
Mit dem Eindringen von 3D-Drucktechnologie Im High-End-Bereich ist die Auswahl der 3D-Druckerfilamente zu einem der Schlüsselfaktoren für die Qualität und Effizienz des Druckens geworden. Das Streben nach stärkste 3D-gedruckte Filamente ist für viele professionelle Filamente aller Art zum Ziel geworden.
Diese Filamente haben eine hervorragende mechanische Festigkeit um komplexe und sich ändernde Druckanforderungen zu erfüllen und den Benutzern eine breite Palette von Optionen zu bieten. In diesem Papier, die Arten von 3D-gedruckten Filamenten wird ausführlich besprochen und die Vor- und Nachteile der einzelnen Filamenttypen werden analysiert, um den Lesern zu helfen, die geeigneten Filamente besser zu verstehen und auszuwählen, um den besten Druckeffekt zu erzielen.
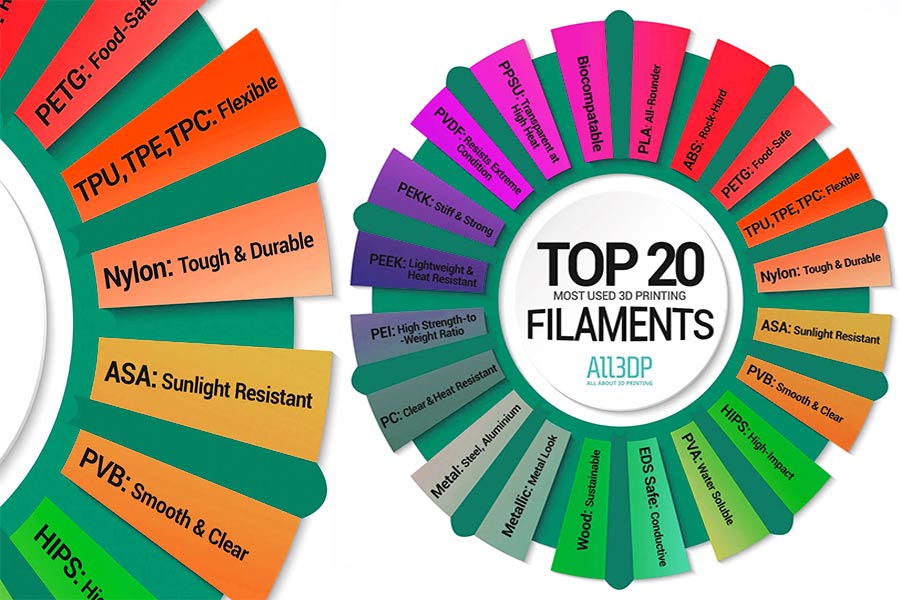
Welche Filamenttypen werden am häufigsten für 3D-Drucker verwendet?
1. Thermoplastizität ( FDM-Technologie )
- PLA (Polymilchsäure) : Ein umweltfreundliches, biologisch abbaubares Material, das leicht zu bedrucken ist, ungiftig und geruchlos, mit einem niedrigen Schmelzpunkt (~180 °C) und einer glatten Oberfläche.
Vorteile: bequeme Verarbeitung, niedrige Kosten, Umweltschutz.
Schwächen: hohe Sprödigkeit, hohe Hitzebeständigkeit (leichte Verformung über 60 Grad Celsius).
- ABS ( Acrylnitril-Butadien-Styrol) : Hohe Festigkeit (Zugfestigkeit ~ 50 MPa), gute Abriebfestigkeit, hohe Temperaturbeständigkeit. Geeignet für Druckprodukte mit hoher Festigkeit und Haltbarkeit.
Stärken: Gute Zähigkeit, glatte Oberfläche.
Schwächen: Hoher Schmelzpunkt (~250 °C), Gefahr der Freisetzung giftiger Gase beim Drucken.
- PETG (Polyethylenterephthalat 1,4-Cyclohexandiol) : Es zeichnet sich durch hohe Festigkeit, Flexibilität, Transparenz, hohe Temperaturbeständigkeit (~ 90 ℃), gute Druckstabilität und Verzugsfestigkeit aus.
Stärken: Geeignet für Präzisionsteile und flexible Modelle.
Schwächen: Kleiner Drucktemperaturbereich (~220-260 °C).
- Kohlefaserverstärktes PLA/Nylon: Ultrahohe Festigkeit (Zugfestigkeit ~420 MPa), geringes Gewicht, Temperaturbeständigkeit (~280 °C).
