
Con la penetrazione di Tecnologia di stampa 3D nel campo di fascia alta, la selezione dei filamenti della stampante 3D è diventata uno dei fattori chiave che influenzano la qualità e l'efficienza della stampa. La ricerca di filamenti stampati in 3D più resistenti è diventato un obiettivo per molti filamenti professionali di tutti i tipi.
Questi filamenti sono eccellenti resistenza meccanica per soddisfare esigenze di stampa complesse e mutevoli, fornendo un'ampia gamma di opzioni per gli utenti. In questo documento, i tipi di filamenti stampati in 3D sarà discusso in modo approfondito, verranno analizzati i vantaggi e gli svantaggi di ciascun tipo di filamento, per aiutare i lettori a comprendere meglio e scegliere i filamenti appropriati, al fine di ottenere il miglior effetto di stampa.
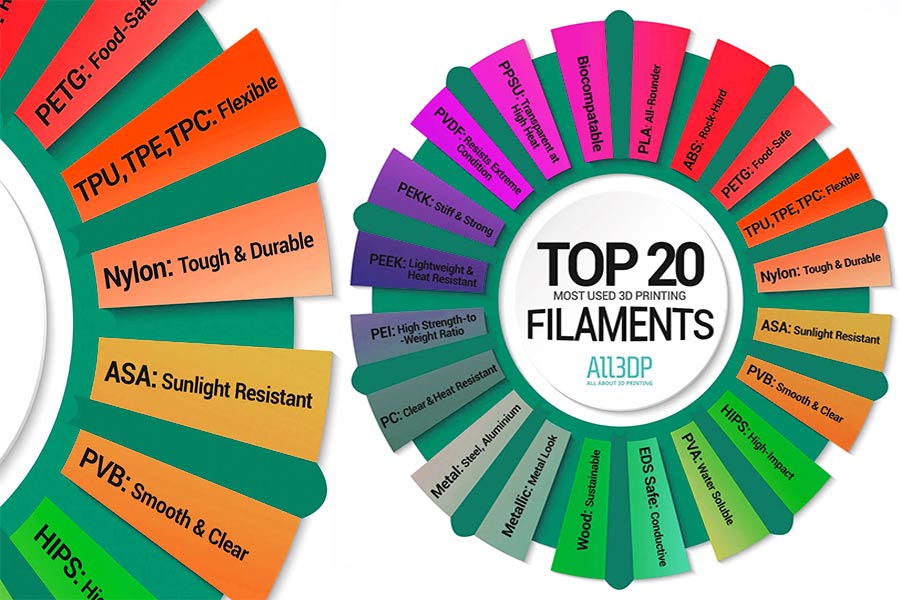
Quali sono i tipi di filamenti comunemente usati per le stampanti 3D?
1. Termoplasticità ( Tecnologia FDM )
- PLA (acido polilattico) : Un materiale biodegradabile ecologico, facile da stampare, atossico e inodore, con un basso punto di fusione (~180 °C) e una finitura liscia.
Vantaggi: lavorazione conveniente, basso costo, protezione ambientale.
Punti deboli: elevata fragilità, elevata resistenza al calore (facile deformazione sopra i 60 gradi Celsius).
- ABS ( Acrilonitrile Butadiene Stirene) : Elevata resistenza (resistenza alla trazione ~ 50 MPa), buona resistenza all'abrasione, resistenza alle alte temperature. Adatto per la stampa di prodotti con elevata resistenza e durata.
Punti di forza: Buona tenacità, finitura liscia.
Punti deboli: Alto punto di fusione (~250 °C), rischio di rilascio di gas tossici durante la stampa.
- PETG (polietilene tereftalato 1,4-cicloesandiolo) : È caratterizzato da elevata resistenza, flessibilità, trasparenza, resistenza alle alte temperature (~ 90 ℃), buona stabilità di stampa e resistenza alla deformazione.
Punti di forza: Adatto per pezzi di precisione e modelli flessibili.
