الجزيئية والتحكم في التبلور (35%-45%).
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 99.9994%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">من خلال استخدام خدمة اختيار المواد SLS المتخصصة، يمكنك التأكد من أن بلورتك ستبقى ضمن النطاق الأمثل، وبالتالي تجنب الكسر الهش من خلال قص حدود الحبوب. سيصل النموذج الأولي لـ SLS للقوة الميكانيكية إلى معامل الشد المتوقع (حوالي 48 ميجا باسكال لـ PA12) دون تطوير أي تركيزات إجهاد متبقية مخفية. ستسمح لك هذه الطريقة بالتأكد من أن جميع أجزاء الطباعة SLS ثلاثية الأبعاد ستعمل بشكل مثالي في ظل ظروف التحميل الدوري الفعلية.

كيفية الاختيار بين Nylon PA 12 وNileon PA 11 للحصول على مكونات عالية الليونة؟
يعتمد اختيار مواد النايلون PA 12 والنايلون PA 11 للأجزاء المرنة على مقارنة الخواص الميكانيكية مثل حدود الانحناء الديناميكي والتعب. سيعتمد ذلك على الاستطالة عند الكسر وقوة الزحف والتحكم في المعالجة. فيما يلي تحليل يستند إلى تطبيق الطباعة SLS 3D:
الاستطالة عند الاستراحة تحدد التعب في الحياة
يتميز PA 11 بالاستطالة عند الكسر فوق 45%، بينما يحقق PA 12 عادةً 15%-20%. في حالة الأجزاء المرنة، يؤدي ذلك إلى إطالة عمر الكلال 2-3 مرات لـ PA 11. ويمكنك الحصول على دورات استبدال أقل ووقت توقف أقل في التركيبات المفاجئة أو المفصلات الحية بسبب مرونة الطباعة ثلاثية الأبعاد SLS. تحافظ المادة السابقة على ليونتها بعد 100,000 دورة وفقًا لاختبار ASTM D638، ولكن تظهر شقوق صغيرة في PA 12 بعد أكثر من 30,000 دورة عند حدود الحبوب.
قوة الانحناء ومقاومة الزحف لصالح PA 12
في حالة عدم تشوه الجزء الخاص بك بشكل دائم تحت ظروف التحميل طويلة المدى، يصبح معامل الانحناء الأعلى (~1400MPa مقارنة بـ PA 11 ~1100MPa) ومقاومة الزحف الأفضل لـ PA 12 أمرًا ضروريًا. باعتبارها دعامة هيكلية أو مبيت يتم الضغط عليه باستمرار، فإن PA 12 يتميز بثبات أبعاده حتى 80 درجة مئوية، لذا يمكنك منع الاعوجاج والحفاظ على تفاوتات صارمة دون استخدام أي تدابير إضافية. ويمكن اختبار هذه الخصائص بواسطة خدمة SLS الصناعية.
يعمل التحكم في العمليات على تنشيط ليونة PA 11 الكاملة
يضمن التسخين الدقيق لطبقة المسحوق عند 170 درجة مئوية (±2 درجة مئوية) أقصى قدر من الارتباط المتبادل للجزيئات في مادة PA 11، مما يؤدي إلى مرونتها الطبيعية. وبدون هذا الإجراء، فإن الاختلافات الحرارية تحد من الاستطالة بنسبة تصل إلى 25%. من خلال تطبيق المعلمات المحسنة، يمكنك تحقيق استطالة متسقة تزيد عن 40% عبر حجم الإصدار بالكامل. تحدد خدمة اختيار المواد SLS ملف تعريف درجة الحرارة الدقيق المطلوب للشكل الهندسي الخاص بك.
<اقتباس>سيكون استخدام 12 لخصائص الصلابة والزحف، بالإضافة إلى درجة حرارة التسخين المسبق المناسبة 170 درجة مئوية، قرارًا جيدًا. باستخدام هذه الطريقة، المدعومة بنتائج AST والعمليات التي تم التحقق من صحتها، يضمن أداء خالي من المشاكل في ظل الظروف القاسية. يمكنك إنشاء عملية قابلة للتكرار لاختيار البوليمر المناسب وتطبيق ضمان جودة الطباعة ثلاثية الأبعاد SLS.

الشكل 1: الطباعة ثلاثية الأبعاد بالبثق المزدوج تعمل على تشغيل فوهة HOH مع عنصري تسخين بشكل ثابت.
متى يجب عليك الترقية إلى النايلون المملوء بالزجاج للحصول على الصلابة الهيكلية؟
إذا تعرض تصميمك لأحمال ثابتة ويظهر زحفًا فوق 100 درجة مئوية، فإن النايلون النقي يعاني من تشوه لا يمكن إصلاحه. في هذه الحالة، يؤدي التحول إلى النايلون المملوء بالزجاج (PA-GF)، مع 30% إلى 40% من الخرز الصغير، إلى زيادة HDT@1.82MPa حتى 110 درجة مئوية إلى 130 درجة مئوية ورفع معامل الشد من 1600 ميجا باسكال إلى 3200 ميجا باسكال وأكثر. فيما يلي كيفية القيام بذلك لمشاريع الطباعة ثلاثية الأبعاد SLS ذات درجة الحرارة العالية:
زيادة الأداء الحراري
- تحسين HDT: يتم الحصول على قيمة HDT لـ PA-GF من 110 درجة مئوية إلى 130 درجة مئوية، مقارنة بالنايلون الذي تبلغ درجة حرارة HDT القصوى فيه حوالي 70 درجة مئوية، مما يتيح طباعة SLS ثلاثية الأبعاد للإنتاج للعمل في ظروف درجات الحرارة العالية.
