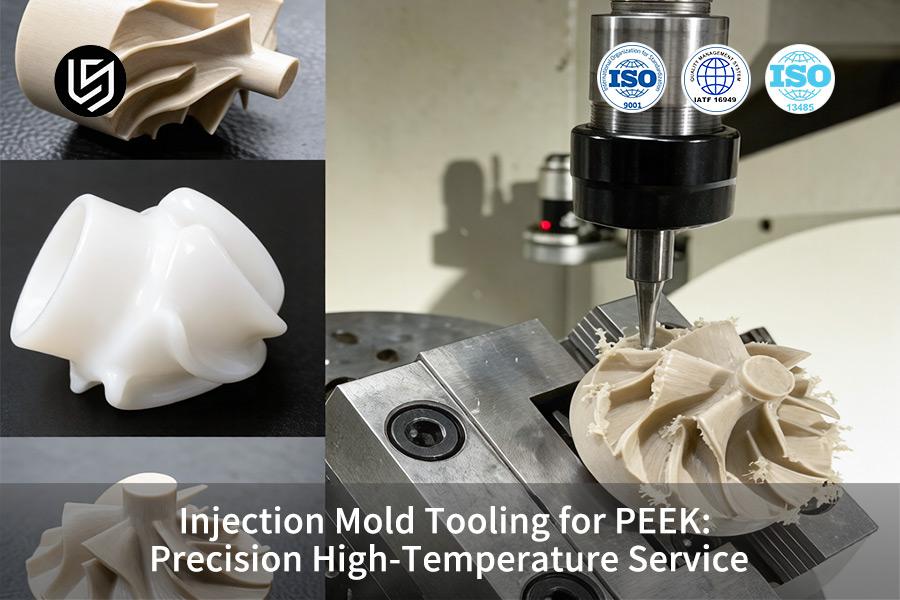
LS Manufacturingが提供するPEEK射出成形金型サービスは、プラスチック射出成形金型に使用される材料を検討している世界中の高精度製品購入者にとって重要な認識から始まります。それは、従来の鋼材ではPEEKが要求する要件を満たすことができないということです。金型は200℃以上の温度で機能する必要がありますが、従来の金型は長時間の使用中に温度安定性が不足するため、固着したり早期に破損したりする傾向があります。
この問題を解決するため、当社のPEEK射出成形金型サービスでは、輸入S136高硬度鋼(HRC 52-54)と独自のマルチフィジックスコンフォーマル冷却技術を採用し、金型の温度変動を±1℃に抑えています。経験豊富なフロントロードDFM解析とエンドツーエンドのライフサイクル管理により、高効率な製造プロセスを保証し、複雑な金型をOEMにとって信頼できる高品質なリソースへと変革します(下記参照)。
PEEK用射出成形金型:高温サービスクイックリファレンス
| ツールに関する課題 | PEEK成形のためのエンジニアリングソリューション | 成形プロセス結果 |
| 耐摩耗性 | 高品質工具鋼( H-13、S-7 )および先進的なコーティング( CrN、DLC )の使用。 | 工具寿命を延ばし、寸法精度を確保し、メンテナンス頻度を低減します。 |
| 高温運転 | 均一な加熱と最小限の熱応力で165~200℃の高温環境下での長期使用が可能な射出成形金型設計。 | 金型の温度を安定させ、早期冷却を防ぎます。 |
| 耐腐食性 | 工具には、耐腐食性に優れた鋼材を厳選し、適切な表面コーティングを施す。 | PEEK製造工程における酸生成による表面侵食を防ぎます。 |
| 脱ガスのための通気 | 注入時にガスや蒸気を逃がすための微換気機構。 | 焦げ跡、ショートショット、ボイドの発生を防ぎます。 |
| 当社のホットランナーデザイン | バルブゲート式で内部加熱式のシステム。各滴ごとに個別の温度制御が可能。 | 熱間ランナー内での材料の滞留時間を最小限に抑え、劣化や滴下を防ぎます。 |
