
Com a penetração de Tecnologia de impressão 3D no campo de alta tecnologia, a seleção de filamentos para impressoras 3D se tornou um dos principais fatores que afetam a qualidade e a eficiência da impressão. A perseguição de filamentos impressos em 3D mais fortes tornou-se uma meta para muitos filamentos profissionais de todos os tipos.
Esses filamentos têm excelente resistência mecânica para atender às necessidades de impressão complexas e em constante mudança, oferecendo uma ampla gama de opções aos usuários. Nesse artigo, os tipos de filamentos impressos em 3D serão discutidos em profundidade, serão analisadas as vantagens e desvantagens de cada tipo de filamentos, para ajudar os leitores a melhor compreender e escolher os filamentos adequados, a fim de obter o melhor efeito de impressão.
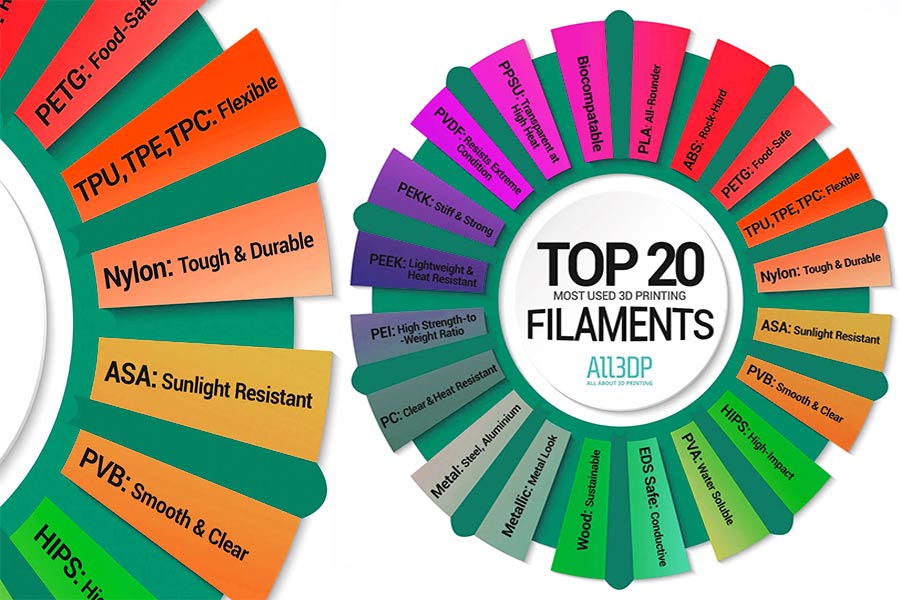
Quais são os tipos de filamentos comumente usados para impressoras 3D?
1. Termoplasticidade ( Tecnologia FDM )
- PLA (ácido polilático) : Material biodegradável, ecologicamente correto, fácil de imprimir, atóxico e inodoro, com baixo ponto de fusão (~180 °C) e acabamento liso.
Vantagens: processamento conveniente, baixo custo, proteção ambiental.
Fraquezas: alta fragilidade, alta resistência ao calor (fácil deformação acima de 60 graus Celsius).
- ABS ( Acrilonitrila Butadieno Estireno) : Alta resistência (resistência à tração ~ 50MPa), boa resistência à abrasão, resistência a altas temperaturas. Adequado para impressão de produtos com alta resistência e durabilidade.
Pontos fortes: Boa tenacidade, acabamento liso.
Pontos fracos: Alto ponto de fusão (~250 °C), risco de liberação de gases tóxicos durante a impressão.
- PETG (tereftalato de polietileno 1,4-ciclohexanodiol) : É caracterizado por alta resistência, flexibilidade, transparência, resistência a altas temperaturas (~ 90 ℃), boa estabilidade de impressão e resistência ao empenamento.
Pontos fortes: Adequado para peças de precisão e modelos flexíveis.
Pontos fracos: Pequena faixa de temperatura de impressão (~220-260 °C).
- PLA/nylon reforçado com fibra de carbono: Ultra-alta resistência (resistência à tração ~ 420 MPa), leve, resistência à temperatura (~ 280 ° C).
