
يلعب تصنيع الصفائح النحاسية المعدنية دورًا أساسيًا في التشكيل الدقيق لقضبان التوصيل النحاسية السميكة المستخدمة في مواقف الحمل ذات التيار العالي. إنه أحد العوامل الرئيسية التي تحدد سلامة التشغيل وكفاءة نقل الطاقة للمعدات مثل مجموعات البطاريات عالية الجهد لمركبات الطاقة الجديدة وخزائن توزيع الطاقة في مراكز البيانات. يعد النحاس عالي النقاء جيدًا جدًا في توصيل الكهرباء، ولكن بسبب ليونته الشديدة وخصائص تصلب العمل، فإنه يكون عرضة للعيوب (مثل الشقوق الدقيقة وخدوش السطح) أثناء المعالجة النموذجية.
لا يمكن لطرق المعالجة التقليدية تلبية التفاوتات الموضعية والأبعاد بمقدار 0.1 مم مع معايير مقاومة التلامس المنخفضة، دون التسبب في ارتفاع درجة حرارة المعدات وارتفاع المقاومة. في هذه المقالة، نلقي نظرة تفصيلية على عملية تصنيع قضبان النقل النحاسية، بدءًا من اختيار المواد النحاسية، تحسين الثني، إلى الطلاء الكهربائي للأسطح ومناقشة العوائق التقنية وحلول التسليم الشاملة لقضبان النحاس الدقيقة. التصنيع.

نظرة عامة سريعة على المعلمات الأساسية في تصنيع قضبان التوصيل النحاسية ذات الحمل العالي للتيار
يلخص المؤشر الهندسي الرئيسي والمواد المختارة وعمليات التصنيع ومعايير فحص الجودة لتصنيع قضبان التوصيل النحاسية الدقيقة، بحيث يمكن للمهندسين الحصول على فهم واضح وحفظ المؤشرات الرئيسية ومنع أي أخطاء في التصميم والعمليات.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">الوجبات الرئيسية
- منطق اختيار المواد: المكونات الأساسية الرئيسية التي تحمل التيار مصنوعة بشكل عام من النحاس القوي C11000 مع محتوى نحاسي بنسبة 99.90% أو أعلى. بالنسبة إلى البيئات المفرغة ذات الإحكام العالي جدًا، يلزم تصنيع النحاس الخالي من الأكسجين C10200 خصيصًا للتخلص تمامًا من خطر التقصف الهيدروجيني الناتج عن درجات الحرارة العالية.
- معيار الانحناء: يجب أن يكون نصف قطر الانحناء R من 1.0 إلى 1.5 مرة سمك T (R) 1.0T) من النحاس النقي، ويجب أن يظل خط الثني متعامدًا بشكل صارم مع اتجاه التدحرج للتأكد من عدم وجود فقدان للتوصيل في الانحناء.
- معيار سطح التلامس: يجب تنظيم خشونة سطح أسطح التلامس الكهربائية المتميزة ضمن النطاق من Ra 1.6μm إلى Ra 3.2μm. ومن خلال عمليات الطلاء بالقصدير أو الفضة المحلية بقطر 5 ميكرومتر، يمكن تقليل مقاومة تلامس النظام إلى أقل من 15 ميكروأوم.
لماذا تختار خدمة تصنيع الصفائح النحاسية التابعة لشركة LS Manufacturing لتصنيع قضبان التوصيل عالية الموصلية؟
تم استخدام التحكم الموحد في العمليات والبيانات المقاسة لدعم التصنيع الدقيق لقضبان التوصيل النحاسية التي يمكنها تجاوز عيوب الأداء الكهربائي لطرق المعالجة التقليدية وتكون متوافقة مع معايير التصنيع الصناعية المتطورة.
تكشف البيانات المأخوذة من عمليات قضبان التوصيل النحاسية التي تحمل تيارًا عاليًا أن 18% من قضبان التوصيل النحاسية التي تتم معالجتها بالطرق التقليدية تحتوي على عيوب مثل الشقوق الدقيقة وتتمتع بمستوى عالٍ من مقاومة التلامس، ولا تستوفي IEC 60287 معيار فقدان الحمل الحالي. بسبب تصلب العمل، يكون النحاس عالي النقاء عرضة للعيوب بشكل كبير، ولن يتمكن المصنع النموذجي الذي لا يمتلك آليات تعويض العمليات من تلبية متطلبات التشغيل طويلة المدى لمعدات الطاقة الجديدة ذات الجهد العالي.
