
タッピング加工において、テーパー破損、ねじ山摩耗、切りくず排出不良といった問題にまだ悩まされていませんか?重要なねじ穴加工でたった一度のミスが、高価なワークピース全体を廃棄するリスクを負うことになるのでしょうか?工具寿命の短さ、靭性の低下、貴重な部品への潜在的な危険性の高さなど、従来のタッピング加工におけるこうした根本的な問題点は、製造における収益性と効率性を容赦なく低下させています。
このジレンマを解決するために、 LS Manufacturingは最新のCNC加工に最適なねじ切り加工を強く推奨します。これは単なる加工方法の置き換えではなく、製造哲学における革命です。クリーンな切りくず処理、切りくずのないタッピング、1つの工具で幅広いねじサイズを加工できる驚異的な汎用性、そして精度と表面仕上げの向上により、ねじ切り加工は数万もの製造業者をタッピングの束縛から解放しています。時間を節約するために、主要な結論の概要を簡単に説明します。
ねじ切り加工の主な利点クイックリファレンス
| 寸法 | 要点 | まとめ |
| 主な利点 | プロセス革新、柔軟な生産体制。 | ねじ切り加工は、 CNCプログラミングによる工具動作の制御によって実現され、従来のタップの制約を取り除き、非常に柔軟な加工を可能にする。 |
| 費用対効果が高い | コスト削減、効率向上、安全性の確保。 | 1つの工具で様々なサイズのねじを加工できるため、工具在庫と工具交換時間を削減でき、テーパー破損による加工不良を実質的になくすことができます。 |
| 技術的な利点 | 卓越した能力と均一なチップフロー。 | 特に高硬度で切削しにくい材料や大径ねじの切削に適しています。側面からの切りくず排出により、止まり穴加工の問題を完全に克服し、優れた加工精度と表面仕上げを実現します。 |
| アプリケーションの意思決定 | 適切なツールの選定と評価。 | 工具材質、切削歯数、ねじピッチといった重要なパラメータが考慮されています。多品種少量生産、高付加価値ワークピース、難削材といった生産条件に適しています。 |
ねじ切り加工は、単なる工程の代替ではなく、未来への投資です。1つの工具で複数の作業をこなせる能力、テーパー破損のない安全性を確保する信頼性、そして難削材の加工を可能にする驚異的な能力は、工具管理、生産効率、品質コストの面で企業の競争力を総合的に高めます。したがって、スマートで効率的な製造を実現するためには、ねじ切り加工は不可欠です。

このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
このガイドの作成に携わったのは、LS Manufacturingのエンジニアリング部門が10年以上にわたり培ってきた、CNC加工やねじ切り加工に関する豊富な経験と知識です。私たちは理論的なコンサルタントではなく、お客様と同じ製造上の課題に共に取り組むパートナーです。
LSマニュファクチャリングの熟練エンジニアたちは、航空宇宙、ハイエンドエネルギー機器、精密医療機器業界に長年深く携わっており、高温合金やチタンなどの難削材における数千ものねじ加工の問題を解決してきた直接的な経験を有しています。
LS Manufacturingは、ある顧客が従来のタッピング加工で発生していたM36サイズの深い止まり穴の切りくず除去問題を解決するのを支援しました。また、LS Manufacturingは、独自のねじ切り加工ソリューションにより、高温合金製タービンディスク部品のねじ加工合格率を78%から99.9%以上に向上させることに成功しました。
このガイドは、LS Manufacturing社の直接的な経験に基づき、数千件の失敗と成功から抽出したものであり、簡潔で信頼性が高く、効率的な機械加工プロセスを提供することを目的としています。
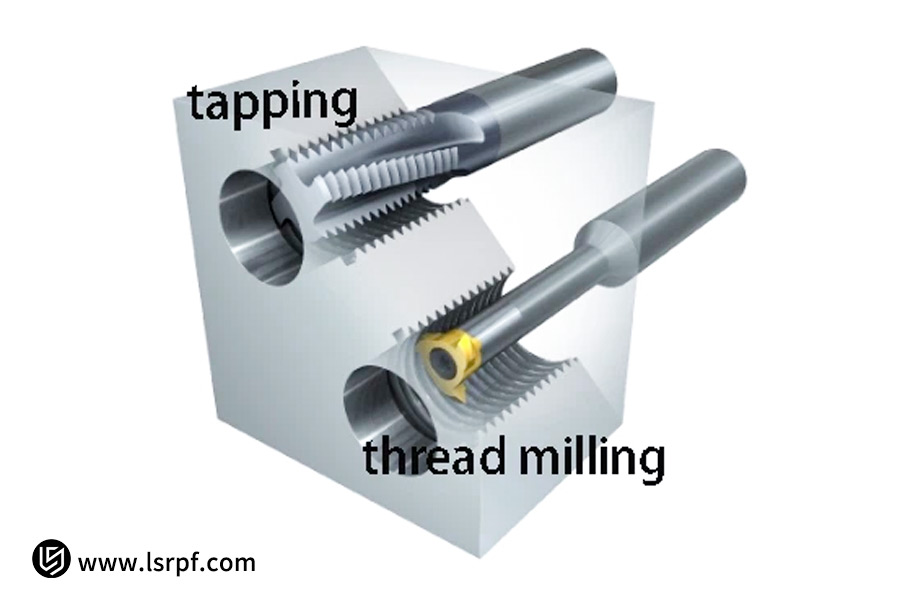
ねじ切り加工がタッピング加工の代替手段となるのはなぜか?