Pontos fortes: Força de nível industrial , adequado para ambientes extremos.
Pontos fracos: Caro e requer uma impressora dedicada.
2. Resina fotossensível ( Tecnologia SLA )
- Resina fotossensível padrão: Cura por irradiação ultravioleta ou laser, alta precisão (detalhes em nível micrométrico), velocidade de cura rápida (segundo nível).
Pontos fortes: Superfície lisa para modelos geométricos complexos.
Pontos fracos: alta fragilidade, requer limpeza tardia, não é resistente ao calor.
- Resina epóxi de alta resistência: As estruturas de suporte são geralmente fornecidas durante a impressão 3D com uma resistência à flexão de ~100MPa e resistência a altas temperaturas (~80-120 °C).
Pontos fortes: Robusto, adequado para componentes funcionais.
Fraquezas: Alta taxa de encolhimento e odor pungente.
3. Materiais termoendurecíveis ( Tecnologia SLS )
- Náilon (PA12/PA66): Alta resistência (resistência à tração ~ 150MPa), resistência ao desgaste, boa estabilidade química.
Pontos fortes: Sem estrutura de suporte, adequada para uso de componentes a longo prazo.
Fraquezas: Alta absorção de umidade, fácil envelhecimento.
- TPU (poliuretano termoplástico): Ultraflexível (deformação por tração > 300%), baixa temperatura (-40 °C), resistente ao desgaste, resistência a óleo, resistência a solventes.
Pontos fortes: Boa suavidade, bom desempenho de absorção de choque.
Pontos fracos: Baixa precisão de impressão, fácil deformação das bordas.
Que tipo de filamento apresenta melhor resistência?
Se a resistência à tração de 120-140 MPa for um indicador definitivo (60% maior que o náilon convencional), nylon reforçado com fibra de carbono (como substrato PA66/PA12) é a melhor opção para filamentos de plástico . Este material atinge um equilíbrio entre resistência e tenacidade através dos efeitos sinérgicos da fibra de carbono (geralmente 15-30% do peso) e do náilon, manifestados por:
Vantagem de resistência à tração
1. Faixa de resistência: 120-140 MPa (cerca de 80-120 MPa para o náilon puro tradicional), atendendo aos requisitos de cenários de alta intensidade.
2. Mecanismos de aumento de força:
- Otimização da orientação das fibras: As fibras de carbono são dispostas ao longo da direção de impressão para formar um caminho contínuo de transmissão de tensão.
- Melhoria da interface: melhora a adesão da fibra à matriz e reduz o deslizamento da interface por modificação química, como agentes de acoplamento de silano.
Principais limitações: requisitos de material do bico
1. Necessidade de têmpera do bico de aço: A fibra de carbono tem dureza extremamente alta (dureza Mohs ~ 6-7) e desgasta rapidamente os bicos de latão durante a impressão (dureza ~ 2-3), fazendo com que o tamanho dos poros aumente ou fique bloqueado, geralmente dentro de 20 horas.
2. Solução: A Bicos de aço temperado (como H13 ou SKD61), com dureza superficial de HRC58-62.
Que tipo de filamento pode suportar a alta temperatura do motor de um carro?
Em condições extremas de calor, como motores de automóveis (que normalmente operam em temperaturas de 200 a 300 graus Celsius), os filamentos impressos em 3D que podem suportar altas temperaturas devem atender aos requisitos de resistência à temperatura, estabilidade mecânica e resistência química. A seleção e análise técnica dos materiais elegíveis são as seguintes:
- Resistência à temperatura: 343 ° C, deformação térmica 315 ° C, uso a longo prazo até 250-300 ° C.
- Super resistência química (à resistência à corrosão do combustível e do líquido refrigerante), adequada para a fabricação de vedações de circuitos de óleo e tubulações de alta temperatura.
- Alta resistência mecânica (resistência à tração ~ 140MPa), autolubrificação, reduz perdas por atrito.
2. Nylon/ácido polilático reforçado com fibra de carbono
- Resistência à temperatura: modificada com uma estrutura de anel de benzeno, a resistência máxima à temperatura é de 280 ° C (cerca de 160 ° C para materiais tradicionais de fibra de carbono). O enxerto de plasma triplicou a vida útil antioxidante do material a 280°C.
