Услуги лазерной резки корпуса аккумуляторной батареи электромобиля: прецизионные решения по управлению температурным режимом
Написал
Gloria
Опубликовано
Apr 20 2026
лазерная резка
Следуйте за нами
Услуги лазерной резки сталкиваются с наибольшей проблемой при производстве аккумуляторных блоков EV из-за необходимости очень точной резки теплопроводящих материалов во избежание поломок, вызванных деформацией и слабыми краями. Проблема возникает из-за неспособности традиционных лазерных систем контролировать энергию на микроскопическом уровне, что приводит к образованию широких областей ЗТВ, что приводит к снижению структурной прочности на 15%-20% и образованию окалины с более высокими затратами.
Инновация LS Manufacturing использует цифровую импульсную лазерную резку класса 12 000 Вт. технология, удерживающая площадь ЗТВ ниже 0,1 мм за счет строгого контроля потока газа и адаптивной компенсации пути. Мы можем обеспечить замкнутый высокоточный производственный процесс, который начинается от исследования DFM до массового производства. Следующая техническая оценка проливает свет на наш уникальный основанный на данных метод преодоления физических ограничений в системах силовых агрегатов электромобилей.
Лазерная резка корпуса аккумулятора электромобиля: краткий справочник по терморегулированию
<тело>
Критическое требование
Техническое решение для лазерной резки
Точность канала охлаждения
Мы вырезаем точно спроектированные каналы охлаждения (+/-0,1 мм) для сбалансированного охлаждения всех элементов аккумулятора.
Края без заусенцев и окалины
Идеально настроенные параметры резки и давление газа приводят к тому, что кромки не имеют каких-либо дефектов, влияющих на каналы охлаждения или работу уплотнения.
Минимальная зона термического воздействия
Правильная настройка параметров лазерной резки позволяет минимизировать зоны термического воздействия, гарантируя долговечность металлического корпуса.
Легкость и целостность материала
Мы можем вырезать ребристые конструкции внутри корпуса аккумулятора, которые придадут прочность и позволят снизить вес.
Наш процесс обработки разнородных материалов
Мы оптимизируем стратегию резки для различных материалов (например, алюминиевый корпус со стальной шиной).
Максимально повышает эффективность охлаждения, продлевая срок службы, повышая безопасность и обеспечивая возможность быстрой зарядки.
Результат: герметичная сборка
Гарантирует безупречные края для надежной сварки деталей аккумуляторной системы жидкостного охлаждения.
Решение основных термических и структурных проблем, возникающих в процессе производства корпусов аккумуляторов для электромобилей. Используя нашу точную лазерную резку, вы сможете создавать сложные пути охлаждения и прочную, но легкую конструкцию, не вызывая никаких тепловых искажений. В результате качество управления температурой и безопасность аккумулятора электромобиля будет улучшено, а сборка станет намного проще.
Почему стоит доверять этому руководству? Практический опыт экспертов по производству LS
На рынке представлено много литературы, посвященной услугам лазерной резки корпусов аккумуляторных батарей для электромобилей. Зачем тогда вам читать эту статью? Просто – потому что мы работаем на переднем крае этой битвы. Мы не понаслышке знаем тонкости борьбы с зонами термического воздействия и предотвращения деформации материала. Мы знаем это, потому что сталкиваемся с этими проблемами каждый день, работая в реальной производственной среде.
Наши решения по управлению температурным режимом основаны на таких высоких стандартах, как Алюминиевая ассоциация (AAC) для спецификации материалов и Управление по безопасности и гигиене труда (OSHA) для безопасная эксплуатация оборудования. Благодаря использованию передовой импульсной лазерной техники и алгоритма управления мы гарантируем, что зона термического воздействия не превышает 0,1 мм, избегая коробления и создавая идеальную герметизацию. Это не просто теория; это основанный на практике методический подход к любому проекту.
Каждый элемент каждой системы, которую мы предоставляем, вносит свой вклад в наш опыт, например, как контролировать количество выделяемого тепла с помощью определенной настройки параметра, как оптимизировать подачу газа при обработке различных композитов и как поддерживать постоянное качество при быстрой работе на этапе массового производства. Наши советы основаны на практическом опыте работы с искрами в нашей мастерской и строгом контроле качества. Вы можете нам доверять, поскольку предоставленная информация получена в результате нашей повседневной работы.