- فائدتك: لا يحدث أي اعوجاج عندما تصل درجة الحرارة إلى 100 درجة مئوية، وبالتالي توفير أجزاء مخصصة متينة من SLS.
الصلابة وسعة التحميل
- زيادة المعامل: من ~1600 ميجا باسكال (PA12 نقي) إلى >3200 ميجا باسكال (PA-GF) لتمكين تحقيق جدران أرق طباعة SLS ثلاثية الأبعاد عند الطلب.
- فائدتك: توفر السعة الأكبر تكاليف المواد بنسبة تصل إلى 20% عن طريق تقليل الوزن. وقد ثبتت صحة ذلك من خلال الشركة المصنعة لأجزاء SLS الدقيقة المعتمدة وفقًا لمعيار ISO 178 والمتخصصة في إنتاج الأجزاء الدقيقة.
التحكم في العملية يمنع ترسيب الخرزات
- التحدي: يتم ملاحظة ترسب حبات الزجاج أثناء عملية التلبيد، مما يؤدي إلى اختلافات في الكثافة في الاتجاه z.
- الحل: التحكم في المسح بالليزر والتسخين المسبق عند 175 درجة مئوية ± 2 درجة مئوية يوزع الخرز الزجاجي بالتساوي.
- فائدتك: الصلابة المتسقة في جميع الطبقات تقضي على المناطق الضعيفة. خدمة SLS صناعية تضمن الحصول على نتائج متسقة.
بفضل التحول إلى مادة PA-GF مع التحكم في حجم الخرزة، ستصبح أجزائك أكثر صلابة مرتين وتتمتع بزيادة HDT بمقدار 50 درجة مئوية مع الحفاظ على قدرتها على الطباعة. ستمنحك العملية المؤهلة لمعايير ISO أجزاء متينة ومقاومة للحرارة للأغراض الهيكلية. تتلقى إرشادات حول اختيار المواد المناسبة ومعلمات العملية الطباعة ثلاثية الأبعاد SLS للاستخدام النهائي. قم بتنزيل دليل مواد SLS لدرجات الحرارة العالية للحصول على معايير HDT ومقارنات الصلابة ومعلمات التحكم في العمليات التي تمنع ترسيب الخرزات مع تحقيق معامل ثابت >3200 ميجا باسكال عبر جميع الطبقات.
لماذا يتفوق النايلون المقوى بألياف الكربون على الخيارات الأخرى في هياكل الطائرات بدون طيار عالية الضغط؟
يوفر النايلون المقوى بألياف الكربون (PA-CF) قوة شد تبلغ 75MPa-85MPa بينما يكون أخف بنسبة 60% تقريبًا من سبائك الألومنيوم العادية، مما يجعله أفضل مادة لهياكل الطائرات بدون طيار عالية الضغط. توضح الدراسة التالية كيف أن تعويض اتجاه الألياف وزاوية الطبقة يجعل هذه المادة تستفيد بشكل كامل من صلابتها المحددة، مما يوفر لك نموذج SLS ذو القوة الميكانيكية للانحناء والتعب في الهواء.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 99.9994%؛ الارتفاع: 253.203 بكسل؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">يؤدي استخدام PA-CF مع تعويض مسار المسح إلى قوة شد أعلى بنسبة 77% مقارنةً بالنايلون غير المملوء بأقل وزن. يضمن هذا النهج المعتمد من ISO 527 أن أجزاء الطائرات بدون طيار تتحمل الضغط الديناميكي الهوائي. تستخدم الشركة المصنعة لأجزاء SLS الدقيقة زوايا الطبقة المثالية، بينما توفر خدمة SLS الصناعية طباعة SLS ثلاثية الأبعاد عالية القوة لتقليل وزن الرحلة وزيادة الحمولة.
