
Die Herstellung von Kupferblechen spielt eine wesentliche Rolle bei der Präzisionsformung dicker Kupferschienen, die in Situationen mit hoher Stromführung eingesetzt werden. Dies ist einer der Hauptfaktoren, die die Betriebssicherheit und die Leistungsübertragungseffizienz von Geräten wie Hochspannungsbatteriepaketen für Fahrzeuge mit neuer Energie und Stromverteilerschränken für Rechenzentren bestimmen. Hochreines Kupfer leitet Elektrizität sehr gut, ist jedoch aufgrund seiner extremen Duktilität und Kaltverfestigungseigenschaften bei der typischen Verarbeitung anfällig für Defekte (wie Mikrorisse und Oberflächenkratzer).
Herkömmliche Verarbeitungsmethoden können Maß- und Positionstoleranzen von 0,1 mm zusammen mit niedrigen Kontaktwiderstandsstandards nicht einhalten, ohne dass es zu einer Überhitzung der Geräte und Widerstandsspitzen kommt. In diesem Artikel werfen wir einen detaillierten Blick auf den Herstellungsprozess von Kupferschienen, angefangen bei der Auswahl des Kupfermaterials über die Biegeoptimierung bis hin zur Oberflächengalvanisierung und Diskussion der technischen Hindernisse und One-Stop-Lieferlösungen für Präzisionskupferschienen Herstellung.

Schneller Überblick über Kernparameter bei der Herstellung hochstromführender Kupferschienen
Es fasst den wichtigsten technischen Index, das gewählte Material, die Herstellungsprozesse und Qualitätsprüfungsstandards für die Herstellung von Präzisionskupfer-Sammelschienen zusammen, sodass Ingenieure die wichtigsten Indikatoren klar verstehen und auswendig lernen und Fehler bei Design und Prozessen vermeiden können.
| Prozessdimensionen | Kernparameterstandards | Anwendbare Szenarien | technischer Wert |
| Materialauswahl | C11000 (≥99,90 % Kupfer), C10200 sauerstofffreies Kupfer | Geeignet für konventionelle Stromführung, Vakuum und Hochtemperatur-Betriebsbedingungen. | Gewährleistet eine Leitfähigkeit von ≥100 %. IACS, wodurch das Risiko einer Wasserstoffversprödung eliminiert wird. |
| Biegeformen | Biegeradius R=1,0T-1,5T, Biegung senkrecht zur Walzrichtung. | Alle Blechbiegeprozesse aus reinem Kupfer. | Erreicht kein Leitfähigkeitsabfall und eliminiert Mikrorisse. |
| Kontrolle der Oberflächenrauheit | Rauheit Ra1,6–3,2 μm, Beschichtung ≥5 μm | Geeignet für Hochspannungs- und Hochstrom-Verbindungsschnittstellen. | Kontaktwiderstand stabil unter 15μΩ. |
| Präzisionsmaßtoleranzen | Geometrische Toleranz ±0,1 mm, Lochabstand ±0,05 mm | Geeignet für automatisierte Montagelinien. | Anpassbar an die Massenproduktionsmontage, wodurch die Montagefehlerrate reduziert wird. |
| Anti-Korrosions-Galvanikschutz | 48-Stunden-konformer neutraler Salzsprühtest, Nickelbasis-Versilberung ≥3μm | Geeignet für feuchte und hohe Betriebstemperaturen. | Beseitigt vollständig die Oxidation von Kupferschienen und elektrochemische Korrosion. |
Wichtige Erkenntnisse
- Logik der Materialauswahl: Wichtige stromführende Kernkomponenten bestehen im Allgemeinen aus robustem Kupfer C11000 mit einem Kupfergehalt von 99,90 % oder mehr. Für Vakuumumgebungen mit sehr hoher Hermetik ist speziell hergestelltes sauerstofffreies Kupfer C10200 erforderlich, um das Risiko einer Wasserstoffversprödung bei hohen Temperaturen vollständig auszuschließen.
- Biegestandard: Der Biegeradius R sollte das 1,0- bis 1,5-fache der Dicke T (R 1,0T) betragen. aus reinem Kupfer, und die Biegelinie sollte streng senkrecht zur Walzrichtung gehalten werden, um sicherzustellen, dass es in der Biegung zu keinem Leitfähigkeitsverlust kommt.
- Standard für Kontaktoberflächen: Die Oberflächenrauheit hochwertiger elektrischer Kontaktoberflächen sollte innerhalb des Bereichs von Ra 1,6 μm bis Ra 3,2 μm liegen. Durch lokale 5-μm-Verzinnungs- oder Silberbeschichtungsprozesse kann der Systemkontaktwiderstand auf weniger als 15 μΩ gesenkt werden.
Warum sollten Sie sich für den Kupferblech-Fertigungsservice von LS Manufacturing für die Herstellung von Stromschienen mit hoher Leitfähigkeit entscheiden?