أثبت الإنتاج على المستوى الصناعي أن 90% من حوادث الانفلات الحراري لقضبان التوصيل النحاسية ترجع إلى استخدام معلمات عملية دون المستوى المطلوب. تطبق خدمة المعالجة لدينا، التي تتبع نظام ISO 9001، التحكم الإحصائي SPC على العملية بأكملها، مما يؤدي إلى أداء ثابت لـ Cpk يبلغ 1.33، وبسبب هذا يمنع توليد العيوب في المصدر مع التأكد من بقاء قضبان التوصيل النحاسية مستقرة كهربائيًا وقوية ميكانيكيًا.
النتيجة الطبيعية لخدمات تصنيع قضبان التوصيل النحاسية عالية الجودة: أعطال أقل للمعدات، وعمر أطول للأجزاء، وتكلفة أقل للصيانة وإعادة العمل اللاحقة.
<اقتباس>لفهم اختلافات الجودة في دقة النحاس بشكل بديهيتصنيع شريط USB، يمكنك تنزيل المستند التمهيدي لمقارنة العمليات مجانًا للتمييز سريعًا بين الاختلافات الأساسية بين التصنيع العادي وتصنيع الصفائح المعدنية النحاسية ذات المستوى المعياري.
لماذا تختار تصنيع قضبان التوصيل النحاسية المخصصة لأنظمة بطاريات السيارات الكهربائية؟
يمكن أن يتناسب تصنيع قضبان التوصيل النحاسية المخصصة بدقة شديدة مع المساحة الداخلية المحدودة للغاية لمجموعات البطاريات عالية الجهد لمركبات الطاقة الجديدة. ومن خلال إعادة تشكيل مخططه المادي، فإنه يقلل من المقاومة الكهربائية للنظام (20μΩ) وفي نفس الوقت يحصل على كفاءة أكبر بنسبة 40% في تبديد الحرارة وصلابة حمل التيار عند مقارنته بتكنولوجيا الكابلات القديمة. يوضح هذا الفصل كميًا تفوق قضبان التوصيل النحاسية المخصصة في نظام توزيع الطاقة عالي الجهد لمركبات الطاقة الجديدة، لذا يوضح كيف يمكن للتصميم الجديد تعزيز سلامة حزمة البطارية وكفاءة استخدام الطاقة.
اختلافات الأداء بين الكابلات التقليدية وقضبان التوصيل النحاسية المخصصة
يعتمد عمر حزمة البطارية على أداء مكون الطاقة في السيارة. يتم تصنيع قضبان التوصيل النحاسية باستخدام تكنولوجيا تصنيع الصفائح المعدنية النحاسية فقط، وهي تجلب تغييرات أساسية في هذه الجوانب الثلاثة:
- استخدام مساحة المقطع العرضي: يمكن أن يتطابق تصنيع قضبان التوصيل النحاسية المخصصة تمامًا مع المقطع العرضي لحزمة البطارية، ولهذا السبب فإنه يقلل من استخدام أحزمة الكابلات غير الضرورية ويزيد من استخدام المساحة بنسبة تزيد عن 35%.
- التحكم في فقدان الحرارة: تتميز قضبان التوصيل النحاسية بالصلابة، لذلك فإن خسائر مقاومتها (IR) منخفضة جدًا. ولهذا السبب، يمكن تجنب ارتخاء الكابل وضعف نقاط الاتصال حتى في ظروف الاهتزازات عالية التردد.
- قدرة تبديد الحرارة: قضبان التوصيل النحاسية مسطحة، لذا فهي تتمتع بمساحة كبيرة لتبديد الحرارة. ولهذا السبب يكون معدل ارتفاع درجة الحرارة أقل بكثير عندما يكون التيار مرتفعًا ويستمر لفترة طويلة، مقارنة بالكابلات التقليدية متعددة الخيوط.
المنطق وراء تعزيز السلامة الكهربائية لقضبان التوصيل النحاسية المخصصة
نقاء الموصلات الموصلة للبطارية ودقة الأبعاد هما مفتاح عامل الأمان. تحتوي الأجزاء المصنوعة من النحاس الكهربائي عالي النقاء على حد أدنى من الشوائب وموصلية مستقرة مما يمنع المقاومة من الارتفاع المفاجئ عند استخدامها على المدى الطويل. قد تؤدي عمليات التشكيل المخصصة إلى حدوث عيوب بسبب الانحناء واللكم. ومع ذلك، بمساعدة مثل هذه الإجراءات المخصصة، يمكن للمرء تحقيق استقرار حزم البطاريات عالية الجهد في أكثر من 1000 دورة تفريغ شحن وفي الوقت نفسه يكون قادرًا على تلبية احتياجات التطوير لمركبات الطاقة الجديدة خفيفة الوزن وعالية الكثافة في الطاقة.