| 結果:生産安定性の高いツーリング | PEEK特有の要件に合わせて特別に設計された金型により、性能と耐久性が保証されます。 | 最も厳しい航空宇宙および医療規格を満たす、高品質かつ高性能な部品を製造しています。 |
主なポイント:
- 材料によって金型が決まる:標準的な金型材料は急速に劣化する。PEEKには、硬質でコーティングされ、耐腐食性のある金型が必要である。
- 熱管理は体系的に行う必要がある:コア、キャビティ、ホットランナーを含む金型全体を、長期的な熱暴露に最適化しなければならない。
- 通気は必須です。PEEK射出成形加工では高温が発生するため、欠陥のない部品を製造するには通気は不可欠です。
- 目標はプロセスの安定性です。金型は、すべての成形サイクルにおいて一貫した熱および充填プロセスを保証するために作成されたシステムです。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
PEEK材料の特性に関する記事は数多く存在します。しかし、この記事は、高温下でこのプラスチックを成形するために使用される金型を日々設計・製造している著者自身が執筆したものであるという点で、他に類を見ないものです。金型の設計と試験に対する当社のアプローチは、国際標準化機構(ISO)が定める厳格なガイドラインに本質的に準拠しています。
当社の金型は、脊椎インプラントなどの医療機器、ジェット燃料システム用航空宇宙部品、半導体ハンドリング装置などの製造に使用されています。これらの産業では、高温や化学物質への曝露が激しいため、通常の業界標準を上回る金型材料が必要となります。当社は、鋼合金の選択、冷却チャネルの設計、表面処理において、米国機械学会(ASME)が定める厳格な機械工学基準を満たすよう努めています。

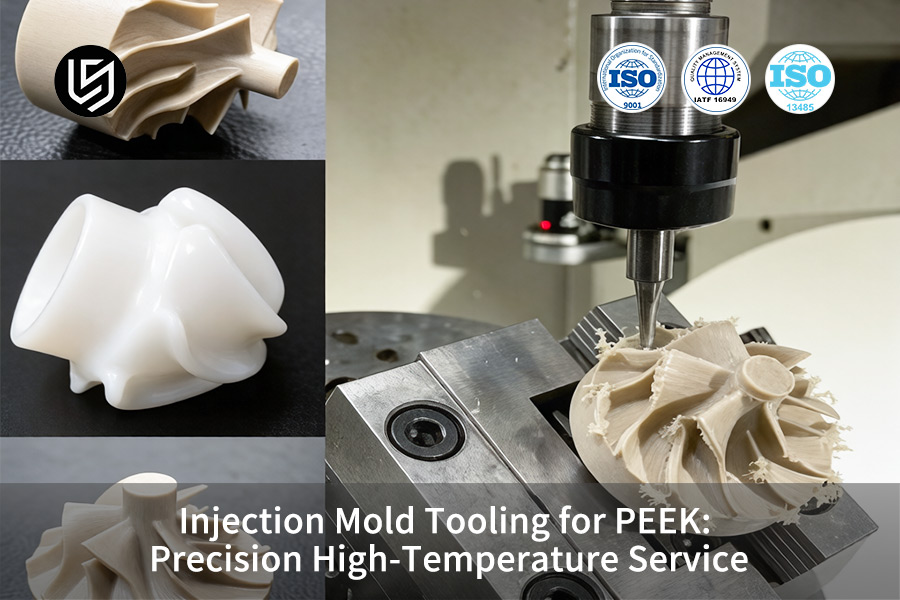
図1:金型が開き、エジェクタピンが完成した白いPEEK部品を精密キャビティから持ち上げ、検査する。
高温成形を成功させるために、プロのPEEK射出成形金型サービスを選ぶことがなぜ重要なのでしょうか?
