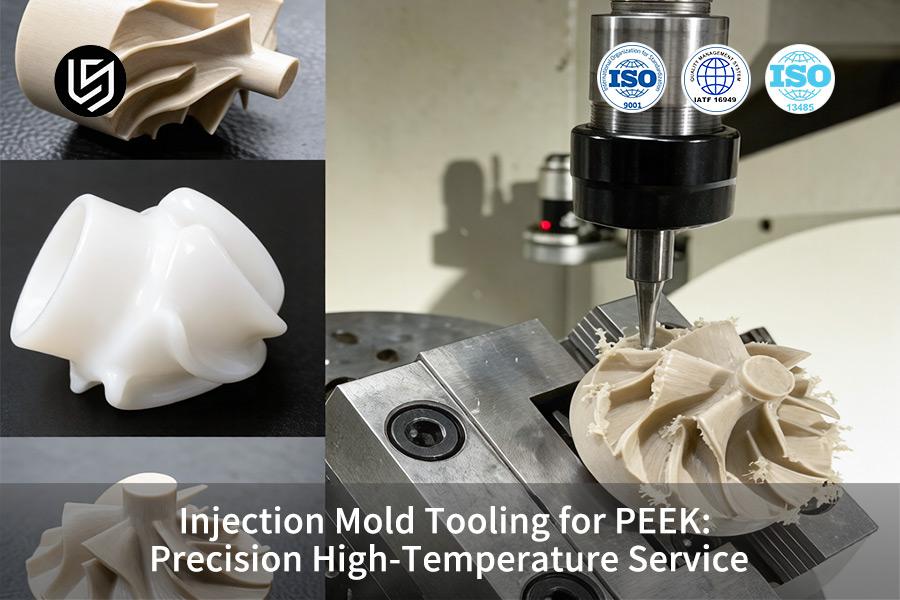
Услуги по изготовлению пресс-форм для литья под давлением из PEEK, предоставляемые компанией LS Manufacturing, начинаются с важного понимания для покупателей высокоточных изделий по всему миру, изучающих материалы, используемые в пресс-формах для литья пластмасс под давлением: обычная сталь не может выдержать требований, предъявляемых к PEEK. Пресс-форма должна функционировать при температуре выше 200°C , но традиционные пресс-формы, как правило, заклинивают или преждевременно выходят из строя из-за недостаточной температурной стабильности при длительной эксплуатации.
Для решения этой проблемы в нашей услуге по изготовлению оснастки для литья под давлением из PEEK используется импортная закаленная сталь S136 (HRC 52-54) и наша уникальная многофизическая технология конформного охлаждения, позволяющая ограничить колебания температуры пресс-формы до ±1°C . Мы гарантируем высокоэффективные производственные процессы благодаря нашему опытному анализу DFM на ранних этапах и комплексному управлению жизненным циклом, превращая сложную оснастку в надежный и качественный ресурс для OEM-производителей, как показано ниже.
Инструментальная оснастка для литья под давлением PEEK: краткое справочное руководство по высокотемпературной эксплуатации
| Задача по разработке инструментов | Инженерное решение для формования PEEK. | Результат процесса формования |
| Устойчивость к абразивному износу | Использование высококачественной инструментальной стали ( H-13, S-7 ) и современных покрытий ( CrN, DLC ). | Увеличивает срок службы инструмента, обеспечивает точность размеров и снижает частоту технического обслуживания. |
| Работа при высоких температурах | Конструкция пресс-формы для литья под давлением, способная к длительной эксплуатации при температуре 165-200°C с равномерным нагревом и минимальным термическим напряжением. | Обеспечивает стабильную температуру пресс-формы и предотвращает преждевременное охлаждение. |
| Коррозионная стойкость | Специальный отбор коррозионностойкой стали и нанесение соответствующего поверхностного покрытия на инструменты. | Защищает от эрозии поверхности, вызванной образованием кислоты в процессе производства PEEK. |
| Вентиляция для дегазации | Микровентиляция , позволяющая выходить газам и пару во время впрыска. | Предотвращает появление следов пригорания, неполного заполнения формы и пустот. |
| Наша конструкция горячеканальной системы | Системы с внутренним подогревом и клапанными затворами, с индивидуальным регулированием температуры для каждой капли. | Обеспечивает минимальное время выдержки материала в горячеканальной системе , предотвращая его деградацию и подтекание . |
| Результат: Инструмент, обеспечивающий стабильную работу в производстве. | Конструкция пресс-формы разработана специально с учетом уникальных требований к PEEK, что обеспечивает высокие эксплуатационные характеристики и долговечность . | Производит высококачественные и высокоэффективные компоненты, соответствующие самым строгим требованиям аэрокосмической и медицинской отраслей. |
Основные выводы:
- Материал определяет оснастку: стандартные материалы для пресс-форм быстро изнашиваются; для PEEK требуются твердые, покрытые и коррозионностойкие пресс-формы .