従来のタッピング、例えば固定キーで錠を開けるような方法は、非常に制約が多く、大きな危険を伴います。タッピングの代わりにねじ切り加工を行う方法は、万能キーのようなものです。CNC技術を用いることで、「固定的な」加工から「柔軟な」加工への移行を実現し、タッピングの根本的なボトルネックを解消します。両者の最も基本的な違いを以下に比較します。
| 特徴 | 伝統的なタッピング | ねじ切り加工 |
| 処理原理 | スピンドルの軸方向送り速度とねじピッチは正確に同期させる必要がある。 | 3軸CNC工作機械は、工作機械の補間を利用して螺旋状の工具経路を実現します。 |
| ツールの柔軟性 | タップだけで1種類のねじ仕様を作り出すことができる。 | 1つの工具で、同じピッチで直径の異なる複数のねじ山を加工できる。 |
| 精密制御 | タップ径によって決まり、固定されている。 | 工具半径補正機能により、プログラム内で柔軟な調整が可能になり、ピッチ径を容易に制御できます。 |
具体的には、その技術的進歩は以下の分野で実現されています。
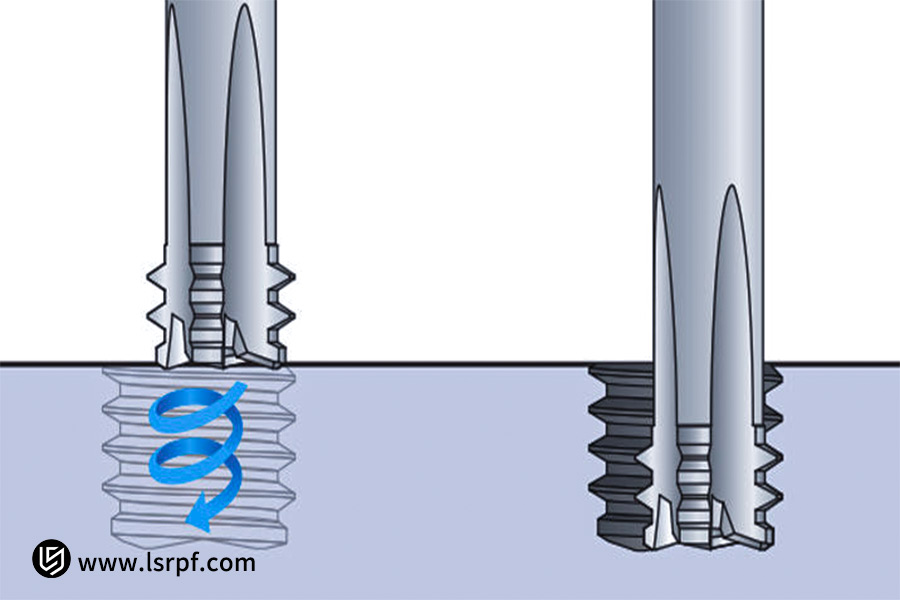
1. 革新的な加工原理:
ねじ切り加工では、3軸CNC工作機械を用い、ヘリカル補間コマンドによって工具の動きを3軸方向に制御し、ねじ山を切削します。これにより、主軸送り速度とタップピッチの関係が厳密に求められるという制約が解消されるだけでなく、過剰な軸方向力によるタップ破損やねじ山損傷のリスクも効果的に排除できます。
2. 比類なき柔軟性:
1つのねじ切りフライスで、同じピッチ(例えばM10×1.5とM12×1.5 )で様々な直径のねじ穴を加工でき、さらに右ねじと左ねじにも対応できます。この「1つの工具で複数の用途に対応」という利点により、工具在庫の量と種類が大幅に削減され、工具管理コストを直接的に削減できます。
3. 精密かつ制御可能な精度:
機械加工中、工具交換を行うことなく、プログラム内の工具半径補正値を調整するだけで、加工精度とねじピッチ径を簡単に制御できます。これにより、寸法調整や公差制御が容易になり、高精度部品の加工において不可欠な機能となります。
これらの技術的利点により、ねじ切り加工は単なる加工方法の選択にとどまらず、製造効率と信頼性を向上させるための戦略的なブレークスルーとなる。
ねじ切り加工は、企業にとってどのように単位コストを削減できるのか?