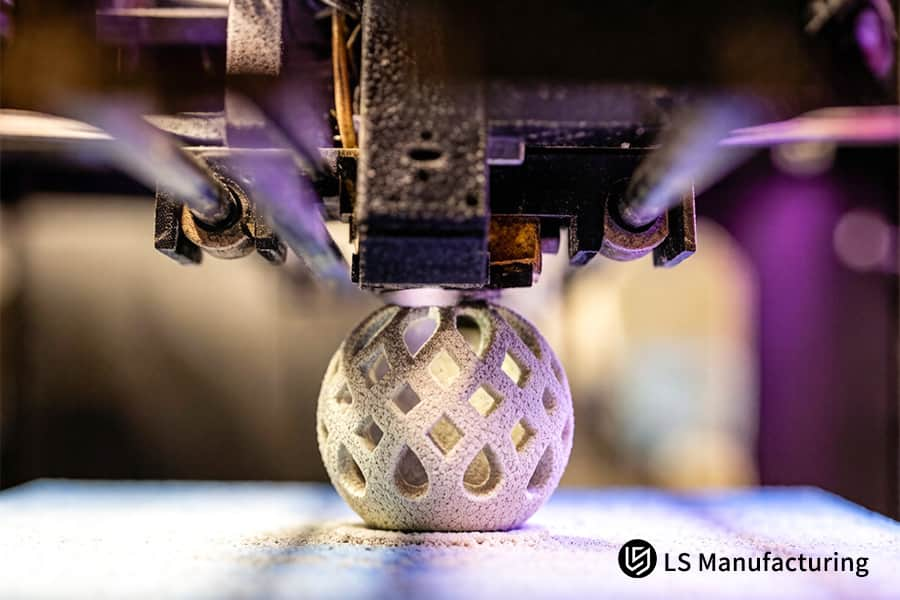
الشكل 2: الطباعة ثلاثية الأبعاد SLS تصنع قوسًا شبكيًا كرويًا بمسحوق النايلون في ورشة العمل.
كيفية تحديد سمك جدار مادة TPU لتحقيق أداء إغلاق موثوق به تحت الضغط؟
لن تعمل أختام TPU بشكل صحيح إذا كان سمك الجدار أقل من 1.0 مم (التلبد الزائد) أو أكثر من 2.5 مم (فشل الدمج الأساسي). يسمح سُمك الجدار المحسّن من 1.5 مم إلى 2.5 مم بتحقيق مجموعة الضغط ≥20%. يمكنك العثور أدناه على إرشادات حول مواصفات سُمك جدار مادة TPU لنتائج خدمة الطباعة ثلاثية الأبعاد SLS المخصصة.
تجنب التلبد أقل من 1.0 ملم
تمتص الجدران الرقيقة التي يقل حجمها عن 1.0 مم الحرارة بسرعة كبيرة أثناء عملية التلبيد مما يؤدي إلى انكماش ومسامية مفرطة وبالتالي يؤدي إلى ضعف أداء الختم. مع الحد الأدنى لسمك الجدار الذي يبلغ 1.5 مم، يمكنك تجنب مشكلة الاحتراق وتضمن تجانس الكثافة. وهذا يضمن الأجزاء المخصصة SLS المتينة أداءً مثاليًا تحت ضغط ديناميكي دون تسريب.
منع عدم اكتمال النواة فوق 2.5 ملم
تحتفظ سماكة الجدار التي تزيد عن 2.5 مم بمسحوق غير متكلس في المنتصف، مما يقلل من مرونة الارتداد ويؤدي إلى تشوهات دائمة تحت الضغط. سيؤدي الحفاظ على سُمك الجدار بمقدار 2.5 مم أو أقل إلى توفير ربط متقاطع مناسب عبر سُمك الجدار بأكمله، وبالتالي توفير خصائص مرنة الطباعة ثلاثية الأبعاد SLS والحشيات والأغشية التي تغلق المكونات.
التحقق من صحة ضبط الضغط على 1.5 مم - 2.5 مم
يُظهر الاختبار وفقًا ASTM D395 الطريقة B أنه بالنسبة للأجزاء المصنوعة من مادة TPU ضمن هذا السُمك، فإن مجموعة الضغط أقل من 20%. يتفوق هذا على الإنشاءات الأكثر سمكًا والأرق من حيث مجموعة الضغط. يمكن الشركة المصنعة لأجزاء SLS الدقيقة اختبار هذه الجودة.
تحسين صلابة التطبيق
تكمن قيم صلابة مادة TPU في نطاق 85-95 Shore A؛ تتطلب المواد الناعمة سماكة أكبر لتجنب البثق عند ضغوط أعلى. أصبح تحديد قيمة الصلابة الصحيحة بناءً على متطلباتك، مثل 90 أمبير عند 2.0 مم، والتي يمكن أن تعمل بدون زحف عند 10 بار، عملية سهلة بفضل الإرشادات المقدمة من مواد الطباعة ثلاثية الأبعاد SLS.
<اقتباس>تحديد سمك جدار TPU في النطاق من 1.5 مم إلى 2.5 مم مع قيمة مجموعة ضغط مثبتة <20% سوف يوفر لك عدم وجود احتمالات تسرب داخل أنظمة السوائل. يوفر لك هذا الحل المدعوم بمعيار ASTM D395 طريقة موثوقة للإغلاق من خلال الضغط. ومن ثم، تحصل على طريقة مثبتة وقابلة للتكرار لتحديد سمك الجدار طباعة SLS ثلاثية الأبعاد بكميات صغيرة دون أي مشكلات تتعلق بالضمان أو الصيانة الميدانية.
