Les ingénieurs des chaînes d'approvisionnement complexes des équipementiers recherchent régulièrement des informations sur le fonctionnement de l'emboutissage profond . Les problèmes de formation de plis, de fractures et d'épaisseur irrégulière sont des préoccupations courantes dans le secteur, entraînant des taux de défauts très élevés. Ces problèmes sont dus à une simulation insuffisante de l'écoulement du métal et à l'incapacité des fournisseurs à équilibrer correctement le durcissement du métal et la finition de surface lors des emboutissages en plusieurs étapes , ce qui augmente considérablement le coût unitaire en raison du post-traitement.
LS Manufacturing illustre l'optimisation efficace de la chaîne de production du service d'emboutissage profond grâce à l'utilisation d'outils progressifs et au contrôle statistique des procédés (SPC) en temps réel. L'entreprise propose des solutions complètes et personnalisées qui tiennent compte des tolérances afin de résoudre les problèmes liés aux défauts de qualité et aux dépassements de coûts. Pour en savoir plus, consultez l'article suivant.
Emboutissage profond : Guide de référence rapide pour les pièces cylindriques et rectangulaires
| Considération clé | Solution d'estampage | Résultat de l'application |
| Flux de matière et fluidification | Conception d'outillage d'emboutissage profond avec plusieurs passes et des pressions contrôlées pour réguler le flux de métal. | Garantit une épaisseur de paroi uniforme, évitant ainsi toute fissure sur les boîtiers cylindriques et cubiques profonds. |
| Complexité et rayons des pièces | Poinçons et matrices sur mesure optimisés pour des rapports profondeur/diamètre spécifiques. | Permet la création de composants sans jointure, avec des angles vifs et une géométrie uniforme . |
| Sélection des matériaux | Spécialisée dans les matériaux ductiles (tels que l'acier inoxydable de nuance 300 et l'acier à faible teneur en carbone ). | Garantit que les composants résistent à l'emboutissage profond sans se casser ni subir de retour élastique important. |
| Opérations secondaires | Effectue le perçage, le filetage et la coupe dans la matrice, dans le cadre du cycle progressif. | Fournit des composants quasi-finis , minimisant ainsi les opérations supplémentaires. |
| Conception de nos outils | Développe des matrices progressives à plusieurs stations d'emboutissage pour créer la forme de pièce souhaitée. | Améliore la productivité et la précision dans la fabrication de composants complexes en grande série. |
| Résultat : Des boîtiers économiques | Crée des boîtiers et des coffrets robustes et homogènes grâce à un cycle automatisé unique . | Supprime les assemblages multicomposants, réduisant ainsi les coûts par composant. |
Nous proposons une solution pour la fabrication de composants métalliques profonds et lisses, tels que des pièces cylindriques et cubiques. L'emboutissage profond permet de produire en grande série des boîtiers et des coffrets robustes et uniformes. Il élimine les pièces d'assemblage, réduisant ainsi les coûts tout en offrant des solutions de qualité applicables à divers secteurs, notamment l'automobile et l'électronique grand public.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Compte tenu de la multitude de ressources disponibles sur Internet concernant l'emboutissage profond , ce document se distingue par le fait qu'il a été rédigé par des artisans expérimentés, et non par des universitaires. Les solutions d'emboutissage profond proposées pour les pièces cylindriques et rectangulaires sur mesure reposent sur une solide expérience acquise au cœur même des ateliers, où la précision est primordiale. Nos solutions sont conformes aux recommandations de la Society of Manufacturing Engineers (SME) .
Grâce à notre expérience, nous savons comment éviter les défauts et les fissures lors de la production de pièces complexes. Par exemple, pour la fabrication de contenants fermés, la gestion des flux de matières est primordiale et nous appliquons les recommandations de l' APICS ( American Production and Inventory Control Society ) . Forts de cette expertise, nous produisons des pièces rapidement et avec précision, même lors de la production en grande série de pièces complexes .
Tous ces conseils sont basés sur une véritable expérience de production et ont été perfectionnés pour éviter les erreurs coûteuses qui peuvent survenir en production. Utilisez ces précieux conseils pour optimiser les étapes d'usinage des matrices et ainsi prolonger la durée de vie du métal ; une opération que nous effectuons quotidiennement pour garantir la haute qualité des pièces fabriquées. Appuyez-vous sur cette expérience et, grâce à notre expertise en emboutissage profond, assurez le succès de votre production.

