CNCフライス加工サービスでは、ブラインドタッピング工程において、有効長が70%に達しない、タップ破損率が15%を超える、穴や底面の仕上げが不十分といった問題に直面しています。さらに、バッチ間の品質のばらつきも大きく、歩留まりは80~ 85%にとどまっています。これらの問題をすべて克服するため、ブラインドタッピング工程に関する科学的なアプローチの開発に取り組んでいます。
これにより、LSマニュファクチャリングが開発した200件以上のブラインドホールタッピング事例研究と158のプロセスからの情報が効率化されます。ボトムタップの最適化により、有効長さが95%に達し、タップの寿命が3倍になり、歩留まり率が99.5%になります。上記で述べたすべての要素は、当社のボトムタッピング最適化サービスで効果的に対処され、高品質な加工結果を保証します。
クイックリファレンス表:CNCフライス加工と高性能ブラインドホールタッピング
| セクション | 主要内容(要約) |
| 問題(内容) | ねじ山が不完全(長さ70%未満)、タップ破損率が高い( 15%超)、穴底の品質が悪い、バッチの一貫性が低い、歩留まり80~85% 。 |
| 根本原因(なぜ) | 科学的な手法は一切用いられなかった。穴の底の形状や適切なタップなど、重要な要素は考慮されなかった。 |
| コアソリューション(方法) | データ駆動型最適化> 200件の事例、158回のテスト。特に底面の形状とツールセットに関して、科学的なシステムを確立する。 |
| ステップ1:穴の準備 | 切りくず排出とタップ挿入のためのスペースを確保するため、専用の底面形状(平らなドリル先端、制御されたパイロット深さ)を設計する。 |
| ステップ2:選択をタップする | 面取りが短く、らせん状の先端を持つ底付きタップ。コーティング/基材の強度と潤滑特性を最適化します。 |
| ステップ3:パラメータ | 低速加工、DFM(設計製造性)、送り速度の低減に加え、剛性の高いツールホルダーによるサポート、シンクロ機構、そして正確なペッキングサイクルが採用されています。 |
| 工具と材料 | 平型ドリル、最適化された底付きタップ、剛性ホルダー、高圧クーラント。 |
| 結果 | 有効ねじ長さ95%以上、タップ寿命3倍、初回加工歩留まり99.5%以上、一貫したバッチ品質。 |
当社がCNCフライス加工サービスを通じて直接提供するソリューションの実際の問題点は、ブラインドホールタップに関する主要な問題を軽減するのに役立つ、ほぼ完全なねじ山生成の問題です。これは95%以上を占め、タップの不良率を3分の1に削減し、ロット間の一貫性を高め、効率的な運用のために99.5%の初回パス率を達成するのに役立ちます。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
オンラインには、個人が経験する必要のあるCNCフライス加工の全工程について解説した記事が数多く掲載されています。しかし、私たちが他社と一線を画すのは、その情報が教室で学んだものではないという点です。理論と現実が交錯する現場、インコネルやチタンといった厳しい素材の扱いに直面した経験に基づいた、実社会での視点から得られたものです。また、私たちの情報は、米国製造技術者協会(SME)などの組織の基準に準拠していることも特筆すべき点です。
当社の部品が受ける条件は極めて過酷です。寸法精度が最優先される航空宇宙部品、表面仕上げが重要な医療機器部品、ミクロンレベルの公差が文字通り必須となる光学部品などを想像してみてください。しかしながら、当社はこれらの難題を何とかして容易に克服し、米国国立標準技術研究所(NIST)の測定規格を適用・遵守することで、扱いの難しい材料や複雑な設計を扱うための最適な方法を習得してきました。
当社が適用できるプロセスは、生産現場のプレッシャーの中で定期的にその有効性が実証されているものです。当社は、その仕組みを実証しただけでなく、最小限の労力で最高の成果を上げる方法を皆様にもお示ししました。これは、皆様が期待するような味気ない理論的なアドバイスではなく、正確かつ巧みに業務を遂行するために、今すぐにでも活用できるアドバイスです。

図1:LS Manufacturing社による、底付きタップを用いた精密なCNC止まり穴ねじ切り加工
標準的なタップでは、止まり穴の底まで完全にねじ切りできないのはなぜですか?
