Tiefziehstanzen ist ein häufig gesuchter Service für Ingenieure in komplexen OEM-Lieferketten, die sich mit der Funktionsweise des Tiefziehverfahrens auseinandersetzen . Faltenbildung, Brüche und ungleichmäßige Wandstärken sind typische Probleme in der Branche und führen zu sehr hohen Fehlerraten. Ursache hierfür sind die unzureichende Simulation des Materialflusses in tiefen Schichten sowie das Versäumnis der Anbieter, die Metallhärtung und die Oberflächengüte während mehrstufiger Ziehprozesse optimal aufeinander abzustimmen. Dies erhöht die Stückkosten aufgrund der Nachbearbeitung erheblich.
LS Manufacturing liefert ein Beispiel für die effektive Optimierung der Prozesskette beim Tiefziehen mittels Folgeverbundwerkzeugen und Echtzeit-SPC. Das Unternehmen bietet umfassende, kundenspezifische Lösungen, die Toleranzen berücksichtigen und so Probleme im Zusammenhang mit Qualitätsmängeln und Kostenüberschreitungen beheben. Lesen Sie den folgenden Artikel, um mehr darüber zu erfahren.
Tiefziehen: Kurzübersicht für zylindrische und kastenförmige Teile
| Wichtiger Aspekt | Stanzlösung | Ergebnis der Bewerbung |
| Materialfluss und Ausdünnung | Konstruktion von Tiefziehwerkzeugen mit mehreren Ziehvorgängen und kontrollierten Drücken zur Regulierung des Metallflusses. | Gewährleistet eine gleichmäßige Wandstärke und vermeidet so Risse bei tiefen zylindrischen und kastenförmigen Gehäusen . |
| Teilekomplexität & Radien | Maßgeschneiderte Stempel und Matrizen, optimiert für spezifische Tiefen-Durchmesser-Verhältnisse. | Ermöglicht die Erstellung nahtloser Bauteile mit scharfen Winkeln und einheitlicher Geometrie . |
| Materialauswahl | Spezialisiert auf duktile Werkstoffe (wie Edelstahl der Güteklasse 300 und kohlenstoffarmer Stahl ). | Gewährleistet, dass die Bauteile dem Tiefziehen standhalten, ohne zu brechen oder eine nennenswerte Rückfederung zu erleiden. |
| Sekundäre Operationen | Führt im Rahmen des progressiven Zyklus das Stanzen, Gewindeschneiden und Abschneiden in der Matrize durch. | Liefert Bauteile in nahezu endgültiger Form und minimiert so zusätzliche Arbeitsschritte. |
| Unser Werkzeugdesign | Entwickelt Folgeverbundwerkzeuge mit mehreren Ziehstationen zur Herstellung der gewünschten Teileform. | Steigert Produktivität und Genauigkeit bei der Herstellung von komplexen Bauteilen in großen Stückzahlen. |
| Ergebnis: Kostengünstige Gehäuse | Erzeugt robuste, nahtlose Gehäuse und Boxen in einem einzigen automatisierten Zyklus . | Durch den Wegfall mehrteiliger Baugruppen werden die Kosten pro Komponente gesenkt. |
Wir bieten eine Lösung für die Fertigung tiefer, glatter Metallbauteile wie zylindrischer und kastenförmiger Bauteile. Das Tiefziehen ermöglicht die Herstellung robuster und gleichmäßiger Gehäuse in großen Stückzahlen. Es eliminiert Montageteile und senkt somit die Kosten bei gleichzeitig hoher Qualität. Die Lösungen sind branchenübergreifend einsetzbar, unter anderem in der Automobil- und Unterhaltungselektronikindustrie.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Angesichts der Vielzahl an Informationen zum Tiefziehen im Internet zeichnet sich dieses Dokument dadurch aus, dass es von erfahrenen Handwerkern und nicht von Akademikern verfasst wurde. Die angebotenen Tiefziehlösungen für kundenspezifische zylindrische und kastenförmige Bauteile basieren auf praktischen Erfahrungen aus der Fertigung, wo Präzision oberste Priorität hat. Unsere Lösungen entsprechen den Richtlinien der Society of Manufacturing Engineers (SME) .
Durch unsere Erfahrung wissen wir, wie wir Falten und Risse bei der Fertigung komplexer Teile vermeiden. Beispielsweise ist bei der Herstellung geschlossener Behälter der Materialfluss ein wichtiger Aspekt, und wir berücksichtigen dabei die Richtlinien der American Production and Inventory Control Society (APICS) . Mit diesem Know-how können wir Teile schnell und dennoch präzise fertigen, selbst bei der Produktion komplexer Bauteile in großen Stückzahlen .
Alle diese Tipps basieren auf praktischer Produktionserfahrung und wurden optimiert, um kostspielige Fehler in der Fertigung zu vermeiden. Nutzen Sie diese hilfreichen Hinweise, um die Werkzeugphasen zu optimieren und so die Standzeit des Metalls zu verlängern. Dies ist eine tägliche Aufgabe, um die hohe Qualität der gefertigten Teile sicherzustellen. Setzen Sie auf diese wertvolle Erfahrung und unsere Expertise im Tiefziehstanzen für Ihren Fertigungserfolg.

Abbildung 1: Die Hydraulikpresse formt Rohlinge aus 7075er Aluminium zu Zylinderblöcken für Automobilmotoren.
