
ヘリカルギアのフライス加工は、静音伝動の実現において非常に重要な意義を持つ。従来の平歯車は、高トルクや精密な伝動条件下では、瞬間的な線接触によって衝撃音が発生しやすい。実際、こうした問題は、通常の機械加工ではヘリックス角や歯面精度の一貫性を保証できないことに起因する。
本論文では、5軸CNC技術を用いた高精度ヘリカルギア製造における真の飛躍的進歩を紹介し、 LS Manufacturingが設計・製造・試験を統合したソリューションによって、伝動部品における理論性能の利点をどのように確保しているかを実証する。
基本的に、このアプリケーションはヘリカルギアの動作原理を理解した上で設計されるべきである。次のセクションでは、ヘリカルギアが漸進的な噛み合いによって従来の伝動装置に内在する問題を根本的に解決する方法を分析する。

図1:LS Manufacturing社によるCNCマシンでの大型精密ヘリカルギアのフライス加工
ヘリカルギアフライス加工に関する全文クイックリファレンステーブル
| 概要モジュール | コアコンテンツ |
| 伝送における問題点 | 従来の平歯車は、噛み合い時の衝撃によって騒音や振動が発生しやすい。 |
| 根本的な原因 | 標準的な製造工程では、ヘリカルギアの精密な歯形を保証することはできません。 |
| 答え | 5軸CNCフライス加工技術は、高精度加工を特徴としています。 |
| 有益原則 | ヘリカルギアは、滑らかで段階的な噛み合いを可能にするために、らせん状に切削された歯を備えています。 |
| コアプロセス | 5軸加工技術により、複雑なヘリカルギアの表面加工を1回の段取りで行えるようになった。 |
| 品質保証 | 製造業においては、精密な検査とフィードバックデータが閉ループを形成する。 |
| コアバリュー | 最終的には、伝送システムが低騒音かつ安定した動作で効果的に機能するためには、 |
このガイドでは、原理的には、ヘリカルギアの漸進的な噛み合い原理により、従来の伝動装置の騒音や振動の問題を解消できることが体系的に述べられています。5軸CNCフライス加工は、この理論的利点を優れた実用性能へと発展させるための基盤となる重要な技術であり、精密加工とクローズドループ品質管理を実現しています。そのため、ハイエンド機器の伝動品質向上におけるコアソリューションとして採用されています。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
私たちを他社と差別化しているのは、一般的な知識ではなく、何万個もの精密ヘリカルギアを製造してきた10年にも及ぶ道のりです。この道のりを通して、材料特性の相互作用、 CNCツールパス戦略の綿密な計画、そして5軸マシンリンクの高度な連携といった、非常に貴重で実践的な教訓を数多く学びました。本書は、数々の成功と挫折から得た、苦労して得た実践的な知識を凝縮したものであり、私たちのアプローチを形成する上で大いに役立っています。