Standardisierte Prozesssteuerung und Messdaten wurden genutzt, um die Präzisionsfertigung von Kupfer-Sammelschienen zu unterstützen, die die elektrischen Leistungsmängel herkömmlicher Verarbeitungsmethoden übertreffen und den High-End-Industriefertigungsstandards entsprechen kann.
Daten aus Kupfersammelschienenbetrieben mit hohem Strom zeigen, dass 18 % der mit herkömmlichen Methoden verarbeiteten Kupfersammelschienen Defekte wie Mikrorisse aufweisen und einen hohen Kontaktwiderstand aufweisen, sodass sie nicht der IEC 60287-Norm für Stromführungsverluste entsprechen. Aufgrund der Kaltverfestigung ist hochreines Kupfer sehr anfällig für Defekte, und eine typische Fabrik ohne Prozesskompensationsmechanismen wird nicht in der Lage sein, die langfristigen Betriebsanforderungen der neuen Energie-Hochspannungsgeräte zu erfüllen.
Die Produktion im industriellen Maßstab hat gezeigt, dass 90 % der thermischen Instabilitäten bei Kupferschienen auf die Verwendung minderwertiger Prozessparameter zurückzuführen sind. Unser Verarbeitungsservice, der dem ISO 9001-System folgt, implementiert eine SPC-Statistikkontrolle über den gesamten Prozess, was zu einer stabilen Cpk-Leistung von 1,33 führt und dadurch die Entstehung von Defekten an der Quelle verhindert und gleichzeitig sicherstellt, dass die Kupferschienen elektrisch stabil und mechanisch robust bleiben.
Folge hochwertiger Präzisions-Kupfer-Sammelschienenfertigungsdienstleistungen: weniger Geräteausfälle, längere Lebensdauer der Teile und geringere Kosten für nachfolgende Wartung und Nacharbeiten.
Um die Qualitätsunterschiede bei der Präzisionskupfer-BUSB-Herstellung intuitiv zu verstehen, können Sie das Prozessvergleichs-Whitepaper kostenlos herunterladen, um schnell die Kernunterschiede zwischen gewöhnlicher Fertigung und Kupferblechfertigung auf Benchmark-Niveau zu erkennen.
Warum sollten Sie sich für die Herstellung kundenspezifischer Kupfer-Sammelschienen für EV-Batteriesysteme entscheiden?
Die kundenspezifische Herstellung von Kupfer-Sammelschienen kann sehr genau in den sehr begrenzten Innenraum von Hochspannungsbatteriepaketen von Fahrzeugen mit neuer Energietechnik passen. Durch die Neuformung seiner physischen Kontur wird der elektrische Widerstand des Systems (20 μΩ) gesenkt und gleichzeitig im Vergleich zur alten Kabeltechnologie eine um 40 % höhere Wärmeableitungseffizienz und Stromführungssteifigkeit erreicht. In diesem Kapitel wird quantitativ die Überlegenheit kundenspezifischer Kupfersammelschienen im Hochspannungs-Stromverteilungssystem von Fahrzeugen mit neuer Energie beschrieben und erläutert, wie das neue Design die Sicherheit und Energieeffizienz von Batteriepaketen verbessern kann.
Leistungsunterschiede zwischen herkömmlichen Kabeln und kundenspezifischen Kupfersammelschienen
Die Lebensdauer des Akkus hängt von der Leistung der Automotive-Stromversorgungskomponente ab. Kupfer-Sammelschienen werden ausschließlich durch Kupferblech-Herstellungstechnologie hergestellt und sie bringen wesentliche Änderungen in diesen drei Aspekten mit sich:
- Nutzung der Querschnittsfläche: Die Herstellung kundenspezifischer Kupfer-Sammelschienen kann genau dem Querschnitt des Batteriepakets entsprechen, wodurch die Verwendung unnötiger Kabelbäume reduziert und die Raumausnutzung um über 35 % erhöht wird.
- Kontrolle des Wärmeverlusts: Die Kupferschienen sind starr, so dass ihre Widerstandsverluste (IR) recht gering sind. Dadurch können Kabellockerungen und schlechte Kontakte selbst bei hochfrequenten Vibrationsbedingungen vermieden werden.
- Wärmeableitungsfähigkeit: Kupfer-Sammelschienen sind flach und verfügen daher über eine große Wärmeableitungsfläche. Aus diesem Grund ist die Temperaturanstiegsrate im Vergleich zu herkömmlichen mehradrigen Kabeln viel geringer, wenn der Strom hoch ist und über einen längeren Zeitraum anliegt.