- Resistência à tração 420MPa, leve (densidade 1,4g/cm3), adequado para componentes leves do motor como ligações de pistão. Custa menos e tem melhor compatibilidade de processo do que os metais.
Como evitar que o filamento de náilon absorva umidade?
Armazenamento selado: proteção científica com saco a vácuo e secadores
1. Trabalho de preparação
- Cortar e lavar: Cortar filamento de náilon em segmentos curtos (para evitar emaranhados) e coloque-os em um saco de aspirador limpo e sem poeira.
- Seleção de dessecante:
Armazenamento de longo prazo: Use um dessecante de peneira molecular 3A (até 25% do seu peso em capacidade de absorção de umidade e até 6 meses de vida útil).
Emergência de curto prazo: Substituição de sacos de secagem de silicone de qualidade alimentar (a serem substituídos mensalmente).
2. Embalagem a vácuo
- Técnica de bombeamento a vácuo: Use uma bomba de vácuo para retirar completamente o ar do saco, garantindo que o teor de umidade esteja abaixo de 15% UR (bombas de vácuo domésticas também podem atender às necessidades básicas).
- Proteção dupla: Se as condições permitirem, enrole uma folha de alumínio ao redor do saco de vácuo para evitar a infiltração de umidade externa.
3. Requisitos do ambiente de armazenamento
- Controle de temperatura e umidade: Armazenar em local fresco e com sombra (temperatura ideal 15-25 ° C, umidade <40% UR), longe de áreas de alta umidade, como banheiros e cozinhas.
- Assistência em equipamentos: Recomenda-se o uso de um desumidificador (precisão de controle de umidade ± 5%) em ambientes industriais , e a função de desumidificação do ar condicionado pode ser usada em casa.
-
Diferentes tipos de diferenças de armazenamento de náilon:
Tipo náilon Taxa de absorção de umidade (50% UR) Sensibilidade Ciclo de vedação sugerido PA6 (Náilon 6) 12-15% alto ≤ 3 meses PA66 (Náilon 66) 8-10% centro ≤ 6 meses PA12 (Náilon 12) 10-12% Mais baixo ≤ 12 meses
Plano de desidratação de emergência: operar o forno a 80°C com precisão
1. Cenário
Os filamentos de nylon ficam expostos à umidade e precisam ser rapidamente restaurados às suas propriedades.
2. Etapas operacionais
- Pré-tratamento: Espalhe os fios molhados uniformemente em uma assadeira (evite acúmulo e garanta ventilação).
- Controle de temperatura:
Forno dedicado: Aqueça o forno a 80° C/gás 6 e coloque num tabuleiro antes de pré-aquecer.
Restrição PA6: Não assar em altas temperaturas! Mude para um secador de ar de baixa temperatura a 40-60 °C (é necessária agitação contínua ou inversão dos filamentos).
Teste de resfriamento: Após a secagem, coloque a temperatura ambiente (para evitar rachaduras devido ao resfriamento repentino) para verifique se a superfície está seca e uniforme .
3. Princípios técnicos
- Resistência a altas temperaturas: As cadeias moleculares contêm átomos de cloro, que são quimicamente estáveis em altas temperaturas e não são suscetíveis à oxidação ou amarelecimento.
- Fragilidade do PA6: A falta do elemento cloro e as altas temperaturas podem causar quebra da cadeia e reações de oxidação, levando ao amarelecimento e diminuição da resistência.
4. Medidas preventivas
- Duração do cozimento: Muito tempo de cozimento pode fazer com que o náilon fique quebradiço. As amostras são recomendadas para teste a cada 2 horas.
- Solução alternativa: Se não houver forno, use um desumidificador industrial (umidade <30% UR) para fazer o ciclo e secar por 12 a 24 horas.

Qual é o melhor PETG para uso externo?
1. O o melhor filamento PETG em ambientes externos extremos com altas temperaturas, raios UV, umidade ou poeira devem ter as seguintes características:
- Envelhecimento anti-UV: Adicione absorvedores de UV (como negro de fumo ou estabilizadores HALS) para evitar amarelecimento e fragilidade devido à exposição prolongada.