止まり穴ねじ切りの欠点の1つは、標準タップを使用して止まり穴の底に完璧なねじ山を切ることができないことであり、必要なねじ山の最大30%が不完全にねじ山されたまま残ってしまうことです。接合される部品の品質と最終的な接合部の品質は、特定の機能の使用と直接関係があります。非常に特殊な技術は次のとおりです。
精密な底面処理
しかし、この工程はタッピングの前に行われ、精密なCNCフライス加工で底面が平らな特殊なパイロット穴を開ける必要があります。加工の深さは正確に把握していますが、穴のねじ山の深さまで、実際のタップにある正確な面取りまで、 0.1~0.3mmのクリアランスを加えた深さまで加工します。この工程により、底面の終端部分に、ボトミングタップの精密な加工を開始できるスペースが確保されます。
戦略的なタップ選定
さらに、当社では独自のショート面取りボトミングドリルタップを使用しています。当社のドリルタップのコーティングには、TiAlNなどの化学物質が含まれています。違いは、1.5~2ピッチのショート面取りが施されている点にあります。当社の標準ドリルは、面取りのためにドリルビットの底で0.5ピッチもの切削屑が無駄になるなど、かなりの切削屑が発生します。このドリルビットは3~4ピッチの面取りが施されています。この面取りは、硬い基材に穴あけ加工を行う際に、たわみを抑制するのに役立ちます。
安定性を最適化する加工パラメータ
CNCタッピングサービスの提供において、成功に必要な条件を満たすためには、パラメータを正しく設定する必要があります。パラメータとは、表面速度と送り速度であり、タッピング加工を受けるワークの底部に工具が近づくにつれて工具に作用する力を制限するために、これらの値を低減します。さらに、リード誤差の発生を防ぐために、ツールホルダは一定の剛性を備えている必要があります。加えて、SMEが提案する工具構成に基づいて、適切なペッキングサイクルを設定する必要があります。
実装および検証プロトコル
それぞれの製品は、検証ステップと呼ばれるプロセスを経ます。検証プロセスでは、高速フライス加工試験片を用いた試験運転によって、複数の試験片を用いてアプリケーションのテストを行います。これらのアプリケーションが個別に生産に導入される前に、各アプリケーションの最初の部分が試験にかけられ、ねじ山の形状に示された微細な詳細、および設計図面との整合性が検証されます。
この方法論は一般的な理論にとどまらず、段階的な全盲穴ねじ切り加工の構築中に、検証済みのプロセスアプローチを実現できるという点で、より広範な応用が可能です。提供されるCNCフライス加工サービスには、既存の主要な制約に対処するために必要な要件を満たすことができる特殊工具を使用した、穴作成のための高精度な構築方法論が含まれています。

材質に基づいて底タップの形状を選択する方法
適切なボトミングタップの選択ガイドの選択は、ブラインドホールねじ切り加工を成功させる上で非常に重要です。不適切な形状は、高トルク、摩耗率、およびねじ切り材の表面品質の低下につながります。この文書は、CNCフライス加工における複雑な加工において工具寿命を考慮し、適切なボトミングタップを選択するための直接的な方法論を適用した結果を網羅するように項目化された、徹底的な切削加工の調査結果から得られた関連する経験的事実をまとめたものです。
| 素材カテゴリ | 推奨タップタイプとキー形状 | 定量化されたパフォーマンス向上 |
| アルミニウム合金 | スパイラルフルートタップ(すくい角10~12°、逃げ角8~10°)。 | 切削トルクを約25%低減し、切りくずの詰まりを防ぎます。 |
| ステンレス鋼(例:304) | スパイラルポイントタップ(すくい角7~9° 、逃げ角6~8°)。 | バッチ生産において、工具寿命を200穴から600穴に延長します。 |
| 鋳鉄 | ストレートフルートタップ(すくい角5~7°、逃げ角4~6° )。 | 耐摩耗性に優れているため、2~3倍の長寿命を実現します。 |
| 高温合金 | 強化コアを備えた、高級コーティングのらせん状先端蛇口。 | 要求の厳しい航空宇宙部品の精密フライス加工における信頼性を保証します。 |
この実用的なガイドは、ユーザーがさまざまな材料に適用可能な切削メカニズムに基づいて、ねじ切り工具の選択に関して効果的かつ実行可能な決定を下せるようにし、競争力のある高付加価値のフライス加工用途で求められるCNCタッピングサービスで望ましい性能を効果的に達成できるようにします。
止まり穴のねじ切り加工時にタップの破損を防ぐための切削パラメータの最適化方法とは?