- Управление температурным режимом носит системный характер: вся форма, включая стержни, полости и системы горячего литья, должна быть оптимизирована для длительного воздействия высоких температур.
- Вентиляция не подлежит обсуждению: вентиляция необходима для производства деталей без дефектов из-за высоких температур, характерных для процесса литья под давлением PEEK .
- Цель – стабильность процесса: пресс-форма представляет собой систему, созданную для обеспечения стабильного термического воздействия и процесса заполнения при каждом цикле формования.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Существует множество статей, посвященных характеристикам материала PEEK . Однако эта статья уникальна тем, что написана самими авторами, которые ежедневно проектируют и изготавливают пресс-формы, используемые для формования этого пластика при повышенных температурах. Наш подход к проектированию и тестированию пресс-форм полностью соответствует строгим требованиям Международной организации по стандартизации (ISO) .
Наши пресс-формы используются для производства медицинских изделий, таких как имплантаты для позвоночника, аэрокосмические детали для топливных систем реактивных двигателей и оборудование для обработки полупроводников . Интенсивные тепловые и химические воздействия, характерные для этих отраслей, требуют использования материалов для оснастки, превосходящих стандартные отраслевые требования. Выбор стальных сплавов, конструкция каналов охлаждения и обработка поверхности разработаны в соответствии со строгими критериями машиностроения, установленными Американским обществом инженеров-механиков (ASME) .

Рисунок 1: Пресс-форма открывается, и выталкивающие штифты поднимают готовую белую деталь из PEEK из прецизионной полости для проверки.
Почему выбор профессиональной услуги по изготовлению литьевой оснастки из PEEK имеет решающее значение для успешного применения при высоких температурах?
Правильная обработка PEEK включает в себя контроль кристаллизации в пресс-форме, работающей в диапазоне температур от 180°C до 220°C . Неправильный терморегулирование приводит к непостоянству механических свойств и потенциальному отказу в процессе эксплуатации. Ниже представлен обзор нашего инженерного подхода, гарантирующего высокую температурную стабильность и постоянство кристалличности :
Преодоление тепловой инерции с помощью зонального мощного нагрева
Стандартные системы смазки имеют некоторые недостатки, связанные с их способностью достигать и поддерживать требуемую высокую температуру пресс-формы, превышающую 220°C . В нашей услуге по изготовлению оснастки для литьевых форм из PEEK используется запатентованная технология зонального нагрева высокой мощности, интегрированная в саму оснастку. Это гарантирует быстрый и равномерный нагрев без риска образования холодных зон, которые приводят к преждевременному затвердению материала и неполному заполнению сложных оснасток для литьевых форм .
Регулирование кристалличности посредством научного проектирования технологических процессов.
Контроль кристалличности — это неавтоматизированный процесс проектирования. Он предполагает координацию термического поведения с реологическими характеристиками, на основе которых определяются необходимые давления и скорости охлаждения. Такое научное проектирование процесса регулирует поведение кристаллизации полимера, тем самым улучшая физические свойства компонентов из PEEK .
Подтверждение характеристик с помощью сравнительной метрологии и испытаний
Успех определяется путем сравнения. Кристалличность стандартных образцов, отлитых с использованием обычной оснастки, и кристалличность образцов, полученных с помощью высокоточной литьевой формы, проверяются методом ДСК. Это приводит к эмпирическому снижению вариации кристалличности на 40% . Более конкретно, мы можем доказать, что прочность на растяжение и химическая стойкость образцов, изготовленных с помощью высокопроизводительной литьевой формы , всегда остаются одинаковыми.
Снижение рисков на производстве с помощью инженерных систем охлаждения и управления нагрузками.
Процесс охлаждения после формования тщательно выполняется для формирования кристаллической структуры и предотвращения возникновения каких-либо напряжений. При проектировании разрабатываемых нами пресс-форм для литья под давлением учитывается конфигурация и последовательность охлаждения, чтобы предотвратить образование накопителей напряжений, которые могут привести к разрушению под напряжением, тем самым защищая наших клиентов от ответственности и обеспечивая создание долговечной оснастки для литья под давлением .
В этом документе подробно изложены ключевые инженерные аспекты — тепловое проектирование, технологические процессы и валидация — которые определяют предлагаемые нами услуги. Мы концентрируемся на конкретном техническом подходе, обеспечивающем стабильность кристалличности , от материаловедения до эксплуатационных характеристик на месте, что дает вам неоспоримое конкурентное преимущество.

