
La fabrication de tôles en cuivre joue un rôle essentiel dans le formage de précision des barres omnibus en cuivre épaisses qui sont utilisées dans des situations de transport de courant élevé. C'est l'un des principaux facteurs qui déterminent la sécurité de fonctionnement et l'efficacité de la transmission de puissance des équipements tels que les batteries haute tension pour les véhicules à énergie nouvelle et les armoires de distribution électrique des centres de données. Le cuivre de haute pureté est très bon conducteur de l'électricité, mais en raison de son extrême ductilité et de ses caractéristiques d'écrouissage, il est sensible aux défauts (tels que les microfissures et les rayures de surface) lors du traitement typique.
Les méthodes de traitement traditionnelles ne peuvent pas respecter des tolérances dimensionnelles et de position de 0,1 mm ainsi que des normes de faible résistance de contact, sans entraîner une surchauffe de l'équipement et des surtensions de résistance. Dans cet article, nous examinons en détail le processus de fabrication des barres omnibus en cuivre, depuis la sélection des matériaux en cuivre, l'optimisation du cintrage, jusqu'à la galvanoplastie de surface et la discussion des obstacles techniques et des solutions de livraison unique pour les barres omnibus en cuivre de précision. fabrication.

Aperçu rapide des paramètres de base dans la fabrication de barres omnibus en cuivre à courant élevé
Il résume les principaux indices d'ingénierie, les matériaux choisis, les processus de fabrication et les normes d'inspection de qualité de la fabrication de jeux de barres en cuivre de précision, afin que les ingénieurs puissent avoir une compréhension claire et mémoriser les principaux indicateurs et éviter toute erreur de conception et de processus.
| Dimensions du processus | Normes des paramètres de base | Scénarios applicables | Valeur technique |
| Sélection des matériaux | C11000 (≥99,90 % de cuivre), C10200 Cuivre sans oxygène | Convient aux conditions de transport de courant conventionnelles, au vide et aux conditions de fonctionnement à haute température. | Garantit une conductivité ≥100 %. IACS, éliminant le risque de fragilisation par l'hydrogène. |
| Formage par pliage | Rayon de courbure R=1,0T-1,5T, courbure perpendiculaire à la direction de roulement. | Tous les procédés de pliage de tôle en cuivre pur. | Atteint zéro dégradation de conductivité, éliminant les microfissures. |
| Contrôle de la rugosité de surface | Rugosité Ra1,6-3,2μm, placage ≥5μm | Convient aux interfaces de connexion haute tension et courant élevé. | Résistance de contact stable en dessous de 15μΩ. |
| Tolérances dimensionnelles de précision | Tolérance géométrique ±0,1 mm, espacement des trous ±0,05 mm | Convient aux chaînes d'assemblage automatisées. | Adaptable à l'assemblage en production de masse, réduisant le taux de défauts d'assemblage. |
| Protection anticorrosion par galvanoplastie | Conformité au test de brouillard salin neutre en 48 heures, placage d'argent à base de nickel ≥3μm | Convient aux équipements d'exploitation humides et à haute température. | Élimine complètement l'oxydation des barres omnibus en cuivre et la corrosion électrochimique. |
Points clés à retenir
- Logique de sélection des matériaux : Les principaux composants du noyau porteurs de courant sont généralement constitués de cuivre résistant C11000 avec une teneur en cuivre de 99,90 % ou plus. Pour les environnements sous vide à très haute herméticité, du cuivre C10200 sans oxygène spécialement conçu est nécessaire pour éliminer complètement le risque de fragilisation par l'hydrogène à haute température.
- Norme de courbure : Le rayon de courbure R doit être 1,0 à 1,5 fois l'épaisseur T (R 1,0T) du cuivre pur, et la ligne de pliage doit être maintenue strictement perpendiculaire à la direction de laminage pour garantir qu'il n'y a pas de perte de conductivité dans le pli.
- Norme de surface de contact : La rugosité de surface des surfaces de contact électrique haut de gamme doit être régulée dans la plage de Ra 1,6 μm à Ra 3,2 μm. Et grâce aux processus locaux de placage d'étain ou d'argent de 5 μm, la résistance de contact du système peut être réduite à moins de 15 μΩ.
Pourquoi choisir le service de fabrication de tôles en cuivre de LS Manufacturing pour la fabrication de barres omnibus à haute conductivité ?