PEEKの適切な加工には、180℃~220℃の温度範囲で動作する金型内での結晶化を制御することが不可欠です。熱管理が不十分だと、機械的特性のばらつきや現場での故障につながる可能性があります。以下に、高温安定性と結晶化度の一貫性を保証する当社のエンジニアリングアプローチの概要を示します。
ゾーン別高出力加熱による熱慣性の克服
標準的なオイルシステムには、 220℃を超える必要な金型温度を達成・維持する能力に関していくつかの欠点があります。当社のPEEK射出成形金型サービスでは、金型に組み込まれた特許取得済みの高出力ゾーン加熱技術を使用しています。これにより、材料が早期に固化して複雑な射出成形金型ソリューションの充填不良を引き起こす低温領域が発生する可能性を排除し、迅速かつ均一な加熱を保証します。
科学的プロセス設計による結晶性の制御
結晶化度制御は、自動化されていないプロセス設計です。熱挙動とレオロジー特性を調整し、必要な圧力と冷却速度を決定する必要があります。この科学的なプロセス設計により、ポリマーの結晶化挙動を制御し、 PEEK部品の物理的特性を向上させます。
比較計測と試験による性能検証
成功は比較によって定義されます。通常の金型で成形された標準試験片の結晶性と、高精度射出成形金型で成形された試験片の結晶性をDSCで測定しました。その結果、結晶性のばらつきが経験的に40%減少することが分かりました。より具体的に言うと、大量生産用の射出成形金型は、引張強度と耐薬品性において常に同等の性能を発揮することが証明できます。
エンジニアリングされた冷却とストレス管理による現場リスクの軽減
成形後の冷却工程は、結晶構造の形成を促し、応力の発生を防ぐために綿密に行われます。当社が開発する射出成形金型の設計は、応力蓄積部の形成を防ぎ、ひいては応力破壊を防止するために、冷却構成と冷却順序を考慮して行われます。これにより、お客様の法的責任を回避し、耐久性の高い射出成形金型を開発します。
このホワイトペーパーでは、当社のサービス提供を特徴づける主要なエンジニアリング上の考慮事項、すなわち熱設計、プロセス科学、および検証について詳しく説明します。当社は、材料科学から現場での性能に至るまで、結晶性の一貫性を確保する具体的な技術的アプローチに注力し、お客様に明確な競争優位性を提供します。

精密高温金型は、極度の高温下でもミクロンレベルの公差をどのように維持できるのか?
高温成形においてミクロン単位の精度を達成することは、工具鋼の既知の不規則な熱膨張特性によって本質的に阻害されます。従来の金型は、加熱による寸法変化によって使用できなくなり、公差のずれやバリの問題を引き起こします。当社のソリューションは、室温で金型を設計することで、動作条件下で最適な性能を発揮し、熱ドリフトの問題を事前に解決します。
予測工学によるプロアクティブな寸法設計
- コアアプローチ:熱膨張を事前に設計することで、高温時に発生するあらゆる寸法変化に対応します。
- 技術的実行: FEA を利用することで、例えば200°Cなどの指定された金型温度における各コアおよびキャビティブロックの正確な熱膨張特性をシミュレートおよび予測することができます。
- 結果:ツールのCADモデルは、動作温度で所望の寸法になるように、設計に正確な熱膨張補正を組み込むため、室温では意図的に小さく設計されています。
超精密加工による補正形状の実現
- 加工手順:補正された設計は、非常に高いスピンドル速度(例: 24,000 RPM )で行われる5軸CNC加工と呼ばれる加工プロセスによって製造されます。
- 重要な詳細:重要なパーティング面とシールランドは、公差管理の重要な要素である、通常0.002 mm程度の、綿密に計画された事前補正ギャップを使用して機械加工されます。
- 能力:熱負荷がかかった状態でも±0.01mmの部品公差を維持できる、 高精度な高温金型を製造する能力。
稼働中の熱負荷下におけるツール閉鎖の検証
- 検証方法:ツールは、実際の動作温度および圧力サイクル全体にわたってテストされます。
- 測定結果:温度下での金型閉鎖が検証され、パーティングラインの正確な位置合わせが保証されます。この方法により、熱によって拡張されたパーティングラインの隙間を材料が流れることで、バリの発生が抑制されます。
- 利点:金型成形後にトリミング作業が不要なため、大量生産の射出成形金型製作に伴う二次的な人件費を最大15%削減できます。
材料科学による長期安定性の確保
- 材料選定:すべての主要部品は、熱膨張係数が一致する高温工具鋼で作られています。
- 熱処理:最新の熱処理により、材料は繰り返し熱負荷を受けても安定することが保証されます。
- 耐久性:この基盤により、特殊な射出成形金型は、生産におけるライフサイクル全体を通して補正された精度を維持することができ、ミッションクリティカルな射出成形金型プロセスに不可欠です。
この文書では、当社の高度な射出成形金型ソリューションを構成する、予測シミュレーション、補正フライス加工、および熱検証というエンジニアリングプロセスについて説明します。当社は、熱膨張に対応することで、従来の製造方法を凌駕する射出成形金型ソリューションを提供し、バリの除去と信頼性の高い部品生産という形で、実際のコスト削減を実現します。
図2:複雑な鋼製金型キャビティが、特注医療機器部品用の射出成形されたPEEK材料を冷却・固化させる。
複雑な医療機器部品に最適なカスタムPEEK射出成形金型を設計するための戦略とは?