Die Logik hinter der verbesserten elektrischen Sicherheit kundenspezifischer Kupfersammelschienen
Die Reinheit und Maßhaltigkeit der leitenden Batterieverbinder ist der Schlüssel zum Sicherheitsfaktor. Teile aus Elektrokupfer mit hoher Reinheit weisen minimale Verunreinigungen und eine stabile Leitfähigkeit auf, die bei längerem Gebrauch einen plötzlichen Widerstandsanstieg verhindern. Bei kundenspezifischen Formgebungsprozessen können durch Biegen und Stanzen Fehler entstehen. Doch mit Hilfe solcher maßgeschneiderten Verfahren kann man die Stabilität von Hochspannungsbatteriepaketen bei über 1000 Lade-Entlade-Zyklen erreichen und gleichzeitig in der Lage sein, den Entwicklungsanforderungen von leichten und hochenergiedichten neuen Energiefahrzeugen gerecht zu werden.
Um die Massenproduktionskosten von kundenspezifischen Kupfer-Sammelschienen genau zu berechnen, reichen Sie Ihre Zeichnungen für einen kostenlosen Kostenvoranschlag ein und erhalten Sie eine kundenspezifische Kupfer-Sammelschienen-Fertigungslösung für EV-Batteriesysteme.
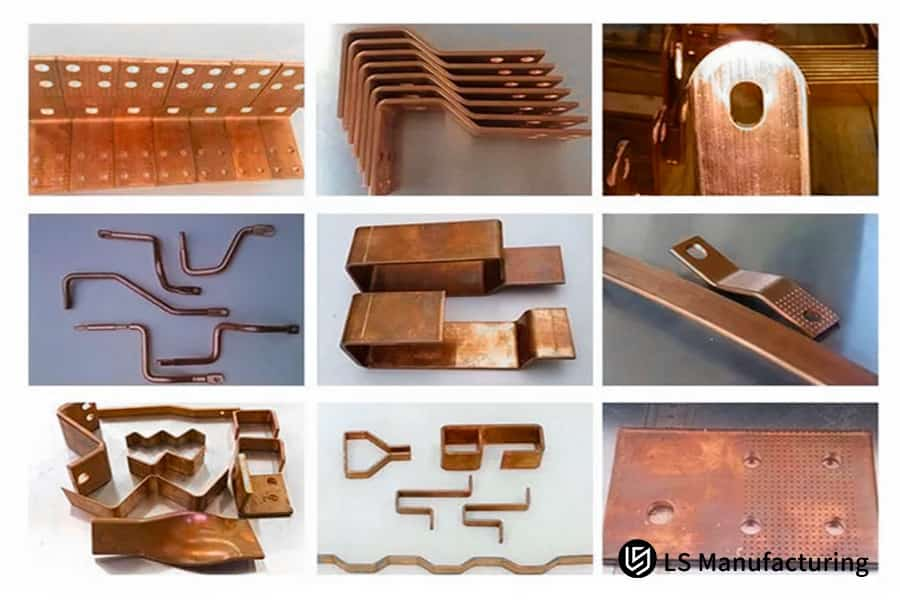
Abbildung 1: Kupferschienen mit scharfen Biegungen und Schraubenlöchern, hergestellt für elektrische Verbindungen und Montage.
Wie wählt man hochreine Kupferherstellungsmaterialien für optimale elektrische Leitfähigkeit aus?
Die Verarbeitung elektrischer Komponenten mit hoher Leitfähigkeit und die Herstellung von hochreinem Kupfer müssen auf einer strengen Sortenklassifizierung basieren: C11000 (ETP) ist die Kupfersorte, die am häufigsten für den Transport verwendet wird konventioneller Strom dank seiner ultrahohen Leitfähigkeit von 100 % IACS, während sauerstofffreies Kupfer C10200 (OF), das weniger als 0,001 % Sauerstoff enthält, das Standardmaterial ist, das verwendet wird, um Wasserstoffversprödung bei hohen Temperaturen zu vermeiden Schweißen. Dieser Artikel bietet Ingenieuren eine mehrdimensionale Auswahl an Materialien zur Festlegung der Widerstandsgrenze.