Stärken: Stärke in Industriequalität , geeignet für extreme Umgebungen.
Schwächen: Teuer und erfordert einen speziellen Drucker.
2. Lichtempfindliches Harz ( SLA-Technologie )
- Standardmäßiges lichtempfindliches Harz: Aushärtung durch UV- oder Laserstrahlbestrahlung, hohe Präzision (Details im Mikrometerbereich), schnelle Aushärtungsgeschwindigkeit (zweite Ebene).
Stärken: Glatte Oberfläche für komplexe geometrische Modelle.
Schwächen: hohe Sprödigkeit, späte Reinigung erforderlich, nicht hitzebeständig.
- Hochfestes Epoxidharz: Stützstrukturen werden beim 3D-Druck üblicherweise mit einer Biegefestigkeit von ~100 MPa und einer Beständigkeit gegen hohe Temperaturen (~80–120 °C) bereitgestellt.
Stärken: Robust, geeignet für Funktionsbauteile.
Schwächen: Hohe Schrumpfrate und stechender Geruch.
3. Duroplastische Materialien ( SLS-Technologie )
- Nylon (PA12/PA66): Hohe Festigkeit (Zugfestigkeit ~ 150 MPa), Verschleißfestigkeit, gute chemische Stabilität.
Stärken: Keine Stützstruktur, geeignet für den Langzeiteinsatz der Komponenten.
Schwächen: Hohe Feuchtigkeitsaufnahme, leichte Alterung.
- TPU (Thermoplastisches Polyurethan): Ultraflexibel (Zugverformung > 300 %), niedrige Temperatur (-40 °C), verschleißfest, Ölbeständigkeit, Lösungsmittelbeständigkeit.
Stärken: Gute Weichheit, gute Stoßdämpfungsleistung.
Schwächen: Geringe Druckgenauigkeit, leichtes Verziehen der Kanten.
Welcher Filamenttyp weist die beste Festigkeit auf?
Wenn die Zugfestigkeit von 120-140 MPa ein eindeutiger Indikator ist (60 % höher als bei herkömmlichem Nylon), kohlefaserverstärktes Nylon (z. B. PA66/PA12-Substrat) ist die beste Option für Kunststofffäden . Dieses Material erreicht ein Gleichgewicht aus Festigkeit und Zähigkeit durch synergistische Effekte von Kohlefaser (normalerweise 15–30 % Gewicht) und Nylon, was sich zeigt in:
Zugfestigkeitsvorteil
1. Festigkeitsbereich: 120–140 MPa (ca. 80–120 MPa für herkömmliches reines Nylon), erfüllt die Anforderungen von Szenarien mit hoher Intensität.
2. Mechanismen zur Kraftsteigerung:
- Optimierung der Faserorientierung: Kohlenstofffasern werden entlang der Druckrichtung angeordnet, um einen kontinuierlichen Spannungsübertragungspfad zu bilden.
- Grenzflächenverbesserung: Verbessern Sie die Haftung der Faser an der Matrix und verringern Sie das Gleiten der Grenzfläche durch chemische Modifikation, z. B. durch Silan-Haftvermittler.
Haupteinschränkungen: Anforderungen an das Düsenmaterial
1. Notwendigkeit des Abschreckens von Stahldüsen: Kohlefaser hat eine extrem hohe Härte (Mohs-Härte ~ 6–7) und verschleißt Messingdüsen beim Drucken schnell (Härte ~ 2–3), was dazu führt, dass sich die Poren vergrößern oder verstopfen, normalerweise innerhalb von 20 Stunden.
2. Lösung: A Düsen aus gehärtetem Stahl (z. B. H13 oder SKD61) mit einer Oberflächenhärte von HRC58-62 verwendet werden.
Welcher Filamenttyp hält der hohen Temperatur eines Automotors stand?
Bei extremer Hitze, wie z Automotoren (bei denen typischerweise Betriebstemperaturen von 200 bis 300 Grad Celsius herrschen) müssen 3D-gedruckte Filamente, die hohen Temperaturen standhalten, Anforderungen sowohl an die Temperaturbeständigkeit als auch an die mechanische Stabilität und die chemische Beständigkeit erfüllen. Die Auswahl und technische Analyse der geeigneten Materialien sieht wie folgt aus:
- Temperaturbeständigkeit: 343 °C, thermische Verformung 315 °C, Langzeiteinsatz bis 250-300 °C.
