
自動車用ギアの製造は、 OEMメーカーやティア1サプライヤーにとって非常に困難です。例えば、試作ギアの寸法誤差は最大0.02mmにも達することがあり、量産時の騒音は許容範囲を超えるほど大きくなる可能性があります。さらに、熱処理によって0.05mmを超える歪みが生じることもあります。通常、これらの問題はプロジェクトの遅延を4~6週間招き、品質クレーム費用はプロジェクト総コストの15%を超えます。当社の包括的なソリューションは、こうした課題に対する解決策です。
当社は、従来の単一工程サプライヤーの限界を克服し、包括的な歯車製造ソリューションを提供します。設計、材料、プロセスエンジニアリングを組み合わせ、 20年にわたる専門知識と286件の実績データベースを基盤とすることで、試作品から量産までスムーズな最適化を実現します。このような統合プロセスにより、歯車の精度を0.005mmまで高め、騒音を3dB低減するだけでなく、部品あたりのコストを25%削減できます。

自動車用ギア製造:全文概要
| セクション | 核心的な内容を1文で表す |
| 現在の課題 | ギアメーカーは、試作品の精度不足、騒音問題、熱処理による歪み、プロジェクトの遅延、そして高品質コストの高さといった問題に苦慮している。 |
| 根本原因分析 | 主な問題点は、設計、材料、プロセスの最適化が統合されていない、断片化されたサプライチェーンである。 |
| 提案された解決策 | 当社は、 20年にわたる専門知識を活かし、設計から量産まで包括的なソリューションを提供します。 |
| 方法論とデータ | 当社の歯車加工方法は、 286件の成功事例から開発された独自のプロセスデータベースによって支えられています。 |
| 主要業績成果 | 当社のソリューションは、ギアの精度向上、騒音レベルの低減、そして各部品のコストの大幅な削減を実現します。 |
当社は、自動車用ギア製造業界における重要な統合ギャップを直接解決する企業です。当社のプロセスは、設計から生産まで、業界全体の経済構造を変革し、複数の単一プロセスベンダーを利用することで発生する遅延、品質低下、および追加コストを削減します。データ駆動型で信頼性の高い当社のシステムにより、 高精度ギアの製造、低騒音運転、および単位コストの削減が実現し、プロジェクトのスケジュール遵守と収益性の継続性を確保します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
数多くのガイドが存在しますが、当社のガイドは製造現場に基づいています。 20年以上にわたり、当社は自動車OEMの主要パートナーとして、複雑なギア設計を高性能かつ信頼性の高いものへと変革してきました。この経験から得た知識により、車両のダイナミクスを左右するのは保証請求の頻度ではなく、トランスミッションの精度であるという認識に至りました。