Un contrôle de processus standardisé et des données mesurées ont été utilisés pour prendre en charge la fabrication de barres omnibus en cuivre de précision qui peuvent surpasser les défauts de performances électriques des méthodes de traitement traditionnelles et être conformes aux normes de fabrication industrielle haut de gamme.
Les données issues des opérations de barres omnibus en cuivre transportant un courant élevé révèlent que 18 % des barres omnibus en cuivre traitées par des méthodes traditionnelles contiennent des défauts tels que des microfissures et ont un niveau de résistance de contact élevé, ne répondant pas à la norme IEC 60287 de perte de courant. En raison de l'écrouissage, le cuivre de haute pureté est très sensible aux défauts, et une usine typique sans mécanismes de compensation de processus ne sera pas en mesure de répondre aux exigences de fonctionnement à long terme des nouveaux équipements énergétiques à haute tension.
La production à l'échelle industrielle a démontré que 90 % des incidents d'emballement thermique des barres omnibus en cuivre sont dus à l'utilisation de paramètres de processus de qualité inférieure. Notre service de traitement, qui suit le système ISO 9001, met en œuvre un contrôle statistique SPC sur l'ensemble du processus, entraînant une performance Cpk stable de 1,33, et de ce fait empêche la génération de défauts à la source tout en garantissant que les barres omnibus en cuivre restent électriquement stables et mécaniquement robustes.
Corollaire des services de fabrication de barres omnibus en cuivre de précision de haute qualité : moins de pannes d'équipement, durée de vie plus longue des pièces et coût inférieur de la maintenance et des reprises ultérieures.
Pour comprendre intuitivement les différences de qualité dans la fabrication de barres de cuivre de précisionfabrication usbar, vous pouvez télécharger gratuitement le livre blanc de comparaison des processus pour distinguer rapidement les principales différences entre la fabrication ordinaire et la fabrication de tôles de cuivre de niveau de référence.
Pourquoi choisir la fabrication de barres omnibus en cuivre sur mesure pour les systèmes de batteries de véhicules électriques ?
La fabrication de barres omnibus en cuivre sur mesure peut s'adapter très précisément à l'espace interne très limité des batteries haute tension des véhicules à énergie nouvelle. En remodelant sa structure physique, il réduit la résistance électrique du système (20μΩ) et en même temps il obtient 40 % d'efficacité de dissipation thermique et de rigidité de transport de courant en plus par rapport à l'ancienne technologie de câble. Ce chapitre délimite quantitativement la supériorité des barres omnibus en cuivre personnalisées dans le système de distribution d'énergie haute tension des véhicules à énergie nouvelle, expliquant ainsi comment la nouvelle conception peut améliorer la sécurité et l'efficacité énergétique des batteries.
Différences de performances entre les câbles traditionnels et les barres omnibus en cuivre personnalisées
La durée de vie de la batterie dépend des performances du composant d'alimentation automobile. Les barres omnibus en cuivre sont fabriquées uniquement à partir de la technologie de fabrication de tôles en cuivre et elles apportent des changements essentiels sur ces trois aspects :
- Utilisation de la zone de section transversale : La fabrication de barres omnibus en cuivre sur mesure peut correspondre exactement à la section transversale de la batterie, de ce fait, elle réduit l'utilisation de faisceaux de câbles inutiles et augmente l'utilisation de l'espace de plus de 35 %.
- Contrôle des pertes de chaleur : Les barres omnibus en cuivre sont rigides, donc leurs pertes par résistance (IR) sont assez faibles. De ce fait, le desserrage des câbles et les mauvais contacts peuvent être évités même dans des conditions de vibrations à haute fréquence.
- Capacité de dissipation thermique : Les barres omnibus en cuivre sont plates, elles ont donc une grande zone de dissipation thermique. C'est pourquoi le taux d'augmentation de la température est bien moindre lorsque le courant est élevé et maintenu pendant une longue période, par rapport aux câbles multibrins traditionnels.
La logique derrière la sécurité électrique améliorée des barres omnibus en cuivre personnalisées
La pureté et la précision dimensionnelle des connecteurs conducteurs de batterie sont essentielles au facteur de sécurité. Les pièces en cuivre électrique de haute pureté ont un minimum d'impuretés et une conductivité stable qui empêchent la résistance d'augmenter soudainement lors d'une utilisation à long terme. Les procédés de moulage sur mesure peuvent générer des défauts dus au pliage et au poinçonnage. Pourtant, à l'aide de telles procédures personnalisées, on peut atteindre la stabilité des batteries haute tension sur plus de 1 000 cycles de charge-décharge et en même temps être en mesure de répondre aux besoins de développement de véhicules à énergie nouvelle légers et à haute densité énergétique.