Как высокоточная пресс-форма для высокотемпературных изделий может сохранять допуски на уровне микрон в условиях экстремальных температур?
Достижение точности до микрона при высокотемпературном литье затруднено известными, но неравномерными свойствами термического расширения инструментальной стали. Традиционная оснастка устаревает из-за изменений размеров в результате нагрева, что приводит к несоответствиям допусков и проблемам с облоем. Наше решение устраняет проблему термического дрейфа на начальном этапе, проектируя оснастку при комнатной температуре для оптимальной производительности в рабочих условиях :
Проактивное проектирование размеров с помощью прогнозного инжиниринга
- Основной подход: Заранее учитывая термическое расширение при проектировании, мы принимаем во внимание любые изменения размеров, которые произойдут при высоких температурах .
- Техническое исполнение: Используя метод конечных элементов (FEA), мы можем моделировать и прогнозировать точные свойства термического расширения каждого сердечника и блока полости при заданной температуре пресс-формы, например, 200 °C .
- Результат: CAD-модель инструмента намеренно имеет меньшие размеры при комнатной температуре, чтобы обеспечить точную компенсацию теплового расширения в его конструкции и достичь желаемых размеров при рабочих температурах.
Сверхточная обработка для реализации компенсированной геометрии
- Протокол обработки: Компенсированная конструкция изготавливается с помощью процесса обработки, известного как 5-осевая обработка на станках с ЧПУ , при очень высоких скоростях вращения шпинделя (например, 24 000 об/мин ).
- Важная деталь: Важные разъемные поверхности и уплотнительные площадки обрабатываются с использованием тщательно спланированного зазора предварительной компенсации, обычно порядка 0,002 мм , что является важным фактором для управления допусками .
- Возможности: Возможность производства высокоточных высокотемпературных пресс-форм , обеспечивающих допуск на детали ±0,01 мм даже при термической нагрузке.
Проверка герметичности инструмента при рабочей тепловой нагрузке
- Метод проверки: Инструменты тестируются при полных циклах рабочих температур и давлений.
- Измеряемый результат: Подтверждается герметичность закрытия пресс-формы при заданной температуре, что гарантирует выравнивание линии разъема. Такой подход позволяет устранить облой , который образуется из-за потока материала через расширенные зазоры линии разъема под воздействием тепла.
- Преимущество: Нет необходимости в какой-либо подрезке после формовки пресс-форм, что позволяет сэкономить до 15% на дополнительных трудозатратах, связанных с крупносерийным производством пресс-форм для литья под давлением .
Обеспечение долгосрочной стабильности с помощью материаловедения
- Выбор материалов: Все ключевые детали изготовлены из высокотемпературных инструментальных сталей с соответствующим коэффициентом теплового расширения.
- Термическая обработка: Современная термическая обработка гарантирует стабилизацию материала при многократных термических нагрузках.
- Долговечность: Эта основа позволяет специализированной оснастке для литья под давлением сохранять свою компенсированную точность на протяжении всего жизненного цикла в производстве, что необходимо для критически важных процессов литья под давлением .
В этом документе описывается разработанный нами процесс прогнозного моделирования, компенсированного фрезерования и термической проверки, которые составляют основу нашего передового решения для оснастки литьевых форм . Мы предлагаем решение для оснастки литьевых форм , которое выходит за рамки типичного производства, учитывая термическое расширение и обеспечивая реальную экономию за счет устранения облоя и надежного производства деталей.
Рисунок 2: Сложная стальная формовочная полость охлаждает и затвердевает впрыскиваемый материал PEEK для изготовления компонента медицинского изделия по индивидуальному заказу.
Какие стратегии определяют оптимальную оснастку для литья под давлением из PEEK-пластика для сложных медицинских компонентов?
Производство имплантируемых или контактирующих с жидкостью медицинских изделий из PEEK требует инструментов, способных обеспечить полную чистоту и точность. Обычные методы литья подвержены таким факторам, как загрязнение и несоответствие, что ставит под угрозу биосовместимость и сертификацию. В данной статье рассматриваются уникальные инженерные подходы, используемые при проектировании специализированной оснастки для литья под давлением PEEK, соответствующей медицинским стандартам .