当社の手法は、米国生産在庫管理協会(APICS)の管理原則やアルミニウム協会(AAC)の材料科学に関する仕様など、厳格な基準を取り入れています。この規律ある手法により、熱処理による歪みを制御し、厳しい騒音目標を達成し、最初の試作品から量産における100万個目の製品まで、品質を保証することができます。
私たちは、この実践的な経験をお客様の競争優位性へと転換します。形状とプロセスの最適化に関する実績のある実用的な知識を共有することで、お客様がコストのかかるミスを回避できるよう支援します。私たちと協力することで、カスタムギアプログラムの性能、耐久性、スケジュールパラメータにおいて、信頼性の高い結果を保証します。
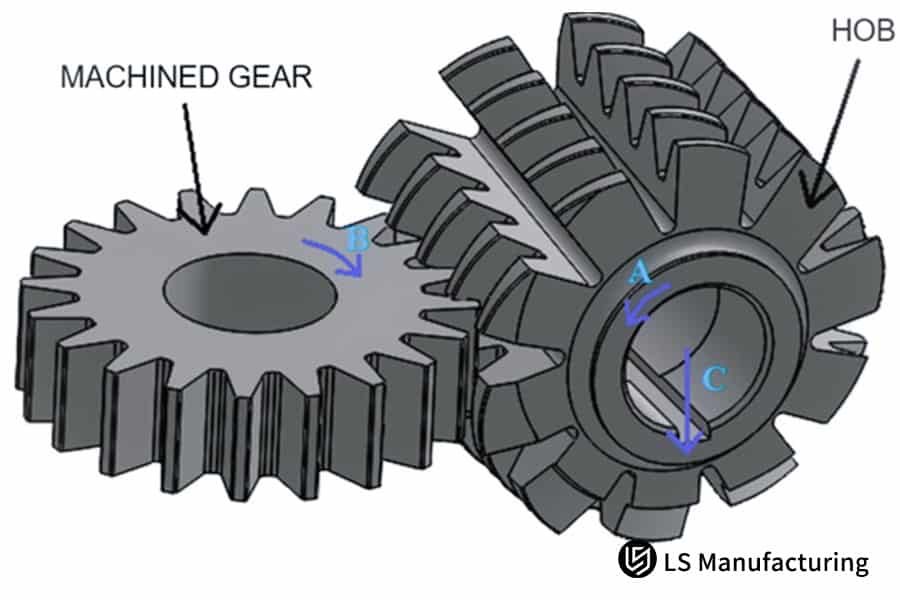
図1:LSマニュファクチャリング社製トランスミッションギアと切削工具の技術図面
自動車用ギアの設計段階において、どのような製造工程上の制約を考慮する必要があるか?
設計段階は、 ギアシステムのコストと性能の80%を決定するため、最も重要な段階です。本稿の目的は、自動車用ギア製造において問題となる可能性のある潜在的な問題を予測し回避するために、設計段階の早い段階で製造上の制約を組み込む当社のアプローチを説明することです。
仕様に基づいた戦略的プロセス選定
当社では、設計パラメータを、効率性が実証されている対応する製造工程にリンクさせています。モジュールサイズが1.5~2.5の大量生産用途では、ローリングとシェービングを採用することで、非常にコスト効率の良い方法でDIN 6等級の精度を実現しています。一方、より高い精度が求められる大型モジュール( >3 )では、形状研削加工を採用することでDIN 4等級の精度を達成していますが、同時にコストが40%上昇することも明確に示しています。
EVギアの性能重視型最適化
EV減速機のカスタムギア製造において、当社は精密なマイクロジオメトリを採用しています。意図的に5~8μmのクラウニングを施すことで、騒音を2~3dB低減します。接触面におけるパターンはシミュレーションによって徹底的に解析され、音響面での利点が負荷容量の10%以上の低下につながらないことを確認します。このように、NVH(騒音・振動・ハーシュネス)と耐久性のバランスを最初から最適化しています。
熱処理の影響を軽減するための積極的なDFM
当社の精密歯車製造アプローチは、予測的なDFM解析から始まります。熱変形をシミュレーションすることで、正確な加工前ストック許容値を設定し、加工工程を適切な順序で配置します。このような事前補正により、後々の研削作業における問題を未然に防ぎ、結果として、焼入れ後の歯車部品は、一切の妥協なく最終仕様をすべて満たすことができます。
このアプローチは、理論と実行を統合し、予測可能な結果をもたらします。設計段階から製造に関する知見を取り入れることで、明確な開発フレームワークを提供し、 ギア設計の性能向上、品質、コスト、量産における安定性の向上を実現します。

ギア試作品製造における量産化に向けて、検証速度と代表性のバランスをどのように取るべきか?