كيف تعمل الحدود الصارمة لسمك جدار SLS على القضاء على الاعوجاج الحراري أثناء التبريد؟
يؤدي سمك الجدار غير المتوازن إلى تسخين موضعي أثناء تبريد أجزاء SLS، مما يتسبب في معدلات انكماش مختلفة. أقل من 0.7 مم، لا تتشكل الجدران على الإطلاق، بينما يؤدي سمك الجدار الذي يزيد عن 6.0 مم إلى ساعات طويلة من التبريد المطلوب، مما يتسبب في ضغوط الانكماش الحجمي وتشوه الشكل. ولهذا السبب فإن وجود مثل هذه القيود الصارمة على السُمك يزيل هذه المشكلة بالنسبة إلى خدمة الطباعة ثلاثية الأبعاد SLS المخصصة - مفتاح طباعة SLS ثلاثية الأبعاد خالية من الإجهاد:
سمك الجدار الأرضية: الحد الأدنى 0.7 ملم
- الخطر أقل من 0.7 مم: لن يتلبد المسحوق بالكامل، مما يؤدي إلى تكوين حواف ضعيفة ومسامية.
- مكاسبك: يؤدي استيفاء شرط ≥0.7mm إلى الاندماج الكامل والقوة الميكانيكية، وبالتالي إعطاء نموذج أولي لـ SLS ذو قوة ميكانيكية يمكنه تحمل مرحلة ما بعد المعالجة.
سمك الجدار السقف: الحد الأقصى 6.0 ملم
- الخطر الذي يزيد عن 6.0 مم: يؤدي التخزين الساخن للغاية إلى عملية تبريد لمدة 10 ساعات، مما يؤدي إلى حدوث تشوه 2-3 مم لكل 100 مم من طول الجزء.
- مكاسبك: من خلال ضمان عدم تجاوز سمك الجدار 6.0 مم، سيتم الحفاظ على التبريد عند <2 ساعة والحفاظ على الاستواء في أجزاء مخصصة متينة من SLS في التجميع.
تحسين الشكل الهندسي: التجويف وهروب المسحوق
- الطريقة: قم بقياس حجم الأحجام ثلاثية الأبعاد وإنشاء تجاويف وفتحات للمسحوق 2-3 مم.
- مكاسبك: ستعمل الكتلة الحرارية المُحسَّنة على تقليل النقاط الساخنة والإجهاد الناتج عن الانكماش بنسبة 40%، وبالتالي تسمح بطبقة رقيقة من SLS طباعة ثلاثية الأبعاد بدون تكسير.
تدقيق حجم ما قبل الإنتاج
- الإجراء: يقوم المهندسون بتحليل ملفات STL بحثًا عن وجود تغييرات مفاجئة في السُمك وتقديم تقدير.
- مكاسبك: منع الخسارة بسبب الاكتشاف المبكر؛ تحصل على تصميم محسّن بجدران متوازنة بشكل مناسب طباعة SLS ثلاثية الأبعاد مجوفة.
سمك الجدار محدود بين 0.7 مم و6.0 مم مع وجود فتحات مجوفة وهروب تمنع الالتواء الحراري بسبب تبريد الجزء. يضمن التدقيق الهندسي المسبق أن الجزء الخاص بك سيكون مستقرًا من حيث الأبعاد ولا يتطلب معالجة إضافية. لديك عملية موثوقة لتقييم السُمك طباعة SLS ثلاثية الأبعاد خالية من الاعوجاج.
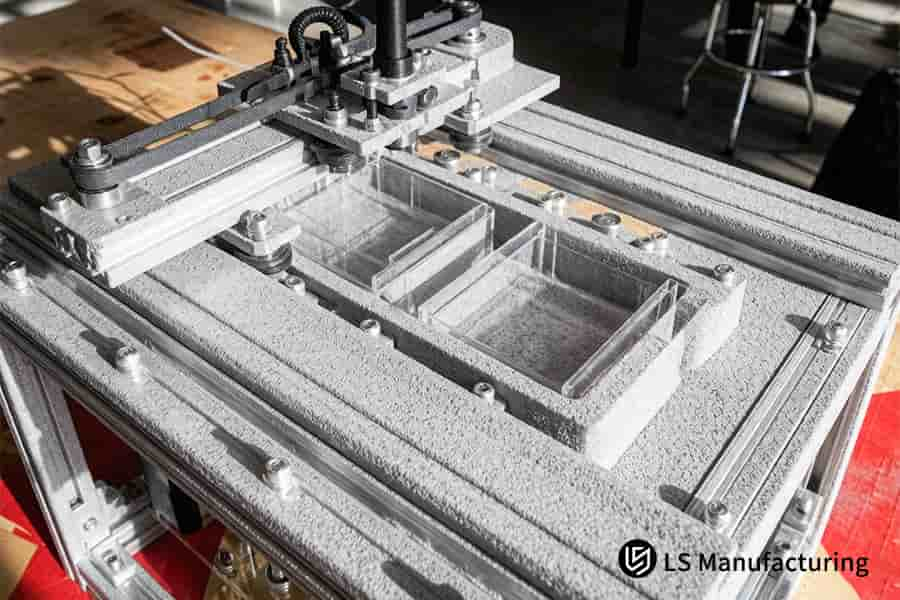
الشكل 3: تنتج الطباعة SLS 3D إطارًا بلاستيكيًا شفافًا من مادة PA12 للتصنيع.