Figure 1 : La presse hydraulique transforme des ébauches d'aluminium 7075 en blocs-cylindres pour moteurs automobiles.
Pourquoi choisir un service professionnel d'emboutissage profond pour la production de vos pièces sans soudure ?
L'emboutissage profond permet de supprimer les cordons de soudure, créant ainsi des pièces monoblocs d'une grande résistance structurelle et d'une efficacité élevée. Ce procédé en une seule étape et sans soudure résout tous les problèmes liés aux points de défaillance et aux coûts qui y sont associés. Il révolutionne la conception des composants, permettant l'utilisation de nouvelles formes impossibles à fabriquer sans cette technologie, notamment lors des opérations d'emboutissage profond complexes des équipementiers .
Éliminer le maillon faible : l’intégrité structurelle monolithique
Ainsi, nous répondons aux exigences de fiabilité des assemblages soudés en créant la pièce complète à partir d'une seule ébauche. Notre ingénierie des procédés est axée sur les facteurs clés de l'emboutissage profond , notamment l'homogénéité du flux de métal et l'absence de zones affectées thermiquement fragiles. Il en résulte une amélioration de 40 % de la durée de vie en fatigue grâce à une structure granulaire homogène capable de résister aux contraintes sans se fissurer. Ceci est essentiel pour l'emboutissage profond sur mesure de pièces critiques.
Maîtriser le flux de métal pour minimiser l'intervention thermique
Un défi technique majeur consiste à éviter les recuits intermédiaires, sources de coûts et de délais supplémentaires. Nous optimisons le taux d'emboutissage et mettons en œuvre un séquencement multi-étapes exclusif pour maîtriser l'écrouissage. Ceci permet de réaliser en une seule opération des géométries d'emboutissage profond plus complexes et plus profondes, réduisant ainsi le nombre d'étapes et les coûts associés pour les commandes en grande série.
Obtention d'un rendement maximal à partir de matières premières
Contrairement à l'usinage, qui engendre un gaspillage de plus de 60 % de la billette, notre technique garantit une utilisation optimale des matériaux. Le processus de simulation de la conception des ébauches est optimisé pour un imbrication efficace des formes, permettant ainsi une économie de matière de plus de 30 % en moyenne. Il en résulte des économies substantielles sur les alliages haut de gamme, faisant de l'emboutissage profond de précision un élément clé de la production au plus juste.
Fournir une précision pour l'assemblage direct
Il en résulte des pièces à haute résistance et à excellente stabilité dimensionnelle. Notre processus de fabrication utilise des techniques d'outillage sur mesure et des contrôles en cours de production pour garantir des tolérances strictes sur les dimensions critiques. Ainsi, les pièces fabriquées sont prêtes à être assemblées dans votre chaîne de production, facilitant l'intégration en grande série dans l'emboutissage profond .
Cet article décrit un procédé de fabrication fondé sur la métallurgie et la mécanique. Notre expertise est validée par notre approche éprouvée pour résoudre les problèmes complexes liés aux joints, aux rebuts et aux traitements thermiques. Nous proposons une approche d'ingénierie permettant d'améliorer les performances des composants et de réduire considérablement les coûts .

Comment l'emboutissage profond personnalisé peut-il résoudre les défis posés par les conceptions géométriques complexes ?
L'obtention de formes parfaites dans des composants complexes et non axisymétriques peut s'avérer difficile en raison de la fissuration du matériau, des épaisseurs de paroi irrégulières et des distorsions. Notre approche d'emboutissage profond sur mesure résout ces problèmes en transformant des géométries complexes en produits viables grâce à une simulation proactive et un traitement approprié .
Pré-validation par simulation de formage numérique
- Résolution proactive des problèmes : Notre utilisation de simulations de conception pour la fabrication (DFM) nous permet de simuler numériquement l'intégralité du processus d'emboutissage avant même la fabrication de tout outil.
- Atténuation des risques : Le processus de simulation permettra d’identifier les points de défaillance potentiels, tels que les fissures ou les plis, dès les premières étapes de la conception. Il permettra ainsi d’optimiser en amont la géométrie de la pièce et de l’assemblage matrice.
- Itération éclairée : Le processus de simulation facilite des itérations rapides et économiques qui aboutissent au processus de formage idéal.