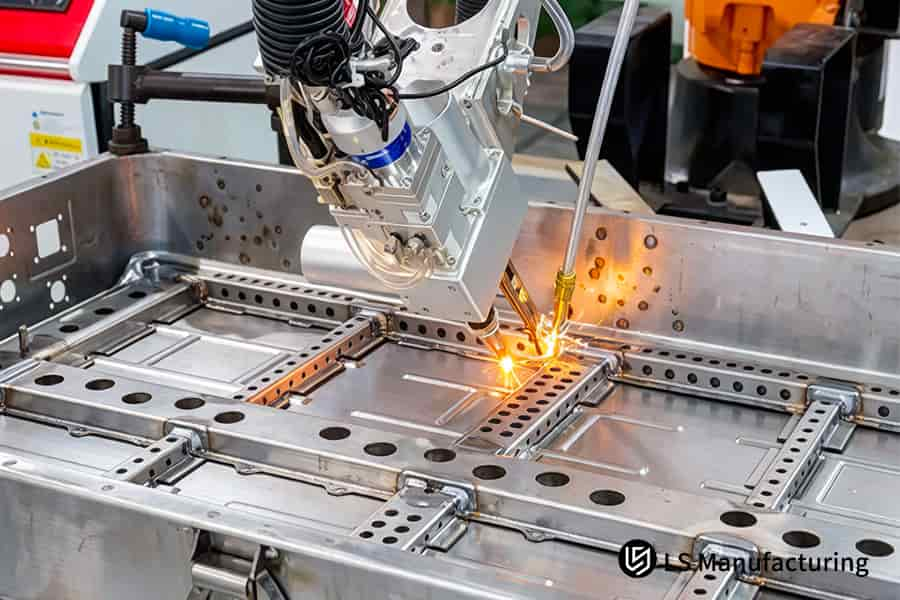
Рис. 1. Автоматический лазер точно формирует алюминиевые корпуса для крупносерийных линий сборки аккумуляторов для электромобилей.
Почему специализированная услуга лазерной резки корпуса аккумуляторной батареи электромобиля необходима для обеспечения герметизации аккумуляторной батареи?
Процесс создания постоянно герметичной батареи для электромобилей — непростая задача с инженерной точки зрения, и самым важным моментом является плоскостность уплотняющей поверхности корпуса батареи. Лазерная резка корпуса аккумулятора электромобиля напрямую влияет на этот параметр. В этой статье мы объясним, как обеспечить отсутствие искажений с помощью правильной лазерной резки, чтобы прокладка была прижата равномерно:
Уменьшение искажений за счет адаптивного управления лазером
Основная проблема — контроль высокой концентрации тепла во время процесса резки. Решение заключается в использовании импульсного лазера с динамическим управлением, что приводит к значительному снижению общей тепловой энергии по сравнению с методом непрерывной волны. Такой уровень точности, присущий нашим услугам лазерной резки, позволяет нам выполнять так называемую высокоточную лазерную резкуалюминия 6061-T6, не изменяя его основные характеристики и не вызывая деформации, таким образом непосредственно обеспечивая надежность уплотнения.
Реализация снятия стресса в процессе работы
В процессе обработки образуются напряжения, которые через некоторое время могут привести к деформации. Чтобы предотвратить эту проблему, после первого разреза был введен расфокусированный лазерный проход. На этапе изготовления применяется лазерный отжиг для устранения любых напряжений на кромках. Блокировка напряжений – обязательная операция в производственном цикле компании LS Manufacturing, позволяющая гарантировать сохранение геометрии детали не только на протяжении всего периода ее изготовления, но и для обеспечения долговечной герметизации.
Проверка геометрии с помощью метрологии в реальном времени
Процессы управления требуют проверки. Для проверки плоскостности панели корпуса используется сканер с технологией лазерной триангуляции, обеспечивающий бесконтактное сканирование детали на каждом этапе производства. В результате получается цифровое изображение панели, позволяющее нам убедиться, что большие панели корпуса находятся в пределах жесткого допуска требований к плоскостности 0,2 мм/м. Это жизненно важно для достижения результатов лазерной резки с низким уровнем искажений.
