LS Manufacturing のイノベーションでは、12,000 w クラスのデジタル パルスレーザー切断技術を使用しています。ガス流の厳密な制御と適応経路補償により、HAZ エリアを0.1 mm未満に保ちます。私たちはDFMの検討から量産までのクローズドループの高精度製造プロセスを提供できます。次の技術評価では、EV パワートレイン システム内の物理的制限を克服する独自のデータベースの方法が明らかになります。
EV 用バッテリー ハウジングの製造プロセスに伴う主要な熱的および構造的問題を解決します。 当社の正確なレーザー切断を使用することで、熱歪みを引き起こすことなく、複雑な冷却経路と強力でありながら軽量な構造を作成できます。これにより、EVのバッテリーの温度管理や安全性の品質が向上し、組み立ても大幅に容易になります。
LS Manufacturing のこの技術的なストーリーは、目前の問題を解決するために当社がとっている実践的なアプローチを反映しています。関連するシステムを統合する当社の能力に関する権威を確立し、熱歪みの問題に関連する課題を克服することで、お客様のバッテリー パックの密閉の信頼性を保証できます。 EV バッテリー ハウジングのレーザー切断 に関して当社のビジネスが享受している競争上の優位性は、 レーザー切断サービス を通じて証拠を提供できることにあります。
EV 用の精密レーザー切断により、熱の影響を受けるゾーンを最小限に抑え、構造の完全性を保護するにはどうすればよいですか?
EV バッテリーハウジングの構造は、切断された材料の品質に大きく依存します。製造中に高温により熱影響部 (HAZ) が形成され、亀裂が入りやすくなります。以下は、HAZ の発生を防ぎ、初期強度を維持するための、バッテリー ハウジングの高精度 EV レーザー切断のアプローチについて説明しています。
The application of a closed loop control where the pressure of nitrogen gas used (8-20 bar) is dynamically controlled depending on material thickness and type of cut, ensuring clean molten metal expulsion.
Optimized Beam & Nozzle Alignment
It is essential to align the laser beam and the nozzle in such a way as to achieve coaxial positioning with an accuracy of no more than ±0.01mm in order to achieve high precision EV laser cutting.
Process Parameter Synchronization
Laser power, speed, and gas flow are synchronized according to an optimal set of parameters resulting in surface roughness (Ra) less than 3.2µm.
Elimination of Secondary Processing
Because of a perfectly clean laser cutting process, parts can immediately be used for assembling, which eliminates deburring operations and saves approximately $20 per hour, reducing the risk of short circuits.
<ブロック引用>
The following provides an explanation and documentation of a proven approach that can reduce costs and mitigate risks. This solution involves addressing the client’s challenge of secondary finishing by providing a first-cut, finished-edge technique. The combination of adaptive gas control, proper beam alignment, and parameter lock achieves the precision laser cutting for EV parts with the ability to cut to assemble, which provides a definite advantage.
Why Is Laser Cutting For Battery Thermal Management The Preferred Choice For Complex Multi Alloy Sandwich Plates?
The challenge in complex composites manufacturing, especially in batteries, involves making cuts in varying materials without leading to delamination or any other type of thermal damage. Laser cutting for battery thermal management is far better than others because of its inherent qualities. The below paper shall explain how we process multi-layered substrate materials using our method that plays an essential role in the complex material fabrication:
Dynamic Frequency Modulation Protocol
Our technology incorporates the use of a proprietary dynamic frequency modulation protocol. With varying materials exposed to the laser beam such as aluminum, polyimide, and copper, there will be changes in the frequencies of the laser pulse. This dynamic protocol ensures the highest energy coupling with the material and enables efficient through-cuts with minimal heat generation from advanced laser cutting.
Layer-Specific Energy Input Management
The equipment will automatically regulate the settings that have been established for each material layer inside the stacked plate. The power, speed, and pressure of the assist gas are automatically regulated as the cutting operation transitions from one material layer to the next. The precision provided by such regulation helps ensure that the entire component is cut evenly without overheating sensitive plastics and producing crisp edges on conductive metals.