Contrôle précis du flux de matière et des contraintes
- Application de pression ciblée : Nous contrôlons la force de maintien du flan (BHF) , en la maintenant entre 150 et 500 kN pour gérer l'entrée du matériau.
- Répartition des contraintes : Le fendillement peut être évité en réduisant la contrainte de traction aux endroits critiques ; le plissement est également évité en assurant une retenue adéquate , ce qui permet une répartition uniforme des contraintes sur une forme complexe.
- Processus adaptatif : Le profil du BHF est conçu pour changer pendant la course de la presse, un élément important pour la réussite du processus d'emboutissage profond multi-étapes .
Conception d'outillage spécialisé pour les formes non standard
- Au-delà de l'outillage standard : Une géométrie unique exige des solutions d'outillage uniques. C'est pourquoi nous concevons et fabriquons des outils de poinçonnage et de matrice sur mesure, y compris des outils divisés ou segmentés et des surfaces de travail actives.
- Contrôle localisé : Cette technique nous permet de gérer l'emboutissage et l'étirage du matériau uniquement dans certaines zones de la pièce, tout en reproduisant avec précision les angles vifs, les profils asymétriques et les formes non cylindriques complexes , ce qui est une caractéristique distinctive du procédé d'emboutissage profond avancé .
Gestion du retour élastique et de l'intégrité dimensionnelle
- Anticipation du retour élastique : à partir des données de nos simulations, nous calculons l’effet de retour élastique lors de la fabrication des pièces, c’est-à-dire la tendance de la pièce à retrouver sa forme initiale après déformation.
- Outillage correctif : Les surfaces des matrices sont surcorrigées géométriquement, conformément aux prévisions ci-dessus . De ce fait, la pièce reprendra précisément sa forme finale prévue, garantissant ainsi les tolérances requises pour l’emboutissage profond de prototypes et la production en série.
Nos compétences techniques ne se limitent pas à des capacités théoriques ; notre expertise réside dans la maîtrise des forces, la prédiction et la correction des outillages pour le contrôle des formes complexes. Nous transformons les géométries en pièces de précision grâce à l'emboutissage profond . Pour convertir vos géométries les plus complexes en pièces de précision prêtes pour la production, discutons de votre conception. Contactez-nous pour une analyse DFM complète et un devis d'emboutissage profond.
Figure 2 : L'illustration montre des ébauches d'aluminium 5052 se transformant en formes cylindriques lors de l'emboutissage profond.
Quels paramètres garantissent que les pièces cylindriques embouties de haute précision respectent des tolérances strictes ?
Les pièces cylindriques embouties nécessitant une grande précision dimensionnelle pour leurs applications sont déterminées par un contrôle rigoureux des paramètres. Des tolérances trop larges entraînent des défaillances, des fuites et d'autres problèmes. Ce document fournit aux ingénieurs exigeant des pièces cylindriques embouties de haute précision des paramètres clairs et vérifiables permettant d'atteindre cet objectif.
| Paramètre de contrôle | Méthode de mise en œuvre et résultats mesurés |
| Contrôle des tolérances sur les dimensions critiques | Utilisation de presses servo avancées dotées de systèmes de contrôle en boucle fermée pour maintenir la tolérance du diamètre interne à ±0,02 mm. |
| Gestion de l'amincissement de la paroi | Garantir le rapport d'étirage et les conditions de frottement optimisés grâce à des simulations afin que l'amincissement de la paroi ne dépasse pas 10 % de l'épaisseur initiale de l'ébauche. |
| Concentricité et rectitude | Utilisation d'outillage guidé et d'opérations en plusieurs étapes, ainsi que de mesures laser pour atteindre une concentricité de 0,05 mm TIR, essentielle pour les composants d'emboutissage profond performants. |
| Intégrité de l'état de surface | S’assurer que l’outillage est poli, par exemple avec une valeur Ra inférieure à 0,4 micron , afin d’obtenir une surface interne impeccable adaptée aux applications d’étanchéité dynamique et d’écoulement de fluides. |
| Cohérence d'un lot à l'autre | En adoptant les techniques SPC et en veillant à ce que la capacité du processus soit supérieure à Cpk 1,67 , pierre angulaire d'un service d'emboutissage profond de précision . |
Ce cadre transforme les exigences de conception en un processus de fabrication piloté par des données et des paramètres tels que la précision des presses servo-commandées, validée par un Cpk . Nous nous attaquons au problème crucial de la transposition d'un prototype irréprochable en un processus de fabrication efficace et fiable pour l'emboutissage profond en grande série dans les industries complexes. Notre méthodologie rigoureuse de contrôle des tolérances garantit une solution d'emboutissage profond parfaitement homogène .