لحساب تكلفة الإنتاج الضخم لقضبان التوصيل النحاسية المخصصة بدقة، أرسل رسوماتك للحصول على تقدير مجاني للتكلفة واحصل على حل مخصص لتصنيع قضبان النحاس المخصصة لأنظمة بطاريات السيارات الكهربائية.
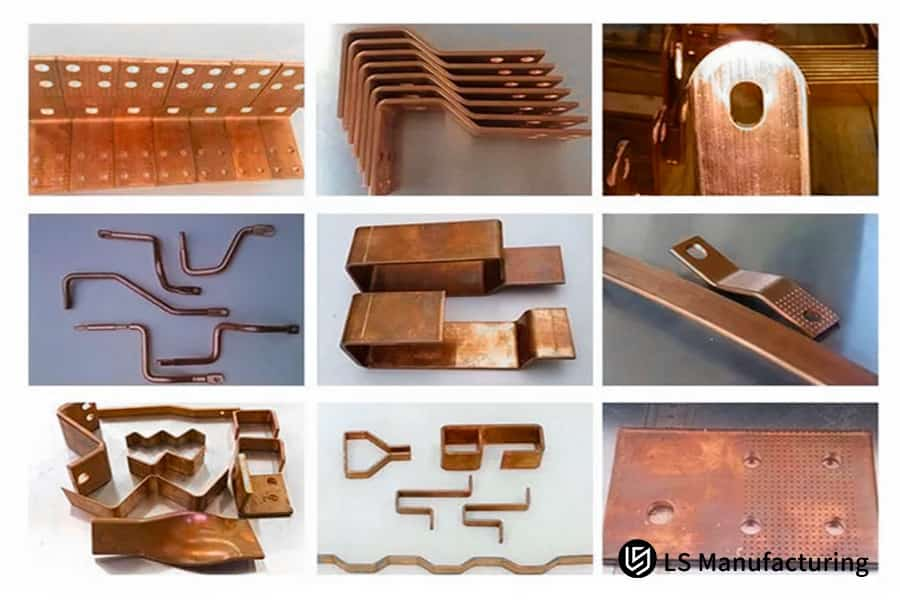
الشكل 1: قضبان توصيل نحاسية ذات ثنيات حادة وفتحات لولبية، مصنعة للتوصيلات الكهربائية والتجميع.
كيفية اختيار مواد تصنيع النحاس عالية النقاء للحصول على التوصيل الكهربائي الأمثل؟
معالجة المكونات الكهربائية ذات الموصلية العالية ويجب أن تعتمد تصنيع النحاس عالي النقاء على تصنيف صارم للدرجة: C11000 (ETP) هي درجة النحاس المستخدمة في الغالب في نقل التيار التقليدي بفضل موصليته العالية جدًا بنسبة 100% IACS، في حين أن النحاس الخالي من الأكسجين C10200 (OF)، والذي يحتوي على أقل من 0.001% أكسجين، هو المادة القياسية المستخدمة لتجنب التقصف بالهيدروجين أثناء اللحام بدرجة حرارة عالية. تقدم هذه المقالة مجموعة متعددة الأبعاد من المواد للمهندسين لتثبيت حد المقاومة.
مقارنة معلمات الأداء للمواد النحاسية عالية النقاء السائدة
تؤدي معلمات المواد الموصلة الخام إلى أداء المنتج النهائي. يتطلب الجزء النحاسي الكهربائي عالي الجودة تطابقًا دقيقًا مع ظروف التشغيل. المؤشرات الرئيسية لمواد النحاس المختلفة هي:
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛ الارتفاع: 314.886 بكسل؛" border="1">فحص جودة المواد الخام وطرق الفحص
يلعب فحص جودة المواد دورًا كبيرًا في اختيار المواد، حيث تلعب خدمة تصنيع النحاس الدقيقة الاحترافية دورًا رئيسيًا. تساعد خدمتنا في تجنب مشكلات فشل التوصيل من خلال الخطوات التالية:
- فحص المواد: يجب على المشتري عالي النقاء مواد تصنيع النحاس أن يحصل دائمًا على شهادة المواد MTR (متوسطة إلى معدل) للتحقق من إجمالي كمية الشوائب مثل الفوسفور و الزرنيخ أقل من 0.005%، ولهذا السبب لن يحدث فقدان في التوصيلية الكهربائية.