ギアのプロトタイプ製作には、スピードと量産品を忠実に再現する部品との間のジレンマという根本的な問題があります。当社独自の階層型アプローチでは、検証目標に応じて異なるプロトタイプ技術を割り当てることでこの問題を解決し、迅速な納期と信頼性の高いデータを保証します。 その手順は以下のとおりです。
迅速な機能および適合性検証
- 方法: 3Dプリントされたポリマーギア。
- 実行方法:金型コアの歯車加工と高速焼結を行い、ナイロン製歯車を2日間で製造することで、70%のコスト削減を実現しています。
- 問題解決:これにより、設計者は組み立ての適合性、クリアランス、基本的な運動学をほぼ同時に物理的に確認できるようになり、金属部品を1つも切断する前に、迅速な概念変更が可能になります。
加速耐久性・負荷試験
- 方法:軟質鋼製ギア、工具加工済み鋼製ギア。
- 実行方法: 45#鋼のブランクを切断し、 プロトタイプのギアの機械加工と焼入れプロセスをより効率的にして、 5日間で硬化、シェービングされたギアを提供します。
- 問題解決:トルク、摩耗、寿命試験に使用される部品と冶金学的に同じ部品が得られるため、完全な浸炭処理にかかる時間とコストを削減し、重要な耐久性データよりも低いレベルにまで縮小できます。
量産車と同等のNVH(騒音・振動・ハーシュネス)および性能検証
- 方法:最終生産材料と熱処理を用いて試作品を製作する。
- 実行方法:ここでは、自動車用ギアの製造仕様全体に従って作業を進めます。20CrMnTi材料、浸炭、精密研削、12 日での納品。
- 問題解決:試作品と同様の微細構造と表面完全性を量産部品と再現し、騒音、振動、ハーシュネス(NVH)および効率に関する明確なデータを提供することで、性能に関する推測を排除します。
この体系的なギア試作サービスアプローチにより、試作費用をあらゆる段階で非常に価値の高い意思決定データへと変換できます。各検証目標に対する最適な方法を見出すことで、お客様は開発サイクルを60%以上短縮し、自信を持って最終的なギア製造見積もりを提示できるようになります。
量産において、歯車の精度の一貫性はどのように確保されているのでしょうか?
精密歯車製造において、大量生産におけるマイクロメートルレベルの精度を維持することは、主要な課題の一つです。本ホワイトペーパーでは、高品質な歯車の製造と製品の一貫性を確保するために当社が実施している、体系的でデータに基づいた制御戦略についてご紹介します。これにより、お客様の大量生産におけるばらつきという大きなリスクを直接的に解消します。
| 制御次元 | 方法と頻度 | 対象仕様 | 目的 |
| 工程能力(SPC) | 主要なギア特性のリアルタイムSPCモニタリング。 | 重要な公差(例:ピッチ0.015mm )の場合、CpK値は1.67です。 | プロセスのドリフトを早期に検知し、安定した状態を維持するための補正を行う。 |
| 計量学的検証 | 各バッチの最初と最後の部品を100%検査。200個ごとにクリンゲルンベルク測定センターで全数監査を実施。 | プロファイル誤差0.008mm 、リード誤差は仕様内。 | 専門家による最終製品の品質認証のために、絶対的で追跡可能なデータを提供する。 |
| 工具寿命管理 | 個数カウントと状態監視に基づく予測ツール、変更システム。 | 重要な工程においては、 500個の部品を生産するごとに工具交換が義務付けられる。 | 工具摩耗による品質低下を排除することは、一貫したギア生産サービスの鍵となります。 |
| システム統合 | 計測結果から機械補正への閉ループフィードバック。 | 量産において、初回合格率99.7%を達成する。 | 長期にわたって精度を維持できる、自己修正機能を備えた歯車製造システムを構築する。 |
このフレームワークは、質の高い理論的アイデアを厳密に管理された生産環境へと変換します。統計的プロセス管理と厳格な計測、そして予測的なツール管理を組み合わせることで、主要なOEMメーカーが精密歯車製造業界に求める精度を実現します。ここで採用されている手法は、 自動車用歯車サプライヤーのリスクを低減し、高額なサプライヤーの逃避を不可能にすることで、競争力が高く高付加価値な用途において不可欠な、歯車システムの卓越性を証明する検証可能な記録を生み出します。

図2:LSマニュファクチャリング社製車両用ギア機構の詳細な断面図
複雑な歯車アセンブリの組み立てにおいて、重要な寸法連鎖をどのように制御するか?