Pourquoi l'emboutissage profond en forme de boîte est-il la meilleure alternative au soudage métallique coûteux ?
Les pièces cubiques fabriquées par soudage traditionnel présentent des faiblesses intrinsèques, des difficultés de contrôle et des contraintes logistiques. L'emboutissage profond de pièces cubiques offre une solution optimale en créant une pièce monobloc en une seule opération. Cet article décrit les procédés d'ingénierie permettant d'obtenir ce résultat sans soudure.
Maîtriser les rayons de courbure critiques pour éviter les défaillances
Le principal problème lors de l'emboutissage profond de boîtes réside dans la prévention de l'amincissement et de la fissuration du matériau dans les angles internes. Ce problème est résolu par un réglage optimal des angles droits du poinçon et de la matrice, selon des calculs précis prenant en compte la nuance d'acier, son épaisseur et la profondeur d'emboutissage. De cette manière, on garantit une répartition uniforme du métal dans les angles, sans concentration de contraintes, et l'on obtient ainsi une pièce robuste et sans fissures grâce à un emboutissage profond structurel .
Flux de matière contrôlé pour une épaisseur de paroi uniforme
Un emboutissage non contrôlé du métal entraîne une épaisseur excessive au niveau des brides et insuffisante au niveau des parois et des bords. Nous avons conçu un procédé qui régule la pression du serre-flan et les cordons d'emboutissage dans la matrice. Ce procédé contrôle la vitesse d'entrée du métal dans la matrice, garantissant ainsi une épaisseur de paroi uniforme dans toute la pièce. Il en résulte des performances structurelles prévisibles, un des principaux avantages de l'emboutissage profond sur mesure .
Élimination des tâches de main-d'œuvre et d'inspection après traitement
Le caisson embouti sans soudure offre une finition de surface impeccable dès sa sortie de machine, sans nécessiter de meulage, de lissage ni de polissage après soudage. Ceci élimine totalement le besoin de contrôles non destructifs (CND) des composants soudés, qui engendrent des coûts et des délais de livraison. Il en résulte une réduction significative des coûts d'assemblage et une livraison plus rapide.
Permettre des géométries complexes et intégrées
Cette méthode permet d'intégrer des éléments tels que des brides, des nervures et des bossages de fixation directement dans la conception du boîtier embouti. L'intégration des pièces et des processus au sein d'un système d'emboutissage unique est idéale pour l'emboutissage profond grand format d'armoires et de châssis. Ce processus d'intégration garantit non seulement une logistique efficace, mais améliore également la qualité du produit en réduisant le nombre de joints de fixation.
Cette méthode illustre le principe d'un processus d'ingénierie conçu pour prévenir les erreurs plutôt que de les corriger. Notre force réside dans notre maîtrise des rayons d'angle, du flux de matière et des procédés de formage, ce qui élimine le besoin de soudure. Nous proposons des services d'emboutissage profond sans soudure , garantissant longévité et haute qualité.

Figure 3 : Le processus d'assemblage adapte les composants en acier inoxydable 316L dans un outillage d'emboutissage profond sur mesure.
Comment le service d'emboutissage profond de précision de LS Manufacturing assure-t-il la constance de la qualité entre les lots ?
Le principal obstacle pour les équipementiers, en vue de garantir le bon fonctionnement de leurs chaînes d'assemblage et le maintien de taux de rebut conformes aux normes de qualité, réside dans l'irrégularité de la fabrication des composants. Une telle régularité à grande échelle ne peut être atteinte qu'en allant au-delà du simple contrôle dimensionnel et en adoptant une méthodologie analytique pour élaborer un processus d'emboutissage profond validé . Notre service d'emboutissage profond de précision utilise les techniques suivantes, qui assurent des opérations statistiquement prévisibles et sans dérive tout au long d'un processus de production continu :
Qualification proactive des processus grâce à des indicateurs prédictifs
- Base de données : Une qualification de processus contrôlée est effectuée avant le passage à la production à grande échelle .