Pour calculer avec précision le coût de production en série de barres omnibus en cuivre personnalisées, soumettez vos dessins pour une estimation gratuite des coûts et obtenez une solution de fabrication de barres omnibus en cuivre sur mesure pour les systèmes de batteries de véhicules électriques.
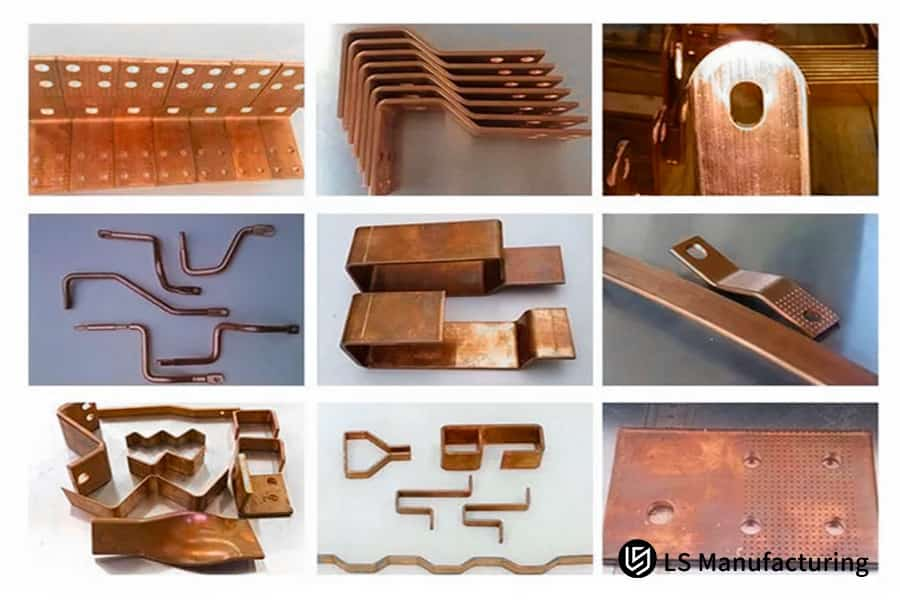
Figure 1 : Barres omnibus en cuivre avec des coudes prononcés et des trous de vis, fabriquées pour les connexions et l'assemblage électriques.
Comment sélectionner des matériaux de fabrication en cuivre de haute pureté pour une conductivité électrique optimale ?
Le traitement des composants électriques à haute conductivité et fabrication de cuivre de haute pureté doit être basé sur une classification stricte des qualités : C11000 (ETP) est la qualité de cuivre principalement utilisée pour le transport des courant conventionnel grâce à sa conductivité ultra-élevée de 100 % IACS, tandis que le cuivre sans oxygène C10200 (OF), contenant moins de 0,001 % d'oxygène, est le matériau standard utilisé pour éviter la fragilisation par l'hydrogène pendant soudage à haute température. Cet article propose une sélection multidimensionnelle de matériaux permettant aux ingénieurs de fixer la limite de résistivité.
Comparaison des paramètres de performance des matériaux traditionnels en cuivre de haute pureté
Les paramètres des matières premières conductrices conduisent à la performance du produit final. Une pièce électrique en cuivre de première qualité nécessite une adaptation précise aux conditions de fonctionnement. Les principaux indicateurs des différents matériaux en cuivre sont :
| Qualité cuivre | Conductivité (IACS%) | Résistance à la traction (MPa) | Teneur en oxygène (%) | Conditions de fonctionnement applicables |
| C11000 | ≥100 % | 220-280 | ≤0,03 | Scénarios conventionnels de transport de courant haute tension |
| C10200 | ≥102 % | 240-320 | ≤0,001 | Scénarios de soudage sous vide à haute température |
| C12200 | ≥95 % | 210-290 | ≤0,01 | Composants électriques généraux à faible courant |
| Cuivre ordinaire | ≤90 % | 190-250 | ≥0,05 | Accessoires électriques civils de non-précision |
Méthodes d'inspection et de criblage de la qualité des matières premières
Le contrôle de la qualité des matériaux joue un rôle important dans la sélection des matériaux, le service professionnel de fabrication de cuivre de précision jouant un rôle majeur. Notre service aide à éviter les problèmes de défaillance de conductivité à travers ces étapes :
- Inspection des matériaux : Un acheteur de matériaux de fabrication en cuivre de haute pureté doit toujours faire vérifier le certificat de matériau MTR (Medium to Rate) pour s'assurer que la quantité totale d'impuretés telles que le phosphore et l'arsenic est moins de 0,005 %, de ce fait, aucune perte de conductivité ne se produirait.