- Super chemische Beständigkeit (gegen Kraftstoff- und Kühlmittelkorrosionsbeständigkeit), geeignet für die Herstellung von Ölkreislaufdichtungen und Hochtemperaturrohrleitungen.
- Hohe mechanische Festigkeit (Zugfestigkeit ~ 140 MPa), Selbstschmierung, reduziert Reibungsverluste.
2. Carbonfaserverstärktes Nylon/Polymilchsäure
- Temperaturbeständigkeit: modifiziert mit einer Benzolringstruktur, die maximale Temperaturbeständigkeit beträgt 280 °C (ca. 160 °C für herkömmliche Kohlefasermaterialien). Die Plasmatransplantation verdreifachte die antioxidative Lebensdauer des Materials bei 280 °C.
- Zugfestigkeit 420 MPa, leicht (Dichte 1,4 g/cm3), geeignet für Leichtbauteile für Motoren wie z.B. Kolbenglieder. Es kostet weniger und ist prozessverträglicher als Metalle.
Wie verhindert man, dass Nylonfilament Feuchtigkeit aufnimmt?
Versiegelte Lagerung: wissenschaftlicher Schutz durch Vakuumbeutel und Trockner
1. Vorbereitungsarbeiten
- Schneiden und waschen: Schneiden Nylonfilament in kurze Segmente schneiden (um ein Verheddern zu vermeiden) und in einen sauberen, staubfreien Vakuumbeutel legen.
- Auswahl des Trockenmittels:
Langzeitlagerung: Verwenden Sie ein 3A-Molekularsieb-Trockenmittel (bis zu 25 % Ihres Gewichts an Feuchtigkeitsaufnahmekapazität und bis zu 6 Monate Nutzungsdauer).
Kurzfristiger Notfall: Austausch von Trockenbeuteln aus lebensmittelechtem Silikon (muss monatlich ausgetauscht werden).
2. Vakuumverpackung
- Vakuumpumptechnik: Verwenden Sie eine Vakuumpumpe, um die Luft vollständig aus dem Beutel zu ziehen und stellen Sie sicher, dass der Feuchtigkeitsgehalt unter 15 % relativer Luftfeuchtigkeit liegt (Haushaltsvakuumpumpen können auch den Grundbedarf decken).
- Doppelter Schutz: Wenn die Bedingungen es zulassen, wickeln Sie eine Aluminiumfolie um den Vakuumbeutel, um das Eindringen von Feuchtigkeit von außen zu verhindern.
3. Anforderungen an die Speicherumgebung
- Temperatur- und Feuchtigkeitskontrolle: An einem kühlen, schattigen Ort lagern (ideale Temperatur 15–25 °C, Luftfeuchtigkeit <40 % relative Luftfeuchtigkeit), entfernt von Bereichen mit hoher Luftfeuchtigkeit wie Badezimmern und Küchen.
- Ausrüstungsunterstützung: In industriellen Umgebungen wird die Verwendung eines Luftentfeuchters (Feuchtigkeitskontrollgenauigkeit ± 5 %) empfohlen , und die Entfeuchtungsfunktion der Klimaanlage kann im Haushalt genutzt werden.
-
Unterschiede zwischen verschiedenen Arten von Nylon-Lagerung:
Nylontyp Feuchtigkeitsaufnahmerate (50 % RH) Empfindlichkeit Empfohlener Versiegelungszyklus PA6 (Nylon 6) 12-15 % groß ≤ 3 Monate PA66 (Nylon 66) 8-10 % Center ≤ 6 Monate PA12 (Nylon 12) 10-12 % Untere ≤ 12 Monate
Notfall-Dörrplan: Betreiben Sie den 80°C-Ofen präzise
1. Szenario
Nylonfilamente sind Feuchtigkeit ausgesetzt und müssen schnell wieder in ihre Eigenschaften zurückversetzt werden.
2. Betriebsschritte
- Vorbehandlung: Die nassen Strähnen gleichmäßig auf einem Backblech verteilen (Ablagerungen vermeiden und für Belüftung sorgen).
- Temperaturregelung:
Spezieller Backofen: Heizen Sie den Backofen auf 80 °C/Gas 6 vor und stellen Sie ihn vor dem Vorheizen auf ein Backblech.
PA6-Einschränkung: Kein Backen bei hohen Temperaturen! Wechseln Sie zu einem Niedertemperatur-Lufttrockner bei 40–60 °C (kontinuierliches Rühren oder Umdrehen der Filamente ist erforderlich).