- أخذ عينات جودة المنتج في الموقع: باستخدام مقياس موصلية التيار الدوامي، يتم أخذ العينات عشوائيًا لمعرفة ما إذا كانت موصلية المنتج النهائي تتوافق مع المعايير ولمنع عيوب الجودة على مستوى الدفعة.
- فحص اتجاه تدفق الحبوبالأيون: نحن نتحقق من أن اتجاه تدفق الحبوب لمادة النحاس المدرفلة متسق للتخلص من خطر التشوه أثناء عمليات الختم والثني الإضافية.
يمكن لنظام واسع النطاق لاختيار المواد وفحصها أن يلقي بظلال من الشك على فشل الأداء الكهربائي لأكثر من 90% من مرحلة المواد الخام. لتجنب مخاطر الأداء الناجمة عن أخطاء اختيار المواد، يمكنك الحصول على استشارة مجانية فردية حول اختيار المواد، الاعتماد على خدمة تصنيع النحاس الدقيقة لدينا لمطابقة درجة النحاس المثالية.
كيف تمنع خدمة تصنيع صفائح النحاس من التشققات الدقيقة أثناء الانحناء الحاد؟
الطريقة الأساسية لوقف التشققات الدقيقة في ثني صفائح النحاس النقي هي من خلال المعالجة الاحترافية خدمة تصنيع صفائح النحاس. ويتضمن بشكل أساسي الحفاظ على نصف قطر الانحناء الداخلي (R≥1.2T) عند مستوى معين وخط الانحناء المشكل بزاوية 90 متعامدة مع اتجاه تدحرج الصفيحة النحاسية.
تهدف هذه الخطوات إلى تحرير تركيز الإجهاد الناتج عن الانحناء الموضعي. التكسير الدقيق هو خطر الجودة الخفي للغاية لقضبان التوصيل النحاسية ذات الجهد العالي والتي تؤدي بشكل مباشر إلى تأثيرات النقاط الساخنة والفشل الحراري الجامح.
الأسباب الأساسية لحدوث التشققات الدقيقة في الانحناء
تعتبر خصائص تصلب أعمال ثني النحاس هي المصدر الرئيسي للعيوب. يمكن أن تخفف عمليات تصنيع الصفائح المعدنية من النحاس الموحد بشكل كبير من مشكلات المعالجة هذه. النحاس عالي النقاء مرن للغاية. ولهذا السبب، عندما يتعلق الأمر بمحطات الانحناء المتعددة، ينشأ تركيز الضغط في منطقة التمدد الخارجية.
لا تحتوي القوالب التقليدية على تعويض الضغط، ولهذا السبب يمكن أن تسبب تشققًا صغيرًا بين الخلايا الحبيبية، وهو أمر يصعب رؤيته. وفقًا لخبرتنا في مشروع ثني النحاس السميك، فإن معدل التكسير الدقيق لعملية الثني التقليدية لصفائح النحاس النقي بسماكة 3 مم يمكن أن يصل إلى 65%.
حل خالي من الشقوق بجودة صناعية
بالإضافة إلى معلمات تصنيع الصفائح المعدنية المحسنة، تستبعد معلمات العملية القياسية العيوب تمامًا للمواد النحاسية ذات السماكات المختلفة:
- تكيف القالب: يتم استخدام قالب علوي ذو حجم مناسب بقطر R = 6 مم للمواد النحاسية بسمك 5 مم، على العكس من ذلك، يتم استخدام قالب الأسطوانة بقطر R = 7. يتم تطبيق قطر 5 مم على مواد نحاسية بسمك 6 مم، وهذا للتخلص من تركيز الإجهاد.
- تعويض المعلمات: يتم تعويض الانحناء باستخدام صيغة واحدة: زاوية التعويض = قيمة الزنبرك الأساسية + 0. 08 سمك المادة، وهو المقياس الدقيق لتغطية تشوه الزنبرك في مادة النحاس.
- فحص الجودة: يتم استخدام طريقتين للتحكم في المجهر الضوئي 50x والتصوير الحراري بالأشعة تحت الحمراء للكشف عن الشقوق الصغيرة المخفية وتجنب الفشل في العمليات.
تتيح عملية الثني المخصصة هذه لقضيب التوصيل النحاسي تحقيق عملية مستقرة مع ارتفاع درجة الحرارة بمقدار صفر وعدم وجود شقوق عند نقاط الانحناء في ظل ظروف التيار العالي.
الشكل 2: لقطة مقربة لصفيحة نحاسية تخضع لاختبار ثني الزاوية الحادة، وتظهر منحنيات ناعمة وخالية من الشقوق.