- Échantillonnage de la qualité du produit sur site : À l'aide d'un conductimètre à courants de Foucault, des échantillons sont prélevés au hasard pour voir si la conductivité du produit fini est conforme aux normes et pour éviter les défauts de qualité par lot.
- Inspection du sens d'écoulement des grainsion : Nous vérifions que le sens d'écoulement des grains du matériau en cuivre laminé est cohérent afin d'éliminer le risque de déformation lors des processus d'emboutissage et de pliage ultérieurs.
Un système approfondi de sélection et d'inspection des matériaux pourrait jeter le doute sur les défaillances de performances électriques pour plus de 90 % de l'étape des matières premières. Pour éviter les risques de performances causés par des erreurs de sélection des matériaux, vous pouvez recevoir une consultation individuelle gratuite sur la sélection des matériaux, en vous appuyant sur notre service de fabrication de cuivre de précision pour correspondre à la qualité de cuivre optimale.
Comment le service de fabrication de tôles en cuivre empêche-t-il les microfissures lors d'une flexion aiguë ?
Le moyen fondamental d'arrêter les microfissures dans le pliage de tôles en cuivre pur consiste à manipuler professionnellement le contrôle du processus du service de fabrication de tôles en cuivre. Cela comprend principalement le maintien du rayon de courbure intérieur (R≥1,2T) à un certain niveau et la ligne de courbure de formage à un angle perpendiculaire de 90° par rapport à la direction de laminage de la feuille de cuivre.
Ces étapes visent à libérer la concentration de contraintes provoquée par une flexion localisée. La microfissuration est un risque de qualité profondément caché des barres omnibus en cuivre haute tension qui conduit directement à des effets de points chauds et à des défaillances d'emballement thermique.
Raisons fondamentales des microfissures en flexion
Les propriétés d'écrouissage du cuivre par flexion sont leur principale source de défauts. Les processus de fabrication de tôle en cuivre standardisés peuvent grandement atténuer ces problèmes de traitement. Le cuivre de haute pureté est très ductile. Pour cette raison, lorsqu'il s'agit de plusieurs stations de pliage, la concentration des contraintes dans la zone d'étirement externe apparaît.
Les moules traditionnels n'ont pas de compensation de contrainte et de ce fait, ils peuvent provoquer des microfissures intergranulaires, qui sont à peine visibles. D'après notre expérience en matière de projets de pliage de cuivre épais, le taux de microfissuration pour un processus de pliage conventionnel de feuilles de cuivre pur d'une épaisseur de 3 mm peut atteindre jusqu'à 65 %.
Une solution sans fissures de qualité industrielle
De plus, les paramètres de fabrication de tôle améliorés, les paramètres de processus standard excluent entièrement les défauts pour les matériaux en cuivre de différentes épaisseurs :
- Adaptation du moule : Un moule supérieur correctement dimensionné avec un diamètre R=6 mm est utilisé pour les matériaux en cuivre de 5 mm d'épaisseur, au contraire, un moule à rouleaux avec un R=7. Un diamètre de 5 mm est appliqué à des matériaux en cuivre de 6 mm d'épaisseur, ce qui élimine la concentration de contraintes.
- Compensation des paramètres : La compensation de flexion est effectuée à l'aide d'une seule formule : Angle de compensation = valeur de retour élastique de base + 0, 08 d'épaisseur du matériau, qui est la mesure exacte pour couvrir la déformation du retour élastique du matériau en cuivre.
- Inspection qualité : Deux méthodes de contrôle du microscope optique 50x et de l'imagerie thermique infrarouge sont utilisées pour détecter les microfissures cachées et éviter les échecs des opérations.
Ce processus de pliage personnalisé permet au jeu de barres en cuivre d'atteindre un fonctionnement stable avec une augmentation de température nulle et aucune fissureaux points de pliage dans des conditions de courant élevé.