| Стратегическое измерение | Реализация и результаты |
| Материальная основа и чистота | Выбирайте высококачественную сталь (например, ASSAB/BOHLER ) для обеспечения легкости полировки и антикоррозионных свойств, что является основой для высоконадежной оснастки для литья под давлением . |
| Поверхностная обработка для удобства очистки. | Обеспечьте чистоту поверхности Ra 0,05 с помощью многоступенчатой полировки для удаления ямок, в которых могут скрываться загрязнения. |
| Проектирование потока для предотвращения деградации | Конструкция системы свободного вращения с "застойными канавками" предотвращает застревание материала и термическую деградацию, приводящую к образованию черных пятен. |
| Точность сборки | Изготовление высокоточных пресс-форм для литья под давлением с термокомпенсацией, обеспечивающей точное формование ключевых элементов конструкции. |
| Система валидации и соответствия требованиям | Возможности в рамках стандарта ISO 13485 контролируют процессы, позволяющие создавать документацию, подлежащую аудиту, в отношении результатов проверки качества пресс-форм для литья под давлением . |
Предлагаемое решение устраняет фундаментальную проблему преобразования PEEK в чистые, точные и биосовместимые детали . Благодаря обеспечению защиты оснастки от загрязнения и точности размеров, исключаются риски, связанные с валидацией, и производственные узкие места. Если для ваших медицинских компонентов из PEEK требуются абсолютная чистота и точность, давайте определим технические требования. Свяжитесь с нами , чтобы запланировать анализ целесообразности оснастки и составить план проекта.
Почему инвестиции в высокоточную конструкцию формовочных инструментов из PEEK являются ключом к снижению совокупной стоимости владения?
Выбор инструмента, основанный исключительно на его первоначальной стоимости, не учитывает все затраты, возникающие на протяжении всего жизненного цикла инструмента, такие как задержки производства, техническое обслуживание и изменчивость характеристик. Для высокоэффективного PEEK требуется высокоточный инструмент для литья PEEK , обеспечивающий преимущества оптимизации общих затрат с точки зрения долговечности инструмента и предсказуемости производства :
Разработка технологий для увеличения срока службы сверх начальных циклов.
Наши разработки, ориентированные на долговечность, начинаются с самого начала. Изнашиваемые детали, такие как направляющие штифты и втулки, подвергаются глубокому азотированию, что повышает твердость их поверхностей до 60-62 HRC . Это создает барьер против абразивных свойств армированных компаундов PEEK. В результате получается пресс-форма, которая служит более 500 000 циклов без значительного износа, что делает инвестиции в высокоэффективную оснастку для литья под давлением долгосрочными.
Снижение термических напряжений для обеспечения структурной целостности.
Одной из проблем при высокотемпературном литье является тепловое напряжение и коррозия материала пресс-формы. Наше решение заключается в использовании независимой системы нагрева с балансировкой зон для предотвращения любых температурных градиентов. В сочетании с использованием коррозионностойкой стали для пресс-форм это исключает любой риск образования трещин или заедания. Это помогает избежать незапланированных простоев на сварку или техническое обслуживание, поддерживая точность нашей проверенной в производстве оснастки для литья под давлением .
Высокоточное производство для обеспечения стабильного качества деталей.
Наши разработки, ориентированные на долговечность, начинаются с самого начала. Изнашиваемые детали, такие как направляющие штифты и втулки, подвергаются глубокому азотированию, что повышает твердость их поверхностей до 60-62 HRC . Это создает барьер против абразивных свойств армированных компаундов PEEK. В результате получается пресс-форма, которая служит более 500 000 циклов без значительного износа, что делает инвестиции в прецизионную оснастку для литья под давлением долгосрочными.
Интеграция систем для прогнозирующего управления технологическими процессами.
Реальная предсказуемость производства достигается за счет повторяемых и контролируемых процессов. Разработанная нами оснастка гармонично взаимодействует с современным литьевым оборудованием и системами управления технологическими процессами. Благодаря этому взаимодействию обеспечивается замкнутый контур управления важными параметрами процесса. Это гарантирует выявление любых проблем до того, как они приведут к дефектам продукции, обеспечивая тем самым предсказуемую производительность нашей проверенной оснастки для литья под давлением .
В следующем тексте описывается, как инженерные решения , включая металлургию, терморегулирование, высокоточное производство и системную интеграцию, определяют нашу философию создания оснастки. Вместо того чтобы просто предоставлять пресс-форму, мы предлагаем производственное решение, позволяющее снизить стоимость детали за счет максимального времени безотказной работы и эффективности. Оптимизируя инженерные решения для снижения общей стоимости владения , мы обеспечиваем ощутимую окупаемость инвестиций для критически важных приложений.

Рисунок 3: Высокоточная высокотемпературная обработка оснастки для изготовления высокопрочных автомобильных разъемов из полимера PEEK-450G.
Как опытный производитель пресс-форм из PEEK решает проблемы, связанные с дефектами в линиях подачи материала?