ギアシステムの性能は、すべての部品がどれだけ適切に制御され、相互作用するように設計されているかに完全に依存します。この文書では、 自動車用ギア組立において、複雑な組立寸法チェーンを管理し、最適な負荷配分、騒音性能、および初回合格率を確保するための体系的な方法論について詳しく説明します。
積極的な次元積み上げ分析
プロジェクトを開始する前に、当社は包括的なデジタルスタックアップ解析を実施します。このシミュレーションでは、ギアシャフトからハウジングボアに至るまで、各部品の寸法公差を規定し、分配します。遊星歯車の軸方向クリアランスなどのギアインターフェースのプロアクティブなモデリングでは、 0.1~0.15mmの範囲で制御された変動のみを許容し、これは事前に設計された負荷分担条件です。
アセンブリ適合性に関するコンポーネントレベルの検証
最高品質の部品を確保するため、当社では部品レベルの徹底した検証を実施しています。ハウジングボアの重要な位置の測定にはCMMを使用し、 0.02mmの真位置公差を厳守しています。また、すべてのギア部品は仕様図面と照合して検査されます。このように高いレベルの受入検査を行うことで、最終組立工程では既知の高品質部品のみを使用し、主要な変動要因を排除しています。
最適なシステム性能を実現するための選択的アセンブリ
ギア製造における戦略的なパートナーとして、当社は選択的な組立手順を実行します。部品は、実際の寸法に基づいて正確に分類されます。その後、各部品(例えば、個々の遊星歯車とキャリア)を、所望の予圧または噛み合い位置が得られるように組み合わせます。これにより、許容範囲内の部品レベルのばらつきが補正され、システム全体の性能向上、例えば3dBの騒音低減が実現します。
この方法を用いることで、組み立て工程はもはや変動的なプロセスではなく、予測可能で設計に基づいた結果となります。仮想解析、計測、グレード検証、インテリジェントマッチングを活用することで、あらゆる自動車部品製造プロジェクトにおいて、計画されたシステム性能、信頼性、そして組み立て効率を達成することが可能となり、初回合格率を98%以上にまで直接的に向上させることができます。
熱処理中の高負荷ギアの熱変形を予測し、制御するにはどうすればよいか?
熱処理による歪みは、精密歯車製造における最終的な品質と性能を左右する主要な要因です。これを制御しないと、研削焼け、騒音、早期破損につながります。本稿では、データ駆動型の手法を用いて歪みを予測、補正、最小化し、自動車用歯車製造における寸法安定性と耐久性の向上を実現する方法について概説します。
| 制御次元 | 方法および仕様 | 目標/成果 | 目的 |
| 予測シミュレーション | 有限要素解析(FEA)を用いて、熱応力および相変態応力をシミュレーションした。 | 予測ツールは、 20CrMnTi の場合、焼入れ後のプロファイル歪みが 0.02~0.03mm であると示唆した。 | 歯車ブランクの加工前補正を正確に決定することで、材料の過剰または不足を防ぐことができます。 |
| プロセス安定性 | 炭素ポテンシャルは、制御雰囲気炉を使用することで0.05%以内に維持される。 | 表面硬度は、 HRC 1.5のばらつき帯で一貫して達成されます。 | 冶金学的不整合がないということは、歪みや応力のばらつきがなくなることを意味する。 |
| 検証済みの報酬 | FEA解析結果に基づいて計算された予備研削用ストック許容値を使用する。 | 洗浄と研磨後、最終的な歯車の形状は仕様どおりになります。 | これにより、歪みを予測不可能なものから、計画的で制御された製造工程へと変換することが可能になる。 |