ここで提案する各パラメータ、説明する各処理技術は、実際の生産現場の切削屑と冷却液を用いて、自社の作業台で試行錯誤を重ねて検証済みです。そして、この貴重な経験を次のページで皆様と共有する明確な目的は、私たちが既に発見し克服したよくある落とし穴を皆様が回避できるようにすることです。皆様が問題の本質、つまり、トランスミッションシステムにおいて優れた低騒音性能を効率的かつ確実に実現するための洞察力を身につけていただきたいと考えています。
ヘリカルギアと平歯車の比較:トランスミッションの革命、「衝撃」から「滑り込み」へ。
原理的には、 ヘリカルギアとスパーギアは噛み合いの原理が異なります。スパーギアの歯形は軸と平行であるため、噛み合い時には「線と線」が接触するのに対し、ヘリカルギアでは、ねじれ角によって「点と点」が徐々に滑り合う接触が生じます。この基本的な違いが、ヘリカルギアの滑らかさ、パワー、静音性といった利点を明確に示しています。
| 比較対象寸法 | ヘリカルギア | 平歯車 |
| メッシュ法 | ヘリカルギアは、らせん角によって連続的な噛み合いを実現します。 | 歯形が平行な場合、噛み合い時と噛み合い解除の瞬間に、衝撃として接触が一気に発生する。 |
| 伝送のスムーズさ | 常に複数の歯が接触しており、荷重が歯から歯へとスムーズに伝達されるため、非常に滑らかな回転結果が得られます。 | 単歯と複歯が交互に噛み合う場合、周期的な振動や衝撃が容易に発生する可能性がある。 |
| ノイズ | 滑らかな噛み合い特性により、衝撃音を根本から低減します。 | 動作音は、噛み合いによる影響の直接的な結果である。 |
耐荷重 | 接触面積が大きくなると、荷重の分散が向上し、耐荷重能力が高まります。 | 接触面積が限られていると、高負荷時にピッチングや歯の破損が容易に発生する可能性がある。 |
| アプリケーションシナリオ | 高速、高負荷、および騒音に敏感な用途で広く使用されています。 | 低速、軽負荷、またはコスト重視の汎用トランスミッションでより一般的に使用されます。 |
実際、ヘリカルギアは、段階的な噛み合いによって平歯車に発生する瞬間的な衝撃による騒音、振動、負荷集中といった問題を克服します。特に、らせん状の歯は「滑り込み」接触を生み出し、伝達がスムーズで静音性に優れているため、接触面積が増加し、ギアの耐荷重能力と耐用年数が大幅に向上します。
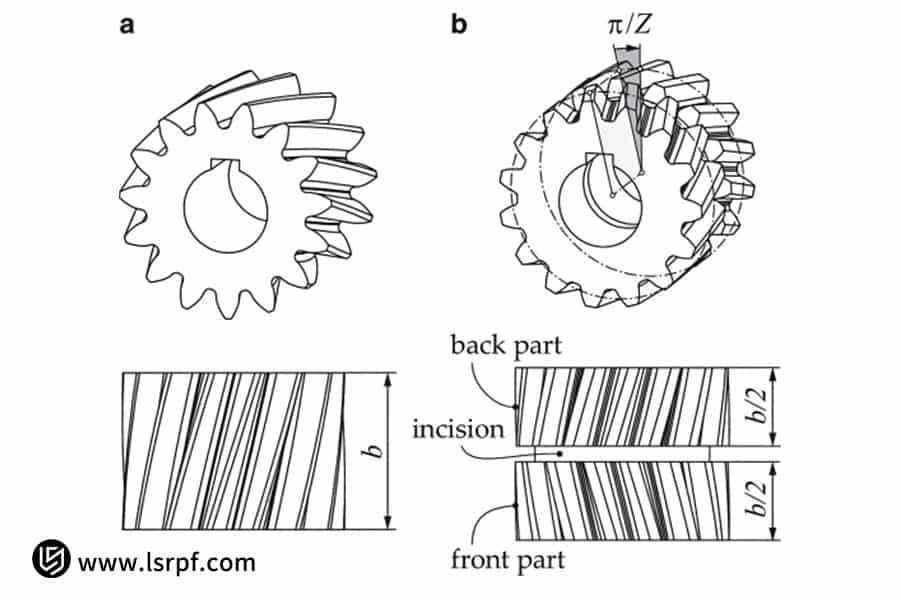
図2:LSマニュファクチャリングによる大型ヘリカルギア部品の精密CNC加工
ヘリカルギアはなぜ、よりスムーズで静かな変速を実現するのでしょうか?