Punti deboli: intervallo di temperature di stampa ridotto (~220-260 °C).
- PLA/nylon rinforzato con fibra di carbonio: resistenza ultraelevata (resistenza alla trazione ~ 420 MPa), leggero, resistenza alla temperatura (~ 280 °C).
Punti di forza: Forza di livello industriale , adatto per ambienti estremi.
Punti deboli: costoso e richiede una stampante dedicata.
2. Resina fotosensibile ( Tecnologia SLA )
- Resina fotosensibile standard: polimerizzazione mediante irradiazione con raggi ultravioletti o laser, alta precisione (dettagli a livello micrometrico), velocità di polimerizzazione rapida (secondo livello).
Punti di forza: Superficie liscia per modelli geometrici complessi.
Punti deboli: elevata fragilità, necessita di pulizia tardiva, non resistente al calore.
- Resina epossidica ad alta resistenza: le strutture di supporto vengono solitamente fornite durante la stampa 3D con una resistenza alla flessione di ~100 MPa e resistenza alle alte temperature (~80-120 °C).
Punti di forza: Robusto, adatto per componenti funzionali.
Punti deboli: tasso di ritiro elevato e odore pungente.
3. Materiali termoindurenti ( Tecnologia SLS )
- Nylon (PA12/PA66): Elevata resistenza (resistenza alla trazione ~ 150 MPa), resistenza all'usura, buona stabilità chimica.
Punti di forza: Nessuna struttura di supporto, adatto per l'uso a lungo termine dei componenti.
Punti deboli: elevato assorbimento di umidità, facile invecchiamento.
- TPU (poliuretano termoplastico): Ultra flessibile (deformazione a trazione > 300%), bassa temperatura (-40 °C), resistente all'usura, resistenza all'olio, resistenza ai solventi.
Punti di forza: Buona morbidezza, buone prestazioni di assorbimento degli urti.
Punti deboli: bassa precisione di stampa, facile deformazione dei bordi.
Quale tipo di filamento offre la migliore resistenza?
Se la resistenza alla trazione di 120-140 MPa è un indicatore definito (60% superiore rispetto al nylon convenzionale), nylon rinforzato con fibra di carbonio (come il substrato PA66/PA12) è l'opzione migliore per filamenti di plastica . Questo materiale raggiunge un equilibrio tra resistenza e tenacità attraverso gli effetti sinergici della fibra di carbonio (solitamente 15-30% in peso) e del nylon, come manifestato da:
Vantaggio di resistenza alla trazione
1. Intervallo di resistenza: 120-140 MPa (circa 80-120 MPa per il tradizionale nylon puro), che soddisfa i requisiti di scenari ad alta intensità.
2. Meccanismi di miglioramento della forza:
- Ottimizzazione dell'orientamento delle fibre: le fibre di carbonio sono disposte lungo la direzione di stampa per formare un percorso continuo di trasmissione delle sollecitazioni.
- Miglioramento dell'interfaccia: migliora l'adesione della fibra alla matrice e riduce lo scivolamento dell'interfaccia mediante modifiche chimiche come gli agenti di accoppiamento silano.
Limitazioni principali: requisiti dei materiali degli ugelli
1. Necessità di temprare l'ugello in acciaio: la fibra di carbonio ha una durezza estremamente elevata (durezza Mohs ~ 6-7) e consuma rapidamente gli ugelli in ottone durante la stampa (durezza ~ 2-3), causando l'allargamento o l'ostruzione delle dimensioni dei pori, solitamente entro 20 ore.
2. Soluzione: A Ugelli in acciaio temprato (come H13 o SKD61), con una durezza superficiale di HRC58-62.
Quale tipo di filamento può resistere alle alte temperature del motore di un'auto?