| パフォーマンス結果 | 熱サイクルおよび冷却パラメータは、試験を通じて最適化および検証された。 | 最も重要なギア部品の曲げ疲労寿命は、 100万サイクル以上で十分です。 | 信頼性が高く、高性能なギア製造サービスという成果が、データによって実証され、達成される。 |
この体系的な手法により、主要な品質変数を制御可能なプロセスパラメータへと変換することが可能になります。シミュレーション、予測、そして厳格なプロセス制御を組み合わせることで、高負荷ギアシステムにおいて高い品質レベルを確保しています。これにより、ギアの形状、材質、性能が設計仕様を満たすだけでなく、最も過酷な車両駆動系用途においても安心して使用できるという確信をユーザーに提供します。
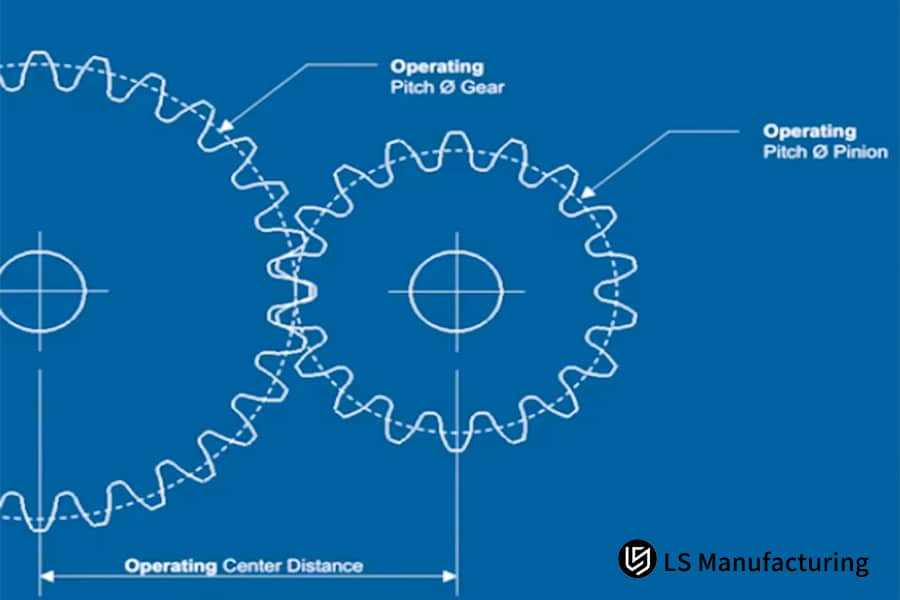
図3:LSマニュファクチャリング社による歯車のピッチ径とその中心距離を示す図
LSマニュファクチャリング新エネルギー車産業:高速減速機カスタマイズプロジェクト
20,000rpmの電動モーター駆動装置向けに、信頼性が高く、低騒音でエネルギー効率の良いギアボックスを開発するには、精密ギア製造において数多くの課題が伴います。ここでは、電気自動車メーカーが当社と協力して、高速減速機システムの騒音、効率、耐久性といった問題に対するギア製造ソリューションを見出した事例をご紹介します。
クライアントの課題
顧客が開発した20CrMnTi浸炭処理ギアを使用した試作減速機は、現時点では目標値を達成できていませんでした。騒音レベルは78dB (許容値超過)、伝達効率はわずか92% 、試作段階でのピッチング発生率は5%と、プロジェクトのスケジュールに深刻な影響を与えかねない状況でした。これらの問題は、車両全体の性能、開発スケジュール、そしてブランドの評判に重大な影響を及ぼす可能性がありました。そのため、顧客は熟練した自動車用ギアサプライヤーからの迅速な技術回答を必要としていました。
LSマニュファクチャリングソリューション
長年の歯車製造パートナーとして、私たちは共に包括的なソリューションを開発しました。DIN 5規格の歯車品質を実現するために精密研削を行い、圧縮残留応力を除去するためにショットピーニング処理を施し、浸炭層の厚さを0.8~1.2mm 、表面硬度をHRC 58~62に最適化しました。高速かつ高負荷時でも歯車が静かに回転するように、細心の注意を払って微細な形状変更を行い、最高のパフォーマンスを発揮するソリューションを実現しました。
結果と価値
新設計のギアシステムは、騒音レベルを72dBまで大幅に低減し、効率は96%に達しました。量産されたギアは12ヶ月間故障がなく、ピッチングの問題を完全に解決しました。この信頼性の高い量産体制により、顧客は当初の計画より2ヶ月早く製品を市場に投入することができ、同時に減速機の単価を20%削減することができました。これは、非常に価値の高いパートナーシップの証です。
この事例は、自動車用ギア製造における当社の高度な技術力を如実に示しています。当社は、自動車用ギアソリューションを通じて、エンジンのボトルネックを競争優位性へと転換することに成功しました。単なる部品提供にとどまらず、より要求の厳しい次世代電動パワートレイン向けに、設計・性能保証付きのソリューションを提供しています。

用途シナリオに基づいて最適な歯車材料と製造プロセスの組み合わせを選択するにはどうすればよいでしょうか?