كيف يمكن لتصنيع قضبان التوصيل المصنوعة من الصفائح المعدنية تقليل مقاومة التلامس عند واجهات التوصيل الحرجة؟
أحد معايير مراقبة الجودة الأساسية في تصنيع قضبان التوصيل المعدنية هو المراقبة الدقيقة لمقاومة سطح التلامس الكهربائي. ولا يمكن تحقيق ذلك إلا من خلال التحكم الدقيق في خشونة السطح للمناطق المثقوبة والملامسة للقيم في نطاق Ra 1.6μm - Ra 3.2μm. تؤدي خشونة سطح التلامس، سواء كانت منخفضة جدًا أو مرتفعة جدًا، إلى تدهور منطقة التلامس الفعالة الفعلية (البقع A) وبالتالي ارتفاع حاد في المقاومة المحلية. المفتاح لتقليل مقاومة التلامس هو عمليات السطح والتثقيب الدقيقة.
كيف تؤثر عيوب السطح على المقاومة
إن وجود شظايا معدنية صغيرة (نتوءات) وتشوه الزوايا على سطح تلامس قضيب التوصيل النحاسي يمثل جزءًا كبيرًا من زيادة المقاومة. يمكن تجنب مثل هذه المشكلات عن طريق تلميع تصنيع الصفائح المعدنية الدقيقة. يؤدي الاستخدام طويل الأمد للتيار مع وجود فقاعات تتجاوز 0.05 ملم بعد التثقيب إلى تدهور صلابة المكون، مع اختلافات في المعاوقة تتجاوز 300% وأخيرًا حدوث تسخين موضعي للمعدات.
تصنيع النحاس بدقة بمقاومة منخفضة
من خلال التحكم في العمليات المتعددة، فإن خدمة تصنيع النحاس الدقيقة التي يمكن الاعتماد عليها تلتزم بأقل معايير المعاوقة، مما يقضي تمامًا على مشكلة مقاومة تلامس قضبان التوصيل النحاسية:
- تصحيح التسطيح: من خلال استخدام تقنية التسوية الدقيقة، يتم التحكم في انحراف التسطيح لقضيب التوصيل النحاسي إلى 0.2 مم لكل 100 مم، وبالتالي توفير توافق لا تشوبه شائبة.
- عملية التثقيب الدقيقة: يتم القضاء تمامًا على النتوءات والزوايا في مناطق الثقب، والتي تنتج عادةً عن التثقيب، من خلال استخدام جلبة مضادة للتشوه مع تحديد حد صارم لمتوسط ارتفاع النتوء إلى 0.05 مم.
- معالجة تلميع السطح: يؤدي التحكم الدقيق في نطاق الخشونة إلى تعظيم منطقة التلامس الفعالة، ولهذا السبب الحفاظ على استقرار مقاومة التلامس عند 15μΩ.

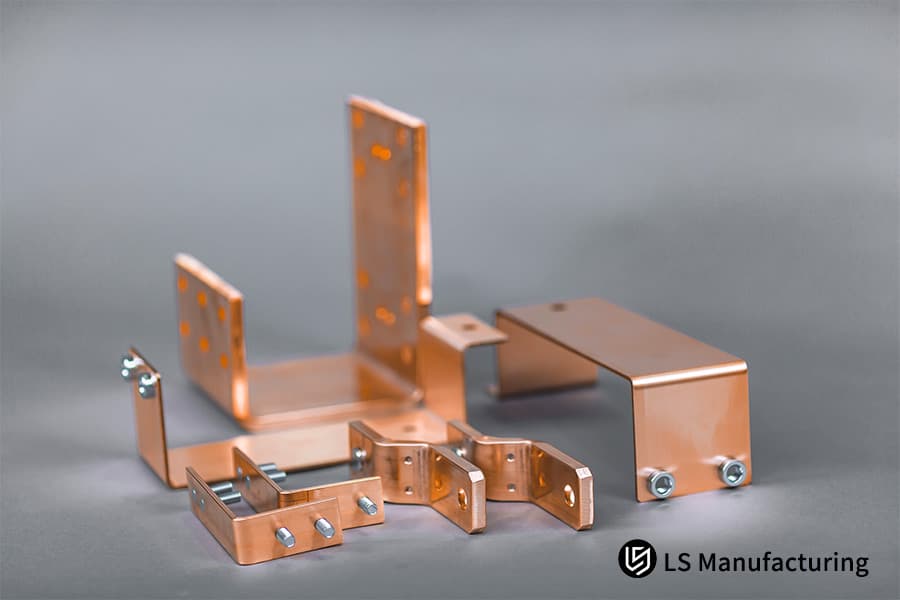
الشكل 3: قضبان التوصيل النحاسية ذات الطبقات مع الفواصل العازلة تعمل على تحسين الاتصال الكهربائي لتقليل المقاومة.