ما هي عوامل التكلفة الرئيسية التي تحدد حساباتك النهائية لعروض أسعار الطباعة ثلاثية الأبعاد لـ SLS؟
بخلاف أسعار الطباعة ثلاثية الأبعاد SLS التي تعتمد على الوزن وحده، فإنها تعتمد على ارتفاع البناء وكثافة التغليف. ستندرج التكلفة الأساسية لـ PA12 في نطاق $30-$40/100cm³. ومن ناحية أخرى، فإن PA-CF أو TPU سيزيد من تكلفة المادة بمقدار 3-10 مرات. هذه بعض الاعتبارات التي تؤثر على عرض أسعار الطباعة ثلاثية الأبعاد SLS.
يتحكم ارتفاع البناء في وقت الآلة
كل ملليمتر من ارتفاع Z يجعل الجزء أكثر تكلفة بسبب وقت التسخين المسبق والتبريد. سيستغرق النموذج الذي يبلغ ارتفاعه 300 ملم 8 ساعات إجمالاً، بينما سيتطلب النموذج الذي يبلغ ارتفاعه 150 ملم 4 ساعات. تكلفة آلة مزدوجة لكل جزء. قم بتقليل ارتفاع Z للجزء لتوفير المال أو تجميعها معًا. ستساعدك المعلومات في الحصول على صفقة أفضل بشأن تكلفة تصنيع SLS.
كثافة التعبئة تقلل من النفقات العامة لكل وحدة
يؤدي التعشيش التقليدي إلى 8-12% من كثافة التعبئة. تعمل خوارزميات التعبئة الذكية ثلاثية الأبعاد على زيادة كثافة التعبئة بما يتجاوز 15%، وتوزيع النفقات العامة العامة (تسخين طبقة المسحوق، والغلاف الجوي للغاز الخامل) بين عدد أكبر من الأجزاء. يمكنك توفير المال مباشرة: مشروع بكثافة 15% سيكون له تكلفة أقل لكل جزء بحوالي 25% مقارنةً بمشروع كثافة 10%. تعمل خدمة SLS الصناعية التي تستخدم التداخل الخوارزمي على تمرير هذه المدخرات إليك.
علاوة المواد تضاعف التكلفة الأساسية
PA12 بسعر $30-$40/100cm³ قياسي؛ يضيف PA-CF قسطًا بمقدار 3-5x؛ يمكن أن تكلف مادة TPU المتخصصة 10x قسطًا. ولكن إذا كنت تستخدم أجزاء رقيقة الجدران (<2mm) وميزات مجوفة، فإن ذلك يقلل من عامل الحجم، مما يعوض قسط التأمين جزئيًا. اطلب عرض أسعار للكميات بدلاً من عرض أسعار الوزن للاستفادة منه.
التصميم المتداخل يفتح باب التوفير
التعديلات على الهندسة البسيطة، مثل إزالة الرؤوس غير الضرورية، ومحاذاة الأسطح المسطحة، وإدراج زوايا مسودة، ستمكن من التعبئة بشكل أفضل. يؤدي تحسين الكثافة 2% من 13% إلى 15% إلى خفض سعر الوحدة بنحو 13%. يمكنك التحكم في التكاليف الخاصة بك من خلال توفير الأجزاء ذات الهندسة المتداخلة المناسبة في شكل ملفات STL، مما يجعل مشروعك مناسبًا طباعة SLS ثلاثية الأبعاد بأسعار معقولة.
<اقتباس>من خلال معرفة أن ارتفاع Z وكثافة التعبئة يدفعان تسعير SLS، يمكنك إدارة التكلفة حتى قبل بدء الإنتاج. من خلال تحسين اتجاه الجزء، وهندسة التداخل، واختيار المواد، يمكنك توفير تكاليف كل وحدة بنسبة 20%-40%. باستخدام هذه المعلومات، يمكنك تحويل التسعير المبهم إلى متغير يمكن التحكم فيه ويمنحك ميزة تنافسية في إدارة التكلفة.
كيفية تصميم الهياكل الداخلية المجوفة لخفض تكلفة تصنيع SLS بأكثر من ثلاثين بالمائة؟
يستخدم التصميم الصلب لـSLS 40%-60% من المواد المهدرة كمسحوق محصور داخل جدران سميكة. يؤدي تجويف الأجزاء باستخدام الحشو الشبكي إلى خفض حجم الطباعة بنسبة 45% مع الحفاظ على 90% من القوة الهيكلية وخفض تكلفة تصنيع SLS بأكثر من 30%. فيما يلي كيفية تنفيذ هذه الإستراتيجية طباعة SLS ثلاثية الأبعاد فعالة من حيث التكلفة:
استراتيجية التفريغ: الاحتفاظ بنسبة 10%–20% من سُمك القشرة
- تقليل الحجم: استبدل المركز الصلب بهيكل TPMS، مما يوفر أكثر من 45% من المواد.