Линии течения и следы сварки в PEEK указывают на задержку фронта течения и преждевременное охлаждение, что может поставить под угрозу структурную целостность. Как опытный производитель пресс-форм из PEEK , мы устраняем первопричину — непостоянство течения полимера и температуры — с помощью проектирования, основанного на физических принципах. Наш подход использует передовые методы моделирования течения для проектирования инструмента с самого начала, обеспечивая полное устранение дефектов и превосходное эстетическое качество .
Проектирование беговой дорожки с передним управлением на основе моделирования.
- Основная стратегия: при проектировании наших рабочих колес мы используем свойства текучести с уменьшением вязкости при увеличении скорости сдвига, а не традиционные шаблоны.
- Техническое исполнение: Используя моделирование в Moldflow при реалистичных температурах расплава (около 380 °C ), мы прогнозируем поведение PEEK и создаем конический литник с хорошо рассчитанным гидравлическим диаметром .
- Результат: Это помогает нам достичь равномерного давления и скорости на фронте расплава и предотвращает любые задержки в потоке. На готовой детали, полученной с помощью высокопроизводительной литьевой формы, не будет линий потока.
Точное управление затвором и температурным режимом
- Оптимизация затворов: Спроектируйте форму и размер затворов таким образом, чтобы обеспечить сбалансированный поток с соответствующим нагревом за счет сдвига без образования холодных пробок.
- Управление горячеканальной системой: При проектировании многогнездных пресс-форм необходимо обеспечить независимое управление соплами горячеканальной системы на каждом литниковом канале.
- Преимущество: Это поможет контролировать и обеспечивать сбалансированное распределение материалов, что важно для производства качественных деталей с использованием высококачественной литьевой формы .
Активная регулировка температуры пресс-формы
- Проблема: Неравномерное распределение температуры на поверхности пресс-формы приводит к несоответствиям скорости охлаждения фронта потока и образованию следов.
- Наше решение: Мы используем мощные многозонные системы контроля температуры инструмента с каналами турбулентного потока, расположенными рядом с поверхностью полости.
- Результат: Это поможет поддерживать стабильное распределение температуры в инструментальной стали (например, 180-220°C ). Это крайне важно для контроля кристаллизации PEEK и получения безупречной чистоты поверхности в сложных условиях применения оснастки для литья под давлением .
Итеративное прототипирование и валидация процессов
- Цикл проверки: анализ размера частиц проводится во время отбора проб для визуального подтверждения синхронизации фронта потока.
- Усовершенствование процесса: Впоследствии скорость и давление впрыска будут оптимизированы с учетом оптимальных параметров впрыска, определенных в процессе моделирования.
- Результаты анализа данных: Упомянутая ранее методология с замкнутым контуром неизменно обеспечивает снижение уровня дефектов в производственных линиях до 95% , что позволяет создавать готовые к производству пресс-формы для литья под давлением .
В этом отчете описан весь инженерный процесс, от моделирования до проверки. Проблема линий потока решается путем разработки пресс-форм, способных регулировать реологические и тепловые свойства материала PEEK. Благодаря нашему многолетнему опыту мы можем производить компоненты с безупречной поверхностью и продолжим предлагать критически важные инструменты для литья под давлением .
Какие технические параметры определяют эффективность услуг по изготовлению пресс-форм при высоких температурах?
Эффективная услуга по изготовлению высокотемпературных пресс-форм должна соответствовать критериям точности и стабильности, а не только скорости. При высокой степени усадки ( ~1,4% ) необходимо соблюдать точность при упаковке и охлаждении PEEK. В этом документе подробно описаны критически важные параметры обработки, обеспечивающие эффективный контроль усадки для гарантирования структурной надежности конечного компонента при экстремальных нагрузках.
| Категория параметров | Реализация и результаты |
| Давление упаковки | Для решения проблем замерзания литниковых каналов и уменьшения объема, обеспечивающих надежную оснастку для литья под давлением , используйте алгоритм упаковки с временем переключения 0,01 с . |
| Мониторинг внутриполостного давления | Используйте устройства для измерения давления в полости пресс-формы, которые начинают заполнение на основе фактического давления, а не заранее определенного времени, чтобы получить стабильную плотность изделия. Такой подход обеспечивает высокую стабильность пресс-форм для литья под давлением . |
| Регулирование температуры | Необходимо обеспечить поддержание постоянной температуры пресс-формы в диапазоне 180-220°C за счет улучшения контроля охлаждения. |
| Скорость впрыска | Измените график скорости наполнения, чтобы получить необходимую скорость для достижения желаемой ориентации волокон , что повлияет на механическую прочность изделия. |
| Валидация процесса | Определите диапазон рабочих параметров всех переменных, что крайне важно для процесса сертифицированного изготовления пресс-форм для литья под давлением . |
Описанное в данной статье решение устраняет фундаментальный недостаток PEEK, связанный с отсутствием объемной стабильности, за счет эффективного управления технологическим процессом в замкнутом контуре. Оно обеспечит точный контроль параметров давления и температуры , гарантируя достижение необходимых размеров и структурной надежности . Последнее имеет решающее значение в случае использования современных пресс-форм для литья под давлением .