In condizioni di caldo estremo, come motori di auto (che in genere operano a temperature comprese tra 200 e 300 gradi Celsius), i filamenti stampati in 3D che possono resistere alle alte temperature devono soddisfare i requisiti sia di resistenza alla temperatura, stabilità meccanica e resistenza chimica. La selezione e l'analisi tecnica dei materiali ammissibili sono le seguenti:
- Resistenza alla temperatura: 343°C, deformazione termica 315°C, uso a lungo termine fino a 250-300°C.
- Super resistenza chimica (resistenza alla corrosione del carburante e del liquido refrigerante), adatta per la produzione di guarnizioni per circuiti olio e tubazioni per alte temperature.
- Elevata resistenza meccanica (resistenza alla trazione ~ 140 MPa), autolubrificazione, riduzione delle perdite per attrito.
2. Nylon rinforzato con fibra di carbonio/acido polilattico
- Resistenza alla temperatura: modificata con struttura ad anello benzenico, la resistenza massima alla temperatura è di 280°C (circa 160°C per i tradizionali materiali in fibra di carbonio). L’innesto al plasma ha triplicato la durata antiossidante del materiale a 280°C.
- Resistenza alla trazione 420MPa, leggero (densità 1,4 g/cm3), adatto per componenti leggeri del motore come i collegamenti dei pistoni. Costa meno e ha una migliore compatibilità di processo rispetto ai metalli.
Come evitare che il filamento di nylon assorba umidità?
Stoccaggio sigillato: protezione scientifica con sacco sottovuoto ed essiccatori
1. Lavori di preparazione
- Taglia e lava: taglia filamento di nylon in segmenti corti (per evitare aggrovigliamenti) e metterli in un sacchetto sottovuoto pulito e privo di polvere.
- Selezione essiccante:
Conservazione a lungo termine: utilizzare un essiccante con setaccio molecolare 3A (fino al 25% del peso in termini di capacità di assorbimento dell'umidità e fino a 6 mesi di durata).
Emergenza a breve termine: sostituzione dei sacchetti di asciugatura in silicone alimentare (da sostituire mensilmente).
2. Confezionamento sottovuoto
- Tecnica di pompaggio del vuoto: utilizzare una pompa del vuoto per estrarre completamente l'aria dal sacchetto, assicurandosi che il contenuto di umidità sia inferiore al 15% di umidità relativa (anche le pompe per vuoto domestiche possono soddisfare le esigenze di base).
- Doppia protezione: se le condizioni lo consentono, avvolgere un foglio di alluminio attorno al sacchetto sottovuoto per impedire infiltrazioni di umidità esterna.
3. Requisiti dell'ambiente di archiviazione
- Controllo della temperatura e dell'umidità: conservare in un luogo fresco e ombreggiato (temperatura ideale 15-25°C, umidità <40% RH), lontano da aree ad alta umidità come bagni e cucine.
- Assistenza attrezzatura: Si consiglia di utilizzare un deumidificatore (precisione del controllo dell'umidità ± 5%) in ambienti industriali e la funzione di deumidificazione dell'aria condizionata può essere utilizzata in casa.
-
Diversi tipi di differenze di stoccaggio in nylon:
Tipo nylon Tasso di assorbimento dell'umidità (50% UR) Sensibilità Ciclo di saldatura consigliato PA6 (Nylon 6) 12-15% Alto ≤ 3 mesi PA66 (Nylon 66) 8-10% centro ≤ 6 mesi PA12 (Nylon 12) 10-12% Inferiore ≤ 12 mesi
Piano di disidratazione d'emergenza: utilizza il forno a 80°C con precisione
1. Scenario
I filamenti di nylon sono esposti all'umidità e necessitano di essere rapidamente ripristinati alle loro proprietà.
2. Fasi operative
- Pretrattamento: distribuire uniformemente le ciocche bagnate su una teglia (evitare accumuli e garantire la ventilazione).
- Controllo della temperatura:
Forno dedicato: Scaldare il forno a 80° C/gas 6 e posizionarlo su una teglia prima di preriscaldarlo.