最適な歯車材料と製造プロセスを選択することは、歯車の性能、寿命、および総コストを決定づける重要な要素です。特定の運用上の要求を満たすためには、科学的かつ用途に基づいた組み合わせが不可欠です。この文書では、カスタム歯車製造におけるこれらの基礎的な決定を行うための体系的な方法論について概説します。
用途負荷に基づく材料選定
- 高強度要件: EV減速機の高負荷ギアには、 20CrMnTiHなどの浸炭鋼を推奨します。この鋼材は1500MPaの曲げ強度を保証します。
- 特別な環境要件:湿潤環境下で高負荷部品の耐久性を維持するために、耐摩耗性に優れた銅合金が使用されます。ここでは、 PV値が2.5 MPam/s以上のCuP14青銅が選択されています。
性能と歩留まりのためのプロセス最適化
- 材料効率の最大化:強度を損なうことなくギアの軽量化を図るため、ギアブランクにニアネットシェイプ鍛造を採用しました。このプロセスにより、材料利用率を45%から85%以上に向上させることに成功しました。
- 最終的な精度を実現する:鍛造された予備形状は、精密な歯車加工によって、騒音と効率に関する最終的な歯車システムの仕様に加工されます。
総合的なコストパフォーマンス検証
- 総コストモデリング:ライフサイクルコストを詳細に分析し、工具への投資を、時間の経過とともに潜在的な材料費と加工費の削減分で平準化します。
- 生産検証:パイロットランを通じて安定性と品質を確保することが、リスクを負う量産ギア生産サービスです。
徹底的に調査された体系的なアプローチにより、あらゆるソリューションを技術的にも経済的にも最適化します。実際、複雑な要件を信頼性の高い生産設計図に落とし込むことで、目標とする性能とコストで動作するギアを提供するだけでなく、自動車部品製造における信頼できるパートナーとしての地位を確立しています。
LS Manufacturingをギア製造パートナーとして選ぶべき理由とは?
ギア製造パートナーを選ぶ際には、単に設備リストを見るだけでは不十分です。複雑な課題に対応し、初回から確実に成功させる実績のある能力が重要です。サプライヤーが設計アイデアを体系的に、かつ信頼性の高い低コスト生産へと転換できるかどうかが、選択の決め手となります。当社の強みは、リスクを軽減し、市場投入までの時間を短縮する、綿密に計画されたアプローチにあります。
実証済みのプロセスは経験的データに基づいています
試行錯誤を繰り返すのではなく、当社ではこれまでに完了した286件のプロジェクトに関する独自のデータベースを活用しています。これにより、例えばモジュールが0.5から10までのギアの過去のプロジェクト結果に基づき、熱処理による歪みやノイズといった問題を予測的に解決することが可能となり、プロジェクト開始当初からリスクレベルを根本的に低減できます。当社のノウハウにより、より正確な初回ギア製造見積もりをご提供できます。
一貫性を保証する統合インフラストラクチャ
当社の専門知識は、グリーソン社のマシニングセンターやイプセン社の熱処理ラインといったハードウェアと、その基盤となるクローズドループプロセス制御との統合に基づいています。このような垂直統合により、歯車の歯面研削から表面硬化に至るまで、あらゆる重要な変数を完全に制御することが可能となり、設計段階で要求される歯車システムの性能を、量産されるすべての部品を通して確実に実現します。
お客様の成果に焦点を当てたパートナーシップモデル
自動車用ギアサプライヤーとしての当社の役割は、積極的な協業によって定義されます。 ギア製造業務に科学的なDFM解析とステージゲート方式のプロジェクト管理を統合することで、生産を継続するだけでなく、お客様の商業的成功を確実に実現してきました。当社の体系的なアプローチにより、お客様は開発サイクルを40% 、総コストを25%削減することができ、製造を変動要因ではなく戦略的な優位性へと転換することができました。
LS Manufacturingとの協業をお選びいただければ、最も予測可能で最適化された結果をもたらす方法を熟知したチームとパートナーシップを築くことができます。当社は、高度な技術力とプロセス重視のパートナーシップモデルを完璧に融合させた企業です。そのため、お客様の精密ギアプロジェクトは、性能、納期、予算のいずれにおいても、間違いなく成功を収めるでしょう。

図4:LSマニュファクチャリング社による、クーラントとクランプを用いた自動車用ギアのCNC切削加工プロセス
よくある質問
1. 自動車用ギアの最小注文数量はいくつですか?最小注文数量の規定はありますか?