Vergleich der Leistungsparameter gängiger hochreiner Kupfermaterialien
Die Parameter der leitfähigen Rohmaterialien bestimmen die Leistung des Endprodukts. Ein hochwertiges elektrisches Kupferteil erfordert eine genaue Anpassung an die Betriebsbedingungen. Die Hauptindikatoren für verschiedene Kupfermaterialien sind:
| Kupferqualität | Leitfähigkeit (IACS%) | Zugfestigkeit (MPa) | Sauerstoffgehalt (%) | Geltende Betriebsbedingungen |
| C11000 | ≥100 % | 220-280 | ≤0,03 | Konventionelle Hochspannungs-Stromführungsszenarien |
| C10200 | ≥102 % | 240-320 | ≤0,001 | Hochtemperatur-Vakuumschweißszenarien |
| C12200 | ≥95 % | 210-290 | ≤0,01 | Allgemeine elektrische Komponenten mit geringer Stromstärke |
| Gewöhnliches Kupfer | ≤90 % | 190-250 | ≥0,05 | Nicht präzises ziviles Elektrozubehör |
Methoden zur Inspektion und Überprüfung der Rohmaterialqualität
Die Prüfung der Materialqualität spielt bei der Materialauswahl eine große Rolle, wobei ein professioneller Präzisions-Kupferfertigungsservice eine wichtige Rolle spielt. Unser Service hilft Ihnen dabei, Probleme mit Leitfähigkeitsausfällen durch folgende Schritte zu vermeiden:
- Materialinspektion: Ein Käufer von hochreinen Kupferherstellungsmaterialien sollte immer das MTR-Materialzertifikat (Medium to Rate) überprüfen lassen, um sicherzustellen, dass die Gesamtmenge an Verunreinigungen wie Phosphor und Arsen vorhanden ist weniger als 0,005 %, daher würde kein Leitfähigkeitsverlust auftreten.
- Probenahme der Produktqualität vor Ort: Mithilfe eines Wirbelstrom-Leitfähigkeitsmessgeräts werden stichprobenartig Proben entnommen, um festzustellen, ob die Leitfähigkeit des Endprodukts den Standards entspricht, und um chargenweise Qualitätsmängel zu verhindern.
- Kornflussrichtung prüfenion: Wir prüfen, ob die Kornflussrichtung des gewalzten Kupfermaterials konsistent ist, um das Risiko einer Verformung während der weiteren Stanz- und Biegeprozesse auszuschließen.
Ein umfassendes Materialauswahl- und Inspektionssystem könnte Zweifel an elektrischen Leistungsausfällen bei mehr als 90 % der Rohmaterialphase aufkommen lassen. Um Leistungsrisiken aufgrund von Fehlern bei der Materialauswahl zu vermeiden, können Sie eine kostenlose Einzelberatung zur Materialauswahl erhalten und sich dabei auf unseren Präzisionskupferfertigungsservice verlassen, um die optimale Kupfersorte zu finden.
Wie verhindert der Copper Sheet Metal Fabrication Service Mikrorisse beim akuten Biegen?
Der grundlegende Weg, Mikrorisse beim Biegen von reinem Kupferblech zu verhindern, ist die professionelle Manipulation der Prozesskontrolle von Kupferblechfertigungsservice. Dabei geht es vor allem darum, den inneren Biegeradius (R≥1,2T) auf einem bestimmten Niveau zu halten und die Formbiegelinie in einem 90°-Winkel senkrecht zur Walzrichtung des Kupferblechs zu halten.
Diese Schritte zielen darauf ab, die durch lokale Biegung verursachte Spannungskonzentration abzubauen. Mikrorisse sind ein tief verborgenes Qualitätsrisiko von Hochspannungs-Kupfer-Sammelschienen, die direkt zu Hot-Spot-Effekten und Ausfällen durch thermisches Durchgehen führen
Grundlegende Gründe für Mikrorisse beim Biegen
Die Biegeverfestigungseigenschaften von Kupfer sind die Hauptursache für Mängel. Standardisierte Kupferblech-Herstellungsprozesse können solche Verarbeitungsprobleme erheblich entschärfen. Hochreines Kupfer ist sehr duktil. Dadurch kommt es bei mehreren Biegestationen zu einer Spannungskonzentration in der äußeren Streckzone.
Herkömmliche Formen verfügen nicht über einen Spannungsausgleich und können daher interkristalline Mikrorisse verursachen, die kaum sichtbar sind. Laut unserer Erfahrung mit Dickkupferbiegeprojekten kann die Mikrorissrate bei einem herkömmlichen Biegeprozess von reinen Kupferblechen mit einer Dicke von 3 mm bis zu 65 % erreichen.
Eine rissfreie Lösung in Industriequalität
Plus verbesserte Blechfertigungsparameter, Standardprozessparameter schließen Fehler bei Kupfermaterialien unterschiedlicher Dicke vollständig aus:
- Formanpassung: Für 5 mm dicke Kupfermaterialien wird eine richtig große Oberform mit einem Durchmesser von R=6 mm verwendet, im Gegensatz dazu eine Rollenform mit einem Durchmesser von R=7. Auf 6 mm dicke Kupfermaterialien wird ein Durchmesser von 5 mm angewendet, um Spannungskonzentrationen zu vermeiden.
- Parameterkompensation: Die Biegekompensation erfolgt mithilfe einer einzigen Formel: Kompensationswinkel = Grundrückfederungswert + 0,08 Materialdicke, was genau das Maß ist, um die Rückfederungsverformung des Kupfermaterials zu vertuschen.