多くの企業は、工具の単価を最初に考慮すると、ねじ切りフライス加工用カッターはタップ加工用カッターよりも高価になると考えています。しかし、総所有コストと長期的な節約という観点からより深く分析すると、ねじ切りフライス加工は従来のタップ加工よりもはるかにコスト効率が高く、単位コスト削減のための賢明な選択肢であることがわかります。その経済的価値は、主に以下の3つの側面で実現されます。
1. 超長寿命の工具により、ダウンタイムと調達コストを削減します。
高品質のねじ切りフライス1個の寿命は、タップの寿命の10倍、場合によっては数十倍にもなります。これにより、ロット生産における工具交換や工具セットアップに伴うダウンタイムが大幅に削減され、生産の継続性が確保されるとともに、長期的な工具調達の頻度と全体的なコストが直接的に削減されます。
2.「複数の用途に使える1つのツール」で、在庫と管理コストを削減:
単一のねじ切り工具で、直径やピッチが異なるねじ山、さらには異なる材質のねじ山を切削できます。このような優れた製造汎用性により、企業が在庫として保有する必要のある工具の種類と仕様が大幅に削減され、根本的なコスト削減、工具管理の簡素化、そして隠れたスクラップ損失の削減につながります。
3. 歩留まり率の向上、隠れたスクラップ損失の排除:
ねじ切り加工は、タップの損傷によるワークピースの不良を基本的に排除します。LS Manufacturing社の顧客の1社における事例研究によると、ステンレス鋼製バルブ本体の量産にねじ切り加工を導入した結果、ねじ不良による不良品の発生率はほぼゼロにまで減少しました。工具費、人件費、不良品コストを考慮すると、1個あたりのコストは30%以上削減されています。
したがって、ねじ切り加工によるコスト削減の鍵は、より大きな初期投資を、新たな製造効率、柔軟性、および歩留まり技術と引き換えにし、製造コスト全体を数百パーセント削減することにある。
高硬度材料の加工において、ねじ切り加工にはどのような独自の利点がありますか?