LS Manufacturingは、試作品1個から量産10万個まで、あらゆる規模の生産に対応しています。厳密な最低発注数量(MOQ)は設けていませんが、500個以上の注文には段階的な価格割引が適用されます。
2. ギアの設計から試作品の納品まで、どれくらいの時間がかかりますか?
シンプルな歯車であれば7日間、複雑な歯車アセンブリであれば15日間で製作可能です。LS Manufacturingは、プロジェクトが滞りなく進むよう、迅速なプロセスを採用しています。
3. 達成可能な最高レベルの歯車精度はどれくらいですか?
歯車研削技術を用いることで、 DIN 3等級までの様々な精度を実現できます。LS Manufacturingの生産ラインでは、常に歯形誤差を0.005mm以内に抑えています。
4.ギアの量産における一貫性をどのように保証していますか?
LSマニュファクチャリングの製造プロセスは、定期的な機器校正と包括的な検査システムを通じてSPC管理に準拠しており、これにより99.5%を超える量産合格率を保証しています。
5. 新エネルギー車用ギアにはどのような特別な要件がありますか?
要するに、高速回転( 20000rpm )、低騒音( 75dB )、高効率( 95% )を実現しています。LS Manufacturingは、これらの課題に対する包括的なソリューションを提供しています。
6. ギア製造の正確な見積もりを取得するにはどうすればよいですか?
ギアの仕様(モジュール、歯数、材質など)または3D図面をご提供いただければ、LS Manufacturingより4時間以内に詳細な見積もりをお送りいたします。
7. 歯車の熱処理後の変形をどのように補正しますか?
LS Manufacturingは、データベースによる変形予測と事前に加工代を設定することで、熱処理による変形をわずか0.02mmに効果的に制御できます。
8. ギアの組み立ておよびテストサービスを提供していますか?
部品からアセンブリまで、動的バランス調整や騒音試験を含む包括的なサービスをご提供いたします。LS Manufacturingは、納品後すぐに使用できるアセンブリを保証いたします。
まとめ
自動車用ギアの製造は、設計、材料選定、プロセス、試験など、エンジニアリングの様々な側面を融合させた非常に緻密なプロセスです。高度な技術知識だけでなく、豊富なプロジェクト経験も求められる、要求水準の高いプロセスです。LS Manufacturingは、万全の技術システムと品質管理体制を整えることで、試作品から量産まで、精度、信頼性、コストの最適なバランスを実現したギアソリューションをお客様に提供することができます。
ギアの設計、製造、品質に関してプロジェクトで何らかの問題が発生した場合は、 LS Manufacturingのギア専門チームにすぐにご連絡ください。ギアの図面やパラメータをお送りいただければ、無料のDFM解析と正確な見積もりをご提供いたします。お客様のご要望を今すぐお送りいただき、最適なギアソリューションをご体験ください!
当社の専門チームが、お客様のプロジェクトの成功を確実にするため、24時間以内に詳細なギア技術ソリューションをご提供いたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