- الاحتفاظ بالقوة: يثبت تحليل العناصر المحدودة أن هناك ما يزيد عن 90% من الصلابة الأولية.
- فائدتك: يسمح لك تقليل المسحوق المستخدم بتوفير عرض أسعار الطباعة ثلاثية الأبعاد SLS لكل جزء، مما يجعل الهياكل المجوفة مربحة ماليًا للنماذج الأولية.
تصميم مخرج المسحوق: ضمان التعافي بنسبة 100%
- حجم المخرج: ضع فتحات بقطر 3 مم أو أكثر في المناطق السفلية من كل تجويف.
- معدل الاسترداد: سوف يتدفق المسحوق غير المستخدم بحرية لإعادة استخدامه، مما سيساعدك على استرداد حوالي 30% من تكلفة المواد الخام.
- الفائدة التي تعود عليك: سيكون الشركة المصنعة لأجزاء SLS الدقيقة قادرة على اختبار موضع المنافذ التي من شأنها أن تسمح باستخدام SLS ثلاثي الأبعاد لتوفير المواد الطباعة.
السلامة الهيكلية: معلمات الشبكة مهمة
- نوع الخلية: يوفر نظام TPMS الجيرويدي أو الماسي نسبة مثالية من الصلابة إلى الوزن عندما تساوي الكثافة النسبية 15%.
- اتجاه التحميل: يجب محاذاة الدعامات الشبكية مع اتجاهات الضغط الرئيسية لضمان أقصى صلابة للهيكل.
- فائدتك: حل لمشكلتك يوفر نفس الأداء للجزء الصلب ولكن بنصف الوزن والسعر.
من خلال استخدام الأصداف المجوفة (سمك 10%-20%) إلى جانب الهياكل الشبكية TPMS ومنافذ المسحوق التي تبلغ ≥3 مم، يمكنك توفير 45%+ في استخدام المواد مع الحفاظ على قوة 90%. تعمل هذه الإستراتيجية على تقليل تكلفة القطعة بأكثر من 30%، وتسمح باسترداد مسحوق النايلون المكلف، وتحافظ على الأداء الميكانيكي. استخدم هذه الإرشادات لتصميم طباعة SLS ثلاثية الأبعاد ذات هندسة معقدة بشكل فعال.
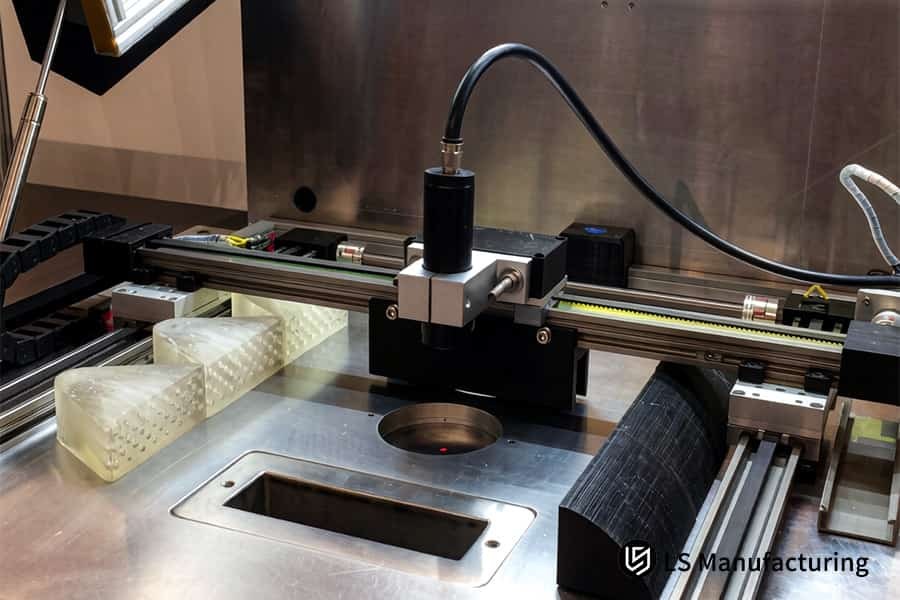
الشكل 4: الطباعة ثلاثية الأبعاد SLS تصنع قالبًا شفافًا باستخدام مسحوق النايلون في المصنع.
تصنيع LS خدمة الطباعة ثلاثية الأبعاد SLS المخصصة للمفصلات المقواة بألياف الكربون للطائرات بدون طيار الفضائية: تحسين الوزن الهيكلي وحل فشل اختبار الحمل
كانت إحدى الشركات الرائدة في صناعة الطائرات بدون طيار تخسر 12% من زمن الرحلة بسبب مجموعات المفصلات المعدنية الثقيلة التي تزن 450 جرامًا (لكل جزء) بتكلفة 350 دولارًا ومدة تصنيع 21 يومًا. قامت شركة LS Manufacturing بحل المشكلة باستخدام تقنيات تحسين الهيكل وتجانس البخار لتطوير حل باستخدام طباعة SLS ثلاثية الأبعاد عالية الأداء:
تحدي العميل
يبلغ وزن المفصلة الأصلية ذات المحاور الخمسة المصنوعة آليًا من سبائك الألومنيوم 450 جرامًا، مما يقلل وقت طيران الطائرة بدون طيار بنسبة 12%. تبلغ تكلفة كل مفصل مخصص 350 دولارًا مع مدة دورة تبلغ 21 أسبوعًا، مما يفرض تجميد التصميمات قبل أسابيع من الرحلات الجوية التجريبية. وقد لوحظ تركيز الإجهاد في منطقة تجويف الدبوس، مما أدى إلى تكوين الشقوق بعد 8000 دورة فقط.