Warum sollten Sie für Ihre nahtlose Teilefertigung einen professionellen Tiefzieh-Stanzservice wählen?
Das Tiefziehverfahren ermöglicht den Verzicht auf Schweißnähte und die Herstellung von Bauteilen mit hoher Festigkeit und Effizienz. Der nahtlose, einstufige Prozess löst alle Probleme im Zusammenhang mit potenziellen Fehlerquellen und den damit verbundenen Kosten. Er revolutioniert die Bauteilkonstruktion und ermöglicht die Verwendung neuer Formen, die ohne diese Technologie in anspruchsvollen Tiefziehprozessen für Erstausrüster (OEM) nicht realisierbar wären.
Beseitigung des schwächsten Glieds: Monolithische Strukturintegrität
So begegnen wir dem Zuverlässigkeitsproblem der Schweißverbindung, indem wir das gesamte Bauteil aus einem einzigen Rohling fertigen. Unsere Verfahrenstechnik konzentriert sich auf die Faktoren des Tiefziehverfahrens , darunter gleichmäßiger Materialfluss und Vermeidung schwacher Wärmeeinflusszonen. Dies wiederum gewährleistet eine 40% ige Verbesserung der Dauerfestigkeit dank des nahtlosen Gefüges, das Belastungen ohne Nahtrisse standhält. Dies ist essenziell für das kundenspezifische Tiefziehen kritischer Bauteile.
Optimierung des Metallflusses zur Minimierung thermischer Eingriffe
Eine zentrale technische Herausforderung besteht darin, Zwischenglühprozesse zu vermeiden, die Kosten und Verzögerungen verursachen. Wir optimieren das Ziehverhältnis und setzen eine firmeneigene, mehrstufige Sequenzierung ein, um die Kaltverfestigung zu steuern. Dies ermöglicht tiefere und komplexere Tiefziehgeometrien in einem einzigen Arbeitsgang und reduziert so effektiv die Prozessschritte und die damit verbundenen Kosten bei Großaufträgen.
Maximale Ausbeute aus Rohmaterialien erzielen
Im Gegensatz zur spanenden Bearbeitung, bei der über 60 % des Rohlings verschwendet werden, gewährleistet unser Verfahren eine maximale Materialausnutzung. Der Simulationsprozess für die Rohlingskonstruktion ist sorgfältig auf eine effiziente Verschachtelung der Formen optimiert, was zu einer durchschnittlichen Materialeinsparung von über 30 % führt. Dies ermöglicht erhebliche Kosteneinsparungen bei hochwertigen Legierungen und macht das Präzisionstiefziehen zu einem Schlüsselaspekt der schlanken Fertigung.
Präzision für die direkte Montage
Dies führt zu hochfesten Bauteilen mit exzellenter Dimensionsstabilität. In unserem Fertigungsprozess setzen wir kundenspezifische Werkzeugtechniken und prozessbegleitende Kontrollen ein, um strenge Toleranzen für kritische Maße zu gewährleisten. So können die gefertigten Teile problemlos in Ihren Fertigungsprozess integriert und in die Serienfertigung des Tiefziehens eingearbeitet werden.
Dieser Artikel beschreibt einen auf Metallurgie und Mechanik basierenden Fertigungsprozess. Unsere Expertise wird durch unseren bewährten Ansatz zur Lösung komplexer Probleme im Zusammenhang mit Nähten, Ausschuss und Wärmebehandlung untermauert. Wir bieten einen ingenieurtechnischen Ansatz zur Verbesserung der Bauteilleistung und zur deutlichen Kostenreduzierung .

Wie kann die individuelle Tiefziehprägung die Herausforderungen komplexer geometrischer Designs lösen?
Makellose Formen in komplizierten, nicht rotationssymmetrischen Bauteilen können aufgrund von Materialbruch, ungleichmäßigen Wandstärken und Verformungen schwierig herzustellen sein. Unser kundenspezifisches Tiefziehverfahren löst diese Probleme, indem es komplexe Geometrien durch proaktive Simulation und präzise Bearbeitung in realisierbare Produkte umsetzt.
Vorvalidierung durch digitale Umformsimulation
- Proaktive Problemlösung: Durch den Einsatz von DFM-Simulationen (Design for Manufacturability) können wir den gesamten Stanzprozess digital simulieren, bevor überhaupt ein Werkzeug hergestellt wird.
- Risikominderung: Der Simulationsprozess identifiziert bereits in der frühen Konstruktionsphase mögliche Schwachstellen wie Risse oder Falten. Dadurch wird eine vorausschauende Geometrieoptimierung der Werkstück- und Werkzeugbaugruppe ermöglicht.
- Informierte Iteration: Der Simulationsprozess ermöglicht schnelle, kosteneffektive Iterationen , die zum idealen Umformprozess führen.
Präzise Steuerung von Materialfluss und Spannung
- Gezielte Druckanwendung: Wir steuern die Niederhalterkraft (BHF) und halten sie zwischen 150 und 500 kN, um den Materialeinzug zu steuern.
- Spannungsverteilung: Durch die Reduzierung der Zugspannung an kritischen Stellen kann ein Aufspalten verhindert werden; auch Faltenbildung wird durch eine ausreichende Einspannung verhindert, wodurch eine gleichmäßige Verteilung der Spannungen auf einer komplexen Form erreicht wird.