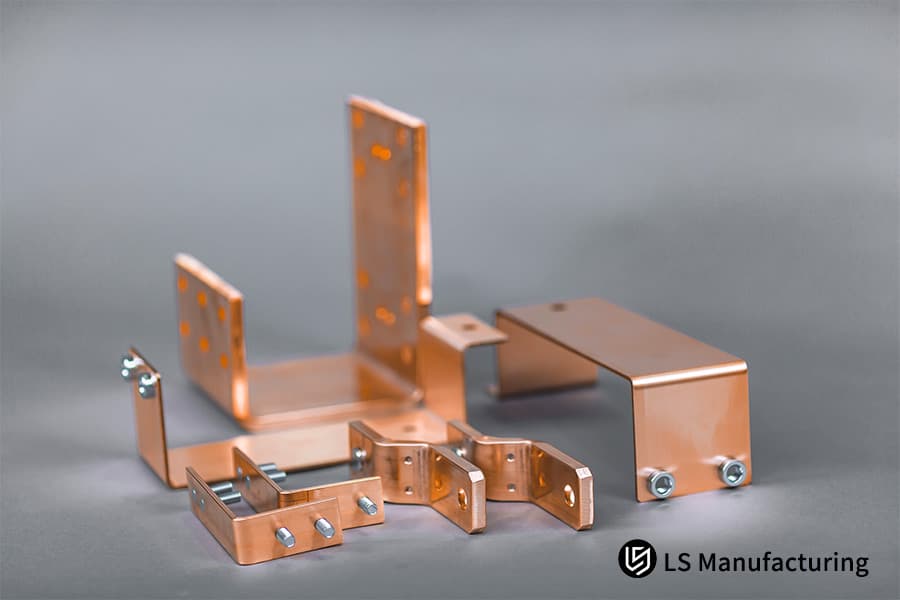
Figure 2 : Gros plan d'une feuille de cuivre soumise à un test de pliage à angle vif, montrant des courbes douces et aucune fissure.
Comment la fabrication de barres omnibus en tôle peut-elle minimiser la résistance de contact aux interfaces de connexion critiques ?
L'un des critères de contrôle qualité essentiels dans la fabrication de jeux de barres en tôle est la surveillance précise de l'impédance de la surface de contact électrique. Ceci n'est possible que grâce à un contrôle exact de la rugosité de la surface des zones de poinçonnage et de contact à des valeurs comprises dans la plage Ra 1,6 μm - Ra 3,2 μm. La rugosité de la surface de contact, qu'elle soit trop faible ou trop élevée, entraîne une détérioration de la surface de contact effective réelle (points A) et donc une forte augmentation de la résistance locale. La clé pour réduire la résistance de contact réside dans les opérations de surface et de poinçonnage précises.
Comment les défauts de surface affectent la résistance
La présence de petits fragments métalliques (bavures) et la déformation des coins sur la surface de contact du jeu de barres en cuivre représentent une part significative de l'augmentation de la résistance. De tels problèmes peuvent être évités en polissant la fabrication de tôle fine. Une utilisation prolongée du courant avec présence de bulles dépassant 0,05 mm après poinçonnage entraîne une détérioration de la rigidité du composant, avec des variations d'impédance supérieures à 300% et enfin un échauffement localisé de l'équipement.
Fabrication de cuivre de précision à impédance réduite
Grâce à plusieurs contrôles de processus, un service fiable de fabrication de cuivre de précision respecte les normes d'impédance les plus basses, éliminant totalement le problème de la résistance de contact des barres omnibus en cuivre :
- Correction de la planéité : En utilisant une technique de nivellement de précision, l'écart de planéité de la barre omnibus en cuivre est contrôlé à 0,2 mm par 100 mm, offrant ainsi un ajustement parfait.
- Processus de poinçonnage de précision : Les bavures et l'effondrement des coins au niveau des trous, qui sont normalement causés par le poinçonnage, sont complètement éradiqués grâce à l'utilisation d'un traitement de bague anti-déformation avec une limite stricte fixée pour la hauteur moyenne des bavures à 0,05 mm.
- Traitement de polissage de surface : Le contrôle exact de la plage de rugosité permet de maximiser la zone de contact effective, c'est pourquoi maintenir la résistance de contact stable à 15μΩ.

Figure 3 : Des barres omnibus en cuivre en couches avec des entretoises isolantes optimisent le contact électrique pour minimiser la résistance.
Comment déterminer l'épaisseur de galvanoplastie idéale pour éliminer les risques d'oxydation du cuivre ?