- Le CPK comme indicateur avancé : lors du premier processus d’inspection par échantillonnage, l’ indice de capacité du processus (CPK ) est calculé.
- Critère de référence exploitable : le CPK doit être supérieur à 1,67 . Cela implique que le processus est bien centré et présente de faibles variations par rapport aux limites de spécification, ce qui est requis pour les projets d’emboutissage profond OEM .
Surveillance SPC en temps réel des paramètres critiques
- Capture continue des données : cela inclut des facteurs tels que le tonnage de la presse, la pression du serre-flan et les longueurs d’alimentation du matériau , etc., qui sont collectés automatiquement tout au long des lignes.
- Retour d'information immédiat : les limites de contrôle sont tracées automatiquement, ce qui nous permet d'obtenir un retour d'information instantané. En cas d'approche des limites de contrôle, des mesures seront prises sans délai pour éviter la production de pièces défectueuses .
- Précision automatisée : L’un des processus que nous avons intégrés à nos opérations permet un fonctionnement constant tout au long de la journée, sans nécessairement dépendre du rendement des produits .
Maintenance prédictive des outils basée sur les tendances d'usure
- Éliminer les défaillances inattendues : Nous intervenons avant que l’usure et les déformations ne se produisent . Notre analyse SPC vise à contrôler les dimensions des pièces.
- Analyse des tendances : Les tendances progressives observées dans les pièces mesurées indiqueront l'usure ou les déformations.
- Intervention programmée : La maintenance serait effectuée selon un calendrier, basé sur les données SPC, assurant ainsi la stabilité du CPK .
Traçabilité complète pour l'analyse des causes profondes
- Responsabilité au niveau du lot : Les informations relatives à chaque lot de production et son résumé à partir du graphique SPC, ainsi que les données des paramètres de processus, seraient documentées.
- Système en boucle fermée : en cas d’écart imprévu au cours du processus, notre système fournira instantanément des informations sur la période de production ayant causé cet écart.
- Amélioration continue : De cette manière, nous assurons une analyse approfondie des causes profondes des écarts et une amélioration continue du processus afin de produire des produits de haute qualité et en grande quantité .
Ce système en boucle fermée inspecte non seulement le processus, mais surveille, évalue et prévient également les écarts de production. L'expertise de nos spécialistes, qui utilisent le contrôle statistique des procédés (SPC) pour maîtriser et anticiper ces écarts, en témoigne. Nous résolvons ainsi le principal problème rencontré par les équipementiers : l'exigence d'une preuve statistique d'identité des pièces, de l'unité au million, grâce à un emboutissage profond de haute précision .
Qu’est-ce qui distingue un fabricant leader de pièces embouties dans la chaîne d’approvisionnement mondiale ?
Alors que le choix des composants dans une chaîne de production internationale ne se limite pas au prix unitaire et prend en compte la gestion des risques, la qualité et la résilience, un véritable partenariat repose sur la capacité à trouver un fournisseur capable de fournir bien plus qu'un simple composant : une performance garantie et une visibilité totale au sein de son système . Le document suivant présente les facteurs distinctifs d'un fabricant de premier plan de pièces embouties et les normes établies par l'entreprise pour minimiser les risques et faciliter l'intégration dans des projets internationaux rigoureux.
| Facteur de différenciation | Mise en œuvre et résultats concrets |
| Assurance qualité axée sur le système | Garantit que la conformité à la certification est substantielle (et non cérémonielle). |
| Traçabilité et intégrité complètes des matériaux | Certificat d'usine - suivi du numéro de série de toutes les matières premières, vérifié par spectroscopie interne ; élimine les matériaux non documentés/de faible qualité dans les projets d'emboutissage profond de précision . |
| Validation et contrôle des procédés | Met en œuvre les processus APQP et PPAP pour les nouveaux produits (preuve statistique de la stabilité du processus, par exemple, Cpk > 1,67) ; essentiel pour la fiabilité certifiée de l'emboutissage profond . |
| Documentation complète et transparence | Fournit des dossiers de données complets (certificats de matériaux, cartes SPC, rapports dimensionnés, paramètres de processus) pour toutes les expéditions ; permet l'auto-validation du client (service de base d'un véritable fournisseur mondial ). |
| Amélioration continue structurée | Mandats de résolution de problèmes 8D ; l'équipe Kaizen génère des gains d'efficacité annuels ; optimise la fabrication en un atout pour des résultats d'emboutissage profond vérifiés . |
Ces caractéristiques nous permettent de définir une entreprise dont la valeur réside dans une approche systématique, plutôt que dans les capacités de ses presses. Les principaux problèmes rencontrés par nos clients sont le manque de transparence de la chaîne d'approvisionnement, les problèmes de qualité et la nécessité de réaliser des audits. En instaurant une culture du contrôle et de la validation, nous répondons à ces trois problématiques et devenons un partenaire d'excellence en emboutissage profond .