Целостное проектирование процесса для обеспечения точности размеров
Точность требует системного подхода. Специальное приспособление, разработанное на основе всесторонних знаний механики, помогает защищать компонент от гравитации и сил зажима. Одновременно оптимизация траектории лазерной резки обеспечивает равномерный нагрев на протяжении всего процесса и, следовательно, предотвращает появление горячих точек. Синергия обоих этих методов оказывается необходимой для успешной лазерной резки алюминиевых деталей, необходимой для изготовления тонкостенных тонкостенных узлов больших размеров для обеспечения точной посадки.
<блок-цитата>
Эта техническая история от LS Manufacturing отражает практический подход, который мы применяем к решению возникающих проблем. Создав авторитет в отношении нашей способности интегрировать соответствующие системы и тем самым преодолев проблемы, связанные с проблемой тепловых искажений, мы можем заверить вас, что ваш аккумуляторный блок будет надежен. Что касается конкурентного преимущества нашего бизнеса в плане лазерной резки корпусов аккумуляторов электромобилей, то оно заключается в нашей способности предоставить доказательства с помощью наших услуг лазерной резки.
Как точная лазерная резка электромобилей может минимизировать зону термического воздействия для защиты структурной целостности?
Конструкция корпуса аккумулятора электромобиля во многом зависит от качества разрезаемого материала. Во время производства высокие температуры приводят к образованию Зоны термического влияния (ЗТВ), которые могут легко растрескаться. Ниже описан подход к высокоточной электронно-лазерной резке корпуса аккумулятора с целью предотвращения образования ЗТВ и сохранения его первоначальной прочности.
Выбор источника лазера и стратегия импульса
<ул>
Ядро технологии: Мы применяем высокочастотный импульсный волоконный лазер с цифровой модуляцией, который является инновационным ядром сверхбыстрой лазерной резки технологии.
Выполнение: Мы обеспечиваем непревзойденную точность подачи энергии; мы заменяем непрерывный тепловой поток микросекундными импульсами.
Результат: Минимизация энерговыделения приводит к эффективному контролю глубины ЗТВ.
Оптимизированная синхронизация параметров процесса
<ол>
Триада параметров: Мы управляем настройками максимальной энергии, частоты и скорости резания, используя наш собственный алгоритм.
Техническое действие: Наши параметры настроены таким образом, чтобы процесс оставался стабильным во время автоматической лазерной резки благодаря эффективности испарения и минимальному остатку энергии.
Результат: Сотрудничество гарантирует, что тепловое воздействие остается в пределах границ, чтобы гарантировать однородность толщины ЗТВ менее 0,08 мм, что почти на 50% меньше, чем в среднем по отрасли.
Активное управление лучом и динамикой газа
<ул>
Вспомогательная резка: Находящийся под высоким давлением ичрезвычайно чистый азот служит вспомогательным газом.
Роль процесса: обеспечивает быструю эвакуацию расплавленного материала, одновременно защищая зону резки от кислорода и предотвращая образование дополнительного тепла из-за экзотермических реакций.
Преимущество: Такое сочетание и контроль над динамикой газа помогают охлаждать и ограничивать ЗТВ.
Проверка с помощью металлографического анализа
<ол>
Гарантия качества: Все партии проверяются с помощью микроскопического анализа их поперечных сечений.
Метод проверки: Измеряя глубину ЗТВ и профиль твердости, мы гарантируем, что наша методика обеспечивает сохранение не менее 95 % твердости кромки основного металла.
Гарантия: Эти эмпирические данные подтверждают нашу точную лазерную резку для Компоненты электромобиля, обеспечивающие соответствие структурных характеристик строгим проектным спецификациям.
<блок-цитата>
В этой технической литературе представлены инженерные знания, которые обеспечат надежность аккумуляторного отсека. Технический опыт, который отличает нас в сфере услуг лазерной резки, заключается в представлении конкретных процедур, позволяющих минимизировать зону термического воздействия. Наш сервис гарантирует поставку кромок реза, которые сохраняют ту же прочность, что и исходный материал, что является одним из ключевых параметров прецизионной лазерной резки.