Un traitement de protection de surface approprié est un très bon élément indispensable si vous souhaitez fabriquer des pièces électriques en cuivre de haute qualité. La principale approche dans l'industrie pour finir une barre omnibus en cuivre oxydée et corrodée électrochimiquement est de recouvrir la surface d'un placage mat d'étain ou d'argent à base de nickel de 5 μm (argent de 3 μm) et de confirmer la qualité du placage avec un test approfondi au brouillard salin neutre de 48 heures avant de lancer le lot en production. L'épaisseur de galvanoplastie et le choix du procédé sont les principaux facteurs qui déterminent les performances à long terme des barres omnibus en cuivre.
Processus de galvanoplastie grand public et leurs applications
La protection des surfaces en cuivre contre la corrosion doit être adaptée à l'environnement de travail spécifique. Les Les produits de fabrication en cuivre de haute pureté nécessitent une meilleure compatibilité de placage. De plus, différentes couches de placage offrent des caractéristiques de performances très différentes :
| Processus de galvanoplastie | Épaisseur du placage | Temps de résistance au brouillard salin | Conditions de fonctionnement applicables | Fourchette de coûts (USD/pièce) |
| Étain mat | ≥5μm | 48h d'achèvement | Équipement de transport de courant conventionnel à température ambiante | 0,8-2,5 |
| Placage d'argent à base de nickel | Nickel 2μm + Argent 3μm | Achèvement en 96 h | Conditions de fonctionnement haute fréquence, courant élevé et température élevée | 2,8-6,5 |
| Placage d'étain brillant ordinaire | 3-4μm | Achèvement en 24 h | Composants civils porteurs de courant faible | 0,5-1,2 |
Normes d'inspection de la qualité du placage
Après le placage et autres traitements, les pièces haut de gamme qui ont été plaquées par un service professionnel de fabrication de tôles en cuivre, doivent subir une double inspection de qualité pour garantir l'efficacité des mesures de protection :
- Inspection de l'épaisseur : Une jauge d'épaisseur à rayons X sera utilisée pour une vérification de toute la surface afin de garantir l'absence d'oxydation localisée due aux variations d'épaisseur du placage.
- Adhesion Test: The coating's adhesion is examined by a cross-cut adhesion test to avert coating detachment happening from vibrations during operation.

Figure 4: Copper samples with electroplated coatings on a test panel, used for corrosion resistance analysis.
What Technical Tolerance Limits Define a Qualified Precision Copper Fabrication Service Provider?
One of the fundamentals in establishing a reliable precision copper fabrication service is to have strict requirements for the copper processing precision. This entails controlling dimensional and positional tolerances within 0.1mm in the transverse direction, ensuring hole spacing tolerance 0.05mm, and that the flatness deformation does not exceed 0.2mm per 100mm for meeting the needs of the automated assembly line. Precision in tolerance is one of the key factors that separate the high-level copper processing service providers from the low-level ones.
Main Technical Difficulties for Precision Machining
Controlling the dimensions of copper is a lot more challenging than steel of the same quality. Custom copper busbars fabrication demands a very high level of accuracy in the dimensions. High-purity copper is a very soft metal which can easily get deformed and show springback after processing. Combination of multi-hole groups and three-dimensional bending workpieces are very likely to lead to tolerance violations which, in turn, cause delays in automated assembly and reduced yield.
Precision Tolerance Control Strategy
Leading sheet metal busbar manufacturing production is carried out based on a thorough understanding of the processes and the use of the right equipment to constantly hold a precise tolerance level:
- Equipment Support: They are aided by fully automatic servo CNC punching machines and customized polyurethane anti-scratch molds to reduce deformation errors coming from the processing end.
- Real-Time Inspection: Using a three-coordinate measuring machine for closed-loop inspection during the whole process, the faulty workpieces are removed in real time.
- Standardized Calibration: Calibration of the equipment is done each time before a batch of processing is carried out to guarantee the same tolerance level across different batches.
How Does Advanced Engineering DFM Support Cost Mitigation In Custom Busbar Fabrication Service?
A custom busbar fabrication service of high quality can contribute to restructuring your cost effectively right from the drawing stage. In fact, the most effective tool for shrinking the processing costs of copper busbar is to incorporate Design for Manufacturability (DFM) during the drawing review stage. Through this process multi-station irregular stamping is changed to a normalized pattern, layout efficiencies are improved leading to better copper plate utilization to 88%, which directly decreases raw material costs by 15%. DFM design serves as one of the main ways to meet the quality and cost balance.