ヘリカルギアの利点は、主にその伝達原理に反映されており、平歯車とは大きく異なります。平歯車の瞬間的な衝撃噛み合いとは異なり、ヘリカルギアのらせん状の歯構造は、本質的に伝達方法の根本的な最適化を実現しています。具体的には、次のようになります。
1. プログレッシブメッシュの原理:
ヘリカルギアペアの歯面は、噛み合い時にヘリックス角に沿って徐々に噛み合いと分離を繰り返し、連続的かつ滑らかな力伝達プロセスを形成します。これにより、運転中の周期的な衝撃や瞬間的な負荷変動が回避されます。これは、歯が急激に噛み合う平歯車とは対照的であり、振動発生源での振動励起を大幅に低減し、より動的で静かな運転を可能にします。
2. 高い接触率:
ヘリカルギアでは、歯はらせん状に沿って常に接触しており、常に複数の歯のペアが噛み合っています。このように歯が重なり合うことで、常に複数の歯に荷重が分散され、ギア自体の耐荷重能力が向上します。これにより、動作条件が変化する場合でも、より連続的で安定したトルク伝達を実現するための、はるかに優れた力の分布の均一性がもたらされます。
3. 優れた振動・騒音低減性能:
歯車セットでは、高い接触率と相まって段階的な噛み合いを実現することで、伝動システム内部の振動振幅を大幅に低減します。歯形は傾斜しており、滑り動作によって噛み合い時の衝撃や空気中の騒音を減衰させ、より滑らかな接触を実現します。このため、ヘリカルギアは、低音響放射と動作安定性が極めて重要な、高精度が求められる高速用途に特に適しています。
これは、衝撃を効果的に緩和し、負荷を均一に分散させ、高速重荷重搬送に関して求められるスムーズな伝達と低騒音の両方に対する厳しい要求を満たす技術的特性であり、機器の伝達品質向上に役立つ理想的なソリューションです。

伝統的な方法から5軸CNCフライス加工まで:現代におけるヘリカルギア製造プロセス
ヘリカルギアの製造方法は、精度と効率性を追求する絶え間ない努力を反映しています。ホブ盤加工や歯形加工といった従来の技術は、大量生産においてはコスト面で優位性がありますが、高精度な歯形制御や柔軟な小ロット生産といった点では明らかに劣ります。一方、最新の5軸CNCヘリカルギア切削技術は、デジタルプログラミングによってヘリックス角と歯面を精密に制御できるため、ハイエンドギアの製造においてより優れたソリューションを提供します。
| 比較対象寸法 | 伝統的なホブ盤加工/成形加工 | 5軸CNCフライス加工プロセス |
| 機械加工の原理 | 機械加工は、適切な工具の生成運動に基づいている。 | 多軸リンケージは、複雑な歯形を直接製造する能力を備えている。 |
精密制御 | 工作機械の工具摩耗やバックラッシュの影響を大きく受ける。 | デジタル制御により、歯形と角度の精度が保証されます。 |
| 製造の柔軟性 | 使用するツールは非常に専門的で、製品の変更への対応力が低い。 | 異なる仕様への対応は、プログラムの調整によって行うことができます。 |
| 表面品質 | 表面の品質は、工具の状態によって左右される。 | 切削経路を最適化することで、最高の表面仕上げが得られます。 |
| 形成能力 | 複雑な歯の形状を整形することは容易ではない。 | 様々な形状設計や最適化設計を容易に完了できます。 |
この5軸CNCフライス加工技術は、高い制御精度と加工の柔軟性を実現し、従来のヘリカルギア製造方法に伴う制約を効果的に克服します。特に、歯形を高精度に成形する小ロット生産において、この技術は優れた性能を発揮します。

高性能ヘリカルギアの設計:主要パラメータ選定ガイド