止まり穴タッピング加工における破損は生産停止につながり、ひいては製造工程におけるコスト増を招きます。しかしながら、当社が開発した最適化モデルは、最適化によって切削時の破損を解消し、破損率を12%から0.5%に低減することで、製造工程において5,000個のエンジンヘッドを破損なく連続加工することを可能にします。
材料固有のパラメータ最適化
当社では、あらゆる材料に適した切削速度と送り速度を設定し、過負荷を防ぎ、スムーズな切削を実現します。当社の精密タッピングサービスには、これらのすべての要素が組み込まれています。
- アルミニウム合金:切削速度20~30m/分、送り速度0.8~1.2mm/回転で効率的な切りくず除去が可能。
- ステンレス鋼の場合:加工硬化を避けるため、速度8~15m/分、送り速度0.6~1.0mm/回転。
- 鋳鉄の場合:切削速度12~18m/分、送り速度0.7~1.1mm/回転で工具摩耗のバランスを取る。
段階的給餌戦略の実施
段階的な送り込み技術を用いることで、係合度合いを調整するとともに、トルクスパイクの発生を低減します。これにより、破損の原因となる急激な応力の発生を防ぎます。
- 送り制御:徐々に切削を進めるため、1回転あたりの送り量をピッチの0.8~1.2倍に制限してください。
- モニタリング:リアルタイム調整を使用して精度を維持し、 CNCフライス加工ガイドに合わせて一貫した操作を行います。
実世界での応用と成果
当社は、様々な目的を達成するために、産業現場向けにソリューションを展開しています。当社のCNCタッピングサービスは、 CNCフライス加工などの複雑な作業において、再現性を保証します。
- 事例研究:自動車エンジンヘッドの製造において、 5000個の部品に使用されたパラメータで、破損はゼロでした。
- 結果:骨折率は0.5%に低下し、効率が向上した。
当社のモデルをご覧いただければ、 CNCフライス加工プロセスの最適化における当社の技術的専門知識をご理解いただけるでしょう。タップの破損といった問題の解決に役立つガイドラインを提供することで、生産性において競合他社と同等のCNCタッピングサービスの基準を確立しています。
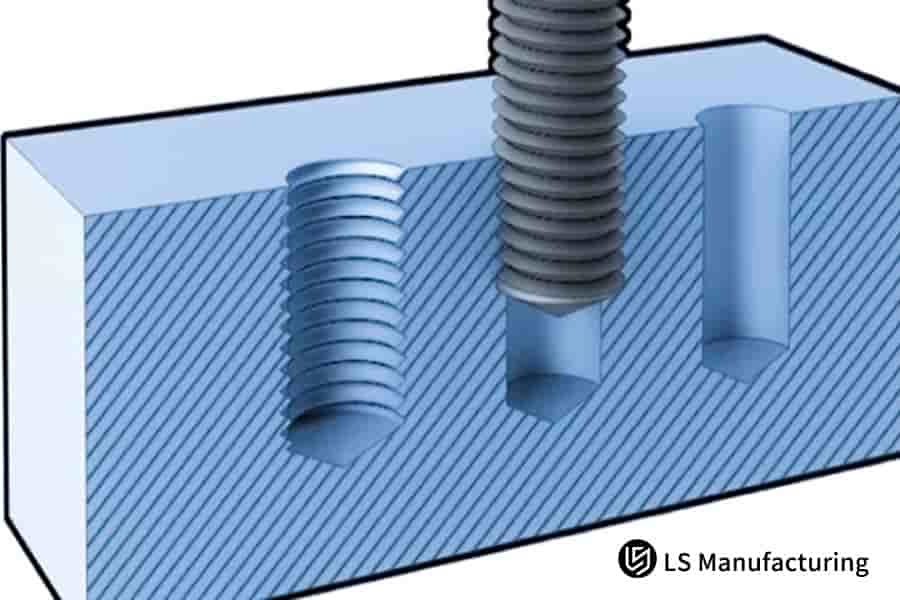
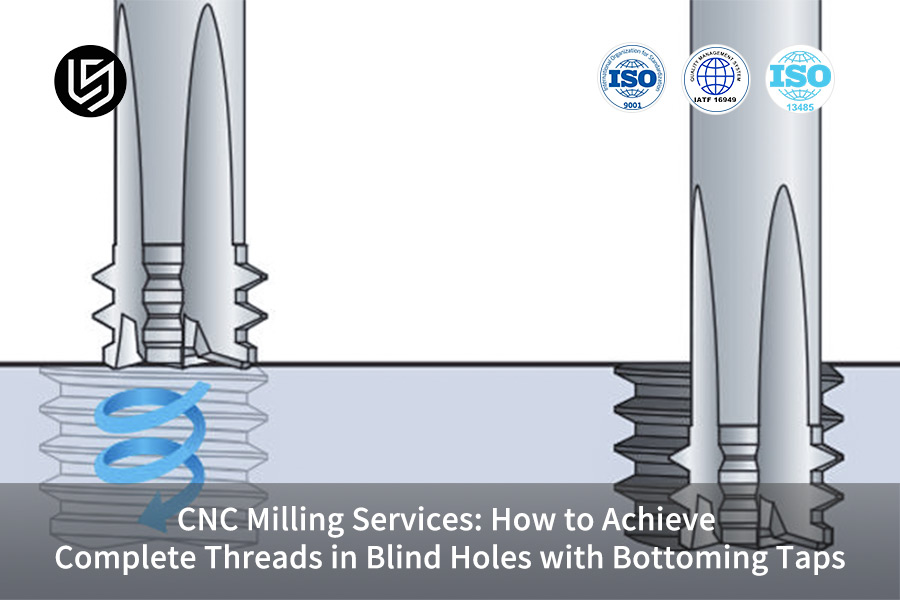