Restrizione PA6: nessuna cottura ad alte temperature! Passare a un essiccatore a bassa temperatura a 40-60 °C (è necessario mescolare o capovolgere continuamente i filamenti).
Test di raffreddamento: dopo l'asciugatura, posizionare a temperatura ambiente (per evitare fessurazioni dovute a raffreddamento improvviso). verificare che la superficie sia asciutta ed uniforme .
3. Principi tecnici
- Resistenza alle alte temperature: le catene molecolari contengono atomi di cloro, che sono chimicamente stabili alle alte temperature e non sono suscettibili all'ossidazione o all'ingiallimento.
- Fragilità del PA6: la mancanza di elemento cloro e le alte temperature possono causare rottura della catena e reazioni di ossidazione, con conseguente ingiallimento e diminuzione della resistenza.
4. Misure preventive
- Durata della cottura: un tempo di cottura eccessivo può rendere fragile il nylon. Si consiglia di eseguire il test dei campioni ogni 2 ore.
- Soluzione alternativa: se non è presente il forno, utilizzare un deumidificatore industriale (umidità <30% RH) per eseguire il ciclo e asciugare per 12-24 ore.

Qual è il miglior PETG per uso esterno?
1. Il il miglior filamento PETG in ambienti esterni estremi con temperature elevate, raggi UV, umidità o polvere dovrebbero avere le seguenti caratteristiche:
- Anti-invecchiamento UV: aggiungere assorbitori UV (come nerofumo o stabilizzatori HALS) per prevenire l'ingiallimento e la fragilità dovuti all'esposizione prolungata.
- Ampio range di tolleranza alla temperatura: punto di fusione ≥ 260°C, fino a 280°C a breve termine, flessibilità a bassa temperatura (-30°C).
- Resistenza alla corrosione chimica: pioggia, nebbia salina, debole acidità e alcalinità (pH 2-12).
- Resistenza e tenacità: resistenza alla trazione ≥ 60 MPa, resistenza all'urto ≥ 5 kJ/m (superiore al normale PETG).
2. Confronto delle prestazioni chiave (PETG ordinario vs. per esterni)
| Caratteristica | PETG ordinario | PETG per esterni |
| Resistenza ai raggi UV | Ciclo di ingiallimento<6 mesi | >2 anni |
| Intervallo di resistenza alla temperatura | Punto di fusione 260°C | Punto di fusione 260°C + resistenza alle fluttuazioni di temperatura |
| Resistenza agli urti | Impatto tacca Izod 5kJ/m² | ≥8kJ/m² |
| Tasso di assorbimento dell'umidità | ≤1,5%(23°C/50%UR) | ≤ 0,8% (alle stesse condizioni) |
3. Note sull'uso
- Ottimizzazione dei parametri di stampa:
Temperatura di estrusione: consigliata 240-260°C (per evitare degrado dovuto al surriscaldamento).
Adesione tra gli strati: una maggiore velocità di stampa (≤ 40 mm/s) è opportuna per migliorare l'adesione tra gli strati.
- Post-elaborazione:
Rivestimento superficiale: può essere spruzzato con rivestimenti poliuretanici o acrilici per migliorare ulteriormente la resistenza agli agenti atmosferici.
Ispezione periodica: le prestazioni del materiale devono essere controllate ogni 6 mesi per un uso esterno prolungato.

Quali sono i principali fattori che determinano la durata a fatica dei componenti realizzati con la pellicola per stampante 3D Strongest?
Di seguito sono riportati i principali determinanti della durata a fatica dei componenti del filamento più resistente della stampante 3D (ad esempio nylon/polietilene acido lattico rinforzato con fibra di carbonio), combinati con le proprietà dei materiali e l'ottimizzazione del processo:
Proprietà intrinseche dei materiali
1. Orientamento delle fibre: la distribuzione delle fibre di carbonio lungo la direzione di stampa (ad esempio la direzione dell'asse Z) può aumentare significativamente l’efficienza del trasferimento dello stress e ridurre la produzione di cricche da fatica.