チタン合金、HRC58以上の高硬度鋼、航空宇宙産業で広く使用されているニッケル基超合金ねじなどの硬質材料を切削する場合、従来のタッピング加工では時間がかかるだけでなく、工具強度不足のために加工が失敗することも少なくありません。ねじ切りフライス加工技術は、この点において唯一無二の、そして他に代えがたい利点を発揮します。その優れた性能は主に以下の点によるものです。
1. 効率的な切削方法と優れた工具材料:
超硬ねじ切りフライスは、高強度ボディを備え、より強い切削力に耐えることができます。側面フライス加工を採用し、高速回転と3軸連動機構により、タッピング加工よりも大幅に速い80~200m/分の切削速度を実現します。高効率切削により、加工効率が向上するだけでなく、微細な切りくずが排出されるため、切りくず詰まりによる工具損傷を防ぎます。
2. 極めて低いラジアル切削力と優れた切りくず分断性能:
タッピング加工とは異なり、ねじ切り加工は軸方向力が極めて低いという特徴があり、高硬度材料の切削時に発生するタップ破損や欠けの原因を効果的に排除します。さらに、安定した切りくず処理により、工具と被削材を保護しながら、スムーズで安全な切削加工が可能になります。
3. 安定した処理環境とプロセス保証:
高温合金などの難削材における高品質なねじ切り加工は、単に切れ味の良い切削工具を持っているだけでは実現できません。LS Manufacturingの極めて剛性の高いスピンドルと高圧クーラントシステムは、超硬ねじ切りフライスに安定した切削環境を提供します。内部クーラントシステムは、切削ゾーンの過剰な温度を劇的に冷却し、切りくずの排出を促進することで、加工プロセス全体を通して高い信頼性と一貫性を実現します。
高硬度・高強度材料の加工が困難であるのに対し、ねじ切り加工は、工具や工程における固有の利点により、安全で効率的かつ高品質なねじ加工プロセスを提供するため、技術的な障壁を克服するための有力な解決策となっている。

CNCプログラミングによってねじ切り加工の効率を最大化するには?
その技術的優位性は、正確なねじ切り加工プログラミングに基づいています。オペレーターの器用さや直感に依存するものではなく、オペレーターのスキルや経験に左右されることで加工プロセスを標準化・最適化するものでもありません。正確で再利用可能なGコードプログラムを使用することで、確かな品質を維持しながら、これまでにない効率性を実現します。効率性の最大化は、主に以下の3つの要素によって決まります。
1. 基本的なコマンドを習得することが、効率性の基礎となります。
ねじ切り加工の基本的な原理は、GコードのG02/G03ヘリカル補間コマンドにあります。これらのコマンドは、X軸とY軸の円弧状の工具運動とZ軸の直線的な送り運動を制御し、ねじ溝を正確に「成形」します。プログラムの軌跡が短く効率的であることが、無駄な移動を回避し、高速切削を実現する秘訣です。
2. システム機能を活用してワンクリックでコードを生成する:
操作の障壁を簡素化するために、高性能なCNCシステムには、高機能なパラメトリックプログラミングモジュールが搭載されています。オペレーターはコンソールにねじパラメータ(直径、ピッチ、深さ)を入力するだけで、機械が適切かつ安全なGコード一式を自動的に生成します。プログラミングと準備時間が大幅に短縮され、手動プログラミングによるエラーもほぼ解消されます。
3. 品質と柔軟性を確保するために、ツール補正値を微調整する。
加工中、工具半径補正値を調整するには、ねじピッチ径を設定するだけで済み、プログラムを変更することなく簡単に精度微調整が可能です。これにより、単一のプログラムで通常の工具摩耗に対応したり、公差が異なる同一のねじを加工したりすることが可能になり、プログラミング効率と加工の柔軟性が向上します。
基本的なGコードの制御、CNCシステムの最適化された自動化機能のあらゆる側面の活用、および適応型工具補正の適用により、企業はプログラミング効率を削減しながら、ねじ切り加工のあらゆる利点を享受し、安定した効率的な加工を実現できます。

事例研究:LS Manufacturing社は、ねじ切り加工によって高温合金のねじ加工における課題を解決しました。
ハイエンド製造業界において、LS Manufacturingの実際の応用例は、ハイエンドねじ切り加工技術の重要性を如実に示しています。ある航空宇宙関連企業は、重要なエンジン部品の製造において、一見克服不可能な課題に直面しました。それは、高硬度の耐熱合金であるインコネル718に、一連の深穴ねじをねじ切り加工する必要があったことです。
1. 顧客の課題:
従来は、従来のタッピング方法が用いられていましたが、高温合金における工具破損は深刻で、破損率は30%にも達していました。テーパー部の破損が頻繁に発生すると、工具コストが10倍に跳ね上がるだけでなく、高価な加工品の歩留まりも著しく低下し、加工効率の低下や、重要なプロジェクトの納期遅延に深刻な影響を与えていました。
2. LS製造ソリューション:
LS Manufacturingのスタッフは、現場調査を行った後、経済的なねじ切り加工を的確に提案し、実行しました。耐熱合金の加工に特化した超硬ねじ切りカッターを選定し、当社のプロセスデータベースから、最適化された切削パラメータと高圧クーラント技術を用いた高精度なGコードプログラムを開発することで、安定した制御可能な加工を実現しました。
3.実績と価値:
- 工具破損率ゼロ:これにより、テーパー破損によるワークピースの廃棄リスクを効果的に排除できます。
- 効率と品質の両方が向上します。工具寿命は従来のタッピングに比べて5倍以上向上し、単穴加工時間は約40%短縮され、すべてのねじ山が100%合格品質を達成します。
LS Manufacturingのこの成功事例は、顧客への納期と重要部品の品質を保証するだけでなく、ねじ加工能力を業界トップレベルにまで高めることにも貢献している。
ねじ切りフライスが「1つの工具で複数の用途に対応」することで、いかに柔軟な生産を実現できるのか?