図2:LS Manufacturing社によるCNCボトミングタップを用いた止まり穴加工プロセス
止まり穴の底部構造設計は、タッピング品質と工具寿命にどのような影響を与えるか?
止まり穴でも、切りくず除去と工具底部(工具の終端点とも呼ばれる)における工具応力という主要な問題を解決できれば、高品質のねじ山が得られます。止まり穴底部の形状は、ねじ山の形成と工具寿命に最も大きな影響を与えるため、非常に重要です。ねじ切り加工の種類は以下のとおりです。
戦略的な救済策によるツールの影響軽減
主な問題点は、切削終了時にタップが底付きして固い床面に接触してしまうことです。解決策は、必要な深さより0.3~0.5倍のピッチに相当する深さまで、計画的に逃げ溝を設けることです。この計算された空間は、精密に制御されたCNCフライス加工によって、サイクル終了時の軸方向圧力を除去し、止まり穴のねじ切り加工における主な失敗原因である工具のたわみや破損を防ぎます。
制御された面取りによる応力集中の解消
内部の鋭角は応力を最大化するための重要な要素であるため、目的を達成するには、最終的な底面面取り( 0.2~0.3mm )を採用する必要があります。設計要素のシンプルさは重要であり、切削加工中に加えられる力を均等に分散させるために精密フライス加工中に実装することで、作業環境周辺に微小亀裂が発生する可能性をなくし、タップの先端部の応力を大幅に低減します。
要求の厳しいアプリケーションにおける実証済みのパフォーマンス
このようなプロセスの有効性は、高リスクのフライス加工プロセスで実証されています。例えば、深さ対価格比が4:1であるタップ加工材料の寿命を延ばすために、このような精密な幾何学的底面を使用することで、マーティンズ社が経験してきたように、最大150個の穴を最大210個の穴に加工できるようになり、同時に99.5%の一貫した品質を維持しています。
当社の権威の基準は、ブラインドホールねじ切り技術の欠陥を根本から機械的に徹底的に分析し、その欠陥を完全に解消するために、惜しみなくねじ切り前の形状に関する規定を明確化し、実行する当社の完全な力と能力にあります。競争における当社の地位の基準は、他社が約束できない、あるいは約束しようとしないレベルの信頼性に対して、惜しみなく揺るぎない適用レベルを提供する当社の絶対的な力にあります。
CNCタッピングサービスは、どのようにして止まり穴ねじの一貫した精度を保証するのですか?