Рисунок 4: Литейная машина HYT 1380 впрыскивает расплавленный материал PEEK в высокоточную пресс-форму для деталей аэрокосмической отрасли.
Почему профессиональная оснастка для литья под давлением деталей из PEEK необходима для снижения веса в аэрокосмической отрасли?
Замена металлов в аэрокосмической отрасли на полиэфиркетон (PEEK) ограничена сложностью формования сложных геометрических форм с тонкими стенками без ущерба для целостности. Это достигается за счет литьевых форм для деталей из PEEK, разработанных для снижения веса в аэрокосмической отрасли , которые выдерживают высокое давление впрыска и быстрое охлаждение, связанные с высоким соотношением прочности к весу PEEK. Мы разработали это решение, позволяющее формовать тонкостенные детали толщиной всего 0,8 мм , что обеспечивает значительную экономию веса деталей:
Специализированная система литников для наполнения под высоким давлением.
Традиционная оснастка испытывает чрезмерное падение давления, что делает невозможным правильное заполнение сверхтонких участков. Наша конструкция и изготовление литникового канала типа «горячий-холодный» направлены на обеспечение поддержания оптимальной температуры и вязкости расплава на протяжении всего процесса, что снижает давление впрыска, необходимое для заполнения очень тонких участков. Этот метод станет важным при проектировании прецизионной оснастки для литьевых форм .
Точное терморегулирование для контроля фронта потока
Замерзание происходит преждевременно из-за неравномерности температуры в каналах охлаждения. Конформные каналы охлаждения, обеспечивающие высокую производительность, могут располагаться близко к стенкам полости. Благодаря многозональному контролю температуры эта технология помогает поддерживать постоянный температурный профиль, обеспечивая равномерное течение фронта расплава на протяжении всего процесса заполнения. Это важно для высокопроизводительных пресс-форм для литья под давлением .
Структурная оптимизация посредством комплексного анализа проектирования.
Снижение веса — это совместный процесс проектирования. Мы одновременно проводим структурное моделирование и анализ заполнения пресс-формы для оптимизации рисунка ребер и переходов в структуре стенки. Это гарантирует, что формованный компонент соответствует требуемым критериям жесткости, при этом масса снижается до 20% , что позволяет достичь цели снижения веса в аэрокосмической отрасли за счет оптимизации оснастки для литья под давлением .
Проверка летных характеристик и соответствия нормативным требованиям.
Заключительный этап должен быть эффективным в условиях эксплуатационных нагрузок. Прототипы успешно проходят механические испытания, подтверждая кристаллическую структуру, сформированную в процессе тонкостенного литья , что позволяет достичь требуемых уровней модуля упругости и усталостной прочности для критически важных применений в оснастке для литья под давлением .
В данной статье описаны процессы, необходимые для преодоления проблем, возникающих при литье под давлением тонкостенных компонентов из ПЭЭК . Доказанная замена материала достигается за счет решения проблемы давления заполнения и контроля кристаллизации в сверхтонких областях, что обеспечивает подтвержденное снижение веса без ущерба для структурной целостности компонентов летательных аппаратов.
Как оценить поставщика услуг по изготовлению оснастки из PEEK-пластика на основе стандартов качества и масштаба производства?
Использование услуг OEM-поставщика оснастки для производства изделий из PEEK — это не просто словесная игра. Суть сводится к базовой концепции снижения рисков при закупке путем проверки возможностей поставщика, знаний о технологическом процессе и простоты перехода от этапа разработки к серийному производству по всему миру. В данной статье предлагается подробный опросник для аудита поставщика .
Проверка точности размеров и метрологических инвестиций
- Запрос на предоставление доказательств: Запросите полные отчеты, составленные на основе координатно-измерительной машины (КИМ), сопоставимой по точности с машиной Zeiss, вместо проведения выборочных проверок .
- Наш процесс: Предоставление полных отчетов по геометрическим допускам и размерам (GD&T), демонстрирующих сравнение номинальных и фактических значений характеристик всех элементов деталей, для подтверждения высокой точности пресс-форм для литья под давлением .
- Результат: Объективное доказательство точности оснастки и однородности деталей посредством демонстрации.
Стабильность процесса аудита и статистический контроль
- Запрос на предоставление подтверждающих документов: Запросите подтверждение статистического контроля процесса и расчета Cpk для всей партии, а не для отдельных образцов.