- Qualitätsprüfung: Zwei Methoden, die ein 50-fach optisches Mikroskop und Infrarot-Wärmebildgebung steuern, werden verwendet, um versteckte Mikrorisse zu erkennen und Betriebsausfälle zu vermeiden.
Dieser angepasste Biegeprozess ermöglicht der Kupfersammelschiene einen stabilen Betrieb ohne Temperaturanstieg und ohne Risse an den Biegepunkten unter Hochstrombedingungen.
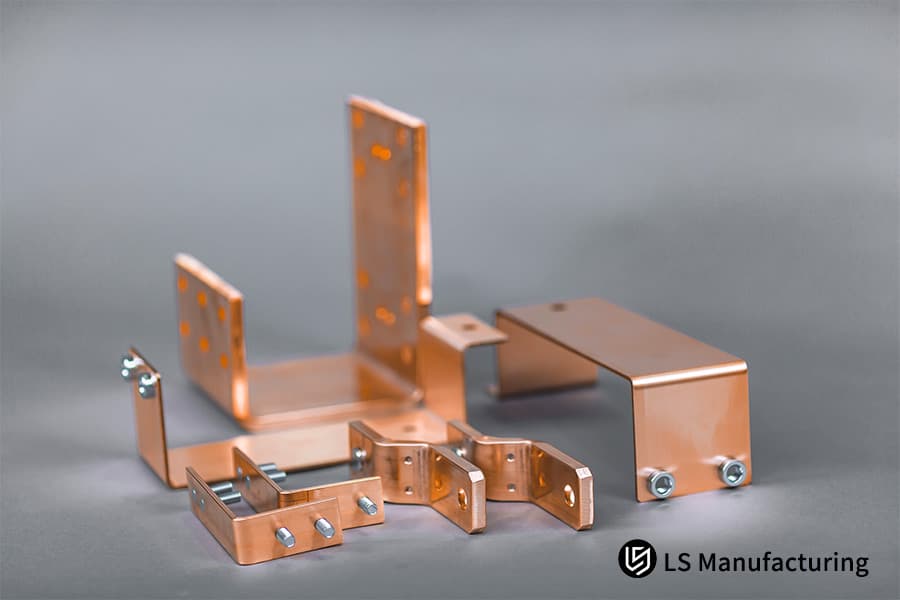
Abbildung 2: Eine Nahaufnahme eines Kupferblechs, das einem Biegetest mit scharfem Winkel unterzogen wird. Dabei sind glatte Kurven und keine Risse zu erkennen.
Wie kann die Herstellung von Sammelschienen aus Blech den Kontaktwiderstand an kritischen Verbindungsschnittstellen minimieren?
Eines der wesentlichen Qualitätskontrollkriterien bei der Herstellung von Blechsammelschienen ist die genaue Überwachung der elektrischen Kontaktflächenimpedanz. Dies ist nur durch eine exakte Kontrolle der Oberflächenrauheit der Stanz- und Kontaktflächen auf Werte im Bereich Ra 1,6μm – Ra 3,2μm erreichbar. Die Rauheit der Kontaktoberfläche, sei sie zu niedrig oder zu hoch, führt zu einer Verschlechterung der tatsächlichen effektiven Kontaktfläche (A-Punkte) und damit zu einem starken Anstieg des lokalen Widerstands. Der Schlüssel zur Reduzierung des Kontaktwiderstands sind präzise Oberflächen- und Stanzvorgänge.
Wie Oberflächenfehler den Widerstand beeinflussen
Das Vorhandensein kleiner Metallfragmente (Grate) und die Verformung der Ecken auf der Kontaktfläche der Kupferschiene sind für einen erheblichen Teil der Widerstandserhöhung verantwortlich. Solche Probleme können durch Polieren der Feinblechfertigung vermieden werden. Langfristige Verwendung des Stroms mit Blasen von mehr als 0,05 mm nach dem Stanzen führt zu einer Verschlechterung der Steifigkeit des Bauteils, mit Impedanzschwankungen von mehr als 300 % und schließlich zu einer lokalen Erwärmung der Ausrüstung.
Präzise Kupferfertigung mit reduzierter Impedanz
Durch mehrere Prozesskontrollen hält ein zuverlässiger Präzisions-Kupferfertigungsdienst die niedrigsten Impedanzstandards ein und eliminiert so das Problem des Kontaktwiderstands der Kupferschienen vollständig:
- Ebenheitskorrektur: Durch eine präzise Nivelliertechnik wird die Ebenheitsabweichung der Kupferschiene auf 0,2 mm pro 100 mm kontrolliert und sorgt so für eine einwandfreie Passform.
- Präzisionsstanzverfahren: Grate und Eckeneinbrüche an Lochbereichen, die normalerweise durch das Stanzen verursacht werden, werden durch den Einsatz einer verformungshemmenden Buchsenverarbeitung vollständig beseitigt, wobei die durchschnittliche Grathöhe streng auf 0,05 mm begrenzt ist.