CNC加工でこれほどの精度で止まり穴ねじを加工するには、非常に重要な技術的課題が伴います。止まり穴加工における変動要因としては、工具のたわみや機械の経年劣化などが挙げられます。LS Manufacturingでは、リアルタイムの検査と検証パラメータを用いたクローズドループ精密加工というアプローチにより、止まり穴ねじ加工の基本的なパラダイムに挑戦しています。
精密機械のセットアップ
- 同期リジッドタッピング:提案された手法では、完璧なタップ位置決めのために、スピンドル方向精度±0.01度のリジッドタッピングサイクルが実装されています。
- 最適化された送り速度:さまざまな材料に対するパラメータが適切に設定されており、高精度なCNCねじ加工プロセスが保証されます。
リアルタイムプロセス監視
- トルク制御:この監視システムはトルクレベルに基づいてリアルタイムで補正を行うことができるため、精密タッピングサービスに欠陥が生じることはありません。
- 衝突保護: 精密フライス加工を受ける部品および工具に異常なトルクが感知されると、動作を停止します。
体系的な品質検証
- 定期検査:継続的な精度を確保するため、 50個ごとに寸法検査を実施します。
- データ駆動型安定性:これにより、プロセスがCPK ≥ 1.67を維持し続けることが保証され、当社のCNCフライス加工サービスプロセスの能力が確認されます。
この包括的なアプローチは、精密製造における当社の技術力の高さを物語っています。当社は、前述の要素を実現することで、お客様に重要なメリットをもたらし、揺るぎないねじ精度を保証するソリューションを提供しています。当社は、CNCねじ加工における品質基準を確立する成果物の提供を最優先事項としています。
様々なボトミングタップの主な違いは何ですか?
ねじ切り工具の性能、特に止まり穴での性能は、種類によって大きく異なります。タップの底付き形状の選択は、サイズに応じて、成功率や工具寿命を左右します。したがって、この文書は、比較試験の結果を提示することを目的としており、 CNCタッピングサービスに最適な工具を選定する際に役立つでしょう。
| タップ仕様とアプリケーション | 主要業績評価項目と根拠 |
| マイクロホール(例:M2-M3) | 4枚刃の設計により、医療機器の精密タッピングにおける初回加工歩留まりが75%から98%に向上しました。これは、剛性の向上により、より小さなパイロット穴でのたわみが防止されるためです。 |
| 大径穴(例:M12) | 6枚刃の最適化された工具を使用することで加工速度が30%向上し、鉄系材料を加工するまでの工具寿命が最大800回に延びた。 |
| 汎用型(M4~M8) | バランスの取れた5枚刃の工具設計は、標準的なCNCタッピング加工の大部分において、切りくずの排出スペースと工具の健全性に関して最適な妥協点を提供できる可能性がある。 |
データ自体が、穴の微細な形状における剛性を考慮したタップ選定方法と、大径加工におけるフルート設計による切りくず制御方法の決定を左右します。繰り返しになりますが、タップ固有のニーズに焦点を当てることが、当社のCNCタッピングサービスの基盤となる開発の鍵となります。これは、万能なタップという考え方から脱却し、ねじ切り工具を単なる消耗品ではなく、エンジニアリングツールへと進化させることを意味します。
図3:LSマニュファクチャリングによるブラインドホール入口チッピングのCNCタッピング工程図
クーラントの最適化は、止まり穴タッピングの品質向上と工具寿命の延長にどのように役立つのか?