Main Features of DFM Drawing Optimization
Taking advantage of the rich experience of copper sheet metal fabrication technology, preliminary drawing optimization can effectively act as insurance against the problems arising from mass production:
- Structural Optimization: Fixing ridiculous designs such as holes with margin too small (generally 2 times the thickness of the board) and very sharp bending angles to be on the safe side as processing scrap could be out of control.
- Layout Optimization: With a standard output of layout design, copper sheet utilization can be increased up to over 88%, so totally getting rid of raw material waste.
- Process Simplification: Substituting manually assembled complicated structures with mechanically stacked structures helps in reducing labor costs and assembling errors.
Cost Optimization Implementation Results
Ploughing back the standardized sheet metal busbar manufacturing with DFM, not only raw material cost can be decreased by 15%, production defect can be controlled within 0.5% during mass production, production lead-time can be shortened by 10% resulting in both significant cost reduction and enhanced efficiency of multinational procurement projects.
To precisely optimize drawings and reduce manufacturing costs, submit your drawings to receive a free DFM optimization solution, achieving a dual improvement in quality and cost-effectiveness.
Why LS Manufacturing Excels As The Leading Industrial Partner For Copper Sheet Metal Fabrication?
High-end copper sheet metal fabrication is a really tough feat. LS Manufacturing, using its homemade SPC (Statistical Process Control) system, has continually improved its capability index (Cpk) to 1.33. Backed with full-chain ISO 9001 and IATF 16949, they deliver a top-notch experience from free sample DFM, right up to worry-free large-volume deliveries. A thorough factory management system is the main backing for high-quality deliveries.
Full-Process Quality Control System
Quality control in the factory is like a thorough watch over the whole chain from start to end. Expert copper sheet metal fabrication services depend on a full-fledged system for finished product quality assurance:
- Online Inspection: Processes have infrared temperature measurement and micro-ohmic impedance testing equipment, so 100% online inspection is done.
- Raw Material Guarantee: A large stock of high-purity copper sheets exists. Every unit of raw materials is MTR (material test report) certified, because of this the use of low-quality materials is ruled out.
- Delivery Guarantee: Can do 48-hour quick sampling and production without minimum order quantity, can be used for R&D prototyping and mass production, respectively.
After-Sales Traceability Guarantee Capability
All finished products are entered into the ERP system based on a mature custom busbar fabrication service process, achieving full traceability from raw material roll number to factory inspection, providing a 12-month quality warranty, completely solving the pain points of high supply chain risks and trial-and-error costs for customers.
Case Study:LS Manufacturing Custom Copper Busbars Fabrication for a Tier-1 EV Battery Module Assembly Client
In high-end new energy battery production, the requirements for the precision and stability of copper busbars are very stringent, even tiny defects in the process can bring batch quality problems. A first-tier supplier's 800V high-voltage battery project for an automotive company was almost lost because they were using competitor's lower quality processes. The case is a perfect illustration of how customized precision copper busbars are practically very valuable.
Customer's Problem:
This car manufacturer's Tier 1 supplier used 6mm thick C11000 high-purity copper busbars in their 800V high-voltage solid-state battery modules for mass production. Their competitors' ordinary CNC bending lacked the faultless sheet metal fabrication bending (FMM) stress compensation technique necessary for microcracks, leading to the formation of 0.15mm intergranular microcracks on the outer side of the bent sections in batches of finished products.
Test data showed that microcracks bigger than 0.05mm can cause hotspot effects when current exceeds 320A. After undergoing thousands of thermal shock tests, this batch of copper busbars showed a marked rise in contact resistance and increased equipment temperature beyond the limit that made the high-voltage power distribution unit burn out, because of this introducing the risk of project delays and claims.
LS Manufacturing Solution:
Within 2 hours, we responded to the situation sudden by launching an emergency DFM reverse optimization mechanism and comprehensively remade the production process.
- 100% grain size tested high-purity C11000 copper was chosen as the raw material, and bending was carried out strictly at right angles to the rolling direction.
- Instead of sticking to the old-fashioned V-shaped molds, a customized roller flexible bending mold was employed, which led to optimization of the bending radius of the 6mm sheet metal to 7.5mm and the complete release of bending stress.
- Post-processing was changed to a 2.0μm nickel base + 6.5μm matte tin composite electroplating process, which gives the twofold benefits of oxidation resistance and conductivity stability.
- Before dispatch, the tolerances were kept within 0.08mm by using a coordinate measuring machine, and each piece was impedance measured with a micro-ohmmeter so that 100% full inspection qualification could be reached.