2. Additivi e modificatori: gli antiossidanti vengono utilizzati per rallentare la degradazione delle sostanze causata dall'ossidazione ad alta temperatura e aumentare la durata a fatica (a 200 ° C, gli antiossidanti possono raddoppiare la loro durata).
Processo di stampa parametri
1. Temperatura e velocità di estrusione
- L'alta temperatura (>270 °C) porta alla degradazione della matrice, mentre la bassa temperatura (<230 °C) influisce sulla dispersione delle fibre.
- Consistenza della temperatura tra gli strati: gli intervalli di stampa tra gli strati devono essere limitati a 5-10 secondi per evitare stress residui dovuti a differenze di temperatura (che possono ridurre il tasso di cricche da fatica del 40%).
2. Spessore dello strato e tasso di riempimento
- Stampa a strato sottile (0,1-0,2 mm): migliora la ruvidità della superficie e riduce la concentrazione dello stress (aumenta la vita a fatica del 25%).
- Elevato tasso di riempimento (>30% fibra di carbonio): aumenta la rigidità del materiale a scapito di una certa tenacità (richiede l'ottimizzazione del riempimento del gradiente).
3. Supporto alla progettazione strutturale
Supporto griglia: utilizzare la struttura di supporto a nido d'ape nell'area di sospensione ridurre la concentrazione locale dello stress (può prolungare la vita a fatica del 30%).
Elementi di progettazione geometrica e condizioni di carico
1. Ottimizzazione dei punti di concentrazione dello stress
- Design con angoli arrotondati: quando R ≥ 0,5 mm, il fattore di concentrazione delle sollecitazioni (Kt) può essere ridotto a meno di 1,5 (3-5 per angolo acuto Kt).
- Ottimizzazione della topologia: L'eliminazione dei materiali ridondanti utilizzando l'analisi degli elementi finiti (FEA) consente di distribuire uniformemente il carico (ad esempio, la staffa spaziale dell'azienda LS aumenta la durata a fatica del 40%).
2. Tipo di carico dinamico
- Frequenza di carico alternata: la vibrazione ad alta frequenza (maggiore di 100 Hz) accelera il cedimento per fatica e richiede una progettazione smorzante (ad esempio agenti indurenti della gomma).
- Stato di sollecitazione multiassiale: evitare sollecitazioni di taglio puro o carichi di compressione a tensione alternata e dare priorità alla progettazione di un percorso di carico semplice dominato da sollecitazioni unidirezionali.
La durata a fatica del gruppo filamento del filamento della stampante 3D Strongest dipende da tre fattori fondamentali: orientamento delle fibre del materiale, controllo del processo di stampa, design geometrico e adattamento del carico. Ottimizzando la dispersione della fibra di carbonio, utilizzando la stampa ad alta frequenza a strato sottile e progettando una struttura centralizzata resistente allo stress, è possibile ottenere una durata del ciclo di oltre 10 settimane per soddisfare le esigenze di scenari di fascia alta come aerospaziale E industrie automobilistiche .
In che modo l'azienda LS utilizza i 5 tipi di filamenti tradizionali?
1. PLA (acido polilattico)
- Applicazioni principali: Prototipazione rapida , Modalità didattica , Componenti funzionali a breve termine.
- Caratteristiche LS: Fornisce soluzioni ambientali che utilizzano la biodegradabilità del PLA, supporti stampa multicolore , ed è spesso utilizzato nella progettazione di prototipazione rapida del cliente, come i prototipi di elettrodomestici.
2. ABS (copolimero acrilonitrile-butadiene-stirene)
- Applicazioni principali: Componenti industriali resistenti alle alte temperature , interni automobilistici , involucri elettronici ed elettrici .
- Vantaggi LS: Di ottimizzazione dei parametri di stampa per risolvere i problemi di deformazione dell'ABS, fornisce parti ad alta resistenza adatte per prove su stampi automobilistici, fissaggi per utensili, ecc., che richiedono un'elevata tolleranza alla temperatura ambiente.