- Adaptiver Prozess: Das Profil des BHF ist so konzipiert, dass es sich während des Pressenhubs ändert – ein wichtiges Element für einen erfolgreichen mehrstufigen Tiefziehprozess .
Spezialwerkzeugkonstruktion für Sonderformen
- Über Standardwerkzeuge hinaus: Einzigartige Geometrien erfordern einzigartige Werkzeuglösungen. Deshalb entwickeln und fertigen wir kundenspezifische Stempel- und Matrizenwerkzeuge, darunter geteilte oder segmentierte Werkzeuge und Werkzeuge mit aktiven Arbeitsflächen.
- Lokalisierte Steuerung: Diese Technik ermöglicht es uns, das Einziehen und Strecken des Materials nur in bestimmten Bereichen des Werkstücks zu steuern und gleichzeitig scharfe Ecken, asymmetrische Profile und komplexe nicht-zylindrische Formen präzise nachzubilden. Dies ist ein besonderes Merkmal des fortschrittlichen Tiefzieh-Stanzverfahrens .
Management von Rückfederung und Dimensionsstabilität
- Antizipieren der elastischen Rückstellung: Mithilfe von Daten aus unseren Simulationen berechnen wir den Rückfederungseffekt bei der Teilefertigung. Dies ist die Tendenz des Werkstücks, nach einer Verformung seine ursprüngliche Form wiederzuerlangen.
- Korrekturwerkzeug: Die Oberflächen der Werkzeuge sind, wie oben beschrieben, geometrisch überkorrigiert. Dadurch erreicht das Teil exakt die gewünschte Endform, wodurch die für das Tiefziehen von Prototypen und die Serienproduktion erforderlichen Toleranzen eingehalten werden.
Unsere technischen Fähigkeiten beschränken sich nicht nur auf theoretische Grundlagen; unsere Expertise liegt vielmehr in der Anwendung von Kraftsteuerung, Vorhersage und Korrektur der Werkzeugsteuerung zur Bearbeitung komplexer Formen. Wir fertigen Präzisionsteile durch Tiefziehen . Um Ihre komplexesten Geometrien in serienreife Präzisionsteile zu verwandeln, besprechen wir gerne Ihr Design. Kontaktieren Sie uns für eine umfassende DFM-Analyse und ein unverbindliches Angebot für das Tiefziehen.
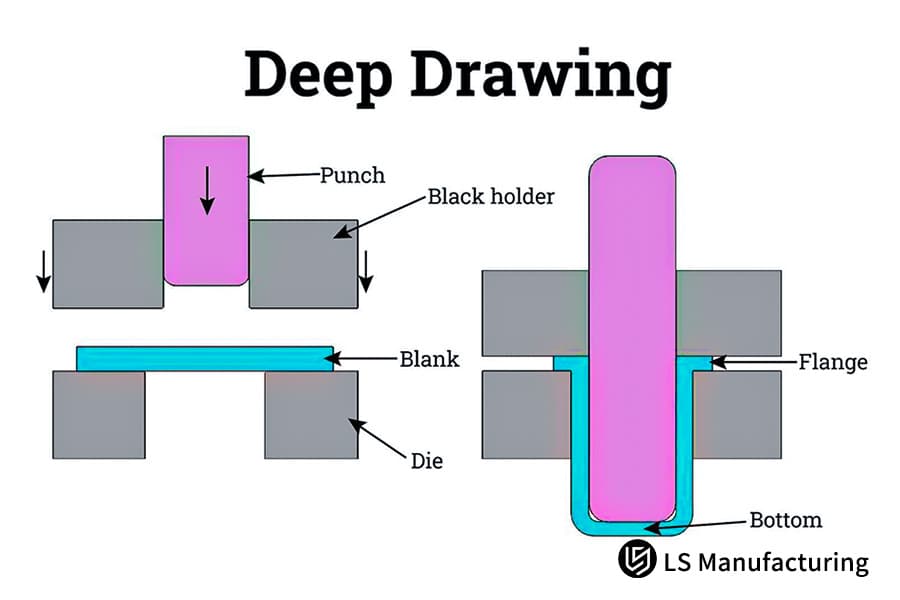
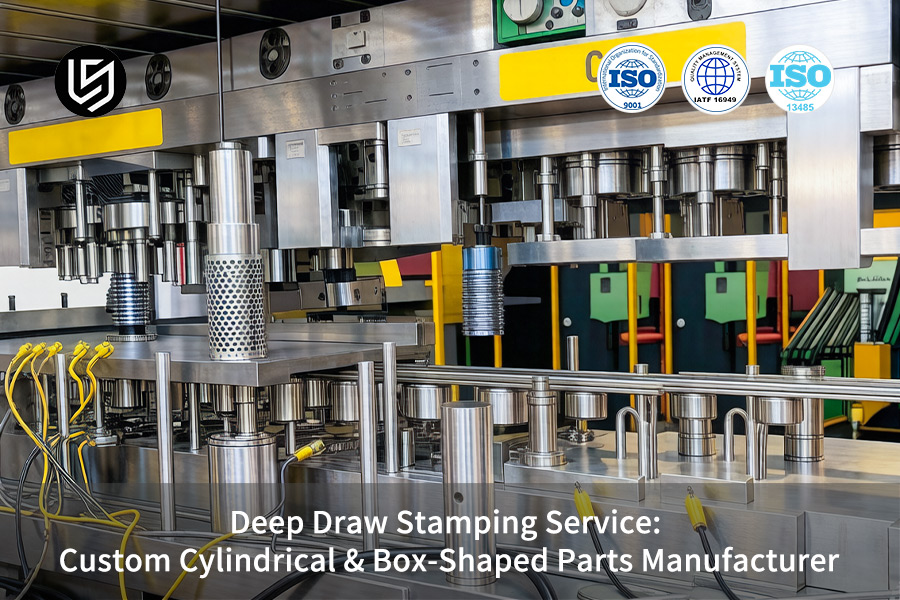
Abbildung 2: Die Illustration zeigt, wie sich 5052 Aluminiumrohlinge beim Tiefziehen in zylindrische Formen verwandeln.