その使用効率と有効性は、周辺的な問題ではなく、完全に制約された状況下で行われる止まり穴ねじ切り加工における主要な問題として浮上してきた。広く採用されたフラッド式冷却システムは、故障しやすく、切削工具の使用効率と有効性を早期に低下させることが判明した。 この議論は、競争力のあるCNCタッピングサービスに関する特定のプロセス変数に関連して、システムの機能性と使いやすさを刷新するための具体的な方法論に関するものです。
摩擦制御のための材料別流体配合
解決策の最初のステップは、供給システムではなく、適切な流体化学組成を選択することです。ステンレス鋼やチタンなどの加工が難しい材料の場合、極圧添加剤で強化された純油または半合成エマルジョンを使用する必要があります。添加剤の成分は、高温高圧条件下で反応して潤滑膜を形成します。タップの切削刃の焼き付きや粘着摩耗が抑制され、工具寿命が延びます。これにより、精密タッピング加工対象物の表面仕上げが向上します。
切削屑排出のための高圧スルーツール搬送
深い止まり穴のねじ切り加工では、穴を冷却するだけでは不十分です。そこで、ボトミングタップを通して高圧( 3~5MPa )のスピンドル貫通クーラントを供給します。この強力なジェット流は2つの機能を発揮します。1つ目は、切削領域に効果的に浸透して熱を放散すること、2つ目は、切りくずをフルートに沿って勢いよく排出することです。これにより、タップ破損の主な原因の一つである穴底での切りくずの再切削や詰まりを防ぎます。このため、前述のように、中断のない同期タッピング加工が可能になります。
航空宇宙グレードの機械加工における実証済みの性能
これは、 Ti-6Al-4VのM8 ブラインド穴加工において実証されています。工具を通して4 MPa 、 15 L/min のEP 強化クーラントを供給した結果、切削トルクが20%低減され、表面粗さがRa 1.6μmに改善されました。最も重要なのは、タップ寿命が工具 1 つあたり 50 穴から 120 穴に向上し、 140% の増加となったことです。以下のデータは、最適化された冷却が、熱蓄積と切りくず干渉というコア故障モードの両方に直接対処できることを裏付けています。
これは、当社がクーラントを単なる消耗品ではなく、パラメータとして設計しているという点で、当社の競争優位性を明確に示しています。流体化学と高圧供給を組み合わせることで、止まり穴ねじ切りにおける熱、切りくず排出、摩擦係数といった問題に対処する際に生じる固有の困難を解消しました。この技術こそが、当社のCNCタッピングサービスにおける品質の定義です。
大量生産における止まり穴ねじ切り加工の品質管理を確立するにはどうすればよいか?
大量生産における盲穴タッピングのための堅牢な品質監視システムを確立することは極めて重要です。LS Manufacturingの手法は、SPC、リアルタイムの工程内監視、および予測ツール管理を統合することで、 CNCねじ加工における卓越した一貫性と欠陥削減を実現します。その核心的な価値は、従来検査に大きく依存していたプロセスを、制御可能で予測可能、かつ非常に信頼性の高いオペレーションへと変革することにあります。
SPC駆動型プロセス制御
- 構造化サンプリング: GO/NO-GOねじゲージを使用して、 50個ごとに部品を検査し、明確な適合性を検査します。
- トルク監視:ドリル加工予定の実際のタップトルクをリアルタイムで監視し、定義された範囲+15%から外れた場合にアラームを発するように定義されています。
プロセス内計測とデータ統合
- リアルタイム検証:これは、インラインプローブまたはビジョンシステムを統合することで、加工後のねじの深さ/位置の検査を自動化する機能を実現するものです。これにより、100%の検査が可能になります。
- クローズドループ補正:システムは、CNCフライス加工装置の位置が仕様から外れつつある傾向が見られる場合、自動的に位置を調整します。
予測ツールのライフサイクルと変更管理
- 寿命追跡:当社は、CNCフライス加工管理システムに基づいて、キャビティレベルまでのタップの寿命を追跡し、タップの摩耗による欠陥を回避するために、規定の寿命に達する前にタップを交換するシステムを開発しました。
- パフォーマンスに基づく交換:このツールは、パフォーマンスの傾向を監視することも目的としており、パフォーマンスに影響が出たときに重要なツールの交換リマインダーを発行するように促し、当社の特定の精密タッピングサービスを最適化します。
このシステム群は、この分野における当社の技術的リーダーシップを表しており、重要なデータをマイニングして、アクティブ制御プロセスにおける検査基準を超える結果をもたらすことができる成果を達成し、顧客層向けの大規模な品質製造に関するソリューションを提供し、初回合格率>99.5% および PPM<500を提供するソリューションを通じて、大量生産における予測不可能な品質という根本的な問題を解決します。

図4:LS Manufacturing社によるCNC加工における底付きタップを用いた精密ねじ切り
LSマニュファクチャリング航空宇宙部門:エンジンマウントブラインドホールタッピングプロジェクト