現在の多品種少量生産の傾向において、生産プロセス全体を通して迅速な対応が不可欠です。ねじ切りフライス加工技術の最も魅力的な特徴の一つは、高い柔軟性であり、実際には「1つの工具で複数の用途に対応」できるため、従来の「1つのタップで1つのねじ山」という考え方をほぼ時代遅れにしています。ねじ切りフライス加工における高い汎用性は、主に以下の2つの原則に基づいています。
1. プログラム制御次元:
最終的なねじサイズ(例えば、公称直径)は、NCプログラムに含まれるカッターの動作経路によって決定され、カッターの固定寸法によって決定されるわけではありません。
- コード内の工具半径補正値とらせん補間直径を変更するだけで、同じねじ切りフライスで様々な直径のねじを簡単に加工できます(例えば、十分な幅のベースエッジを持つカッターであれば、M6からM12までの同じピッチのすべてのねじを加工できます)。
- Gコード(G02またはG03)でらせん補間方向を変更するだけで、1つのプログラムで左ねじと右ねじの加工が可能になります。
2. ねじピッチに合わせた工具構造の選定:
ねじ切りフライスの刃先は、一般的に特定のピッチ範囲を切削できるように設計されています。加工対象物のねじピッチが工具の想定範囲内であれば、同じ工具でねじを切削できます。この「ピッチに依存しない、直径に依存しない」特性こそが、ねじ切りフライスの汎用性を支える物理的な基盤となっています。
この多面的な加工モデルは、製造におけるタップの正確な仕様への依存度を大幅に低減し、工具在庫コストを大幅に削減するとともに、仕様の異なるねじの注文を切り替える際の段取り替え時間を最小限に抑えることで、企業が複雑かつ絶えず変化する生産上の課題に対して、これまでになかったほどの迅速な対応力を発揮することを可能にします。
大径ねじのねじ切り加工において、どのような効率化のブレークスルーが達成されたのか?
従来のタッピング加工では、大径ねじの加工において重大な問題に直面します。極めて高トルクの機械を使用する必要があり、工具は重く高価であり、切削力が非常に高く、ワークピースの歪みや工具の破損が発生しやすいのです。これに対し、ねじフライス加工技術は、この問題に対する画期的な解決策を提供し、効率と信頼性において革命的な飛躍をもたらします。効率の飛躍的な向上は、主に以下の2つの革新によるものです。
1. ツールの革新:
M60以上の粗目ねじ加工には、機械クランプ式のねじ切りフライスが標準です。これは、交換可能でインデックス可能な超硬インサートを備えた頑丈なカッター本体で構成されています。インサート1個あたりのコストはソリッドタップよりも大幅に低く、再利用するインサートは再研磨の必要がなく、インデックス付けまたは交換するだけで済むため、工具コストと工具交換によるダウンタイムを大幅に削減できます。
2. プロセス最適化:
機械クランプ式ねじ切りフライス盤は、ディスクフライス加工または積層切削によってねじ山を加工できます。材料全体を一度に切削するのではなく、CNCプログラムで定義されたねじ溝に沿って、複数回転の積層切削を行います。この方法により、重い切削負荷が多数の軽い切削ステップに分割されるため、工作機械の主軸を保護しながら、切削安定性と工具寿命を大幅に向上させ、真の高効率切削を実現します。
加工方法と工具における協働的なイノベーションを通じて、ねじ切り加工は、高リスクかつ高負荷なプロセスから、制御可能で効率的かつ経済的なプロセスへと、大径ねじ切り加工を変革した。
従来のタッピング加工と比較して、ねじ切り加工は加工効率を3倍以上向上させる可能性があり、同時に加工品質と安全性をほぼ確実に確保できる。

ねじ切り加工は、止まり穴加工における切りくず排出と精度という課題をどのように解決するのか?