- Наш процесс: Интерактивные панели мониторинга статистического контроля процессов (SPC) и исследование возможностей процесса по критическим параметрам подтверждают, что наша сертифицированная оснастка для литья под давлением соответствует рекомендациям IATF 16949 .
- Результат: Объективность гарантирует стабильный производственный процесс и высокое качество деталей .
Оценка масштабируемости посредством автоматизации и времени безотказной работы.
- Запрос на предоставление доказательств: Проанализируйте вашу производственную систему, включающую робототехнику и контроль качества в процессе, поддерживающем беспилотное производство.
- Наш процесс: Наши автоматизированные ячейки с системами машинного зрения и конвейерами позволяют нам работать непрерывно, тем самым устанавливая наши производственные мощности по выпуску пресс-форм для литья под давлением .
- Результат: Это демонстрирует успех в эффективном и стабильном масштабировании производственных мощностей в соответствии с темпами наращивания объемов программ.
Оценка технического сотрудничества и оперативности реагирования.
- Запрос на предоставление подтверждающих документов: Оцените степень доступной инженерной поддержки в зависимости от того, насколько своевременно и конкретно будет получен ответ по проектированию, технологичности и сборки (DFM) .
- Наш процесс: Мы гарантируем, что инженеры составят отчет по проектированию с учетом технологичности производства (DFM) в течение 24 часов после получения запроса на коммерческое предложение, что является показателем качества услуг по изготовлению пресс-форм для литья под давлением на уровне наших партнеров.
- Результат: Это сводит к минимуму препятствия и ускоряет процессы разработки, что свидетельствует о реальном техническом сотрудничестве .
Данная система оценки описывает систематический процесс аудита поставщиков, переходя от расплывчатых утверждений к конкретным доказательствам. Мы помогаем нашим клиентам снижать риски, связанные с закупками, предоставляя наглядную демонстрацию наших систем обеспечения качества , масштабируемости решений по автоматизации и возможностей для инженерного сотрудничества.
Пример из практики: Компания LS Manufacturing, производитель медицинского оборудования, предлагает решение для прецизионной формовки костных винтов из PEEK.
В этом тематическом исследовании компании LS Manufacturing подробно описано решение критической производственной проблемы при изготовлении медицинских изделий методом литья под давлением . Крупный мировой производитель медицинского оборудования столкнулся с серьезными потерями выхода годной продукции и незапланированными простоями при производстве костных винтов из PEEK. Разработанная нами оснастка из нержавеющей стали и инновационные технологические процессы восстановили надежность и обеспечили существенную экономию средств благодаря высокоточному литью из PEEK .
Задача клиента
Заказчик столкнулся с трудностями при производстве кортикального винта из PEEK диаметром 5,0 мм . Существующая пресс-форма страдала от неполного формирования резьбы ( 18% брака) и заклинивания направляющих для формирования резьбы каждые 5000 циклов при температуре 200°C . Это приводило к нестабильности поставок, высоким затратам на брак и частым остановкам производства критически важного компонента литьевой формы .
LS Manufacturing Solution
Мы перепроектировали инструмент, используя многофизический подход к моделированию. Ключевые изменения включали оптимизацию зазоров теплового расширения, внедрение направляющих с керамическим покрытием из оксида алюминия для обеспечения высокотемпературной смазки и интеграцию специализированного многоконтурного охлаждающего коллектора. Эта высокоэффективная перепроектировка оснастки для литья под давлением была направлена непосредственно на устранение первопричин неполного впрыска и механических отказов.
Результаты и ценность
Внедренное решение повысило процент соответствия деталей требованиям с 82% до 99,8% . Интервал технического обслуживания пресс-формы увеличился с 5000 до более чем 150 000 циклов. Такая высокая надежность и время безотказной работы позволили сэкономить 125 000 долларов на затратах на обеспечение качества по одному заказу, что доказывает ценность проверенной оснастки для литья под давлением и надежной инженерной разработки.
Этот случай демонстрирует нашу способность решать задачи экстремально высокотемпературного и высокоточного литья. Мы гарантируем производственные процессы, характеризующиеся исключительной производительностью и долговечностью, что делает LS Manufacturing надежным партнером для самых сложных задач литья медицинских изделий и изготовления пресс-форм для литья под давлением .
Чтобы обеспечить выход годной продукции на уровне 99,8% и исключить незапланированные простои, запланируйте техническую консультацию с нашей командой, чтобы обсудить ваши проблемы, связанные с высокотемпературным литьем, и определить производственную стратегию.

Часто задаваемые вопросы
1. Каков типичный срок выполнения проекта по изготовлению оснастки для литья под давлением из PEEK?