エンジンマウント用のインコネル718などの硬化材料を加工する場合、効果的な全深さの止まり穴ねじ切りを実現することは常に非常に特別な課題となります。しかし、製造における主要な問題と、安全性および実現可能性に関するその影響は、LS Manufacturingの航空宇宙顧客における品質とコストの問題が、LS Manufacturingの精密CNCフライス加工サービスを含むサービス範囲を通じて解決された事例で提示されたジレンマを裏付けています。
クライアントの課題
あるメーカーは、インコネル718製エンジンマウントにM10x1.5のねじを加工する際に問題を抱えていました。従来の加工方法では、ねじの深さが不均一で、有効長さが70%を下回り、底付きタップからの寿命はわずか50穴でした。そのため、初回加工歩留まりは82%にとどまり、頻繁な手直しやプロジェクトの遅延が発生し、コストが増大した結果、非常に重要なエンジンアセンブリの生産スケジュールを守ることができなくなっていました。
LSマニュファクチャリングソリューション
提案されたソリューションに含まれるイノベーションは、以下のイノベーションから構成されています。切削工具として耐高温性プレミアム粉末冶金HSSボトミングタップの指定、切削速度12m/分およびペッキングサイクルによる切削条件の最適化、動作に合わせて設計された底部に0.4mmの逃げ部を有するパイロット穴設計のイノベーション、および切削工具を介して5MPaの流量で高圧クーラントを供給するイノベーション。
結果と価値
再設計されたプロセスは非常に効果的で、タップ1本あたりの穴数が200%増加して150個に改善されたほか、有効長さが95%に達し、初回の試みで歩留まりが99.6%にまで大幅に向上するという成果が得られました。クライアントにとっては、リードタイム短縮によるコスト削減が60万円(1対1で40%)にも達し、ミッションクリティカルな飛行資材の納期遵守を確実にするための大きなボトルネックが解消されました。
製造現場の業務を体系的に理解してきた結果、当社は主要な製造上の問題に対処する能力を身につけてきました。CNCフライス加工サービスなどのリソースを提供するサプライヤー/プロバイダーとして認識されていますが、止まり穴ねじ切り加工といった重要な業務にも対応できる能力を備えています。
深穴ねじ切り加工におけるボトルネックを克服し、効率と歩留まりを即座に向上させます。

CNCタッピング加工サプライヤーの総合的な技術力をどのように評価すればよいか?
基本的なハードウェア評価にとどまらず、効率的な問題解決といったシステム的な課題に対処するシステム的な潜在能力を評価することは、ブラインドホールねじ切り加工などの用途で特に重要となるCNCタッピング加工や、高い効率性が求められる加工など、様々な機能に適したサプライヤーを選定する上で極めて重要です。上記のような目的、そして当該企業が単に最先端技術を代表する企業ではなく、真のエンジニアリングパートナーであるかどうかを判断するために、当社の主要な評価基準は以下のとおりです。
プロセスと測定能力の検証
基盤となるのは、検証可能なプロセス管理です。有能なパートナーであれば、ねじの品質をどのように保証できるかという質問に答えてくれるでしょう。客観的な証拠は、例えば±0.002mmの精度を持つねじゲージを用いた、定評のある測定システムを適用することで得られます。これは、初回製品検査(FAI)や統計的プロセス管理(SPC)の実施に不可欠です。重要なのは、この精度が上流工程にも及ぶことです。CNCフライス加工サービスでは、正確な位置とサイズのパイロット穴を確立する必要があります。これは、精密なねじ切り加工を成功させるための絶対的な前提条件だからです。証明書だけでなく、サンプルデータレポートも要求しましょう。
データ駆動型プロセス設計の導入
推測ではなく、体系的な開発の証拠を見てください。一般的なサプライヤーは、独自のボトミングタップ選定ガイドと、過去の加工履歴データベースを保有しています。材料とタップの組み合わせごとに使用される速度、送り速度、クーラントなどの文書化されたパラメータを使用することで、プロジェクトの開発期間とリスクを最小限に抑えることができます。新しいインコネル部品に関する適切なソリューションは、過去のパラメータを検証することによって導き出されたものであり、推測から始まったものではありません。
積極的なツールおよび生産管理の導入
技術的な深みは、運用面にも及びます。彼らの運用では、工具寿命の事前管理や機械の状態、切削トルクをリアルタイムでどのように管理しているのでしょうか?同様に、生産バッチの途中で工具の変更を未然に防ぐために、工具の使用状況は監視されているのでしょうか?これらの運用は、より高度なCNCフライス盤での同期タッピングルーチンによってさらに促進され、技術的に健全なプロセスを、歩留まりが99.5%という驚異的なレベルに達する超安定した生産セルとして運用可能にしています。
最後に、当社はパートナー企業を総合的なシステムに基づいて評価しています。精密なフライス加工能力から、統計に基づいた工程計画、そして自社工程の管理に至るまで、あらゆる側面を考慮しています。ここに当社の競争優位性があります。単に設備面で盲穴ねじ切りに関するご質問にお答えするだけでなく、ねじ山の精度、工具への投資、そして大切な製造工程における規制遵守要件を確実に満たすためのシステムに基づいてご回答いたします。
よくある質問
1. ボトミングタップは、止まり穴の底まで完全に加工できますか?