PEEKを用いた埋め込み型または流体接触型医療機器の製造には、完全な純度と精度を保証できるツールが必要です。通常の成形技術では、汚染やばらつきなどの要因によって生体適合性や認証が損なわれる可能性があります。本稿では、医療グレード規格に準拠したカスタムPEEK射出成形金型の設計に関わる独自のエンジニアリング手法について考察します。
| 戦略次元 | 実施と成果 |
| 素材の基礎と純度 | 研磨の容易さと耐腐食性を考慮して、高品質の鋼材(例: ASSAB/BOHLER )を選択し、高信頼性射出成形金型の基盤を構築します。 |
| 清掃性を考慮した表面仕上げ | 多段階研磨工程により表面粗さRa 0.05を実現し、汚染物質が潜んでいる可能性のある微細な凹みを除去します。 |
| 劣化を防ぐためのフロー設計 | フリープロセス設計では、詰まりや熱劣化による黒点の発生を防ぐ「デッドレッグ」フリーランナーを採用しています。 |
| 組み立て精度 | 熱補償機能を備えた高精度射出成形金型を製造することで、主要な組立特性が正確に成形されることを保証します。 |
| 検証およびコンプライアンスフレームワーク | ISO 13485の管理プロセスにおいて、検証済みの射出成形金型出力に関する監査可能な文書を生成する機能。 |
このソリューションは、PEEKをクリーンで精密かつ生体適合性のある部品に変換するという根本的な課題に対処します。金型が汚染されず、寸法が正確であることを保証することで、検証リスクと生産上のボトルネックを解消します。医療用PEEK部品に絶対的な純度と精度が求められる場合は、仕様を策定しましょう。金型の実現可能性レビューとプロジェクト計画の概要作成については、当社までお問い合わせください。
高精度PEEK成形金型設計への投資が、総所有コスト(TCO)削減の鍵となる理由とは?
初期費用のみに基づいて工具を選定すると、生産遅延、メンテナンス、ばらつきなど、工具のライフサイクル全体で発生するすべてのコストを見落としてしまいます。高性能PEEKには、工具の長寿命化と製造予測可能性の面で総コスト最適化のメリットを提供する高精度PEEK成形工具が必要です。
初期サイクルを超えた長寿命化のためのエンジニアリング
長寿命設計は最初から徹底しています。ガイドピンやブッシュなどの摩耗部品には深層窒化処理を施し、表面硬度を60~62HRCに高めています。これにより、強化PEEKコンパウンドの摩耗に対するバリアが形成されます。その結果、50万サイクル以上もの成形サイクルで大きな摩耗を起こさずに使用できる金型が完成し、高性能射出成形金型への長期的な投資となります。
構造的完全性を維持するための熱応力の緩和
高温成形における問題点の一つは、金型材料の熱応力と腐食です。当社では、温度勾配を防止するために、ゾーンバランス機能を備えた独立した加熱システムを組み込むことで、この問題を解決しています。耐腐食性金型鋼の使用と併せて、これにより熱によるひび割れや焼き付きのリスクを排除できます。溶接やメンテナンスのための予定外のダウンタイムを回避し、実績のある射出成形金型の精度を維持することができます。
一貫した部品品質を実現する精密製造
長寿命設計は最初から徹底しています。ガイドピンやブッシュなどの摩耗部品には深層窒化処理を施し、表面硬度を60~62HRCに高めています。これにより、強化PEEKコンパウンドの摩耗に対するバリアが形成されます。その結果、50万サイクル以上もの成形サイクルを大きな摩耗なく使用できる金型が完成し、精密射出成形金型への長期的な投資となります。
予測プロセス制御のためのシステム統合
真の製造予測可能性は、再現性と管理性を備えたプロセスから生まれます。当社が設計する金型は、最先端の成形機械およびプロセス制御装置と調和して動作します。この連携により、重要なプロセス変数のクローズドループ制御が実現します。これにより、あらゆる問題が不良品につながる前に検知され、検証済みの射出成形金型から予測可能な性能が保証されます。
以下の文章では、冶金、熱管理、精密製造、システム統合といったエンジニアリング技術が、当社のツーリング哲学をどのように特徴づけているかを説明します。当社は単なる金型を提供するのではなく、稼働時間と効率を最大限に高めることで部品あたりのコストを削減する生産ソリューションを提供します。TCO削減に向けたエンジニアリングソリューションを最適化することで、ミッションクリティカルなアプリケーションに具体的な投資対効果(ROI)をもたらします。

図3:高強度自動車用コネクタ向けPEEK-450Gポリマーの精密高温成形金型加工プロセス。
PEEK成形金型製造のエキスパートは、フローラインの欠陥という課題をどのように解決するのでしょうか?