従来のタッピング加工において、止まり穴のねじ切りは常に厄介な問題でした。タップの破損、ねじ山のバリ、さらにはワークピースの破損は、通常、切りくず詰まりによって引き起こされます。独自の切削機構を備えた止まり穴ねじ切りフライス加工技術は、切りくず排出の最適化とねじ深さの精密な制御を実現することで、これらの脅威を根本から大幅に排除します。この技術の利点は、特に以下の2つの側面で発揮されます。
1. スムーズなチップ破砕により、チップ排出を徹底的に最適化します。
タッピング加工で発生する連続的なリボン状の切りくずとは異なり、ねじ切り加工は断続的な切削加工であり、断続的で破断した切りくずが発生します。断続的な切りくずは工具ホルダに詰まることなく、加工センターの内部クーラントによって底が閉じた止まり穴から容易かつ効率的に排出されます。これにより、切りくず排出不良による工具の歪み、欠け、さらには工具の破損といったリスクを完全に排除できます。
2. プログラム制御により、正確なねじ深さ制御が保証されます。
止まり穴ねじ切り加工では、最終的なねじ深さはCNCプログラムによって直接制御されます。この工具は穴の底まで確実に切削でき、プログラム制御によって完全で綺麗なねじ山仕上げを実現します。これにより、切削抵抗や工具の弾性変形によって生じる、ねじ深さ不足やねじ山不完全といった、タッピング加工における精度上の問題が解消されます。
切りくず排出の問題を管理しやすい小さな切りくず単位に分割し、 CNC加工システムを活用して切りくず深さを経済的に制御することで、ブラインドホールねじ切り加工は、高い信頼性と高歩留まりを実現し、加工の安全性と品質の一貫性を大幅に向上させます。
ねじ切りフライスを選定する際に考慮すべき重要なパラメータは何ですか?
適切なねじ切りフライス工具の選定は、ねじ切り加工を成功させる上で非常に重要です。数多くの選択肢の中から、いくつかの重要なパラメータに絞り込むことで、最適な選択を行い、材料適合性と生産性を最大限に高めることができます。工具を選定する際には、以下の3つの重要なパラメータに注意してください。
1. ツールタイプ:
- 超硬ソリッドフライス:高い剛性と精度を備え、小径から中径(例:M20まで)の加工や高精度ねじ切りに適しています。
- クリップオン式フライス:経済性に優れ、インサート交換が可能で、特に大径加工、深穴加工、荒加工に適しています。長寿命でメンテナンスの手間も少なくて済みます。
2. 工具のコーティングとグレード:
工具の性能向上には、工具コーティングが不可欠です。標準的なTiN(窒化チタン)コーティングは汎用性が高く、鋼材にも使用できます。AlTiN(窒化アルミニウムチタン)コーティングは高温硬度が高く、ステンレス鋼、鋳鉄、 耐熱合金などの難削材の加工に最適で、工具寿命と材料適合性を大幅に向上させます。
3. ピッチの互換性:
ねじ切りフライスの歯形は、加工対象物の要求ピッチに正確に一致させる必要がある。所望のねじ山形状、滑らかな表面仕上げ、およびビビリ痕の発生を防ぐためには、特定のピッチ範囲を持つ工具を使用すべきである。
ねじ切り加工において最適なカッターを選択するには、被加工材の材質、加工穴径、ねじ仕様を慎重に検討する必要があります。適切なカッターを選択することで、ねじ切り加工の効率、コストメリット、そして安定した生産のための柔軟性を最大限に高めることができます。
ねじ切り加工は私の工場に適していますか?