ボトミングタップは品質が優れているため、穴の底部からピッチの0.5倍の距離までねじを切削することができ、実質的に95%のねじ長として機能し、通常のタップよりも20~25%長く加工できます。
2. ステンレス鋼の止まり穴にねじ切り加工を行う際、最適なタップパラメータを選択するにはどうすればよいですか?
ステンレス鋼の場合、すくい角が7~9°のコバルト高速度鋼製のスパイラルポイントタップを使用し、切削速度を10~15m/分とし、EP添加剤を含む切削油を使用することで、工具寿命を2~3倍に延ばすことが推奨されます。
3. 深穴のタッピングにおける深さ対直径比の最大値はどれくらいですか?
内部冷却タップ比と合わせて最大5径の比率を実現し、さらに特殊な延長冷却タップを使用すれば8径という驚異的な比率も可能になります。所望の品質を達成するには、高圧冷却と供給戦略が必要です。
4. 小径の止まり穴にねじ切り加工をする際に、タップの破損を防ぐにはどうすればよいですか?
M3以下のサイズの場合、4枚刃設計が推奨されます。この場合、切削速度は15~20m/分、送り速度はピッチと回転数の0.8倍となります。切削トルクの変化をリアルタイムで監視できるため、破損率を0.5%未満に抑えることができます。
5.量産における止まり穴タッピングの品質安定性を確保するにはどうすればよいか?
量産においては、トルク変動が-15%から+15%の範囲内であり、CPK値が1.67を超えることを確認するために、 50個ごとに検査を行い、SPC管理図を作成する必要がある。
6. さまざまな材料の止まり穴タッピングにおける最適な速度範囲をどのように決定するか?
アルミニウム合金:20~30m/分、ステンレス鋼:8~15m/分、鋳鉄:12~18m/分。具体的なパラメータは、穴の直径と深さに基づいて最適化する必要があります。
7. 専門的な盲穴ねじ切りソリューションと正確な見積もりを入手するにはどうすればよいでしょうか?
これには、使用する材料、使用するねじの種類、および要求される精度が含まれます。LS Manufacturingは、 2時間以内に正確な見積もりとともに、詳細な工程計画を提供します。
8. 緊急の盲穴タッピング注文の最短納期はどれくらいですか?
サンプルは通常24時間以内にご提供可能で、少量注文の場合は3~5日以内にご提供いたします。LS Manufacturingでは、迅速な納期対応体制を整えております。お急ぎの場合は、弊社の即時見積もりチャネルから優先製造レビューをご依頼ください。
まとめ
科学的な工具選定方法と最適化された切削加工パラメータおよび加工制御方法に基づき、高品質かつ効率的な止まり穴ねじ切り加工を実現します。LS Manufacturingは、豊富なプロジェクト経験に基づく包括的な技術サポートサービスとフルプロセスサービスを提供することで、お客様の生産プロセスにおける品質と効率の向上を支援します。
専門的な止まり穴加工や即時見積もりをご希望の場合は、お気軽にお問い合わせください。部品の図面情報をお送りいただければ、専門的な技術プロセス分析と正確な見積もりをご提供いたします。止まり穴の材質仕様が複雑な製品については、直接ご相談いただくことも可能です。弊社スタッフが最適なソリューションをご提案いたします。無料の技術相談やサンプル加工については、お気軽に技術相談ホットラインまでお問い合わせください。
実績のある科学的手法で、ブラインドホールのタッピングにおける課題を完璧な結果へと変えましょう!
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