PEEKにおけるフローラインや溶接痕は、流動先端の停滞や早期冷却を示しており、構造的完全性を損なう可能性があります。PEEK金型製造のエキスパートとして、当社は物理ベースの設計を通じて、ポリマーの流れと温度の不均一性という根本原因に対処します。当社のアプローチは、高度な流動シミュレーションを活用し、最初から金型を設計することで、欠陥を完全に排除し、優れた外観品質を実現します。
シミュレーションに基づいたフロントコントロール用ランナー設計
- コア戦略:当社は、従来のテンプレートではなく、せん断減粘性流動特性を利用してランナーを設計します。
- 技術的な実行:現実的な溶融温度 (約380 °C ) での Moldflow シミュレーションを使用して PEEK の挙動を予測し、適切に設計された水力直径を持つテーパー状のランナーを作成します。
- 結果:溶融先端部における圧力と速度を均一化し、流動先端部での滞りを防止します。高歩留まり射出成形金型を使用することで、最終製品に流動痕跡が残ることはありません。
精密ゲートと熱管理
- ゲートの最適化:適切なせん断加熱を伴うバランスの取れた流れを生成し、かつ冷たいスラグの問題が発生しないように、ゲートの形状とサイズを設計します。
- ホットランナー制御:多キャビティ金型を設計する場合、各ゲートでホットランナーノズルを個別に制御する必要があります。
- 利点:これは、材料のバランスの取れた分配を制御して確保するのに役立ちます。これは、 高品質の射出成形金型から高品質の部品を製造するために重要です。
能動的な金型温度制御
- 課題:金型表面の温度分布が不均一なため、流動先端の冷却速度にばらつきが生じ、跡が残る。
- 当社のソリューション:当社は、キャビティ表面のすぐ横に乱流流路を備えた、高出力のマルチゾーンツール温度制御システムを組み込んでいます。
- 結果:これにより、工具鋼の温度分布を一定に保つことができます(例えば、 180~220℃ )。これは、PEEKの結晶化を制御し、要求の厳しい射出成形金型用途において完璧な表面仕上げを再現するために不可欠です。
反復的なプロトタイピングとプロセス検証
- 検証ループ:サンプリング中にショットサイズ分析を行い、フローフロントの同期を視覚的に確認します。
- プロセス改良:その後、シミュレーションプロセスによって決定された最適な注入パラメータを考慮して、注入速度と圧力が最適化されます。
- データ結果:前述のクローズドループ方式は、フローラインの欠陥率を最大95%削減し、生産準備の整った射出成形金型を提供します。
本レポートでは、シミュレーションから検証に至るまでのエンジニアリングプロセス全体を解説しています。PEEK材料のレオロジー特性と熱特性を制御できる金型を開発することで、フローラインの問題を解決しました。長年の経験に基づいた専門知識により、表面が完璧な部品を製造することが可能となり、今後もミッションクリティカルな射出成形金型を提供し続けます。
高温金型加工サービスの効率を左右する技術的パラメータとは何か?