Welche Parameter gewährleisten, dass hochpräzise zylindrische Tiefziehteile enge Toleranzen einhalten?
Zylindrische Tiefziehteile , die für ihre Anwendungen hochpräzise Toleranzen erfordern, werden durch die genaue Kontrolle von Parametern in ihren Abmessungen bestimmt. Zu große Toleranzen führen zu Ausfällen, Leckagen und anderen Problemen. Für Ingenieure, die hochpräzise zylindrische Tiefziehteile benötigen, bietet dieses Dokument klare und überprüfbare Parameter, um dies zu erreichen.
| Kontrollparameter | Implementierungsmethode & Messergebnis |
| Toleranzkontrolle kritischer Abmessungen | Durch den Einsatz moderner Servopressen mit geschlossenen Regelkreisen wird die Toleranz des Innendurchmessers auf ±0,02 mm eingehalten. |
| Management der Wanddickenreduzierung | Durch Simulationen wird sichergestellt, dass das optimale Ziehverhältnis und die optimalen Reibungsbedingungen erreicht werden, sodass die Wanddickenreduzierung 10 % der Ausgangsrohlingdicke nicht überschreitet. |
| Konzentrizität und Geradlinigkeit | Durch den Einsatz von geführten Werkzeugen und mehrstufigen Bearbeitungsschritten in Verbindung mit Lasermessungen wird eine Rundlaufgenauigkeit innerhalb von 0,05 mm erreicht, die für die Leistungsfähigkeit von Tiefziehstanzteilen unerlässlich ist. |
| Oberflächenbeschaffenheit | Um sicherzustellen, dass die Werkzeuge poliert sind, z. B. mit einem Ra-Wert von weniger als 0,4 Mikrometern , wird eine makellose Innenfläche erzielt, die für dynamische Dichtungs- und Fluidströmungsanwendungen geeignet ist. |
| Konsistenz von Charge zu Charge | Durch die Anwendung von SPC-Techniken und die Sicherstellung, dass die Prozessfähigkeit größer als Cpk 1,67 ist, wird der Grundstein für einen präzisen Tiefziehservice gelegt. |
Dieses Framework wandelt Konstruktionsanforderungen in einen daten- und parametergesteuerten Fertigungsprozess um, der beispielsweise die Genauigkeit von Servopressen und validierte Cpk-Werte berücksichtigt. Wir lösen das zentrale Problem, einen fehlerfreien Prototyp in einen effizienten und zuverlässigen Fertigungsprozess für das Tiefziehen in großen Stückzahlen komplexer Branchen zu überführen. Unsere strenge Toleranzkontrollmethodik definiert eine wirklich konsistente Lösung für das Tiefziehen .
Warum ist das Tiefziehen von Kastenformen die beste Alternative zum teuren Metallschweißen?
Mit herkömmlichen Metallschweißverfahren hergestellte kastenförmige Bauteile weisen systembedingte Schwächen, Prüfschwierigkeiten und logistische Herausforderungen auf. Das Tiefziehen kastenförmiger Bauteile bietet eine optimale Alternative, da es ein einheitliches Bauteil in einem Arbeitsgang erzeugt. Dieser Artikel beschreibt die technischen Prozesse, die zur Erreichung dieses Ziels ohne Schweißnähte erforderlich sind.
Die Beherrschung kritischer Eckradien zur Vermeidung von Fehlern
Das Hauptproblem beim Tiefziehen von Formteilen besteht darin, Materialausdünnungen und Rissbildung an den Innenecken zu vermeiden. Dies wird durch die optimale Einstellung der R-Winkel an den Ecken von Stempel und Matrize gelöst. Die präzisen Berechnungen berücksichtigen dabei die Stahlsorte, die Stahldicke und die Ziehtiefe. So wird eine gleichmäßige Materialverteilung an den Ecken ohne Spannungsspitzen gewährleistet, wodurch ein stabiles und rissfreies Bauteil durch strukturelles Tiefziehen entsteht.
Kontrollierter Materialfluss für gleichmäßige Wandstärke
Unkontrolliertes Tiefziehen führt zu übermäßiger Wandstärke an den Flanschen und zu geringer Wandstärke an Wänden und Kanten. Wir haben ein Verfahren entwickelt, das den Niederhalterdruck und die Ziehraupen im Werkzeug reguliert. Das Verfahren steuert die Geschwindigkeit, mit der das Metall in das Werkzeug eintritt, und gewährleistet so eine gleichmäßige Wandstärke im gesamten Bauteil. Dies verleiht dem Teil ein vorhersehbares Strukturverhalten – einer der Hauptvorteile des kundenspezifischen Tiefziehens .