- Oberflächenpolierbehandlung: Die genaue Kontrolle des Rauheitsbereichs führt zur Maximierung der effektiven Kontaktfläche, weshalb der Kontaktwiderstand stabil bei 15 μΩ gehalten wird.

Abbildung 3: Mehrschichtige Kupferschienen mit isolierenden Abstandshaltern optimieren den elektrischen Kontakt und minimieren den Widerstand.
Wie ermittelt man die ideale Galvanisierungsdicke, um das Risiko einer Kupferoxidation zu eliminieren?
Eine ordnungsgemäße Oberflächenschutzbehandlung ist ein sehr gutes und unverzichtbares Element, wenn Sie hochwertige elektrische Kupferteile herstellen möchten. Der wichtigste Ansatz in der Branche zur Endbearbeitung einer freiliegenden oxidierten und elektrochemisch korrodierten Kupferschiene besteht darin, die Oberfläche mit einer 5 μm dicken matten Zinn- oder Nickel-basierten Silberbeschichtung (3 μm Silber) zu beschichten und die Qualität der Beschichtung mit einem gründlichen 48-Stunden-Test mit neutralem Salzsprühnebel zu bestätigen, bevor die Charge für die Produktion freigegeben wird. Die Galvanisierungsdicke und die Wahl des Verfahrens sind die Hauptfaktoren, die über die Langzeitleistung von Kupferschienen entscheiden.
Mainstream-Galvanikprozesse und ihre Anwendungen
Der Schutz von Kupferoberflächen vor Korrosion sollte auf die spezifische Arbeitsumgebung abgestimmt sein. Hochreine Kupferfertigungsprodukte erfordern eine bessere Plattierungskompatibilität. Außerdem bieten unterschiedliche Beschichtungsschichten viele unterschiedliche Leistungsmerkmale:
| Galvanisierungsprozess | Beschichtungsdicke | Salzsprühbeständigkeitszeit | Geltende Betriebsbedingungen | Kostenspanne (USD/Stück) |
| Matte Zinnbeschichtung | ≥5μm | 48h Fertigstellung | Konventionelle Stromführungsausrüstung bei Raumtemperatur | 0,8-2,5 |
| Versilberung auf Nickelbasis | Nickel 2μm + Silber 3μm | 96h Fertigstellung | Hochfrequenz-, Hochstrom- und Hochtemperatur-Betriebsbedingungen | 2,8-6,5 |
| Gewöhnliche helle Verzinnung | 3-4μm | 24h Fertigstellung | Niedrigstromführende zivile Komponenten | 0,5-1,2 |
Qualitätsprüfungsstandards für die Beschichtung
Nach der Galvanisierung und anderen Bearbeitungen müssen hochwertige Teile, die durch einen professionellen Kupferblechfertigungsdienst plattiert wurden, einer doppelten Qualitätskontrolle unterzogen werden, um die Wirksamkeit der Schutzmaßnahmen zu gewährleisten:
- Thickness Inspection: An X-ray thickness gauge will be employed for a full-area checking to ensure no localized oxidation from plating thickness variations.
- Adhesion Test: The coating's adhesion is examined by a cross-cut adhesion test to avert coating detachment happening from vibrations during operation.

Figure 4: Copper samples with electroplated coatings on a test panel, used for corrosion resistance analysis.
What Technical Tolerance Limits Define a Qualified Precision Copper Fabrication Service Provider?
One of the fundamentals in establishing a reliable precision copper fabrication service is to have strict requirements for the copper processing precision. This entails controlling dimensional and positional tolerances within 0.1mm in the transverse direction, ensuring hole spacing tolerance 0.05mm, and that the flatness deformation does not exceed 0.2mm per 100mm for meeting the needs of the automated assembly line. Precision in tolerance is one of the key factors that separate the high-level copper processing service providers from the low-level ones.
Main Technical Difficulties for Precision Machining
Controlling the dimensions of copper is a lot more challenging than steel of the same quality. Custom copper busbars fabrication demands a very high level of accuracy in the dimensions. High-purity copper is a very soft metal which can easily get deformed and show springback after processing. Combination of multi-hole groups and three-dimensional bending workpieces are very likely to lead to tolerance violations which, in turn, cause delays in automated assembly and reduced yield.
Precision Tolerance Control Strategy
Leading sheet metal busbar manufacturing production is carried out based on a thorough understanding of the processes and the use of the right equipment to constantly hold a precise tolerance level:
- Equipment Support: They are aided by fully automatic servo CNC punching machines and customized polyurethane anti-scratch molds to reduce deformation errors coming from the processing end.
- Real-Time Inspection: Using a three-coordinate measuring machine for closed-loop inspection during the whole process, the faulty workpieces are removed in real time.