効率的な高温成形金型サービスとは、スピードだけでなく、精度と一貫性を基準とするサービスです。PEEKは収縮率が高いため(約1.4% )、充填および冷却工程において高い精度が求められます。本稿では、最終部品が極限的な負荷下でも構造的な信頼性を確保できるよう、効果的な収縮制御を可能にする重要な加工パラメータについて詳述します。
| パラメータカテゴリ | 実施と成果 |
| 梱包圧力 | ゲートの凍結や体積の縮小といった問題に対処するため、切り替え時間が0.01秒のパッキングアルゴリズムを活用し、信頼性の高い射出成形金型を提供します。 |
| キャビティ圧力モニタリング | 安定した製品密度を得るために、所定の時間ではなく実際の圧力に基づいて充填を開始するキャビティ圧力測定装置を使用する。この方法により、高安定性の射出成形金型が得られる。 |
| 熱管理 | 冷却制御を改善することで、金型温度を180~220℃の範囲で安定的に維持できるかどうかを評価する。 |
| 噴射速度 | 製品の機械的強度に影響を与えるために、所望の繊維配向を実現する適切な速度となるように充填速度グラフを変更する。 |
| プロセス検証 | 認証された射出成形金型製造プロセスにおいて非常に重要な、すべての変数の動作範囲を特定すること。 |
本論文で説明する当社のソリューションは、効果的な閉ループプロセス制御によって、PEEKの体積安定性の欠如という根本的な欠点を克服します。これにより、圧力と温度パラメータを正確に制御し、必要な寸法と構造的信頼性を確保できます。後者は、高度な射出成形金型においては特に重要です。

図4:HYT 1380射出成形機は、航空宇宙部品用の高精度金型に溶融PEEK材料を射出する。
航空宇宙分野における軽量化において、PEEK部品用のプロ仕様の射出成形金型が不可欠な理由とは?
PEEKを金属の代替材料として用いる場合、複雑な形状を薄肉で成形する際に、強度を損なうことなく成形することが困難であるという制約があります。この制約は、航空宇宙軽量化を目的としたPEEK部品用の射出成形金型によって解消されます。この金型は、PEEKの高い強度対重量比に伴う高い射出圧力と急速冷却に耐えることができます。当社はこのソリューションを開発し、 0.8mmという薄肉成形を実現することで、部品の大幅な軽量化を可能にしました。
高圧充填用特殊ランナーシステム設計
従来の金型では圧力損失が大きすぎるため、極薄部分を適切に充填することが困難でした。当社独自のホット・コールドランナーマニホールドの設計・製造は、溶融樹脂の温度と粘度を最適な状態に保つことで、極薄部分の充填に必要な射出圧力を低減することを目的としています。この方法は、精密射出成形金型の設計において重要な役割を果たすでしょう。
流れ面制御のための精密な熱管理
冷却チャネル内の温度ムラにより、凝固が早期に発生することがあります。高性能なコンフォーマル冷却チャネルは、キャビティ壁面に近接して配置できます。マルチゾーン温度制御により、温度プロファイルを一定に保ち、溶融樹脂が充填プロセス全体を通して均一に流れるようにします。これは、高性能射出成形金型において重要です。
統合設計解析による構造最適化
軽量化は共同設計活動です。構造シミュレーションと金型充填解析を同時に実施し、リブパターンと壁構造の遷移を最適化します。これにより、成形部品は必要な剛性基準を満たしつつ、最大20%の質量削減を実現し、 最適化された射出成形金型による航空宇宙軽量化の目標達成を可能にします。
空中性能およびコンプライアンスの検証
最終工程は、運用上のストレス下でも効率的に機能する必要があります。試作品は機械的試験に合格し、薄肉成形中に形成される結晶構造が、性能が極めて重要な射出成形金型用途に必要な弾性率と疲労強度レベルを達成できることを実証しました。
本稿では、薄肉PEEK部品の射出成形において発生する問題を克服するために必要なプロセスを概説する。充填圧力の問題を解決し、極薄領域における結晶化を制御することで、実績のある代替材料の提供を実現し、航空機部品の構造的完全性を損なうことなく、確実な軽量化を実現する。
品質基準と規模に基づいて、OEM向けPEEK金型サービスプロバイダーを評価する方法とは?