Abkühltest: Nach dem Trocknen auf Raumtemperatur bringen (um Spannungsrisse durch plötzliches Abkühlen zu vermeiden). Überprüfen Sie, ob die Oberfläche trocken und gleichmäßig ist .
3. Technische Grundlagen
- Hohe Temperaturbeständigkeit: Molekülketten enthalten Chloratome, die bei hohen Temperaturen chemisch stabil sind und nicht anfällig für Oxidation oder Vergilbung sind.
- Zerbrechlichkeit von PA6: Ein Mangel an Chlor und hohe Temperaturen können zu Kettenbrüchen und Oxidationsreaktionen führen, was zu Vergilbung und verminderter Festigkeit führt.
4. Vorbeugende Maßnahmen
- Backdauer: Zu lange Backzeit kann dazu führen, dass Nylon spröde wird. Es wird empfohlen, alle 2 Stunden Proben zu testen.
- Alternative Lösung: Wenn kein Ofen vorhanden ist, verwenden Sie einen industriellen Luftentfeuchter (Luftfeuchtigkeit <30 % relative Luftfeuchtigkeit), um ihn 12 bis 24 Stunden lang zyklisch und trocknen zu lassen.

Was ist das beste PETG für den Außenbereich?
1. Die das beste PETG-Filament in extremen Außenumgebungen mit hohen Temperaturen, UV-Strahlen, Feuchtigkeit oder Staub sollte folgende Eigenschaften aufweisen:
- Anti-UV-Alterung: Fügen Sie UV-Absorber (z. B. Ruß oder HALS-Stabilisatoren) hinzu, um Vergilbung und Sprödigkeit aufgrund längerer Einwirkung zu verhindern.
- Große Temperaturtoleranz: ≥ 260 °C Schmelzpunkt, kurzfristig bis 280 °C, Flexibilität bei niedrigen Temperaturen (-30 °C).
- Chemische Korrosionsbeständigkeit: Regen, Salznebel, schwache Säure und Alkalität (pH 2-12).
- Festigkeit und Zähigkeit: Zugfestigkeit ≥ 60 MPa, Schlagfestigkeit ≥ 5 kJ/m (besser als gewöhnliches PETG).
2. Wichtiger Leistungsvergleich (normales vs. Outdoor-PETG)
| Merkmal | Gewöhnliches PETG | PETG in Outdoor-Qualität |
| UV-Beständigkeit | Vergilbungszyklus <6 Monate | >2 Jahre |
| Temperaturbeständigkeitsbereich | Schmelzpunkt 260 °C | Schmelzpunkt 260 °C + Temperaturschwankungsbeständigkeit |
| Schlagfestigkeit | Kerbschlagzähigkeit nach Izod 5kJ/m² | ≥8kJ/m² |
| Feuchtigkeitsaufnahmerate | ≤1,5 % (23 °C/50 % relative Luftfeuchtigkeit) | ≤ 0,8 % (unter gleichen Bedingungen) |
3. Hinweise zur Nutzung
- Optimierung der Druckparameter:
Extrusionstemperatur: 240–260 °C wird empfohlen (um eine Verschlechterung durch Überhitzung zu vermeiden).
Zwischenschichthaftung: Eine erhöhte Druckgeschwindigkeit (≤ 40 mm/s) ist geeignet, um die Zwischenschichthaftung zu verbessern.
- Nachbearbeitung:
Oberflächenbeschichtung: kann mit Polyurethan- oder Acrylbeschichtungen besprüht werden, um die Wetterbeständigkeit weiter zu verbessern.
Regelmäßige Inspektion: Bei längerer Verwendung im Freien sollte die Materialleistung alle 6 Monate überprüft werden.

Was sind die Hauptfaktoren, die die Ermüdungslebensdauer von Bauteilen bestimmen, die aus der Strongest 3D-Druckerfolie hergestellt werden?
Im Folgenden sind die Hauptdeterminanten der Ermüdungslebensdauer der Komponenten des stärksten 3D-Druckerfilaments (z. B. kohlenstofffaserverstärktes Nylon/Polyethylenmilchsäure) in Kombination mit Materialeigenschaften und Prozessoptimierung aufgeführt:
Intrinsische Eigenschaften von Materialien
1. Faserorientierung: Die Verteilung der Kohlenstofffasern entlang der Druckrichtung (z. B. Z-Achsenrichtung) kann Erhöhen Sie die Effizienz der Spannungsübertragung erheblich und reduzieren die Entstehung von Ermüdungsrissen.