Почему при лазерной резке с терморегулированием следует отдавать предпочтение узкой ширине пропила для внутренних каналов охлаждения?
Учитывая ограниченную геометрию охлаждающих пластин аккумуляторной батареи электромобиля, пространственная эффективность становится критически важной. Узкая ширина пропила необходима для создания более сложных и эффективных каналов потока охлаждающей жидкости. Технические знания, которые мы представим в этом документе, сосредоточены на использовании узких пропилов. Вот как мы решаем проблему максимального повышения эффективности лазерной резки с терморегулированием:
<тело>
Техническая направленность
Наша методология и количественный результат
Минимизация ширины прореза
Мы используем специально разработанные технологии формирования сопел и луча для поддержания точной и постоянной ширины реза ≤0,15 мм, что стало возможным благодаря эффективности нашей передовой технологии лазерной резки при максимальном увеличении площади каналов.
Компенсация пути для обеспечения согласованности
Специальные алгоритмы программного обеспечения динамически адаптируются к изменениям ширины реза, тем самым создавая каналы, соответствующие проектным спецификациям для обеспечения постоянного потока жидкости, что жизненно важно для любого решения лазерной резки для управления температурой аккумулятора.
Системы, изготовленные с использованием вышеупомянутых процессов, обеспечивают как минимум на 12% более высокую эффективность теплопередачи, чем другие промышленные стандарты.
<блок-цитата>
В следующем документе описаны технические процедуры, которые делают системы управления температурным режимом функциональными и надежными. Проблему нехватки места можно решить с помощью оптимизации ширины проема, чтобы облегчить расположение каналов. Наша методология основана на фактической информации и демонстрирует наш опыт в предоставлении решений для лазерной резки в тех случаях, когда тепловые характеристики являются ключом к конкурентоспособности.
Рис. 2. Мощный лазер вырезает в алюминии вентиляционные отверстия для охлаждения элементов аккумуляторной батареи электромобиля и управления температурой.
Что позволяет службе лазерной резки корпусов батарей поддерживать допуск ±0,05 мм при массовом производстве?
Допуск ±0,05 мм является основной проблемой службы лазерной резки корпусов аккумуляторов, учитывая наличие изменений материала и тепловых дрейфов в процессе. В следующем документе представлен отчет о системах, которые позволяют нам уравновешивать вышеуказанные переменные и гарантировать соблюдение требований допуска. Ответ на этот вопрос:
Автоматическая фокусировка и емкостное управление высотой
Неоднородность поверхности материала — еще один ключевой фактор, приводящий к ошибкам. Наш подход включает в себя активный емкостный датчик высоты в режущей головке, создавая, таким образом, систему с замкнутым контуром, в которой ось Z постоянно регулирует свою точку фокусировки. Такая непрерывная регулировка, необходимая для автоматической лазерной резки, позволяет компенсировать коробление и неравномерность толщины листа, что обеспечивает стабильное качество независимо от партии материала.
SPC и мониторинг процессов в реальном времени
Настоящая согласованность предполагает активное управление, а не пассивный мониторинг после процесса. Наша компания использует информационную панель SPC, работающую в режиме реального времени, которая отслеживает ключевые переменные, такие как положение режущей головки и прочность балки. В случае отклонения какой-либо из этих переменных от заранее установленных пределов контроля выдается сигнал тревоги, чтобы можно было принять корректирующие меры, не выходя за пределы допуска. Это основа гарантированной стабильности производства.
Компенсация теплового дрейфа с помощью машинного зрения
Расширение компонентов из-за температуры влияет на их взаимное расположение. Чтобы решить эту проблему, мы используем автоматическую систему машинного зрения для периодического сканирования меток на режущем столе. После этого компьютер автоматически корректирует путь, по которому движется лазерный станок с ЧПУ. Система гарантирует точность, необходимую в процессе прецизионной лазерной резкив течение длительного периода эксплуатации.
Избыточные циклы проверки размеров
Уверенность коренится в процессе проверки. Помимо внутритехнологического контроля, каждая N-я деталь автоматически сканируется лазерами для обеспечения точности. Информация возвращается в корреляцию со значениями SPC, создавая еще один цикл проверки, который доказывает, что процесс может достичь точности в операциях высокоточной лазерной резки EV.