OEM PEEK金型サービスサプライヤーの利用は、単なる言葉遊びにとどまりません。それは、サプライヤーの能力、プロセスに関する知識、そして開発段階から世界規模での量産への移行の容易さを検証することで、購入リスクを低減するという基本的な概念に集約されます。本稿では、詳細なサプライヤー監査質問票を提供します。
寸法精度と計測投資の検証
- 証拠要求:ランダム検査を実施するのではなく、精度においてツァイス社製のものと同等のCMMに基づいた完全な報告書を要求してください。
- 当社のプロセス:部品のすべての特徴の公称値と実際の値を比較した完全な GD&T レポートを提出して、高精度射出成形金型を実証します。
- 結果:実証実験を通して、工具の精度と部品の一貫性を客観的に証明する。
監査プロセスの安定性と統計的管理
- 証拠提出要求:サンプルではなく、バッチ全体に対する統計的プロセス管理およびCpk値の計算に関する証拠を要求してください。
- 当社のプロセス:ライブSPCダッシュボードと重要な寸法に関するプロセス能力調査により、 IATF 16949ガイドラインに準拠した当社の認証済み射出成形金型が証明されています。
- 結果:客観性によって、一貫した生産プロセスと高品質の部品が保証されます。
自動化と稼働時間による拡張性の評価
- 証拠提出依頼:無人製造作業を支援するプロセスにロボットと品質検査を組み込んだ、貴社の生産システムを分析してください。
- 当社のプロセス:ビジョン機能とコンベアを備えた自動セルにより、連続作業が可能となり、生産量に応じた射出成形金型の生産能力を実現しています。
- 結果:これは、プログラムの立ち上げに応じて、生産能力を効率的かつ一貫して拡大することに成功したことを示している。
技術協力と対応力の評価
- 証拠要求: DFM回答がどれだけ迅速かつ具体的に届いたかに応じて、利用可能なエンジニアリングサポートの程度を評価します。
- 当社のプロセス:当社では、RFQを受け取ってから24時間以内にエンジニアがDFMレポートを作成することを徹底しており、これはパートナーレベルの射出成形金型サービスの品質基準となっています。
- 結果:これにより障害が最小限に抑えられ、開発プロセスが加速され、真の技術的協力関係が築かれていることが示されます。
この評価フレームワークは、サプライヤー監査のための体系的なプロセスを概説し、曖昧な記述から具体的な証拠へと移行するものです。当社は、品質保証システム、自動化ソリューションの拡張性、およびエンジニアリングコラボレーション能力を明確に示すことで、お客様が調達リスクを軽減できるよう支援します。
事例研究:LSマニュファクチャリング社による医療業界向けPEEK製骨ねじ精密金型ソリューション
このLS Manufacturingの事例研究では、医療機器成形用途における重大な生産上の課題をどのように解決したかを詳しく説明します。あるグローバル医療機器OEMは、PEEK製骨ねじの製造において、深刻な歩留まり低下と予期せぬダウンタイムに直面していました。当社が開発したステンレス鋼製金型とプロセス革新により、信頼性が回復し、精密なPEEK成形を通じて大幅なコスト削減を実現しました。
クライアントの課題
顧客は直径5.0mmのPEEK製皮質骨ねじの製造に苦慮していた。既存の金型では、ねじ山の形成が不完全(不良率18% )で、 200℃で5,000サイクルごとにねじ山形成スライドが固着するという問題が発生していた。その結果、供給が不安定になり、不良品コストが高騰し、 ミッションクリティカルな射出成形金型部品の生産が頻繁に停止するという事態を招いていた。
LSマニュファクチャリングソリューション
マルチフィジックスシミュレーションアプローチを用いて、金型を再設計しました。主な対策としては、熱膨張ギャップの最適化、高温潤滑性を確保するためのアルミナセラミックコーティングスライドの採用、専用マルチサーキット冷却マニホールドの統合などが挙げられます。この高性能射出成形金型の再設計により、ショートショットや機械的故障の根本原因に直接対処することができました。
結果と価値
導入されたソリューションにより、部品の認定率は82%から99.8%に向上しました。金型メンテナンス間隔は5,000サイクルから150,000サイクル以上に延長されました。この高い稼働率と信頼性の高い性能は、1件の注文で125,000ドルの品質コストの直接的な削減につながり、検証済みの射出成形金型と堅牢なエンジニアリングの価値を証明しました。
この事例は、極めて高温かつ高精度な成形における当社の課題解決能力を示すものです。当社は、卓越した歩留まりと耐久性を特徴とする確実な生産プロセスを提供し、LS Manufacturingを、最も要求の厳しい医療機器成形および射出成形金型用途における最適なパートナーとして確立します。
99.8%の歩留まりを確保し、予期せぬダウンタイムをなくすために、当社のチームとの技術相談をご予約ください。お客様の高温成形における課題を検討し、生産戦略を策定いたします。