Wegfall von Nachbearbeitungs- und Inspektionsarbeiten
Die tiefgezogene, nahtlose Box bietet direkt nach der Bearbeitung eine makellose Oberfläche, ohne dass nach dem Schweißen zusätzliches Schleifen, Glätten oder Polieren erforderlich ist. Dadurch entfällt die zerstörungsfreie Prüfung (ZfP) der Schweißteile, die Kosten verursacht und die Lieferzeit verlängert. Das Ergebnis sind deutliche Einsparungen bei den Montagekosten und eine schnellere Lieferung.
Ermöglichung komplexer, integrierter Geometrien
Das Verfahren ermöglicht die Integration von Merkmalen wie Flanschen, Rippen und Befestigungszapfen direkt in die Gehäusekonstruktion. Die Integration der Teile und Prozesse in ein einziges Stanzsystem ist ideal für das Tiefziehen von Gehäusen und Chassis in großen Formaten . Der Integrationsprozess gewährleistet nicht nur eine effiziente Logistik, sondern verbessert durch die Reduzierung von Befestigungspunkten auch die Produktqualität.
Dieses Verfahren veranschaulicht das Prinzip eines Konstruktionsprozesses, der Fehler von vornherein verhindert, anstatt sie zu beheben. Unsere Stärke liegt in der präzisen Steuerung von Eckradius, Materialfluss und Umformprozessen, sodass Schweißen überflüssig wird. Wir bieten nahtlose Tiefziehstanzdienstleistungen , die Langlebigkeit und höchste Qualität gewährleisten.

Abbildung 3: Beim Montageprozess werden Komponenten aus Edelstahl 316L in speziell angefertigte Tiefziehwerkzeuge eingesetzt.
Wie gewährleistet der Präzisions-Tiefziehservice von LS Manufacturing die Konsistenz über verschiedene Chargen hinweg?
Das Haupthindernis für OEMs bei der Aufrechterhaltung eines reibungslosen Fließbandbetriebs und der Einhaltung der Qualitätsstandards hinsichtlich der Ausschussquoten ist die Fertigungsinkonsistenz von Bauteilen. Eine so umfassende Konsistenz lässt sich nur erreichen, wenn man über die reine Dimensionsprüfung hinausgeht und eine analytische Methodik zur Validierung des Tiefziehverfahrens einsetzt. Die folgenden Techniken werden in unserem Präzisionstiefziehservice angewendet, um statistisch vorhersagbare, abweichungsfreie Abläufe während eines kontinuierlichen Produktionsprozesses zu gewährleisten:
Proaktive Prozessqualifizierung mit prädiktiven Kennzahlen
- Grundlagen in Daten: Vor dem Übergang zur Serienproduktion wird eine kontrollierte Prozessqualifizierung durchgeführt.
- CPK als Frühindikator: Im ersten Stichprobenprüfungsprozess wird der Prozessfähigkeitsindex (CPK ) berechnet.
- Umsetzbarer Richtwert: Der CPK-Wert sollte über 1,67 liegen. Dies bedeutet, dass der Prozess gut zentriert ist und geringe Abweichungen von den Spezifikationsgrenzen aufweist, was für OEM-Tiefziehstanzprojekte erforderlich ist.
Echtzeit-SPC-Überwachung kritischer Parameter
- Kontinuierliche Datenerfassung: Dazu gehören Faktoren wie Presskraft, Niederhalterdruck und Materialzuführungslängen usw., die automatisch entlang der Produktionslinie erfasst werden.
- Unmittelbares Feedback: Die Kontrollgrenzen werden mithilfe des automatischen Diagramms dargestellt, wodurch wir sofortiges Feedback erhalten. Bei Annäherung an die Kontrollgrenzen werden umgehend Maßnahmen ergriffen, um die Produktion fehlerhafter Teile zu verhindern .
- Automatisierte Präzision: Einer der Prozesse, die wir in den Betrieb integriert haben, ist die Gewährleistung eines gleichmäßigen Ablaufs des Prozesses den ganzen Tag über, ohne dass man sich unbedingt auf den Produktausstoß verlassen muss.
Vorausschauende Werkzeugwartung auf Basis von Verschleißtrends
- Vermeidung unerwarteter Ausfälle: Wir lassen Verschleiß und Verformungen nicht erst auftreten, bevor wir Maßnahmen ergreifen . Der Schwerpunkt unserer statistischen Prozesskontrolle (SPC) liegt auf der Überwachung der Bauteilabmessungen.
- Trendanalyse: Allmähliche Veränderungen an den gemessenen Teilen weisen auf Verschleiß oder Verformungen hin.
- Geplante Intervention: Die Wartung würde gemäß einem Zeitplan auf Basis von SPC-Daten durchgeführt, wodurch die CPK-Stabilität sichergestellt würde.
Vollständige Rückverfolgbarkeit für die Ursachenanalyse
- Losbezogene Verantwortlichkeit: Informationen über jedes Produktionslos und dessen Zusammenfassung aus dem SPC-Diagramm sowie Prozessparameterdaten würden dokumentiert.
- Geschlossenes Regelsystem: Sollte es während des Prozesses zu einer unbeabsichtigten Abweichung kommen, liefert unser System umgehend Informationen über den Produktionszeitraum, der die Abweichung verursacht hat.