حل التصنيع LS
باستخدام تقنية إعادة بناء الهيكل، استبدلنا المعدن بسمك جدار متدرج 1.5mm-2.0mm بالنايلون المقوى بألياف الكربون. لقد وضعنا 12 مفصلًا في تصميم واحد، باستخدام التعبئة ثلاثية الأبعاد داخل آلة SLS صناعية، ثم قمنا بتطبيق تجانس البخار لإزالة مثيرات الضغط الجزئي. حقق هذا تحملًا للقوة المتناحية بنسبة 15% على جميع المحاور، وذلك بفضل تقنية الطباعة السريعة للنموذج الأولي SLS ثلاثية الأبعاد.
النتائج والقيمة
تم تقليل الوزن النهائي بنسبة 72% من 450 جرامًا إلى 125 جرامًا بينما كان عمر الكلال أكبر من 50000 دورة عند تحميل دوري ±500 نيوتن. تم تخفيض التكلفة إلى 65 دولارًا أمريكيًا (81%) بينما تم تقليل وقت التسليم إلى 48 ساعة، مما يسمح بتكرار التصميم في نفس الأسبوع. كانت تشطيب السطح قادرًا على اجتياز اختبارات الصدمات الحرارية من 85 درجة مئوية إلى -30 درجة مئوية دون امتصاص الماء.
<اقتباس>هذا مثال على كيفية تمكن LS Manufacturing من تلبية الاحتياجات المتضاربة للوزن والقوة والتكلفة والسرعة من خلال علم المواد وهندسة العمليات. يتيح لنا استخدام SLS وتنعيم البخار توفير حل قادر على تلبية متطلبات الفضاء الجوي. بالنسبة لمشاريع المركبات الجوية بدون طيار المهمة، نقدم طباعة SLS ثلاثية الأبعاد للمهام الحرجة والتي تقلل التكلفة الإجمالية للملكية.
من 450 جرامًا من الألومنيوم بسعر 350 دولارًا أمريكيًا مع مهلة 21 يومًا إلى 125 جرامًا من النايلون من ألياف الكربون بسعر 65 دولارًا أمريكيًا مع التسليم خلال 48 ساعة. هل أنت مستعد لتحقيق نفس الوزن والتوفير في التكلفة على مفصلات الطائرات بدون طيار الخاصة بك؟ اطلب عرض أسعار محسّن هيكليًا اليوم.

الأسئلة الشائعة
1. ما هو مستوى التسامح الهندسي الذي يمكن أن تحققه الأجزاء المطبوعة ثلاثية الأبعاد SLS المخصصة؟
بالنسبة لأبعاد X/Y التقليدية، يضمن تصنيع LS تفاوتات تصل إلى ±0.1mm إلى ±0.15mm؛ من خلال تطبيق تعويض تحديد الموقع الثانوي الخاص، يمكن أن تصل الأجزاء الدقيقة إلى قيمة التسامح ±0.05mm. يتم ضمان هذه الدقة من خلال المراقبة أثناء العملية والفحص النهائي لـ CMM.
2. لماذا لا تتطلب الطباعة SLS 3D عادةً هياكل دعم، وما هي مزايا العملية؟
تقنية SLS تستخدم المسحوق غير الملبد الذي يحيط بالمكون ليكون بمثابة نظام دعم في الموقع للجزء. فهو يسمح بمكونات البناء التي تتميز بقنوات مجوفة وحتى المكونات العائمة ذات التراكبات العشوائية دون الحاجة إلى القلق بشأن إتلاف السطح أثناء إزالة الدعم.
3. ما هي نسبة خلط المسحوق المعاد تدويره (نايلون PA 12) الذي تستخدمه شركة LS Manufacturing، وهل تؤثر على القوة النهائية؟
في هذه الحالة، نحافظ بشكل صارم على نسبة 1:1 في الانتعاش (50% مسحوق طازج إلى 50% مسحوق معاد تدويره)، ويتم ذلك من خلال أبراج تجفيف مستوردة يتم التحكم في درجة حرارتها جميعًا. خسائر قوة الشد منخفضة. في الواقع، لم يتم تحقيق سوى نطاق تباين قدره 5% هنا.