ヘリカルギアの設計は、ねじれ角、モジュール、圧力角など、いくつかの主要パラメータの精度に直接依存します。これらの要素が組み合わさることで、ギアの伝達性能と適用可能なシナリオが決定されます。したがって、パラメータの科学的な構成は、高い滑らかさ、低騒音、高い耐荷重能力といった特定の目標を達成するための重要な鍵となります。
1. らせん角度の選択:
ヘリカルギアにおいて、滑らかさと軸方向の力とのバランスを取る上で最も重要なパラメータは、ねじれ角です。ねじれ角を大きくすると接触比が高まり、より滑らかな噛み合いと低騒音を実現できるため、高速回転に適しています。しかし、ねじれ角が大きすぎると軸方向の推力が大きくなり、ギアセットのベアリング負荷が増加します。そのため、滑らかさと構造の複雑さのバランスを保つには、ねじれ角は通常8°~25°の範囲に抑える必要があります。
2. モジュールの決定:
モジュールは、ギアの強度と伝達のスムーズさのバランスをとる主要な要素の 1 つです。これは直接、 歯車の耐荷重能力。大きなモジュールを使用すると、歯根の曲げ強度を高めることができ、高負荷伝動に適しています。しかし、接触率が低下し、伝動の滑らかさがさらに低下する可能性があります。一般的に、好ましい条件下では、適切な歯数でより小さなモジュールを使用することで、噛み合いの滑らかさを効果的に向上させることができます。高負荷用途では、まずモジュールの適切性を確保し、その後、らせん角によって滑らかさを最適化する必要があります。
3. 圧力角の最適化:
標準圧力角20°は、歯根強度と騒音のバランスが良好で、両方の面に影響を与えます。圧力角を大きくすると、歯根強度が向上し、アンダーカットを回避できますが、ベアリングのラジアル力と動作騒音が急増します。圧力角を小さくすると騒音を低減できますが、歯根強度が低下します。歯形トリミングと17.5°などのやや小さい圧力角は、騒音感度が高い用途に適しています。以下に、設計目標ごとのパラメータ選択傾向を参考として示します。
| 設計目標 | らせん角度の選択 | モジュール傾向 | 圧力角の推奨事項 | その他の考慮事項 |
| 高安定性/低ノイズ | 角度が大きいほど(15°~25°)、モジュールは小さくなります。 | 小型モジュール | 標準またはやや小さめ:約20° | 歯形エッジ修正と精度に重点を置く |
| 高い耐荷重能力 | 中角度8°~15° | 大型モジュール | 標準またはやや大きめ20°~25° | 歯根の強度を重視する |
| コンパクトな構造 | より小さな角度(15°未満) | 空間によって決定される | 標準(20°) | 歯幅と歯数の組み合わせを最適化する |
優れたヘリカルギアの設計は、主に3つの主要パラメータ、すなわちヘリックス角、モジュール、圧力角の相乗効果を生み出す技術と言えるでしょう。この点において、設計者は「安定性」「耐荷重」「コンパクト性」といった主要な目標に基づき、各パラメータの優先順位を明確に定める必要があります。例えば、高速動作用途では安定性を高めるためにヘリックス角を最優先すべきであり、高負荷用途では十分なモジュール値を考慮する必要があります。また、設置スペースが限られている場合は、すべてのパラメータを徹底的に最適化する必要があります。
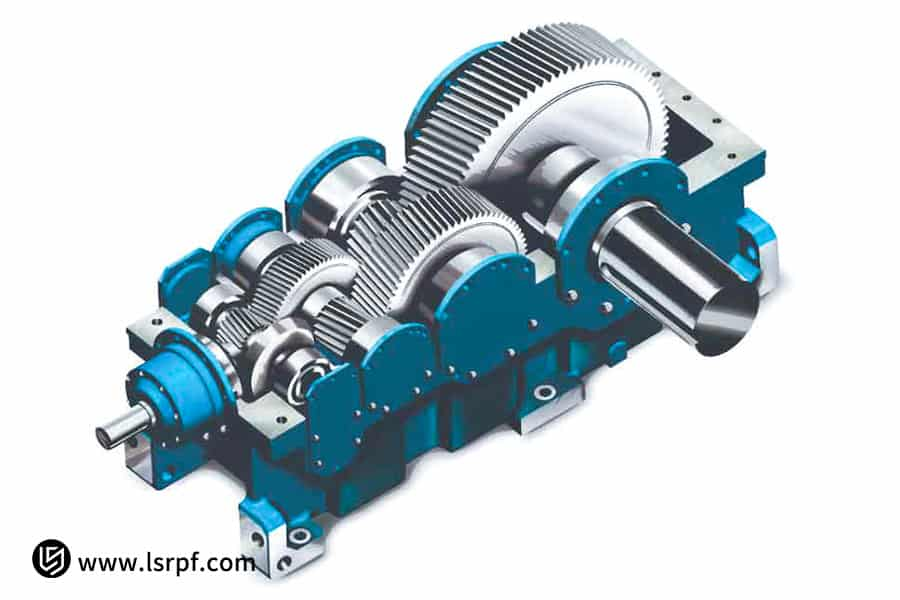
図3:LSマニュファクチャリング社製精密ヘリカルギア駆動装置の最終組立
ヘリカルギアの主要な応用分野 ― それらはどこでかけがえのない役割を果たしているのか?