Advanced Fixturing for Zero-Tolerance Clamping
In order to avoid vibrations and displacement of layers in the composite, which results in mistakes during the cutting process, we employ our proprietary vacuum clamps. These apply uniform pressure onto the entire stack and secure all the layers during the cutting procedure. This ensures that accurate focus setting and cutting precision is maintained during the custom laser cutting for EV parts.
In-Process Monitoring for Quality Assurance
The integrated vision system will monitor both the front and back sides of the plate during the cutting process, thereby allowing for the detection of any anomaly, like excess spatter and insufficient penetration, which will indicate a potential for delamination. In this way, process adjustment will be done on-the-spot to ensure that every part produced meets the standard for clean laser cutting, which must be absolutely flawless from its thermal management perspective.
<ブロック引用>
This paper demonstrates how our value is derived from our skills in addressing the physics challenge in multi-material processing. Our unique processes do away with delamination through system-based solutions, which include dynamic beam control, material-dependent process parameters, and fixturing. This is why we have been able to deliverfiber laser cutting of multi-alloy components through afiber laser to our customer.
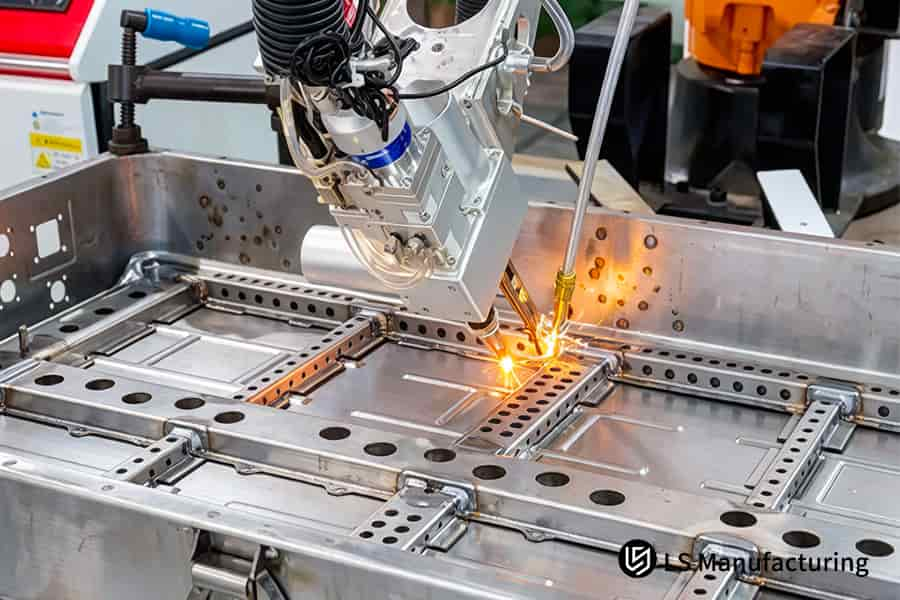
Figure 4: Machining an aluminum alloy cover for EV battery assembly using high-precision laser cutting services.
Case Study: LS Manufacturing Automotive Tier-1 Aluminum Battery Enclosure Custom Precision Solution
This issue involved a Tier-1 supplier worldwide who was unable to deliver a solution due to excessive thermal distortion when trying to manufacture the 2.5mm 5052 aluminum battery underbody tray using conventional methods. Below is a breakdown of how LS Manufacturing was able to solve this tough challenge:
クライアント チャレンジ
The specific problem to be solved was producing a tray with a dimension of 1.2m with positioning accuracy of ±0.1mm. The current process used to manufacture the EV battery housing laser cutting was creating too much heat, leading to hole drift of 0.8mm and first-pass yield of just 65%. Furthermore, burrs along the edges were destroying the insulating film. Both problems were a major risk factor for the car manufacturer’s deadline for bringing their product to market.