- Kontinuierliche Optimierung: Auf diese Weise gewährleisten wir eine genaue Analyse der Ursachen von Abweichungen und eine kontinuierliche Verbesserung des Prozesses hin zur Herstellung von Produkten hoher Qualität und großer Produktmenge .
Dieses geschlossene System prüft nicht nur den Prozess, sondern überwacht, bewertet und verhindert auch Abweichungen im Produktionsprozess. Dies belegt das Fachwissen unserer Experten, die statistische Prozesskontrolle (SPC) zur Steuerung und Vorhersage von Prozessabweichungen einsetzen. Wir lösen das Hauptproblem von OEMs, die einen statistischen Nachweis der Teileidentität – von einem bis zu einer Million Stück – mit hochpräziser Tiefziehprägung benötigen.
Was zeichnet einen führenden Hersteller von Tiefziehteilen in der globalen Lieferkette aus?
Während die Komponentenauswahl in einer internationalen Fertigungskette über den Stückpreis hinausgeht und Risikomanagement, Qualität und Ausfallsicherheit berücksichtigt, basiert eine echte Partnerschaft darauf, einen Lieferanten zu finden, der mehr als nur eine Komponente liefert – nämlich garantierte Leistung und vollständige Transparenz innerhalb seines Systems . Das folgende Dokument bietet einen Überblick über die Alleinstellungsmerkmale eines führenden Herstellers von Tiefziehteilen und die vom Unternehmen festgelegten Standards zur Risikominimierung und zur Erleichterung der Integration in anspruchsvolle internationale Projekte:
| Unterscheidungsmerkmal | Umsetzung und konkrete Ergebnisse |
| Systemzentrierte Qualitätssicherung | Gewährleistet, dass die Einhaltung der Zertifizierungsstandards substanziell (und nicht nur zeremoniell) erfolgt. |
| Vollständige Materialrückverfolgbarkeit und -integrität | Werkszeugnis – Seriennummernverfolgung für alle Rohmaterialien, verifiziert durch hauseigene Spektroskopie; eliminiert nicht dokumentierte/minderwertige Materialien bei Präzisionstiefzieh-Stanzprojekten . |
| Prozessvalidierung und -steuerung | Setzt APQP und PPAP für neue Produkte um (statistischer Nachweis der Prozessstabilität, z. B. Cpk > 1,67); entscheidend für die zertifizierte Zuverlässigkeit des Tiefziehstanzens . |
| Vollständige Dokumentation und Transparenz | Liefert vollständige Datenpakete (Materialzertifikate, SPC-Diagramme, dimensionierte Berichte, Prozessparameter) für alle Lieferungen; ermöglicht die Selbstvalidierung durch den Kunden (Kernleistung eines echten globalen Lieferanten ). |
| Strukturierte kontinuierliche Verbesserung | Erfordert 8D-Problemlösung; das Kaizen-Team erzielt jährliche Effizienzsteigerungen; optimiert die Fertigung zu einem Asset für verifizierte Tiefziehstanzergebnisse . |
Diese Merkmale definieren uns als ein Unternehmen, dessen Wert auf einem systematischen Ansatz und nicht auf der Leistungsfähigkeit seiner Pressen beruht. Zu den Hauptproblemen unserer Kunden zählen Intransparenz in der Lieferkette, Qualitätsprobleme und der Bedarf an Audits. Durch die Etablierung einer Kontroll- und Validierungskultur begegnen wir all diesen Problemen und werden so zu einem exzellenten Partner für Tiefziehprägen .
Kann die Tiefziehprägung in großen Stückzahlen Ihren Stückpreis bei Großaufträgen deutlich senken?
Die Stückkosten sind dynamisch und nicht statisch. Sie hängen von Volumen, Effizienz und guter Konstruktion ab. Bei Projekten mit hohem Volumen macht das Tiefziehverfahren für große Stückzahlen hohe Anfangskosten für den Kunden rentabel, da die Stückkosten im weiteren Verlauf sinken. Dies wird ohne Qualitätseinbußen erreicht, sondern durch eine Effizienz, die nur bei großen Stückzahlen möglich ist.
Amortisierung der Werkzeuginvestitionen durch Hochgeschwindigkeitsproduktion
Die Werkzeugkosten stellen den größten Kostenfaktor dar. Dem wird durch den Einsatz von Folgeverbundwerkzeugen begegnet, die robust und schnell konstruiert sind und typischerweise mit über 60 Hüben pro Minute arbeiten. Die Hochgeschwindigkeitsfertigung sorgt dafür, dass die Kosten für die Werkzeugherstellung auf eine enorme Stückzahl verteilt werden. Dadurch sinken die Werkzeugkosten pro Einheit rapide und nichtlinear, was die Grundlage für die Stückkostenoptimierung bei über 100.000 Einheiten pro Jahr bildet.
Optimierung des gesamten Wertstroms hinsichtlich des Volumens
Kosteneffizienz beschränkt sich nicht allein auf die Presse selbst. Unser Konstruktionsprozess umfasst den Einsatz einer speziell entwickelten Fertigungszelle für das Tiefziehen von OEM-Stanzteilen. Diese Zelle nutzt automatisierte Coil-Zuführungen, Gewindeschneiden oder Stanzen im Werkzeug sowie die robotergestützte Teilehandhabung . Dieser optimierte Arbeitsablauf reduziert den manuellen Aufwand, eliminiert Zwischenprodukte und gewährleistet eine maximale Auslastung der Presse. Dadurch werden die Stückkosten gesenkt.