ヘリカルギア製造における先進技術は、ヘリカルギア本来の利点をさらに高め、多くのハイエンド分野におけるその重要な役割を確固たるものにしています。従来のギア製品に比べて優れた滑らかな伝達性、低騒音、高耐荷重性といった特長を備えたヘリカルギアは、以下の主要分野において代替不可能なコア技術要素の一つとなっています。
- 自動車用トランスミッション: ヘリカルギアセットは、自動車用オートマチックトランスミッションにおいて、スムーズな変速と静粛な走行を実現する上で不可欠な要素です。その歯の効果的なプログレッシブな噛み合い特性により、従来の変速時の衝撃を回避します。そのため、ドライバーと同乗者双方に極めて優れた快適性が保証され、同時に高い耐荷重性能によって確実なトルク伝達を実現します。
- 産業用減速機:ヘリカルギアは接触面積が大きく、負荷分散特性を備えているため、鉱山機械や重工業機器向けの高トルク減速機において、過酷な運転条件下でも大きな衝撃に耐えることができ、高負荷かつ効率的な運転を実現します。これにより、耐用年数が延びるだけでなく、エネルギー損失が低減されるため、システム効率も向上します。
- 航空宇宙分野:信頼性と軽量化の完璧なバランス。航空機エンジンの伝動システムには、極めて高い信頼性と軽量性が求められます。 精密ヘリカルギア技術で製造された部品は、強度を維持しながら軽量化を実現し、安定した伝動性能は安全性の重要な保証となります。
- 精密機器:高精度工作機械、医療機器、光学機器はすべてミクロンレベルの伝達機構に基づいています。ヘリカルギアは極めて小さな伝達誤差と低振動特性を備えているため、高精度かつ安定した位置決めが可能となり、精密製造および測定における厳しい要求を満たします。
要約すると、ヘリカルギアの持つ独自の利点により、現代のハイエンド機器の中核部品となっています。精密加工や先進素材の使用など、製造工程における絶え間ない革新は、様々な分野における製品性能の継続的な向上と飛躍的な進歩を促進し、全体的な効率と耐久性を高めています。
事例研究:LSマニュファクチャリングは、産業用ギアボックスメーカーの騒音問題克服をどのように支援しているのか?
LSmanufacturingのヘリカルギアの真価は、現実世界のエンジニアリング上の課題を解決する際にこそ発揮されます。ある有名な産業用ギアボックスメーカーは、 75dBというギアボックスの騒音が継続的に発生するという問題に直面し、注文のキャンセルが発生しました。当初のサプライヤーが供給したギアは、歯形に大きなずれがあり、異常な噛み合い音を発していました。
- お客様の課題:お客様が現在使用しているギアボックスは、負荷がかかった状態で最大75dBの騒音レベルに達し、お客様が要求する基準値である70dBを超えていました。テスト分析の結果、根本原因は、ISO 7レベルまでの歯形誤差の精度不足と、ねじれ角のばらつきにより、噛み合い時の衝撃と振動による騒音が発生していたことでした。
- LS Manufacturing Solution:精密加工は5軸CNCフライス盤で行われました。ツールパスプランニングをカスタマイズすることで、歯車のインボリュートプロファイルを精密に制御し、精度をISO 5レベルまで向上させることができました。最適化された切削パラメータにより、歯面粗さRa ≤ 0.8μmが保証されます。全工程における3軸測定により、ねじれ角誤差が±2以内に制御されることが保証されました。
- 成果と価値: LS Manufacturing社が納入したヘリカルギアは、機械全体の騒音を67dBまで低減することに貢献しました。これは、顧客が当初要求していた値より3dB高い値です。2000時間の全負荷試験では、ギアの寿命が30%向上し、13,000時間となりました。この画期的な成果は、顧客が年間1000万ドル以上の主要受注を維持するのに役立っただけでなく、製品に市場における強力な競争優位性をもたらしました。