2. Zusatzstoffe und Modifikatoren: Antioxidantien werden verwendet, um den durch Hochtemperaturoxidation verursachten Abbau von Substanzen zu verlangsamen und die Ermüdungslebensdauer zu erhöhen (bei 200 ° C können Antioxidantien ihre Lebensdauer verdoppeln).
Druckvorgang Parameter
1. Extrusionstemperatur und -geschwindigkeit
- Hohe Temperaturen (>270 °C) führen zum Matrixabbau, während niedrige Temperaturen (<230 °C) die Faserdispersion beeinträchtigen.
- Konstanz der Temperatur zwischen den Schichten: Die Druckintervalle zwischen den Schichten sollten auf 5–10 Sekunden begrenzt werden, um Restspannungen aufgrund von Temperaturunterschieden zu vermeiden (die die Ermüdungsrissrate um 40 % reduzieren können).
2. Schichtdicke und Füllgrad
- Dünnschichtdruck (0,1–0,2 mm): verbessert die Oberflächenrauheit und reduziert die Spannungskonzentration (erhöht die Ermüdungslebensdauer um 25 %).
- Hohe Füllrate (>30 % Kohlefaser): Erhöht die Materialsteifigkeit auf Kosten einer gewissen Zähigkeit (erfordert eine Optimierung der Gradientenfüllung).
3. Unterstützung bei der Tragwerksplanung
Gitterunterstützung: Verwenden Sie eine Wabenstruktur im Aufhängungsbereich reduzieren die lokale Stresskonzentration (kann die Ermüdungslebensdauer um 30 % verlängern).
Elemente für geometrisches Design und Lastbedingungen
1. Optimierung der Stresskonzentrationspunkte
- Design mit abgerundeten Ecken: Wenn R ≥ 0,5 mm, kann der Spannungskonzentrationsfaktor (Kt) auf weniger als 1,5 (3-5 für scharfen Winkel Kt) reduziert werden.
- Topologieoptimierung: Der Verzicht auf überflüssige Materialien mithilfe der Finite-Elemente-Analyse (FEA) ermöglicht eine gleichmäßige Lastverteilung (z. B. erhöht die Abstandshalterung der Firma LS die Ermüdungslebensdauer um 40 %).
2. Dynamischer Lasttyp
- Wechselnde Belastungsfrequenz: Hochfrequente Vibrationen (größer als 100 Hz) beschleunigen Ermüdungsversagen und erfordern eine Dämpfungskonstruktion (z. B. Gummiverstärkungsmittel).
- Mehrachsiger Spannungszustand: Vermeiden Sie reine Scherbeanspruchung oder wechselnde Zug-Druckbelastung und geben Sie der Gestaltung eines einfachen Belastungspfads Vorrang, der von unidirektionaler Beanspruchung dominiert wird.
Die Ermüdungslebensdauer der Filamentanordnung des Strongest 3D-Druckerfilaments hängt von drei Kernfaktoren ab: Ausrichtung der Materialfasern, Kontrolle des Druckprozesses, geometrisches Design und Lastanpassung. Durch die Optimierung der Kohlenstofffaserverteilung, den Einsatz von Dünnschicht-Hochfrequenzdruck und die Gestaltung einer belastungsbeständigen zentralen Struktur kann eine Zykluslebensdauer von mehr als 10 Wochen erreicht werden, um den Anforderungen von High-End-Szenarien wie z Luft- und Raumfahrt Und Automobilindustrie .
Wie nutzt das Unternehmen LS die fünf gängigen Filamenttypen?
1. PLA (Polymilchsäure)
- Kernanwendungen: Schnelles Prototyping , Bildungsmodus , Kurzfristige Funktionskomponenten.
- LS-Funktionen: Bietet Umweltlösungen unter Nutzung der biologischen Abbaubarkeit von PLA und unterstützt Mehrfarbendruck und wird häufig beim Rapid-Prototyping-Design von Kunden verwendet, beispielsweise bei Prototypen von Gehäusen für Haushaltsgeräte.
2. ABS (Acrylnitril-Butadien-Styrol-Copolymer)
- Kernanwendungen: Hochtemperaturbeständige Industriekomponenten , Automobilinnenräume , elektronische und elektrische Gehäuse .
- LS-Vorteile: Von Optimierung der Druckparameter Um ABS-Verzugsprobleme zu lösen, werden hochfeste Teile bereitgestellt, die für die Prüfung von Automobilformen, Werkzeugbefestigungen usw. geeignet sind und eine hohe Umgebungstemperaturtoleranz erfordern.