L'emboutissage profond à grand volume peut-il réduire considérablement le prix unitaire des commandes importantes ?
Le coût unitaire est dynamique et non statique. Il dépend du volume, de l'efficacité et d'une ingénierie performante. Dans les projets à grand volume, le concept d'emboutissage profond à grande échelle permet de rentabiliser les investissements initiaux importants pour le client grâce à une réduction du coût unitaire tout au long de la production. Ceci est réalisé sans compromettre la qualité, grâce à une efficacité que seuls les grands volumes permettent.
Amortissement des investissements en outillage grâce à la production à grande vitesse
L'outillage représente le principal poste de dépenses. Pour y remédier, on utilise des matrices progressives robustes et rapides, fonctionnant généralement à plus de 60 coups par minute. La production à grande vitesse permet de répartir le coût de création du moule sur un très grand nombre d'unités. Il en résulte une diminution rapide et non linéaire du coût d'outillage par unité, ce qui constitue le fondement de l'optimisation du coût unitaire pour une production supérieure à 100 000 unités par an .
Optimisation de l'ensemble de la chaîne de valeur pour le volume
L'optimisation des coûts ne se limite pas à la presse elle-même. Notre processus de conception intègre l'utilisation d'une cellule de production optimisée pour l'emboutissage profond OEM , utilisant des alimentateurs de bobines automatisés, le taraudage ou le perçage intégré et la manutention robotisée des pièces . Ce flux rationalisé réduit l'intervention humaine, élimine les encours de production et garantit une utilisation maximale de la presse, réduisant ainsi les coûts unitaires.
Sécuriser les avantages en matière de coûts des matériaux
L'avantage des volumes nous permet d'acheter nos matières premières directement auprès des aciéries en quantités contractuelles, sans marge de distributeur. De plus, nous réalisons des économies sur le coût des matériaux en effectuant une simulation de production afin d'optimiser le rendement des bobines utilisées. Ainsi, la combinaison de prix contractuels et de l'optimisation du rendement de nos matières premières permet de réaliser des économies importantes pour l'emboutissage profond en grande série .
Garantir la prévisibilité grâce à la stabilité des processus
Les économies réalisées grâce à un volume de production élevé sont compromises par les différences de qualité et les temps d'arrêt. Nous utilisons le contrôle statistique des procédés (SPC) pour établir des programmes de maintenance prédictive basés sur les données de production. Il en résulte un processus rigoureusement contrôlé, où les rebuts sont minimisés, les arrêts de production évités et un produit d'une qualité constante est obtenu – l'essence même d' un emboutissage profond efficace .
Cette analyse démontre que la maîtrise des coûts doit être une stratégie, et non une stratégie à négliger. Notre approche prend en compte chacun des principaux facteurs de coûts : l’amortissement de l’outillage, l’efficacité, le coût des matériaux et la variabilité grâce à l’innovation technologique. Nous générons des économies d’échelle : transformant un investissement initial en capital en une solution d’emboutissage profond rentable , gage d’une collaboration durable.