この事例は、LS Manufacturing社のヘリカルギアが、精密な製造プロセスと厳格な品質管理システムによって、騒音と寿命の問題を解決していることを示しています。お客様に提供される技術的なソリューションは、精度向上のための歯形最適化と総合的な品質管理の強化であり、標準レベルから卓越したレベルへと飛躍的な性能向上を実現します。
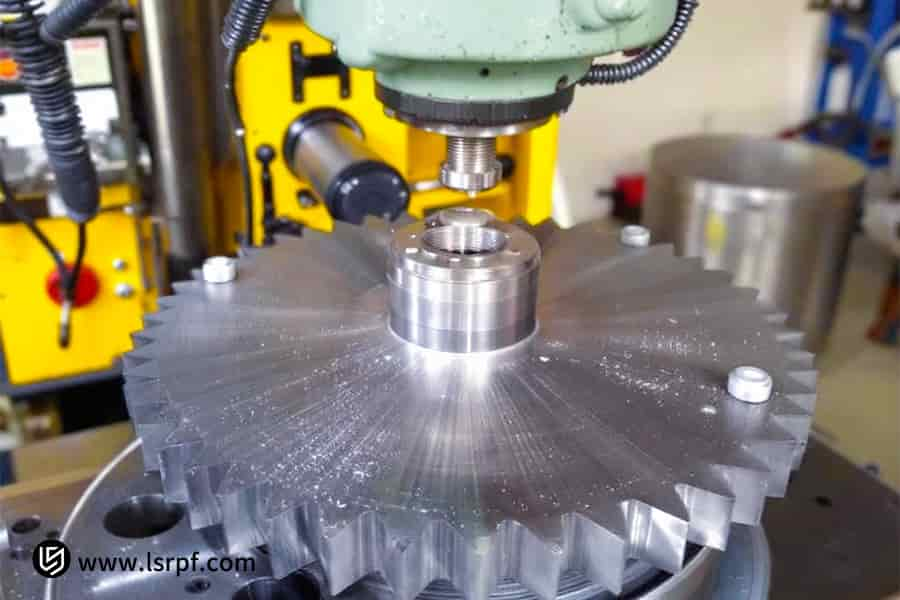
図4:LSマニュファクチャリングによる大型ヘリカルギアのCNC加工プロセス
最適な製造ソリューションの選び方:精度、バッチサイズ、コストのバランスを取る秘訣
コストパフォーマンス比を最適化するヘリカルギアの製造方法とは?そのためには、次の3つの中心的な側面を体系的に検討する必要があります。ヘリカルギア製造ソリューションの選択自体には、精度要件、生産バッチのサイズ、および総コストの間で最適なバランスを取ることが含まれます。
1. 精度等級によって工程ルートが決定されます。
もちろん、精度は最優先事項です。例えば、 ISO 5以上の超高精度歯車は、 5軸CNC加工機を使用して製造する必要があります。これは、コンピューター制御によって歯形とねじれ角の高精度が保証され、重要な用途においてその精度が重要となるためです。一方、 ISO 7~8の一般精密歯車については、高精度ホブ盤加工が、ほとんどの産業用途において品質と耐久性を損なうことなく、経済的なソリューションとなります。
2. バッチサイズは経済的な意思決定に影響を与える可能性があります。
単一部品および50個未満の小ロット生産においては、5軸CNC加工機は最大限の柔軟性を提供します。 専用工具が不要なため、試作品や特注品の製造に非常に経済的です。通常、 50個から500個の中規模バッチでは、2つの方法の最適なバランスが実現されます。主な形状加工には歯車のホブ盤加工を用い、仕上げ加工にはCNCフライス盤を使用します。500個を超える大規模バッチでは、専用の歯車ホブ盤工具と自動化ラインへの投資により、効率化と規模の経済性によって単位コストを大幅に削減できます。
3.総所有コストは重要な決定事項です。
製造ソリューションの選定にあたっては、単価だけを見るのは不十分です。LS Manufacturing社が提供する高精度ギアは、一般的なギアよりも1個あたり15~20%高価ですが、その価値は価格差をはるかに上回ります。伝動効率が3~5%向上し、機器の耐用年数が30%以上延長され、メンテナンスによるダウンタイムが50%削減されます。結果として、製品寿命全体を通して、総所有コストは25~40%削減されます。
当社のヘリカルギア製造ソリューション 当社の製品は、お客様の運用コストの大幅かつ長期的な削減を支援するために設計されています。これは、エネルギー損失を最小限に抑える卓越した精密制御、最大負荷条件下での性能最適化、そして交換頻度とそれに伴うダウンタイムを削減する大幅な耐用年数延長によって実現されます。当社製品をお選びいただくことで、優れたトランスミッション部品を選ぶだけでなく、パワートレインシステム全体にとってより経済的で信頼性の高いソリューションを包括的に選択することになります。
よくある質問
1. ヘリカルギアとスパーギアの主な違いは何ですか?
両者の違いは、歯形設計と噛み合い方法に大きく起因します。平歯車の場合、歯は軸と平行に配置されているため、瞬時に線接触が生じます。このため、伝達効率が悪く、騒音も大きくなります。一方、はすば歯車は、らせん角を介して噛み合い、重なりが大きい漸進的な噛み合いを実現します。これにより、スムーズな伝達、低騒音、高耐荷重性を実現しますが、軸方向の力も加わります。
2. ヘリカルギアの主な欠点は何ですか?また、それらをどのように克服しますか?