كيفية تحديد سمك الطلاء الكهربائي المثالي للتخلص من مخاطر أكسدة النحاس؟
تعد المعالجة المناسبة لحماية السطح عنصرًا جيدًا جدًا ويجب توفره إذا كنت تريد تصنيع أجزاء نحاسية كهربائية عالية الجودة. يتمثل النهج الرئيسي في الصناعة لإنهاء قضبان النحاس المكشوفة المؤكسدة والمتآكلة كهروكيميائيًا في تغطية السطح بقصدير غير لامع بسمك 5 ميكرومتر أو طلاء فضي قائم على النيكل (3 ميكرومتر من الفضة)، والتأكد من جودة الطلاء من خلال اختبار شامل لرش الملح المحايد لمدة 48 ساعة قبل إطلاق الدفعة إلى الإنتاج. يعد سمك الطلاء الكهربائي واختيار العملية من العوامل الرئيسية التي تحدد الأداء طويل المدى لقضبان التوصيل النحاسية.
عمليات الطلاء الكهربائي السائدة وتطبيقاتها
يجب أن تتوافق حماية الأسطح النحاسية من التآكل مع بيئة العمل المحددة. تتطلب منتجات تصنيع النحاس عالية النقاء توافقًا أفضل مع الطلاء. كما أن طبقات الطلاء المختلفة توفر خصائص أداء مختلفة كثيرًا:
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">معايير فحص جودة الطلاء
بعد الطلاء والمعالجة الأخرى، يجب أن تخضع الأجزاء المتطورة التي تم طلاءها من خلال خدمة تصنيع صفائح النحاس المعدنية الاحترافية، لفحص جودة مزدوج لضمان فعالية تدابير الحماية:
- فحص السُمك: سيتم استخدام مقياس سمك بالأشعة السينية لفحص المنطقة بالكامل لضمان عدم وجود أكسدة موضعية نتيجة اختلافات سُمك الطلاء.
- اختبار الالتصاق: يتم فحص التصاق الطلاء عن طريق اختبار التصاق متقاطع لتجنب حدوث انفصال الطلاء نتيجة الاهتزازات أثناء التشغيل.

Figure 4: Copper samples with electroplated coatings on a test panel, used for corrosion resistance analysis.
What Technical Tolerance Limits Define a Qualified Precision Copper Fabrication Service Provider?
One of the fundamentals in establishing a reliable precision copper fabrication service is to have strict requirements for the copper processing precision. This entails controlling dimensional and positional tolerances within 0.1mm in the transverse direction, ensuring hole spacing tolerance 0.05mm, and that the flatness deformation does not exceed 0.2mm per 100mm for meeting the needs of the automated assembly line. Precision in tolerance is one of the key factors that separate the high-level copper processing service providers from the low-level ones.
Main Technical Difficulties for Precision Machining
Controlling the dimensions of copper is a lot more challenging than steel of the same quality. Custom copper busbars fabrication demands a very high level of accuracy in the dimensions. High-purity copper is a very soft metal which can easily get deformed and show springback after processing. Combination of multi-hole groups and three-dimensional bending workpieces are very likely to lead to tolerance violations which, in turn, cause delays in automated assembly and reduced yield.
Precision Tolerance Control Strategy
Leading sheet metal busbar manufacturing production is carried out based on a thorough understanding of the processes and the use of the right equipment to constantly hold a precise tolerance level:
- Equipment Support: They are aided by fully automatic servo CNC punching machines and customized polyurethane anti-scratch molds to reduce deformation errors coming from the processing end.
- Real-Time Inspection: Using a three-coordinate measuring machine for closed-loop inspection during the whole process, the faulty workpieces are removed in real time.
- Standardized Calibration: Calibration of the equipment is done each time before a batch of processing is carried out to guarantee the same tolerance level across different batches.
How Does Advanced Engineering DFM Support Cost Mitigation In Custom Busbar Fabrication Service?
A custom busbar fabrication service of high quality can contribute to restructuring your cost effectively right from the drawing stage. In fact, the most effective tool for shrinking the processing costs of copper busbar is to incorporate Design for Manufacturability (DFM) during the drawing review stage. Through this process multi-station irregular stamping is changed to a normalized pattern, layout efficiencies are improved leading to better copper plate utilization to 88%, which directly decreases raw material costs by 15%. DFM design serves as one of the main ways to meet the quality and cost balance.