よくある質問
1. PEEK射出成形金型製作サービスプロジェクトの一般的なリードタイムはどのくらいですか?
LS Manufacturingの社内デジタルワークショップを活用することで、試作金型(T0)は25~35日以内に納品されます。量産金型は業界平均よりも約15%速く完成するため、お客様のプロジェクトにおいて試作から大量生産へのスムーズな移行を実現します。
2. LS Manufacturingは、高精度PEEK成形金型の公差をどのように保証しているのですか?
当社では、5軸同時加工機とクローズドループ熱膨張補償技術を組み合わせることで、公差を確保しています。これにより、実際の高温動作条件下においても、 ±0.005mm以内の嵌合公差を維持しており、これは社内高精度CMMによる検証結果に基づいています。
3. カスタムPEEK射出成形金型に最適な金型鋼材はどれですか?
PEEK成形金型には、耐摩耗性に優れた高級グレードのS136またはH13焼入れ鋼(HRC 52以上)を厳格に使用しています。これは、高温高圧の成形サイクルが連続的に繰り返される中で、PEEKのガラス繊維や炭素繊維によって引き起こされる激しい摩耗に耐えるために不可欠です。
4. 小ロット生産向けのPEEK部品の射出成形金型製作に対応できますか?
はい、当社では、 100個程度の少量生産に対応するラピッドプロトタイプ金型から、100万個以上の大量生産に対応する高キャビティ金型まで、段階的なソリューションをご提供しています。すべてのプロジェクトには、製造性とコストを最適化するための詳細なDFM(製造性設計)レビューが無料で含まれています。
5. 高温金型製作サービスは、なぜ通常の金型製作よりも高価なのですか?
高コストの原因は、 PEEKに必要な特殊な高出力オイル温度コントローラー、耐熱シール、および高級鋼合金にあります。しかし、その結果として得られる高い歩留まりと長い耐用年数により、部品あたりの総コストは大幅に削減され、優れた投資収益率を実現します。
6. LS Manufacturingは、知的財産権保護付きのOEM向けPEEK金型製作サービスを提供していますか?
はい、当社は世界的に認められた秘密保持契約(NDA)を締結し、物理的に隔離されたアクセス制御付きのCAD/CAMシステムを採用することで、強固な知的財産保護を提供しています。この包括的なアプローチにより、プロジェクト全体を通して、お客様のすべての設計データと特許資産のセキュリティと機密性が保護されます。
7. PEEK金型製造工程における脱ガス問題はどのように解決しますか?
当社は、独自のミクロンレベルの通気チャネルを金型の要所に配置し、高圧強制排気システムと統合することで、脱ガス問題を解決しています。これにより、閉じ込められた空気を完全に除去し、「黒点」や焼けを防ぎ、PEEK部品の完璧な品質を保証します。
8. 精密高温金型の見積もりを今日中に取得するにはどうすればよいですか?
当社の専任エンジニアリングチームが、お客様の設計について包括的かつ多角的な分析を実施いたします。この評価後、製造性設計(DFM)に関する詳細な評価レポートと正式なプロジェクト見積書を、 24時間以内に迅速にご提供いたします。
まとめ
PEEK射出成形に関する専門知識を持つサプライヤーを選ぶことが、OEM部品が過酷な環境下でも確実に機能するかどうかを左右します。LS Manufacturingのエンドツーエンドの高温成形最適化は、熱膨張や材料劣化といった課題を解決し、データ駆動型の科学的な成形システムを通じて、優れた品質とコストの優位性を実現します。当社の医療分野における事例研究は、コストと効率性を向上させる究極の方法は、製造上の変動要因を排除する技術的ソリューションを活用することであることを示しています。
高温成形時の金型破損や高額な不良率を解消したいとお考えですか?当社のベテランエンジニアにご相談いただき、欠陥ゼロのPEEK成形への第一歩を踏み出しましょう。 「即時見積もりを取得」をクリックして3D図面をアップロードすると、無料のDFMレポートが作成されます。当社は24時間以内に正確なコスト見積もりと実用的な設計に関する洞察を提供することをお約束します。これにより、お客様のPEEK部品製造が安全で信頼性が高く、高効率であることを保証いたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