- Standardized Calibration: Calibration of the equipment is done each time before a batch of processing is carried out to guarantee the same tolerance level across different batches.
How Does Advanced Engineering DFM Support Cost Mitigation In Custom Busbar Fabrication Service?
A custom busbar fabrication service of high quality can contribute to restructuring your cost effectively right from the drawing stage. In fact, the most effective tool for shrinking the processing costs of copper busbar is to incorporate Design for Manufacturability (DFM) during the drawing review stage. Through this process multi-station irregular stamping is changed to a normalized pattern, layout efficiencies are improved leading to better copper plate utilization to 88%, which directly decreases raw material costs by 15%. DFM design serves as one of the main ways to meet the quality and cost balance.
Main Features of DFM Drawing Optimization
Taking advantage of the rich experience of copper sheet metal fabrication technology, preliminary drawing optimization can effectively act as insurance against the problems arising from mass production:
- Structural Optimization: Fixing ridiculous designs such as holes with margin too small (generally 2 times the thickness of the board) and very sharp bending angles to be on the safe side as processing scrap could be out of control.
- Layout Optimization: With a standard output of layout design, copper sheet utilization can be increased up to over 88%, so totally getting rid of raw material waste.
- Process Simplification: Substituting manually assembled complicated structures with mechanically stacked structures helps in reducing labor costs and assembling errors.
Cost Optimization Implementation Results
Ploughing back the standardized sheet metal busbar manufacturing with DFM, not only raw material cost can be decreased by 15%, production defect can be controlled within 0.5% during mass production, production lead-time can be shortened by 10% resulting in both significant cost reduction and enhanced efficiency of multinational procurement projects.
To precisely optimize drawings and reduce manufacturing costs, submit your drawings to receive a free DFM optimization solution, achieving a dual improvement in quality and cost-effectiveness.
Why LS Manufacturing Excels As The Leading Industrial Partner For Copper Sheet Metal Fabrication?
High-end copper sheet metal fabrication is a really tough feat. LS Manufacturing, using its homemade SPC (Statistical Process Control) system, has continually improved its capability index (Cpk) to 1.33. Backed with full-chain ISO 9001 and IATF 16949, they deliver a top-notch experience from free sample DFM, right up to worry-free large-volume deliveries. A thorough factory management system is the main backing for high-quality deliveries.
Full-Process Quality Control System
Quality control in the factory is like a thorough watch over the whole chain from start to end. Expert copper sheet metal fabrication services depend on a full-fledged system for finished product quality assurance:
- Online Inspection: Processes have infrared temperature measurement and micro-ohmic impedance testing equipment, so 100% online inspection is done.
- Raw Material Guarantee: A large stock of high-purity copper sheets exists. Every unit of raw materials is MTR (material test report) certified, because of this the use of low-quality materials is ruled out.
- Delivery Guarantee: Can do 48-hour quick sampling and production without minimum order quantity, can be used for R&D prototyping and mass production, respectively.
After-Sales Traceability Guarantee Capability
All finished products are entered into the ERP system based on a mature custom busbar fabrication service process, achieving full traceability from raw material roll number to factory inspection, providing a 12-month quality warranty, completely solving the pain points of high supply chain risks and trial-and-error costs for customers.
Case Study:LS Manufacturing Custom Copper Busbars Fabrication for a Tier-1 EV Battery Module Assembly Client
In high-end new energy battery production, the requirements for the precision and stability of copper busbars are very stringent, even tiny defects in the process can bring batch quality problems. A first-tier supplier's 800V high-voltage battery project for an automotive company was almost lost because they were using competitor's lower quality processes. The case is a perfect illustration of how customized precision copper busbars are practically very valuable.
Customer's Problem:
This car manufacturer's Tier 1 supplier used 6mm thick C11000 high-purity copper busbars in their 800V high-voltage solid-state battery modules for mass production. Their competitors' ordinary CNC bending lacked the faultless sheet metal fabrication bending (FMM) stress compensation technique necessary for microcracks, leading to the formation of 0.15mm intergranular microcracks on the outer side of the bent sections in batches of finished products.
Test data showed that microcracks bigger than 0.05mm can cause hotspot effects when current exceeds 320A. After undergoing thousands of thermal shock tests, this batch of copper busbars showed a marked rise in contact resistance and increased equipment temperature beyond the limit that made the high-voltage power distribution unit burn out, because of this introducing the risk of project delays and claims.
LS Manufacturing Solution:
Within 2 hours, we responded to the situation sudden by launching an emergency DFM reverse optimization mechanism and comprehensively remade the production process.
- 100% grain size tested high-purity C11000 copper was chosen as the raw material, and bending was carried out strictly at right angles to the rolling direction.
- Instead of sticking to the old-fashioned V-shaped molds, a customized roller flexible bending mold was employed, which led to optimization of the bending radius of the 6mm sheet metal to 7.5mm and the complete release of bending stress.