Благодаря использованию собственной цифровой мастерской LS Manufacturing, прототипы пресс-форм (T0) изготавливаются в течение 25–35 дней . Изготовление пресс-форм для массового производства осуществляется примерно на 15% быстрее, чем в среднем по отрасли, что обеспечивает плавный переход от прототипирования к крупномасштабному производству вашего проекта.
2. Каким образом компания LS Manufacturing обеспечивает точность изготовления высокоточных формовочных инструментов из PEEK?
Мы обеспечиваем точность за счет использования 5-осевых обрабатывающих центров с одновременной обработкой в сочетании с технологией компенсации теплового расширения с обратной связью. Это позволяет поддерживать допуски на посадку в пределах ±0,005 мм в реальных условиях эксплуатации при высоких температурах, что подтверждено собственными высокоточными координатно-измерительными машинами.
3. Какая сталь лучше всего подходит для изготовления пресс-форм для литья под давлением PEEK по индивидуальному заказу?
Для изготовления пресс-форм из PEEK мы строго требуем использования высокоизносостойкой закаленной стали марки S136 или H13 (HRC 52+) . Это необходимо для того, чтобы выдерживать сильный абразивный износ, вызываемый стекловолокном или углеродным волокном PEEK при непрерывных циклах формования при высоких температурах и высоком давлении.
4. Можете ли вы изготовить оснастку для литья под давлением деталей из PEEK, предназначенных для мелкосерийного производства?
Да, мы предлагаем многоуровневые решения: от быстрого прототипирования пресс-форм для партий от 100 штук до высокопроизводительных пресс-форм для массового производства, рассчитанных на более чем миллион единиц. Каждый проект включает в себя бесплатный подробный анализ DFM (проектирование с учетом технологичности) для оптимизации конструкции с точки зрения технологичности и стоимости.
5. Почему услуги по изготовлению пресс-форм для высокотемпературных условий дороже, чем стандартное изготовление пресс-форм?
Более высокие затраты обусловлены использованием специализированных мощных регуляторов температуры масла, термостойких уплотнений и высококачественных стальных сплавов, необходимых для производства PEEK . Однако, благодаря высокой производительности и увеличенному сроку службы, общая стоимость детали значительно снижается, обеспечивая превосходную окупаемость инвестиций.
6. Предоставляет ли компания LS Manufacturing услуги по изготовлению оснастки из PEEK для OEM-производителей с защитой интеллектуальной собственности?
Да, мы обеспечиваем надежную защиту интеллектуальной собственности, заключая общепризнанные соглашения о неразглашении и используя физически изолированные системы CAD/CAM с контролируемым доступом. Такой комплексный подход гарантирует безопасность и конфиденциальность всех ваших проектных данных и запатентованных активов на протяжении всего проекта.
7. Как вы решаете проблемы с дегазацией в процессе изготовления пресс-форм из PEEK?
Мы решаем проблему дегазации, разрабатывая запатентованные каналы вентиляции микронного размера в стратегически важных местах пресс-формы, интегрированные с системой принудительной вентиляции высокого давления . Это полностью устраняет скопившийся воздух и предотвращает появление «черных пятен» или пригорания, обеспечивая безупречное качество деталей из PEEK.
8. Как я могу сегодня получить ценовое предложение на высокоточную высокотемпературную пресс-форму?
Наша команда квалифицированных инженеров проведет всесторонний анализ вашей конструкции. После этой оценки мы предоставим вам подробный отчет об оценке технологичности производства (DFM), а также официальную смету проекта , и все это в течение 24 часов .
Краткое содержание
Выбор поставщика, обладающего глубокими знаниями в области литья под давлением PEEK, определяет надежность работы ваших OEM-деталей в экстремальных условиях. Комплексная оптимизация высокотемпературных пресс-форм от LS Manufacturing решает такие проблемы, как термическое расширение и деградация материала , обеспечивая существенное преимущество в соотношении качества и стоимости благодаря научно обоснованной системе литья, основанной на данных. Наши исследования в медицинской сфере показывают, что наилучший путь к снижению затрат и повышению эффективности лежит в использовании технических решений для устранения производственных переменных.
Готовы положить конец отказам пресс-форм при высоких температурах и дорогостоящему браку? Свяжитесь с нашими ведущими инженерами, чтобы начать свой путь к производству деталей из PEEK без дефектов. Нажмите «Получить мгновенную смету», чтобы загрузить 3D-чертежи и получить бесплатный отчет DFM . Мы гарантируем предоставление точной сметы и практических рекомендаций по проектированию в течение 24 часов, обеспечивая безопасность, надежность и высокую эффективность производства деталей из PEEK.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