4. ما هي المعالجة اللاحقة الخاصة المطلوبة لصمامات TPU المرنة المخصصة التي يجب أن تكون مقاومة للماء ومحكمة الغلق؟
لاعتبارات مقاومة للماء والهواء، تقترح شركة LS Manufacturing تشطيب بخار كيميائي خاص لأجزاء TPU. يعمل بخار المذيب على إعادة تدفق المسام الدقيقة الموجودة على السطح ويغلق الشبكة الشبكية الدقيقة الداخلية بحيث يكون الجزء قادرًا على مقاومة ضغط الماء الذي يزيد عن 1.5 ميجا باسكال.
5. عند اختيار خدمة طباعة SLS ثلاثية الأبعاد، كيف يمكن تغيير لون سطح المنتج النهائي بسرعة وفعالية من حيث التكلفة؟
يحتوي تصنيع LS على نظام صباغة متعدد القنوات وعالي الضغط ودرجات الحرارة العالية. تخترق الصبغة المادة بعمق موحد يبلغ 0.2 مم تحت سطح أجزاء النايلون؛ ولن يسقط اللون بسبب الاحتكاك على عكس الممارسة الشائعة المتمثلة في رش الطلاء.
6. غالبًا ما تحتوي أجزاء النايلون المقوى بألياف الكربون (PA-CF) عالية الصلابة على نسيج سطحي خشن؛ كيف يمكن تحسين خشونة السطح؟
بعد ذلك نقوم بتنظيف مكونات ألياف الكربون باستخدام السفع بالخرز الزجاجي للتخلص من المسحوق السائب وإجراء التلميع الكيميائي بالبخار. ونتيجة لذلك، يتم تقليل خشونة السطح (Ra) من القيمة الأولية البالغة 6.5μm إلى أقل من 1.5μm دون المساس بالصلابة العالية النموذجية للمادة.
7. هل تتعرض أجزاء النايلون المطبوعة بتقنية SLS ثلاثية الأبعاد للتشوه بسبب امتصاص الرطوبة بعد الإنتاج؟
تميل جزيئات النايلون بشكل طبيعي إلى أن تكون محبة للماء قليلاً. للتجميع الدقيق في بيئة رطبة ودرجة حرارة عالية، توفر شركة LS Manufacturing خدمة طلاء نانو كاره للماء بعد المعالجة. وبالتالي، سيكون امتصاص الماء منخفضًا جدًا ( ≥0.5%) مما يحافظ على ثبات ممتاز للأبعاد طوال الوقت.
8. ما هو الحد الأدنى القياسي لكمية الطلب (MOQ) لمشاريع الطباعة ثلاثية الأبعاد SLS في LS Manufacturing؟
يتم دعم التصنيع الرشيق من خلال طريقة الإنتاج المباشر بدون قوالب؛ ولهذا السبب لا يوجد حد أدنى لكمية الطلب في شركة LS Manufacturing (MOQ = قطعة واحدة). ما عليك سوى إرسال ملفات CAD (.STEP أو .STL) وستحصل على عرض بشأن تصنيع SLS تنافسي من خلال تحليل أسعار سوق دبي المالي خلال ساعتين.
الملخص
تستلزم خدمة الطباعة ثلاثية الأبعاد SLS إجراءً معقدًا لإعادة الهيكلة الحرارية والميكانيكية عن طريق التلبيد المادي. قد يؤدي أي انحراف بسيط في درجة الحرارة إلى عطل كامل في النظام أثناء تشغيل اختبار الكلال. يستخدم تصنيع LS لدينا آلات SLS صناعية عالية الجودة تتضمن تحليل البلورات الدقيقة، واختبار إحكام الهواء واختيار المواد التي تتضمن PA 11، وPA 12، وPA-GF، وPA-CF، وTPU - لضمان النظائر الجزيئية وقوة الشد المماثلة لتلك التي يتم الحصول عليها عن طريق القولبة بالحقن.
هل أنت قلق بشأن الوزن الزائد للجزء أو توقف خط التجميع بسبب عطل المواد؟ ثم انقر ببساطة على "الحصول على عرض أسعار فوري" وقم بتحميل ملف STEP/IGS. في غضون ساعتين، سيقدم لك كبار مهندسي التطبيقات لدينا تحليل جدوى مجانيًا لـ DFMA لطباعة SLS، وتوقعات دقيقة لتقليل الوزن وعروض أسعار لتصنيع الدفعات المتدرجة وفعالة من حيث التكلفة.
📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني:https://lsrpf.com/
إخلاء المسؤولية
محتويات هذه الصفحة هي لأغراض إعلامية فقط.خدمات تصنيع LSلا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحتها. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. إنها مسؤولية المشتري.تتطلب قطع الغيارالاقتباس حدد المتطلبات المحددة لهذه الأقسام.يُرجى الاتصال بنا للحصول على مزيد من المعلومات.
فريق تصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. لدينا أكثر من 15 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العاليةالتصنيع باستخدام الحاسب الآلي،تصنيع الصفائح المعدنية، ثلاثية الأبعاد الطباعة،القولبة بالحقن.ختم المعادن، وغيرها من خدمات التصنيع الشاملة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع حديث ذو 5 محاور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. وهذا يعني كفاءة الاختيار والجودة والاحترافية.
لمعرفة المزيد، تفضل بزيارة موقعنا على الويب:www.lsrpf.com