- Post-processing was changed to a 2.0μm nickel base + 6.5μm matte tin composite electroplating process, which gives the twofold benefits of oxidation resistance and conductivity stability.
- Before dispatch, the tolerances were kept within 0.08mm by using a coordinate measuring machine, and each piece was impedance measured with a micro-ohmmeter so that 100% full inspection qualification could be reached.
Results and Value:
Using our advanced capabilities for high-end sheet metal fabrication delivery, we managed to deliver benchmark samples in 72 hours. Finished products underwent 1500 cycles of ultra-thermal shock testing and showed no defects under microscope examination and had stable contact resistance. The project totally removed the risk of thermal runaway and fulfilled SOP (Start of Production) two weeks early.
We have been promoted to the Grade A core supplier level, which ensured long-term order for 250,000 pieces per year and perfectly demonstrated the core value application of advanced copper busbar technology.
To avoid mass production quality crises and meet the stringent standards of automakers, you can view more case studies of new energy copper busbar implementations and refer to mature customized solutions.

FAQs
Q1: What is the minimum bending radius for standard C11000 copper sheets?
To guarantee the complete absence of intergranular microcracks and physical impairment to electrical conductivity, the minimum inner bending radius R of C11000 pure copper should be greater than or equal to 1.0-1.2 times the thickness of the material. This criterion can be applied to thicknesses ranging from 1 to 10 mm and is a widely recognized safety limit in industrial mass production.
Q2: Which surface plating is better for electronic copper busbars, tin or silver?
For general current-carrying and anti-oxidation purposes, a 5μm tin plating process would be the best choice, offering a high value for the price and wear resistance. With military, radio frequency, and other applications requiring ultra-low resistance, silver plating should be used, which can bring the system contact resistance down to 10μΩ.
Q3: What linear manufacturing tolerances can LS Manufacturing achieve for copper fabrication?
By using a combination of high-precision CNC machinery and custom-made fixtures we are able to consistently keep copper busbar form and position tolerances of 1-10mm within 0.1mm, and at the same time, accurately maintain the center-to-center distance tolerance of main holes to 0.05mm, which can cater to the requirements of automated precision assembly.
Q4: Why does my copper sheet metal component show discolored heat marks after laser cutting?
High light reflectivity and high thermal conductivity of pure copper result in large heat-affected zones and after that oxidation and discoloration after regular laser cutting. Our fiber laser and waterjet processes completely mitigate thermal stress damage and burn marks.
Q5: Does LS Manufacturing provide automated free DFM engineering reviews before quoting?
Our experienced engineers can analyze and respond to CAD drawings uploaded by customers in 24 hours at the latest as a rule. We normally generate free DFM reports and even calculate production costs based on STEP and DXF drawings, enabling customers to promptly get a reliable quote for mass production. The reports examine all aspects of manufacturability optimization and offer suggestions like bending compensation, layout optimization, and cost control.
Q6: How do you ensure the purity of the raw copper material meets industry electrical compliance?
Each batch of copper materials is accompanied by an original MTR material certificate from the manufacturer, showing a copper content of 99.90%. The factory is equipped with eddy current conductivity meters for performing random inspections so that the conductivity of the finished products remains consistently above 101% IACS and meets the standards of the electrical industry.
Q7: What is your minimum order quantity for custom busbar fabrication service runs?
We want to facilitate the development of customer projects and trials and error, which is why we do not have any minimum order quantities at all. A single sample of our automotive-grade standard process flow procedure can fully support and adapt small-batch prototyping and large-scale mass production needs.
Q8: What is the warranty period and traceability history for your fabricated electrical copper parts?
We officially warrant all copper sheet metal and copper busbar parts for 12 months. Every production batch has been placed in the ERP system to help traceability starting from the coil number of raw material to the factory testing data. This system is established to protect the rights after-sales.
Zusammenfassung
In new energy and high-density power transmission and distribution applications, copper busbars form the vital components that combine multiple technologies. Even slight changes in material composition bending surface treatment, and tolerances can all unfortunately lead to safety issues under high-current conditions. The safety and energy efficiency requirements of high-end equipment can no longer be adequately met by traditional, crude machining methods.
Through the use of standardized, data-driven end-to-end copper sheet metal fabrication control processes, we are capable of manufacturing low-resistance, zero-defect, and highly durable precision copper busbars, which is a prerequisite for the stable operation of various high-end electrical equipment.
Improper copper busbar processing can very quickly lead to equipment safety hazards. Being a core Tier-1 supplier to automobile manufacturers, LS Manufacturing offers a turnkey customized copper busbar service, from copper material selection, DFM optimization, precision machining, electroplating protection, and after-sales warranty, to be suitable for both R&D prototyping and mass production. Upload your 3D drawings and get a technical assessment and mass production quote from an engineer within 24 hours!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