最大の欠点は、 らせん状の歯構造が伝達時に軸方向の推力を発生させることです。この推力は、スラストベアリングまたはアンギュラコンタクトベアリングを使用して相殺する必要があります。これにより、支持構造が複雑化し、結果として全体のコストが増加します。当社の解決策は、設計の初期段階で介入し、軸方向の力を正確に計算し、全体のソリューションの信頼性を確保するために、適合するベアリングシステムを推奨または設計することです。
3. ヘリックス角はギアの性能にどのように影響しますか?
らせん角が大きいほど、伝達はスムーズになり、騒音も低減されますが、軸方向の力も大きくなります。最適な角度は、速度や負荷などの具体的な用途に基づいて選択する必要があります。
4. どのようなサイズのヘリカルギアを加工できますか?どのような材料に対応していますか?
当社は、直径20mmから800mmまでのヘリカルギア製造において、高い加工能力を有しています。高強度合金鋼、ステンレス鋼、銅合金、高性能エンジニアリングプラスチックなど、幅広い材料を取り揃えており、重荷重から耐腐食性まで、多様な運転条件に対応可能です。また、材料選定に関するアドバイスも提供しています。
5. ヘリカルギアの設計から納品までにはどれくらいの時間がかかりますか?
標準的な精密歯車の加工には通常3~4週間かかります。しかし、高精度歯車、特殊熱処理歯車、複雑な構造の歯車の場合は、 5~6週間かかる場合があります。お急ぎの案件には特急加工サービスも提供しており、品質を重視しつつ、可能な限り短い納期で納品できるよう努めています。
6. ヘリカルギアの機械加工の品質をどのように保証しますか?
品質は、高度に統合された品質管理システムによって保証されています。原材料の受入検査や製造における主要工程のチェックから完成品に至るまで、歯車測定センターや三次元測定機を使用して寸法精度を完全に確保し、歯形検証を行うことで、図面仕様への完全な準拠を保証します。
7. 小ロット生産や試作品の提供は可能ですか?
もちろん、当社の柔軟性の高いCNCフライス加工および歯車ホブ加工プロセスは、少量生産、多品種生産、試作品製作といったご注文に特に適しています。このモデルは、お客様の研究開発や試作ニーズに迅速に対応し、金型費用を削減し、低コストで効率的な初期検証を実現します。
8. ヘリカルギアのプロジェクトを始めるにはどうすればよいですか?どのような情報を提供すればよいですか?
モジュール、歯数、ねじれ角、圧力角などの詳細なギアパラメータをご提供いただくか、CAD図面や2D図面を直接ご提供いただくことも可能です。オンラインで簡単に即時製造見積もりをご依頼いただけます。いただいた情報を受け取り次第、24時間以内にご返信し、技術的な詳細を確認した上で、暫定的なソリューションと見積もりをご提示いたします。
まとめ
ヘリカルギアは、その独特ならせん状の歯形状により、伝達のスムーズさ、耐荷重性、騒音制御において数多くの利点を有しており、現代の精密伝達システムを用いた用途に特に適しています。適切なギアの選択から、設計意図を正確に実現できる製造パートナーの選定まで、成功への道のりはまだ半分に過ぎません。LS Manufacturingは、5軸CNC技術、厳格な品質管理、そしてワンストップの「設計・製造・検査」サービスを備え、高性能かつ高信頼性の伝達ソリューションを提供します。
トランスミッションに問題がある場合や、製品性能の向上をお考えの場合は、今が行動を起こす絶好の機会です。LS Manufacturingのトランスミッション専門家による無料の技術相談と詳細なプロジェクト評価レポートをご利用ください。お気軽にお問い合わせください。静かで効率的、かつ信頼性の高いギアで、お客様の製品の競争力強化をお手伝いいたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturingは、情報の正確性、完全性、妥当性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、LS Manufacturingネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、またはプロセスを提供するものと推測すべきではありません。この情報については、購入者が単独で責任を負います。部品の見積もりについては、これらの部品の正確な要件を指定してください。詳細については、お問い合わせください。
LS製造チーム
LS Manufacturingは、カスタマイズされた製造ソリューションを専門とする業界トップクラスの企業です。20年以上にわたり5,000社以上のお客様にサービスを提供してきた実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップの製造サービスに注力しています。
当社工場は、100台を超える最新鋭の5軸加工センターを擁し、ISO 9001:2015認証を取得しています。世界150以上の国と地域のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大量カスタマイズまで、お客様のニーズに24時間以内にお応えします。LS Manufacturingをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことと同義です。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