3. PETG (Polyethylenterephthalat-1,4-cyclohexandiolester)
- Hauptanwendungen: Transparente/durchscheinende Komponenten, Produkte für den Lebensmittelkontakt.
- LS-Innovation: Wir nutzen die hohe Transparenz und Schlagfestigkeit von PETG fertigen maßgeschneiderte Komponenten um den doppelten ästhetischen und praktischen Bedürfnissen unserer Kunden gerecht zu werden.
4. TPU/(thermoplastisches Polyurethan)
- Hauptanwendungen: Flexible Dichtungen, Stoßdämpfer.
- LS-Technologie: Nimmt einen Profi an Flexibler Druckprozess für Verbrauchsmaterialien zur Herstellung von Produkten wie Handyhüllen und medizinischer Schutz Ausrüstung mit hohen Rückprallanforderungen. Wir unterstützen ultradünne Wände mit einer Dicke von 0,8 mm für mehr Flexibilität.
5. Nylon
- Kernanwendungen: Tragbare mechanische Teile , Luft- und Raumfahrtkomponenten , funktionelle Sportgeräte.
- LS-Expertise: Stellt Komponenten in Industriequalität wie Zahnräder und Lager her und nutzt dabei die hohe Festigkeit und Abriebfestigkeit von Nylon Selektive Lasersintertechnologie SLS um leichte und komplexe Strukturbauteile zu realisieren.
Zusammenfassung
Es gibt verschiedene Arten von 3D-gedruckten Filamenten, Jedes Filament hat unterschiedliche Druckanforderungen und Anwendungsszenarien . Von diesen sind die stärksten 3D-Druckerfilamente, wie etwa kohlenstofffaserverstärktes Nylon oder PLA, aufgrund ihrer überlegenen Festigkeit und Hitzebeständigkeit von zentraler Bedeutung für hochwertige Industrieanwendungen. Durch metallähnliche Verbundverfahren wie Edelstahl-PLA kann es zu geringeren Kosten dekoriert oder teilweise funktionsfähig gemacht werden.
Daher sollten Benutzer bei der Auswahl von 3D-gedruckten Filamenten die Vor- und Nachteile verschiedener Filamente entsprechend ihren spezifischen Druckzielen, Leistungsanforderungen und Kostenbudgets berücksichtigen, um die Filamente zu finden, die am besten zu ihnen passen.

📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck, Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. wählen LS-Fertigung . Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .

FAQs
1.Welches Filament ist für Lebensmittel am sichersten?
PLA wird aus Maisstärke hergestellt und ist von Natur aus ungiftig. PETG enthält lebensmittelechte Zusatzstoffe und ist hitzebeständig (Schmelzpunkt 260 °C). Die chemischen Eigenschaften dieser beiden Materialien sind bei Raumtemperatur stabil und sie setzen schädliche Substanzen nicht so leicht frei.
2.Warum wird kohlenstofffaserverstärktes PLA als starke 3D-Druckerfolie bezeichnet?
Wenn Kohlenstofffasern gerichtet ausgerichtet sind, kann die Zugfestigkeit 420 MPa erreichen, weit mehr als die 60 MPa von normalem PLA. Durch die Benzolringstruktur wird die Temperaturbeständigkeit auf 280 °C erhöht (im Vergleich zu 60 °C bei normalem PLA).
3.Was sind die Verbesserungen in der PETG-Filamenttechnologie?
Die Extrusion der ersten Schicht wurde um 20 % erhöht, um die thermische Schrumpfung (Verringerung der Kantenverformung) auszugleichen und durch Copolymerisationsmodifikation eine Kältebeständigkeit von -30 °C (normale PETG-Sprödigkeitstemperatur -50 °C) zu erreichen.
4.Wie kann man zwischen gewöhnlichem PLA und PLA-Metallimitat (z. B. Edelstahl-PLA) unterscheiden?
Oberflächenbeschichtungen aus PLA-Metallimitationen wie Nickel ahmen metallischen Glanz nach, weisen jedoch keine metallische Leitfähigkeit auf. Die tatsächliche Metalldichte betrug > 99 % der Titanlegierung (4,4 g/cm), während die PLA-Metallimitation nur etwa 92 % betrug. Die Zugfestigkeit von PLA-Metallimitat beträgt weniger als 100 MPa und ist damit viel geringer als die von echtem Metall (>900 MPa).
Ressourcen