ねじ切り加工を工場に導入することのメリットを検討されていますか?その実現可能性を判断するのに複雑な計算は必要ありません。以下の重要なシナリオを検討するだけで十分です。これらの状況のいずれかが貴社の工場に当てはまる場合、ねじ切り加工の利点は大きな利益をもたらします。以下のシナリオに基づいて自己評価を行ってください。
- 設備と材料の基盤:貴社の作業場には既に3軸以上のCNC加工センターが設置されているか、あるいはステンレス鋼、チタン合金、焼入れ鋼などの加工が困難な材料に頻繁にねじ切り加工を行っており、従来のタッピング加工が適していない状況です。
- 生産モデルと品質要件:貴社の用途は、多品種少量生産、多種多様なねじ仕様、頻繁なねじ変更を伴うものです。あるいは、ねじの品質要件(精度や一貫性など)が厳しく、テーパー破損によるワークピースの不良リスクを許容できない状況です。
- 現在の課題:タッピング効率の低下、工具の過剰な摩耗、切りくずの排出不良、またはねじの品質のばらつきといった問題に悩まされている。
上記のような状況が貴社の現状に最も当てはまるのであれば、ねじ切り加工技術を活用し、生産ラインに組み込むことは、非常に価値のある投資となるでしょう。これは、こうした基本的な課題を解決し、貴社の競争力を高めるための解決策となります。
LSマニュファクチャリングは、お客様のプロセス改善の第一歩を支援するため、無料の専門的な評価を提供いたします。
よくある質問
1. ねじ切り加工は、タッピング加工よりも本当に効率的なのでしょうか?
従来のねじ加工では、ねじフライス加工とタッピング加工の総合的な効率は同等となる場合があります。しかし、大径、深穴、あるいは加工が困難な材料(ステンレス鋼など)の場合、ねじフライス加工は全体的な効率において大きな利点をもたらします。工具交換回数を減らし、タップ破損によるダウンタイムを回避し、切削速度を向上させることで、ねじフライス加工は部品1個あたりの加工時間を最大40%短縮し、設備稼働率と生産性を大幅に向上させることができます。
2. ねじ切り加工のプログラミングは複雑ですか?
いいえ、全く問題ありません。最新のCAMソフトウェアとCNC技術の進歩により、プログラミングは大幅に簡素化されました。LS Manufacturingの高度なプロセスライブラリには、多種多様な材料に対応した最適なパラメータが収録されており、実行しやすいコードを自動的に生成します。また、実績のある標準化されたプログラムテンプレートと専門的なトレーニングも提供しているため、迅速に習得し、プロセスを容易にマスターできます。
3.ねじ切り加工は小ロット生産において経済的ですか?
はい、その通りです。ねじ切り加工の最大の利点は、その非常に高い加工柔軟性にあります。汎用ねじ切りカッター1個で、仕様の異なる多数のタップ、あるいは数十個ものタップを置き換えることができるのです。これにより、工具への初期投資を大幅に削減できるだけでなく、管理や在庫管理も容易になり、小ロット多品種の注文をより迅速かつ低コストで処理できるようになります。
4. LS Manufacturingはねじ切り加工の受託製造サービスを提供していますか?
LS Manufacturingは、高度なCNC工作機械とねじ切りフライスを保有し、様々な難加工材料のねじ切り加工を専門としています。高温合金、止まり穴、大型ねじなど、お客様の加工に関する課題が何であれ、お気軽にお問い合わせください。オンラインでカスタム製造の見積もりをご依頼いただければ、納期厳守、信頼性、そして高精度な受託製造サービスをご提供いたします。
まとめ
ねじ切りフライス加工は、単なる加工方法の一つではなく、ねじ加工技術の未来に向けたパラダイムシフトであり、「経験に基づく制御」から「デジタル制御」への転換を意味します。従来のタッピング加工から新しいねじ切りフライス加工への移行は、企業がコスト削減、効率性向上、製品品質向上、そして生産の柔軟性向上を実現するための戦略的なステップです。
加工が難しい材料や複雑な形状のワークピースを扱う場合でも、生産の安定性を最大限に高め、総コストを削減したい場合でも、ねじ切り加工はタッピング加工よりもはるかに優れています。LS Manufacturingを選ぶということは、単に技術を選ぶだけでなく、お客様に価値をもたらすことに尽力する技術パートナーを選ぶということです。
LSマニュファクチャリングまで今すぐお問い合わせください!部品図面をお送りいただければ幸いです。当社のプロセス専門家が包括的な個別評価を実施し、お客様に最適なねじ切り加工ソリューションと詳細なコスト削減分析レポートを無料でご提供いたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお約束します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