<блок-цитата>
Эта документация показывает, что постоянство производства на микронном уровне – это результат, а не хвастовство. Такая согласованность стала возможной благодаря интеграции автоматической физической коррекции, статистического анализа и термической стабильности в один последовательный процесс. Этот инновационный подход с замкнутым контуром решает вашу основную проблему несогласованности цепочки поставок, превращая услуги по лазерной резке корпусов аккумуляторов в последовательный и безошибочный компонент вашего производственного процесса.
Почему элитные инженеры выбирают индивидуальную лазерную резку деталей электромобилей с интегрированной технологией DFM?
Инженеры высшего уровня выбирают производителей, которые предлагают больше, чем просто разрезы; они предлагают комплексные решения, включая дизайн. Реальная выгода от индивидуальной лазерной резки деталей электромобилей возникает там, где производственные знания помогают проектировать с самого начала, избегая дорогостоящих проблем в процессе производства. В этом техническом документе описан наш упреждающий процесс оптимизации DFM, который с самого начала повышает производительность, производительность и экономическую эффективность деталей:
Оптимизация геометрии и макета
<ул>
Алгоритм раскроя: Наши интеллектуальные алгоритмы раскроя проверяют геометрию детали, что приводит к коэффициенту использования материала выше 92% для требовательных производственных процессов.
Влияние затрат: Это помогает вам сэкономить до 15 % на затратах на сырье на деталь, превращая отходы в ценность.
Снижение концентрации напряжений: Мы рассчитываем и оптимизируем идеальные внутренние угловые радиусы (R-угол) для сложных деталей, которые должны быть очень легкими.
Техническое обоснование: Выборочное увеличение радиусов распределяет термическое напряжение от концентрированного нагрева во время процесса лазерной резки, поэтому в материале не образуются микротрещины.
Результат: Это помогает сохранить структурную прочность и целостность детали, что крайне важно для успеха лазерной резки корпуса аккумулятора электромобиля.
Стратегия пути для контроля искажений
<ул>
Логика последовательности резки: Инженер определяет оптимальный порядок резки, а также стратегию точек входа и выхода, чтобы уменьшить накопление тепла.
Преимущество: гарантирует отсутствие искажений детали при обработке. Стабильность размеров необходима для автоматизированной сборки, чего можно достичь только с помощью такого подхода. Соблюдение этого процесса крайне важно для обеспечения качества лазерной резки.
Проверка материалов и процессов
<ол>
Этап создания прототипа: Тестовые вырезы выполняются из материала производственного качества в рамках проверки всего процесса DFM перед крупномасштабным производством.
Клиентский результат: Это предоставит конкретный пример и производственный план на основе анализа, минимизируя риски при запуске вашего проекта и обеспечивая бесперебойные производственные процессы для цифровая лазерная резка
<блок-цитата>
Из этого отчета ясно, что наша ценность повышается за счет упреждающего инженерного вмешательства на этапах разработки проекта. Эффективность затрат и качество, а также структурная целостность решаются в рамках услуг оптимизации DFM, в которых анализ технологичности становится неотъемлемой частью процесса проектирования. Оптимизация Лазерная резка деталей электромобилей по индивидуальному заказу теперь превратилась из простого решения о покупке в ценное совместное инженерное решение.
Рис. 3. Резка пластин из нержавеющей стали 304 для компонентов термоинтерфейса аккумулятора электромобиля с помощью мощного лазера.
Как высокоточная лазерная резка EV снижает затраты на вторичное удаление заусенцев для высоковольтных компонентов?
При производстве компонентов высоковольтных аккумуляторов требуется, чтобы кромки соответствовали самым высоким стандартам. Окалина и заусенцы могут привести к короткому замыканию и стать дополнительным бременем для вторичной отделки. В этом документе обсуждается инженерный подход к получению стандарта лазерной резки без заусенцев. Следующий порядок действий гарантирует готовность детали к сборке без дополнительных действий:
<тело>
Техническая направленность
Наша методология и количественный результат
Adaptive Gas Dynamic Control
The application of a closed loop control where the pressure of nitrogen gas used (8-20 bar) is dynamically controlled depending on material thickness and type of cut, ensuring clean molten metal expulsion.