LS 製造ソリューション
Our approach included the employment of a 12kW fiber laser coupled with cryogenic nitrogen. The main technology used here included an algorithm that adapted the duty cycle of the pulses depending on the reflective properties of the metal, something important in all processes involving high-power laser cutting. Our Heat Affected Zone (HAZ) was reduced to 0.05mm while the processing time was reduced by 40%, taking care of the major cause of part deformation. Through the high precision EV laser cutting approach, we achieved a perfect and burrless cut in a single operation.
結果と値
These findings were groundbreaking. The tolerance of the finished components had a ±0.04 mm tolerance with a first-pass assembly yield rate of 99.8%. The clean laser cutting technique allowed for an automatic reduction in post-processing operations, resulting in a reduction in costs by 22% for each part. The restored consistency of the manufacturing process reduced the client's development cycle by two weeks, allowing LS Manufacturing to become the single-source supplier.
<ブロック引用>
This example illustrates LS Manufacturing’s ability to engineer solutions to complex thermal distortion issues through our approach. Our method has provided measurable results based on a unique, parameterized process forhigh-speed laser cutting. We took a flawed part and turned it into a successful one using this technique.
Stop 0.8mm hole drift. Achieve 99.8% assembly yield for aluminum battery trays with our laser cutting.
よくある質問
1. What is the maximum tolerance your EV battery housing laser cutting service can guarantee?
Through our closed-loop linear encoder positioning system, we can assure linear dimensional tolerances of ±0.05 mm within a distance of 1.5 meters.
2. How does LS Manufacturing prevent oxidation during laser cutting services for aluminum parts?
Our laser cutting service uses 99.999% pure nitrogen as a protective shielding gas, ensuring that the cut ends retain their metallic finish without any oxidation layer formation.
3. Can you handle custom laser cutting for battery thermal management systems involving complex cooling paths?
Yes, our CAD/CAM technology is able to support such a small kerf width as 0.15mm, making it possible to produce very complex fluid-cooling paths in restricted dimensions.
4. Why is your high-precision EV laser cutting service more cost-effective for large-volume orders?
Through automation technologies for efficient nesting, the materials yield may reach 92%. Using the fast cutting processes of our kilowatt-class lasers, we are able to achieve 15%-25% lower unit processing costs.
5. What is the lead time for a detailed quote on custom laser cutting for EV parts?
Just upload the STEP or DXF model files of the components, and we'll supply you with an official quotation accompanied by a Design for Manufacturability analysis in 12-24 hours.
6. Does LS Manufacturing provide secondary services following the laser cutting of EV battery housings?
CNC bending, deburring and polishing, anodizing, and full-dimensional control by optical measurement are among our secondary services.
7. How do you protect sensitive components during the battery housing laser cutting process?
We employ non-contact laser sensing and collision avoidance technology, along with specialized protective film applied to the sheet metal surface, to ensure that the finished product remains free of any scratches or laser-induced puncture marks.
8. Why choose LS Manufacturing as a long-term strategic supplier for EV parts?
We are certified under the IATF 16949 automotive quality management standard and maintain rigorous process documentation and CPK index controls, making us a reliable partner for mitigating the risks associated with global supply chain disruptions.
概要
In today’s competitive EV supply chain, manufacturing precision drives product competitiveness. LS Manufacturing’s advanced laser cutting technology solves key battery housing bottlenecks—from controlling Heat-Affected Zones to 0.1mm to delivering consistent, high-quality enclosures. We provide engineering solutions that enhance battery thermal management, not just processing services, securing both safety and efficiency for your powertrain systems.
Don’t let poor laser cutting slow your EV battery R&D. Your designs deserve micron-level precision. Upload your STEP/PDF drawings for a free personalized thermal deformation risk assessment and process optimization review. Inquire now to receive a competitive quote and a comprehensive DFM report from our senior engineering team.
Upload your battery housing design drawings, and LS Manufacturing experts will provide you with a free thermal deformation assessment report and a mass production quotation.
このページの内容は情報提供のみを目的としています。 LS マニュファクチャリング サービス 情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。 部品の見積もりが必要 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS 製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。 We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。 This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.