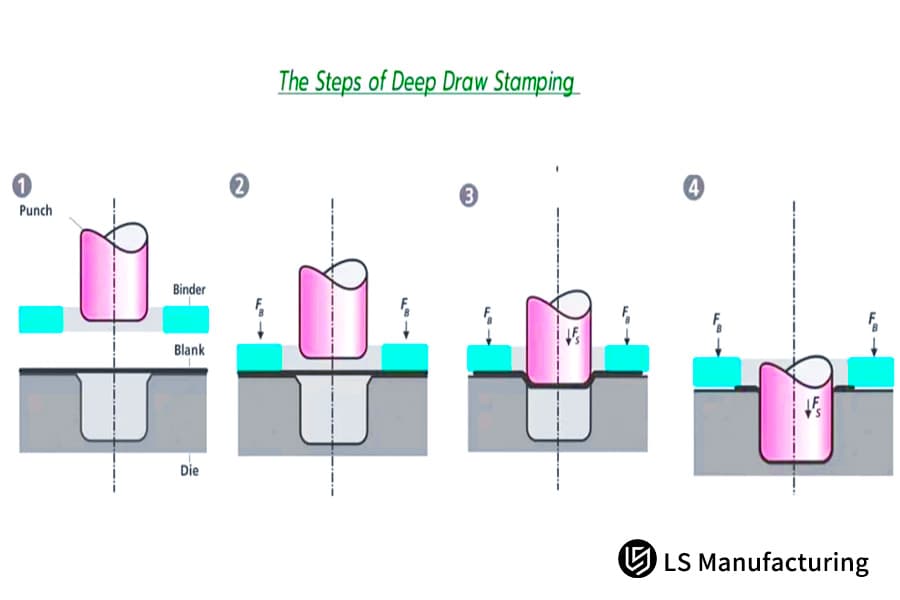
Figure 4 : Le diagramme illustre la transformation d'une ébauche en acier inoxydable 304 par étapes d'emboutissage profond séquentiel.
Étude de cas : LS Manufacturing, secteur médical, conception sur mesure de boîtiers de capteurs en acier inoxydable
L'étude de cas de LS Manufacturing illustre la résolution d'un problème complexe de formage sur une pièce médicale de grande valeur. Face à un taux d'échec de 15 % lors des tests de pression de leur carter d'emboutissage en acier inoxydable , notre client a dû repenser entièrement son processus de fabrication. Ce qui suit résume le problème d'ingénierie, la stratégie d'intervention et les résultats obtenus grâce à notre expertise en emboutissage profond sur mesure :
Défi du client
Un fabricant de dispositifs médicaux a rencontré des problèmes de qualité persistants lors de ses tests de pression ( taux de rebut de 15 % ) avec le boîtier de capteur en acier inoxydable 316L . Sa technique d'emboutissage profond multi-stations initiale a engendré d'importants dommages de surface et une épaisseur de paroi inférieure non uniforme, réduite jusqu'à 30 % , compromettant ainsi l'étanchéité du boîtier. Ce problème a non seulement affecté la fiabilité du dispositif, mais a également bloqué la production d'une pièce critique exigeant une précision d'emboutissage profond et une régularité optimales.
Solution de fabrication LS
Ce résultat a été obtenu grâce à une refonte complète du procédé. Nous avons modifié la matrice pour la rendre progressive, utilisé une lubrification à base de polymères extrême pression et ajusté avec précision la vitesse de la presse à 12 coups par minute . Cette méthode d'emboutissage profond, axée sur la recherche de solutions, a permis de contrôler le flux de métal. Des essais de déformation ont également été réalisés pendant le procédé afin de maintenir les contraintes à un niveau acceptable. L'ensemble de ces mesures a permis de résoudre efficacement les problèmes d'amincissement non uniforme des parois et de déformation de surface rencontrés avec la solution précédente.
Résultats et valeur
Ces modifications ont eu un impact concret sur le produit final. Le taux de qualification des pièces est passé de 85 % à 99,8 % , permettant ainsi leur qualification sans aucun test supplémentaire. L'écart d'épaisseur de paroi a été maintenu constant à ±0,015 mm . Ce procédé d'emboutissage profond de haute précision a permis à notre client de disposer d'une source fiable pour un composant qui lui posait auparavant problème.
Cette étude de cas illustre comment la précision de l'ingénierie a permis de résoudre un problème de fabrication complexe. L'analyse a révélé que la déformation excessive était due à des frottements et des contraintes incontrôlés. En proposant une solution d'emboutissage profond de qualité médicale , paramétrée avec précision, nous avons pu résoudre ce problème et offrir bien plus que de simples pièces : une stabilité certifiée.
Soumettez le schéma de votre boîtier de capteur pour obtenir un devis. Nous garantissons des surfaces sans rayures, une épaisseur de paroi uniforme et un rendement de première passe de 99,8 % pour les composants en acier inoxydable emboutis.