Optimized Beam & Nozzle Alignment
It is essential to align the laser beam and the nozzle in such a way as to achieve coaxial positioning with an accuracy of no more than ±0.01mm in order to achieve high precision EV laser cutting.
Process Parameter Synchronization
Laser power, speed, and gas flow are synchronized according to an optimal set of parameters resulting in surface roughness (Ra) less than 3.2µm.
Elimination of Secondary Processing
Because of a perfectly clean laser cutting process, parts can immediately be used for assembling, which eliminates deburring operations and saves approximately $20 per hour, reducing the risk of short circuits.
<блок-цитата>
The following provides an explanation and documentation of a proven approach that can reduce costs and mitigate risks. This solution involves addressing the client’s challenge of secondary finishing by providing a first-cut, finished-edge technique. The combination of adaptive gas control, proper beam alignment, and parameter lock achieves the precision laser cutting for EV parts with the ability to cut to assemble, which provides a definite advantage.
Why Is Laser Cutting For Battery Thermal Management The Preferred Choice For Complex Multi Alloy Sandwich Plates?
The challenge in complex composites manufacturing, especially in batteries, involves making cuts in varying materials without leading to delamination or any other type of thermal damage. Laser cutting for battery thermal management is far better than others because of its inherent qualities. The below paper shall explain how we process multi-layered substrate materials using our method that plays an essential role in the complex material fabrication:
Dynamic Frequency Modulation Protocol
Our technology incorporates the use of a proprietary dynamic frequency modulation protocol. With varying materials exposed to the laser beam such as aluminum, polyimide, and copper, there will be changes in the frequencies of the laser pulse. This dynamic protocol ensures the highest energy coupling with the material and enables efficient through-cuts with minimal heat generation from advanced laser cutting.
Layer-Specific Energy Input Management
The equipment will automatically regulate the settings that have been established for each material layer inside the stacked plate. The power, speed, and pressure of the assist gas are automatically regulated as the cutting operation transitions from one material layer to the next. The precision provided by such regulation helps ensure that the entire component is cut evenly without overheating sensitive plastics and producing crisp edges on conductive metals.
Advanced Fixturing for Zero-Tolerance Clamping
In order to avoid vibrations and displacement of layers in the composite, which results in mistakes during the cutting process, we employ our proprietary vacuum clamps. These apply uniform pressure onto the entire stack and secure all the layers during the cutting procedure. This ensures that accurate focus setting and cutting precision is maintained during the custom laser cutting for EV parts.
In-Process Monitoring for Quality Assurance
The integrated vision system will monitor both the front and back sides of the plate during the cutting process, thereby allowing for the detection of any anomaly, like excess spatter and insufficient penetration, which will indicate a potential for delamination. In this way, process adjustment will be done on-the-spot to ensure that every part produced meets the standard for clean laser cutting, which must be absolutely flawless from its thermal management perspective.
<блок-цитата>
This paper demonstrates how our value is derived from our skills in addressing the physics challenge in multi-material processing. Our unique processes do away with delamination through system-based solutions, which include dynamic beam control, material-dependent process parameters, and fixturing. This is why we have been able to deliverfiber laser cutting of multi-alloy components through afiber laser to our customer.
Figure 4: Machining an aluminum alloy cover for EV battery assembly using high-precision laser cutting services.
Case Study: LS Manufacturing Automotive Tier-1 Aluminum Battery Enclosure Custom Precision Solution
This issue involved a Tier-1 supplier worldwide who was unable to deliver a solution due to excessive thermal distortion when trying to manufacture the 2.5mm 5052 aluminum battery underbody tray using conventional methods. Below is a breakdown of how LS Manufacturing was able to solve this tough challenge:
Вызов клиента
The specific problem to be solved was producing a tray with a dimension of 1.2m with positioning accuracy of ±0.1mm. The current process used to manufacture the EV battery housing laser cutting was creating too much heat, leading to hole drift of 0.8mm and first-pass yield of just 65%. Furthermore, burrs along the edges were destroying the insulating film. Both problems were a major risk factor for the car manufacturer’s deadline for bringing their product to market.