Main Features of DFM Drawing Optimization
Taking advantage of the rich experience of copper sheet metal fabrication technology, preliminary drawing optimization can effectively act as insurance against the problems arising from mass production:
- Structural Optimization: Fixing ridiculous designs such as holes with margin too small (generally 2 times the thickness of the board) and very sharp bending angles to be on the safe side as processing scrap could be out of control.
- Layout Optimization: With a standard output of layout design, copper sheet utilization can be increased up to over 88%, so totally getting rid of raw material waste.
- Process Simplification: Substituting manually assembled complicated structures with mechanically stacked structures helps in reducing labor costs and assembling errors.
Cost Optimization Implementation Results
Ploughing back the standardized sheet metal busbar manufacturing with DFM, not only raw material cost can be decreased by 15%, production defect can be controlled within 0.5% during mass production, production lead-time can be shortened by 10% resulting in both significant cost reduction and enhanced efficiency of multinational procurement projects.
<اقتباس>To precisely optimize drawings and reduce manufacturing costs, submit your drawings to receive a free DFM optimization solution, achieving a dual improvement in quality and cost-effectiveness.
Why LS Manufacturing Excels As The Leading Industrial Partner For Copper Sheet Metal Fabrication?
High-end copper sheet metal fabrication is a really tough feat. LS Manufacturing, using its homemade SPC (Statistical Process Control) system, has continually improved its capability index (Cpk) to 1.33. Backed with full-chain ISO 9001 and IATF 16949, they deliver a top-notch experience from free sample DFM, right up to worry-free large-volume deliveries. A thorough factory management system is the main backing for high-quality deliveries.
Full-Process Quality Control System
Quality control in the factory is like a thorough watch over the whole chain from start to end. Expert copper sheet metal fabrication services depend on a full-fledged system for finished product quality assurance:
- Online Inspection: Processes have infrared temperature measurement and micro-ohmic impedance testing equipment, so 100% online inspection is done.
- Raw Material Guarantee: A large stock of high-purity copper sheets exists. Every unit of raw materials is MTR (material test report) certified, because of this the use of low-quality materials is ruled out.
- Delivery Guarantee: Can do 48-hour quick sampling and production without minimum order quantity, can be used for R&D prototyping and mass production, respectively.
After-Sales Traceability Guarantee Capability
All finished products are entered into the ERP system based on a mature custom busbar fabrication service process, achieving full traceability from raw material roll number to factory inspection, providing a 12-month quality warranty, completely solving the pain points of high supply chain risks and trial-and-error costs for customers.
Case Study:LS Manufacturing Custom Copper Busbars Fabrication for a Tier-1 EV Battery Module Assembly Client
In high-end new energy battery production, the requirements for the precision and stability of copper busbars are very stringent, even tiny defects in the process can bring batch quality problems. A first-tier supplier's 800V high-voltage battery project for an automotive company was almost lost because they were using competitor's lower quality processes. The case is a perfect illustration of how customized precision copper busbars are practically very valuable.
Customer's Problem:
This car manufacturer's Tier 1 supplier used 6mm thick C11000 high-purity copper busbars in their 800V high-voltage solid-state battery modules for mass production. Their competitors' ordinary CNC bending lacked the faultless sheet metal fabrication bending (FMM) stress compensation technique necessary for microcracks, leading to the formation of 0.15mm intergranular microcracks on the outer side of the bent sections in batches of finished products.
Test data showed that microcracks bigger than 0.05mm can cause hotspot effects when current exceeds 320A. After undergoing thousands of thermal shock tests, this batch of copper busbars showed a marked rise in contact resistance and increased equipment temperature beyond the limit that made the high-voltage power distribution unit burn out, because of this introducing the risk of project delays and claims.
LS Manufacturing Solution:
Within 2 hours, we responded to the situation sudden by launching an emergency DFM reverse optimization mechanism and comprehensively remade the production process.
- 100% grain size tested high-purity C11000 copper was chosen as the raw material, and bending was carried out strictly at right angles to the rolling direction.
- Instead of sticking to the old-fashioned V-shaped molds, a customized roller flexible bending mold was employed, which led to optimization of the bending radius of the 6mm sheet metal to 7.5mm and the complete release of bending stress.
- Post-processing was changed to a 2.0μm nickel base + 6.5μm matte tin composite electroplating process, which gives the twofold benefits of oxidation resistance and conductivity stability.
- Before dispatch, the tolerances were kept within 0.08mm by using a coordinate measuring machine, and each piece was impedance measured with a micro-ohmmeter so that 100% full inspection qualification could be reached.