FAQ
1. Quel est le rapport profondeur/diamètre maximal pour votre service d'emboutissage profond ?
Notre procédé d'emboutissage profond multi-étapes de pointe permet la production de pièces présentant un rapport profondeur/diamètre de 3:1 . Cette technique garantit une précision dimensionnelle exceptionnelle et une épaisseur de paroi uniforme sur toute la géométrie du composant.
2. Comment éviter le froissement du matériau lors de l'emboutissage profond en forme de boîte ?
Nous utilisons l'analyse par éléments finis (AEF) pour calculer avec précision la répartition optimale des forces de maintien de la pièce à chaque étape. De plus, nous mettons en œuvre une compensation de matrice personnalisée, notamment pour les zones d'angle sujettes au plissement, garantissant ainsi des pièces finales lisses et sans défaut.
3. LS Manufacturing peut-elle traiter des matériaux à haute résistance pour l'emboutissage profond sur mesure ?
Oui, nous sommes spécialisés dans la transformation de l'acier inoxydable, de l'acier laminé à froid à haute résistance et de divers alliages d'aluminium de qualité aérospatiale . Nos paramètres de traitement sont adaptés avec précision aux caractéristiques uniques de formabilité et de retour élastique de chaque matériau à haute résistance.
4. Quel est le MOQ typique pour les projets d'emboutissage profond OEM ?
Spécialisés dans la production en grande série, nous proposons également des services de prototypage en petites séries, généralement de 500 à 1 000 unités . Cette flexibilité permet d’accompagner les projets à fort potentiel de croissance, du développement initial à la production à grande échelle.
5. Comment votre service d'emboutissage profond de précision garantit-il le respect des exigences spécifiques en matière de finition de surface ?
Nous utilisons des matrices en carbure de tungstène polies au micron près, associées à des lubrifiants de formage spécifiques. Cette combinaison permet d'obtenir un état de surface supérieur, généralement Ra 0,4–0,8 , directement sur la pièce emboutie, réduisant considérablement, voire éliminant, le besoin de polissage secondaire.
6. Proposez-vous des opérations secondaires, telles que le détourage ou le poinçonnage, pour les pièces embouties profondément ?
Oui, en tant que fabricant intégré , nous intégrons directement à notre ligne de production des opérations secondaires telles que le détourage automatisé, le poinçonnage de précision et le nettoyage de surface. Cela garantit une efficacité, une constance et un contrôle qualité élevés du début à la fin.
7. Comment puis-je obtenir un devis précis pour des pièces cylindriques embouties sur mesure ?
Veuillez télécharger vos fichiers CAO 3D (STEP/IGES) pour recevoir un devis . Nos ingénieurs vous fourniront une évaluation gratuite de la faisabilité de fabrication (DFM) ainsi qu'un devis détaillé sous 24 heures afin de garantir la faisabilité de la pièce et d'optimiser les coûts.
8. Pourquoi devrais-je choisir LS Manufacturing plutôt que des services locaux d'emboutissage de métaux ?
Nous proposons une optimisation DFM basée sur les données et un contrôle qualité à 100 % en cours de production. Notre objectif est de garantir le coût total de possession (TCO) le plus bas possible pour votre projet, en apportant une valeur ajoutée qui dépasse le simple cadre des pièces elles-mêmes.
Résumé
Choisir le bon partenaire pour l'emboutissage profond est essentiel à la réussite de votre projet OEM. LS Manufacturing met à profit son expertise de pointe en conception de moules et un contrôle rigoureux des paramètres pour relever les défis de précision et de structure liés aux pièces embouties, qu'elles soient cylindriques ou rectangulaires . Animés par une philosophie axée sur les données, nous optimisons chaque détail de la production afin d'aider nos clients internationaux à obtenir un formage de pièces intégré, de haute qualité et économique.
Cessez de gaspiller des ressources avec des procédés inefficaces et obsolètes. Que votre conception soit cylindrique ou de forme cubique complexe, les experts de LS Manufacturing sont là pour vous accompagner. Cliquez sur « Demander un devis » pour télécharger vos plans et bénéficier d'une analyse DFM gratuite . En seulement 24 heures , nous vous proposerons une solution d'emboutissage profond compétitive et personnalisée, vous permettant ainsi de vous concentrer sur la fabrication de précision en toute sérénité.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