Sicherung von Materialkostenvorteilen
Durch den Mengenvorteil können wir unsere Rohstoffe direkt von den Walzwerken in vertraglich vereinbarten Mengen ohne Zwischenhändleraufschlag beziehen. Zusätzlich erzielen wir Materialkosteneinsparungen durch die Durchführung von Blanket-Simulationen zur Optimierung der Ausbeute der verwendeten Coils. Die Kombination aus Vertragspreisen und optimierter Rohstoffausbeute ermöglicht somit erhebliche Kosteneinsparungen beim Tiefziehen großer Serien .
Vorhersagbarkeit durch Prozessstabilität gewährleisten
Die Wirtschaftlichkeit hoher Produktionsmengen wird durch Qualitätsunterschiede und Stillstandszeiten zunichtegemacht. Wir setzen statistische Prozesskontrolle (SPC) ein, um auf Basis von Produktionsdaten vorausschauende Wartungsprogramme zu entwickeln. Dies führt zu einem präzise gesteuerten Prozess, in dem Ausschuss minimiert, Stillstände vermieden und ein zuverlässig gleichbleibendes Produkt hergestellt wird – die Essenz effizienten Tiefziehenstanzens .
Diese Analyse zeigt, dass Kostenführerschaft gezielt angestrebt und nicht vernachlässigt werden darf. Unser Ansatz berücksichtigt alle wichtigen Kostenfaktoren: Werkzeugabschreibung, Effizienz, Materialkosten und Variabilität durch technologische Innovation. Wir erzielen Skaleneffekte: Aus anfänglichen Kapitalinvestitionen wird eine kosteneffiziente Tiefziehstanzlösung für eine dauerhafte Zusammenarbeit.
Abbildung 4: Das Diagramm veranschaulicht die Umwandlung eines Rohlings aus Edelstahl 304 durch aufeinanderfolgende Tiefziehschritte.
Fallstudie: LS Manufacturing – Kundenspezifisches Design eines Sensorgehäuses aus Edelstahl für die Medizintechnik
Die Fallstudie von LS Manufacturing veranschaulicht die Problemlösung bei einem komplexen Umformproblem an einem hochwertigen Medizinteil. Aufgrund einer Ausfallrate von 15 % bei der Druckprüfung des Edelstahl- Stanzgehäuses benötigte unser Kunde eine grundlegende Überarbeitung seines Fertigungsprozesses. Im Folgenden werden das technische Problem, die Interventionsstrategie und die Ergebnisse unserer kundenspezifischen Tiefziehstanztechnik zusammengefasst:
Herausforderung für den Kunden
Ein Hersteller medizinischer Geräte hatte bei Drucktests mit dem Sensorgehäuse aus Edelstahl 316L anhaltende Qualitätsprobleme ( 15 % Ausschuss ). Das ursprünglich angewandte Mehrstationen-Tiefziehverfahren verursachte erhebliche Oberflächenbeschädigungen und eine ungleichmäßige Wandstärke am Boden, die um bis zu 30 % reduziert war. Dadurch wurde die hermetische Dichtigkeit des Gehäuses beeinträchtigt. Dies wirkte sich nicht nur auf die Zuverlässigkeit des Geräts aus, sondern führte auch zu einem Produktionsstopp für ein kritisches Bauteil, das höchste Präzision und Konsistenz im medizinischen Tiefziehverfahren erforderte.
LS Fertigungslösung
Dies wurde durch unsere umfassende Prozessüberarbeitung erreicht. Wir modifizierten das Werkzeug zu einem Folgeverbundwerkzeug, verwendeten Hochdruckschmierstoff auf Polymerbasis und passten die Pressgeschwindigkeit präzise auf 12 Hübe pro Minute an. Diese lösungsorientierte Tiefziehstanzmethode gewährleistete einen kontrollierten Materialfluss. Zur Spannungsbegrenzung wurden während des Prozesses auch Dehnungsprüfungen durchgeführt. Dadurch konnten die ungleichmäßige Wanddickenreduzierung und die Oberflächenverformung der vorherigen Lösung erfolgreich behoben werden.
Ergebnisse und Wert
Diese Änderungen wirkten sich spürbar auf das Endprodukt aus. Die Teilequalifizierung stieg von 85 % auf 99,8 % , sodass die Teile ohne weitere Prüfungen qualifiziert waren. Die Wanddickenabweichung blieb konstant innerhalb von ±0,015 mm . Dank dieses hochpräzisen Tiefziehverfahrens erhielt unser Kunde eine zuverlässige Bezugsquelle für ein Bauteil, das ihm zuvor Probleme bereitet hatte.
Diese Fallstudie zeigt, wie präzise Ingenieurskunst zur Lösung eines komplexen Fertigungsproblems eingesetzt wurde. Die Analyse ergab, dass die übermäßige Verformung auf unkontrollierte Reibung und Spannung zurückzuführen war. Durch die Bereitstellung einer präzisen, parameterbasierten Lösung für das Tiefziehen in medizinischer Qualität konnten wir das Problem beheben und bieten mehr als nur Bauteile – wir bieten zertifizierte Stabilität.