Results and Value:
Using our advanced capabilities for high-end sheet metal fabrication delivery, we managed to deliver benchmark samples in 72 hours. Finished products underwent 1500 cycles of ultra-thermal shock testing and showed no defects under microscope examination and had stable contact resistance. The project totally removed the risk of thermal runaway and fulfilled SOP (Start of Production) two weeks early.
We have been promoted to the Grade A core supplier level, which ensured long-term order for 250,000 pieces per year and perfectly demonstrated the core value application of advanced copper busbar technology.
<اقتباس>To avoid mass production quality crises and meet the stringent standards of automakers, you can view more case studies of new energy copper busbar implementations and refer to mature customized solutions.

الأسئلة الشائعة
Q1: What is the minimum bending radius for standard C11000 copper sheets?
To guarantee the complete absence of intergranular microcracks and physical impairment to electrical conductivity, the minimum inner bending radius R of C11000 pure copper should be greater than or equal to 1.0-1.2 times the thickness of the material. This criterion can be applied to thicknesses ranging from 1 to 10 mm and is a widely recognized safety limit in industrial mass production.
Q2: Which surface plating is better for electronic copper busbars, tin or silver?
For general current-carrying and anti-oxidation purposes, a 5μm tin plating process would be the best choice, offering a high value for the price and wear resistance. With military, radio frequency, and other applications requiring ultra-low resistance, silver plating should be used, which can bring the system contact resistance down to 10μΩ.
Q3: What linear manufacturing tolerances can LS Manufacturing achieve for copper fabrication?
By using a combination of high-precision CNC machinery and custom-made fixtures we are able to consistently keep copper busbar form and position tolerances of 1-10mm within 0.1mm, and at the same time, accurately maintain the center-to-center distance tolerance of main holes to 0.05mm, which can cater to the requirements of automated precision assembly.
Q4: Why does my copper sheet metal component show discolored heat marks after laser cutting?
High light reflectivity and high thermal conductivity of pure copper result in large heat-affected zones and after that oxidation and discoloration after regular laser cutting. Our fiber laser and waterjet processes completely mitigate thermal stress damage and burn marks.
Q5: Does LS Manufacturing provide automated free DFM engineering reviews before quoting?
Our experienced engineers can analyze and respond to CAD drawings uploaded by customers in 24 hours at the latest as a rule. We normally generate free DFM reports and even calculate production costs based on STEP and DXF drawings, enabling customers to promptly get a reliable quote for mass production. The reports examine all aspects of manufacturability optimization and offer suggestions like bending compensation, layout optimization, and cost control.
Q6: How do you ensure the purity of the raw copper material meets industry electrical compliance?
Each batch of copper materials is accompanied by an original MTR material certificate from the manufacturer, showing a copper content of 99.90%. The factory is equipped with eddy current conductivity meters for performing random inspections so that the conductivity of the finished products remains consistently above 101% IACS and meets the standards of the electrical industry.
Q7: What is your minimum order quantity for custom busbar fabrication service runs?
We want to facilitate the development of customer projects and trials and error, which is why we do not have any minimum order quantities at all. A single sample of our automotive-grade standard process flow procedure can fully support and adapt small-batch prototyping and large-scale mass production needs.
Q8: What is the warranty period and traceability history for your fabricated electrical copper parts?
We officially warrant all copper sheet metal and copper busbar parts for 12 months. Every production batch has been placed in the ERP system to help traceability starting from the coil number of raw material to the factory testing data. This system is established to protect the rights after-sales.
الملخص
In new energy and high-density power transmission and distribution applications, copper busbars form the vital components that combine multiple technologies. Even slight changes in material composition bending surface treatment, and tolerances can all unfortunately lead to safety issues under high-current conditions. The safety and energy efficiency requirements of high-end equipment can no longer be adequately met by traditional, crude machining methods.
Through the use of standardized, data-driven end-to-end copper sheet metal fabrication control processes, we are capable of manufacturing low-resistance, zero-defect, and highly durable precision copper busbars, which is a prerequisite for the stable operation of various high-end electrical equipment.
Improper copper busbar processing can very quickly lead to equipment safety hazards. Being a core Tier-1 supplier to automobile manufacturers, LS Manufacturing offers a turnkey customized copper busbar service, from copper material selection, DFM optimization, precision machining, electroplating protection, and after-sales warranty, to be suitable for both R&D prototyping and mass production. Upload your 3D drawings and get a technical assessment and mass production quote from an engineer within 24 hours!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
إخلاء المسؤولية
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
فريق تصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