3. PETG (estere di polietilene tereftalato 1,4-cicloesandiolo)
- Applicazioni principali: componenti trasparenti/traslucidi, prodotti adatti al contatto alimentare.
- LS Innovation: sfruttando l'elevata trasparenza e resistenza agli urti del PETG, noi produrre componenti personalizzati per soddisfare la duplice esigenza estetica e pratica dei nostri clienti.
4. TPU/(poliuretano termoplastico)
- Applicazioni principali: guarnizioni flessibili, ammortizzatori.
- LS Technology: Adotta un professionista processo di stampa di materiali di consumo flessibili per produrre prodotti come custodie per telefoni cellulari e protettivo medico attrezzature con elevati requisiti di rimbalzo. Supportiamo pareti ultrasottili con spessore di 0,8 mm per una maggiore flessibilità.
5. Nylon
- Applicazioni principali: Parti meccaniche usurabili , componenti aerospaziali , attrezzatura sportiva funzionale.
- Competenza LS: produce componenti di livello industriale come ingranaggi e cuscinetti utilizzando l'elevata robustezza e resistenza all'abrasione del nylon, combinando Tecnologia di sinterizzazione laser selettiva SLS per ottenere componenti strutturali leggeri e complessi.
Riepilogo
Esistono vari tipi di filamenti stampati in 3D, ogni filamento ha requisiti di stampa e scenari applicativi diversi . Di questi, i filamenti per stampanti 3D più resistenti, come il nylon rinforzato con fibra di carbonio o il PLA, sono fondamentali per le applicazioni industriali di fascia alta grazie alla loro robustezza e resistenza al calore superiori. Può essere decorato o parzialmente funzionante a un costo inferiore attraverso processi compositi simili al metallo come il PLA in acciaio inossidabile.
Pertanto, quando scelgono i filamenti stampati in 3D, gli utenti dovrebbero considerare i vantaggi e gli svantaggi dei vari filamenti in base ai loro obiettivi di stampa specifici, ai requisiti prestazionali e ai budget di costo per trovare i filamenti più adatti a loro.

📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , stampa 3D, Stampaggio ad iniezione . Stampaggio metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegliere Produzione LS . Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .

Domande frequenti
1.Quale filamento è più sicuro per gli alimenti?
Il PLA è ottenuto dall'amido di mais ed è naturalmente atossico. Il PETG contiene additivi alimentari ed è resistente al calore (punto di fusione 260 °C). Questi due materiali hanno proprietà chimiche stabili a temperatura ambiente, non rilasciano facilmente sostanze nocive.
2.Perché il PLA rinforzato con fibra di carbonio è chiamato pellicola resistente per stampante 3D?
Quando le fibre di carbonio sono allineate in modo direzionale, la resistenza alla trazione può raggiungere 420 MPa, molto superiore ai 60 MPa del PLA normale. Grazie alla struttura ad anello benzenico, la resistenza alla temperatura aumenta fino a 280°C (rispetto ai 60°C del normale PLA).
3.Quali sono i miglioramenti apportati alla tecnologia dei filamenti PETG?
L'estrusione del primo strato è stata aumentata del 20% per compensare il restringimento termico (riduzione della deformazione dei bordi) e per ottenere una resistenza al freddo di -30 °C (temperatura normale di fragilità del PETG -50 °C) mediante modifica della copolimerizzazione.
4.Come distinguere tra il PLA ordinario e il PLA finto metallo (come il PLA in acciaio inossidabile)?
il rivestimento superficiale in imitazione del metallo PLA, come il nichel, imita la lucentezza metallica ma non ha conduttività metallica. La vera densità del metallo era > 99% (lega di titanio 4,4 g/cm), mentre il PLA imitazione del metallo era solo del 92% circa. la resistenza alla trazione del PLA finto metallo è inferiore a 100 MPa, molto inferiore a quella del metallo reale (> 900 MPa).
Risorse