Senden Sie uns Ihre Konstruktionszeichnung für das Sensorgehäuse, um ein formelles Angebot zu erhalten. Wir garantieren kratzfreie Oberflächen, gleichmäßige Wandstärke und eine Ausbeute von 99,8 % beim ersten Ziehvorgang bei tiefgezogenen Edelstahlkomponenten.

Häufig gestellte Fragen
1. Was ist das maximale Verhältnis von Tiefe zu Durchmesser für Ihren Tiefziehstanzservice?
Unser fortschrittliches , mehrstufiges Tiefziehverfahren ermöglicht die Fertigung von Bauteilen mit einem Verhältnis von Tiefe zu Durchmesser von 3:1 . Dieses Verfahren gewährleistet eine außergewöhnliche Maßgenauigkeit und eine gleichmäßige Wandstärke über die gesamte Geometrie des Bauteils.
2. Wie lässt sich Faltenbildung des Materials beim Tiefziehen von Kastenformen verhindern?
Wir verwenden die Finite-Elemente-Analyse (FEA) , um die optimale Niederhalterkraftverteilung für jeden Bearbeitungsschritt präzise zu berechnen. Zusätzlich implementieren wir eine spezielle Werkzeugkompensation für die faltenanfälligen Eckbereiche, um glatte und fehlerfreie Endprodukte zu gewährleisten.
3. Kann LS Manufacturing hochfeste Werkstoffe für kundenspezifisches Tiefziehen verarbeiten?
Ja, wir sind spezialisiert auf die Verarbeitung von Edelstahl, hochfestem kaltgewalztem Stahl und verschiedenen Aluminiumlegierungen für die Luft- und Raumfahrt . Unsere Prozessparameter sind präzise auf die spezifischen Umform- und Rückfederungseigenschaften jedes einzelnen hochfesten Werkstoffs abgestimmt.
4. Wie hoch ist die typische Mindestbestellmenge (MOQ) für OEM-Tiefziehstanzprojekte?
Wir sind zwar auf die Serienfertigung spezialisiert, bieten aber auch Prototypenfertigung in Kleinserien an, typischerweise zwischen 500 und 1000 Einheiten . Diese Flexibilität unterstützt Projekte mit hohem Wachstumspotenzial von der ersten Entwicklung bis zur Serienproduktion.
5. Wie stellt Ihr Präzisionstiefziehservice sicher, dass die spezifischen Anforderungen an die Oberflächenbeschaffenheit erfüllt werden?
Wir verwenden mikrometergenau polierte Wolframkarbid-Formwerkzeuge in Kombination mit speziellen Umformschmierstoffen. Diese Kombination erzielt eine hervorragende Oberflächengüte, typischerweise Ra 0,4–0,8 , direkt am gezogenen Teil, wodurch der Bedarf an Nachpolierarbeiten deutlich reduziert oder sogar ganz vermieden wird.
6. Bieten Sie Nachbearbeitungen wie das Beschneiden oder Stanzen von Löchern für Tiefziehteile an?
Ja, als Komplettanbieter integrieren wir Nachbearbeitungsschritte wie automatisiertes Beschneiden, Präzisionslochen und Oberflächenreinigung direkt in unsere Produktionslinie. Dies gewährleistet hohe Effizienz, Konsistenz und Qualitätskontrolle vom Anfang bis zum Ende.
7. Wie erhalte ich ein genaues Angebot für kundenspezifische zylindrische Tiefziehteile?
Bitte laden Sie Ihre 3D-CAD-Dateien (STEP/IGES) hoch, um ein Angebot zu erhalten . Unsere Ingenieure erstellen Ihnen innerhalb von 24 Stunden eine kostenlose Bewertung der Fertigungsgerechtigkeit (DFM) und ein detailliertes Angebot, um die Machbarkeit des Bauteils sicherzustellen und die Kosten zu optimieren.
8. Warum sollte ich LS Manufacturing lokalen Metallstanzdienstleistern vorziehen?
Wir bieten datengestützte DFM-Optimierung und gewährleisten eine lückenlose Qualitätskontrolle während des gesamten Produktionsprozesses. Unser Ziel ist es, die Gesamtbetriebskosten (TCO) für Ihr Projekt so gering wie möglich zu halten und Ihnen mehr Wert als nur die Bauteile selbst zu liefern.
Zusammenfassung
Die Wahl des richtigen Tiefziehpartners ist entscheidend für den Erfolg Ihres OEM-Projekts. LS Manufacturing setzt führendes Know-how im Werkzeugbau und strenge Parameterkontrolle ein, um Präzisions- und Strukturherausforderungen bei zylindrischen und kastenförmigen Tiefziehteilen zu meistern. Gemäß unserer datengetriebenen Philosophie optimieren wir jedes Produktionsdetail, um unseren globalen Kunden eine qualitativ hochwertige, kosteneffiziente und integrierte Teilefertigung zu ermöglichen.
Verschwenden Sie keine Ressourcen mehr mit ineffizienten, veralteten Prozessen. Ob zylindrische oder komplexe Kastenformen – die Experten von LS Manufacturing unterstützen Sie gern. Klicken Sie auf „Angebot anfordern“, um Ihre Zeichnungen für eine kostenlose DFM-Analyse hochzuladen. Innerhalb von nur 24 Stunden erhalten Sie von uns eine wettbewerbsfähige, maßgeschneiderte Tiefziehlösung – damit Sie sich keine Sorgen mehr um die Präzisionsfertigung machen müssen.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