Results and Value:
Using our advanced capabilities for high-end sheet metal fabrication delivery, we managed to deliver benchmark samples in 72 hours. Finished products underwent 1500 cycles of ultra-thermal shock testing and showed no defects under microscope examination and had stable contact resistance. The project totally removed the risk of thermal runaway and fulfilled SOP (Start of Production) two weeks early.
We have been promoted to the Grade A core supplier level, which ensured long-term order for 250,000 pieces per year and perfectly demonstrated the core value application of advanced copper busbar technology.
To avoid mass production quality crises and meet the stringent standards of automakers, you can view more case studies of new energy copper busbar implementations and refer to mature customized solutions.

FAQ
Q1: What is the minimum bending radius for standard C11000 copper sheets?
To guarantee the complete absence of intergranular microcracks and physical impairment to electrical conductivity, the minimum inner bending radius R of C11000 pure copper should be greater than or equal to 1.0-1.2 times the thickness of the material. This criterion can be applied to thicknesses ranging from 1 to 10 mm and is a widely recognized safety limit in industrial mass production.
Q2: Which surface plating is better for electronic copper busbars, tin or silver?
For general current-carrying and anti-oxidation purposes, a 5μm tin plating process would be the best choice, offering a high value for the price and wear resistance. With military, radio frequency, and other applications requiring ultra-low resistance, silver plating should be used, which can bring the system contact resistance down to 10μΩ.
Q3: What linear manufacturing tolerances can LS Manufacturing achieve for copper fabrication?
By using a combination of high-precision CNC machinery and custom-made fixtures we are able to consistently keep copper busbar form and position tolerances of 1-10mm within 0.1mm, and at the same time, accurately maintain the center-to-center distance tolerance of main holes to 0.05mm, which can cater to the requirements of automated precision assembly.
Q4: Why does my copper sheet metal component show discolored heat marks after laser cutting?
High light reflectivity and high thermal conductivity of pure copper result in large heat-affected zones and after that oxidation and discoloration after regular laser cutting. Our fiber laser and waterjet processes completely mitigate thermal stress damage and burn marks.
Q5: Does LS Manufacturing provide automated free DFM engineering reviews before quoting?
Our experienced engineers can analyze and respond to CAD drawings uploaded by customers in 24 hours at the latest as a rule. We normally generate free DFM reports and even calculate production costs based on STEP and DXF drawings, enabling customers to promptly get a reliable quote for mass production. The reports examine all aspects of manufacturability optimization and offer suggestions like bending compensation, layout optimization, and cost control.
Q6: How do you ensure the purity of the raw copper material meets industry electrical compliance?
Each batch of copper materials is accompanied by an original MTR material certificate from the manufacturer, showing a copper content of 99.90%. The factory is equipped with eddy current conductivity meters for performing random inspections so that the conductivity of the finished products remains consistently above 101% IACS and meets the standards of the electrical industry.
Q7: What is your minimum order quantity for custom busbar fabrication service runs?
We want to facilitate the development of customer projects and trials and error, which is why we do not have any minimum order quantities at all. A single sample of our automotive-grade standard process flow procedure can fully support and adapt small-batch prototyping and large-scale mass production needs.
Q8: What is the warranty period and traceability history for your fabricated electrical copper parts?
We officially warrant all copper sheet metal and copper busbar parts for 12 months. Every production batch has been placed in the ERP system to help traceability starting from the coil number of raw material to the factory testing data. This system is established to protect the rights after-sales.
Résumé
In new energy and high-density power transmission and distribution applications, copper busbars form the vital components that combine multiple technologies. Even slight changes in material composition bending surface treatment, and tolerances can all unfortunately lead to safety issues under high-current conditions. The safety and energy efficiency requirements of high-end equipment can no longer be adequately met by traditional, crude machining methods.
Through the use of standardized, data-driven end-to-end copper sheet metal fabrication control processes, we are capable of manufacturing low-resistance, zero-defect, and highly durable precision copper busbars, which is a prerequisite for the stable operation of various high-end electrical equipment.
Improper copper busbar processing can very quickly lead to equipment safety hazards. Being a core Tier-1 supplier to automobile manufacturers, LS Manufacturing offers a turnkey customized copper busbar service, from copper material selection, DFM optimization, precision machining, electroplating protection, and after-sales warranty, to be suitable for both R&D prototyping and mass production. Upload your 3D drawings and get a technical assessment and mass production quote from an engineer within 24 hours!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