Решение для производства LS
Our approach included the employment of a 12kW fiber laser coupled with cryogenic nitrogen. The main technology used here included an algorithm that adapted the duty cycle of the pulses depending on the reflective properties of the metal, something important in all processes involving high-power laser cutting. Our Heat Affected Zone (HAZ) was reduced to 0.05mm while the processing time was reduced by 40%, taking care of the major cause of part deformation. Through the high precision EV laser cutting approach, we achieved a perfect and burrless cut in a single operation.
Результаты и ценность
These findings were groundbreaking. The tolerance of the finished components had a ±0.04 mm tolerance with a first-pass assembly yield rate of 99.8%. The clean laser cutting technique allowed for an automatic reduction in post-processing operations, resulting in a reduction in costs by 22% for each part. The restored consistency of the manufacturing process reduced the client's development cycle by two weeks, allowing LS Manufacturing to become the single-source supplier.
<блок-цитата>
This example illustrates LS Manufacturing’s ability to engineer solutions to complex thermal distortion issues through our approach. Our method has provided measurable results based on a unique, parameterized process forhigh-speed laser cutting. We took a flawed part and turned it into a successful one using this technique.
Stop 0.8mm hole drift. Achieve 99.8% assembly yield for aluminum battery trays with our laser cutting.
Часто задаваемые вопросы
1. What is the maximum tolerance your EV battery housing laser cutting service can guarantee?
Through our closed-loop linear encoder positioning system, we can assure linear dimensional tolerances of ±0.05 mm within a distance of 1.5 meters.
2. How does LS Manufacturing prevent oxidation during laser cutting services for aluminum parts?
Our laser cutting service uses 99.999% pure nitrogen as a protective shielding gas, ensuring that the cut ends retain their metallic finish without any oxidation layer formation.
3. Can you handle custom laser cutting for battery thermal management systems involving complex cooling paths?
Yes, our CAD/CAM technology is able to support such a small kerf width as 0.15mm, making it possible to produce very complex fluid-cooling paths in restricted dimensions.
4. Why is your high-precision EV laser cutting service more cost-effective for large-volume orders?
Through automation technologies for efficient nesting, the materials yield may reach 92%. Using the fast cutting processes of our kilowatt-class lasers, we are able to achieve 15%-25% lower unit processing costs.
5. What is the lead time for a detailed quote on custom laser cutting for EV parts?
Just upload the STEP or DXF model files of the components, and we'll supply you with an official quotation accompanied by a Design for Manufacturability analysis in 12-24 hours.
6. Does LS Manufacturing provide secondary services following the laser cutting of EV battery housings?
CNC bending, deburring and polishing, anodizing, and full-dimensional control by optical measurement are among our secondary services.
7. How do you protect sensitive components during the battery housing laser cutting process?
We employ non-contact laser sensing and collision avoidance technology, along with specialized protective film applied to the sheet metal surface, to ensure that the finished product remains free of any scratches or laser-induced puncture marks.
8. Why choose LS Manufacturing as a long-term strategic supplier for EV parts?
We are certified under the IATF 16949 automotive quality management standard and maintain rigorous process documentation and CPK index controls, making us a reliable partner for mitigating the risks associated with global supply chain disruptions.
Сводка
In today’s competitive EV supply chain, manufacturing precision drives product competitiveness. LS Manufacturing’s advanced laser cutting technology solves key battery housing bottlenecks—from controlling Heat-Affected Zones to 0.1mm to delivering consistent, high-quality enclosures. We provide engineering solutions that enhance battery thermal management, not just processing services, securing both safety and efficiency for your powertrain systems.
Don’t let poor laser cutting slow your EV battery R&D. Your designs deserve micron-level precision. Upload your STEP/PDF drawings for a free personalized thermal deformation risk assessment and process optimization review. Inquire now to receive a competitive quote and a comprehensive DFM report from our senior engineering team.
Upload your battery housing design drawings, and LS Manufacturing experts will provide you with a free thermal deformation assessment report and a mass production quotation.
Содержимое этой страницы предназначено только для информационных целей. Услуги LS Manufacturing Не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуемые детали Расценки. Определите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.