- Tolerância de temperatura ampla: ponto de fusão ≥ 260 ° C, curto prazo até 280 ° C, flexibilidade em baixa temperatura (-30 ° C).
- Resistência à corrosão química: chuva, névoa salina, fraca acidez e alcalinidade (pH 2-12).
- Resistência e tenacidade: resistência à tração ≥ 60MPa, resistência ao impacto ≥ 5kJ/m (superior ao PETG comum).
2. Comparação de desempenho principal (PETG comum vs. PETG para uso externo)
| Característica | PETG comum | PETG para uso externo |
| Resistência UV | Ciclo de amarelecimento<6 meses | >2 anos |
| Faixa de resistência à temperatura | Ponto de fusão 260°C | Ponto de fusão 260 ° C + resistência à flutuação de temperatura |
| Resistência ao impacto | Impacto de entalhe Izod 5kJ/m² | ≥8kJ/m² |
| Taxa de absorção de umidade | ≤1,5%(23°C/50%UR) | ≤ 0,8% (nas mesmas condições) |
3. Notas sobre uso
- Otimização de parâmetros de impressão:
Temperatura de extrusão: Recomenda-se 240-260 ° C (para evitar degradação por superaquecimento).
Adesão entre camadas: O aumento da velocidade de impressão (≤ 40 mm/s) é apropriado para melhorar a ligação entre camadas.
- Pós-processamento:
Revestimento de superfície: pode ser pulverizado com revestimentos de poliuretano ou acrílico para aumentar ainda mais a resistência às intempéries.
Inspeção periódica: o desempenho do material deve ser verificado a cada 6 meses para uso externo prolongado.

Quais são os principais fatores que determinam a vida útil em fadiga dos componentes feitos com o filme de impressora 3D Strongest?
A seguir estão os principais determinantes da vida em fadiga dos componentes do filamento mais forte da impressora 3D (por exemplo, náilon/polietileno ácido láctico reforçado com fibra de carbono), combinados com as propriedades do material e otimização do processo:
Propriedades intrínsecas dos materiais
1. Orientação da fibra: A distribuição das fibras de carbono ao longo da direção de impressão (por exemplo, direção do eixo Z) pode aumentar significativamente a eficiência da transferência de estresse e reduzir a produção de trincas por fadiga.
2. Aditivos e modificadores: Os antioxidantes são usados para retardar a degradação de substâncias causadas pela oxidação em alta temperatura e aumentar a vida útil da fadiga (a 200 ° C, os antioxidantes podem dobrar sua vida útil).
Processo de impressão parâmetros
1. Temperatura e velocidade de extrusão
- A alta temperatura (>270 °C) leva à degradação da matriz, enquanto a baixa temperatura (<230 °C) afeta a dispersão da fibra.
- Consistência de temperatura entre camadas: Os intervalos de impressão entre camadas devem ser limitados a 5 a 10 segundos para evitar tensão residual devido a diferenças de temperatura (o que pode reduzir a taxa de trincas por fadiga em 40%).
2. Espessura da camada e taxa de enchimento
- Impressão em camada fina (0,1-0,2 mm): melhora a rugosidade da superfície e reduz a concentração de estresse (aumenta a vida em fadiga em 25%).
- Alta taxa de enchimento (>30% de fibra de carbono): Aumenta a rigidez do material em detrimento de alguma tenacidade (requer otimização de enchimento gradiente).
3. Suporte para projeto estrutural
Suporte de grade: use estrutura de suporte em favo de mel na área de suspensão para reduzir a concentração de tensão local (pode prolongar a vida útil em fadiga em 30%).
Membros de projeto geométrico e condições de carga
1. Otimização de pontos de concentração de tensão
- Projeto de canto arredondado: Quando R ≥ 0,5 mm, o fator de concentração de tensão (Kt) pode ser reduzido para menos de 1,5 (3-5 para ângulo agudo Kt).
- Otimização de topologia: A eliminação de materiais redundantes através do uso da análise de elementos finitos (FEA) permite que a carga seja distribuída uniformemente (por exemplo, o suporte espacial da empresa LS aumenta a vida útil em fadiga em 40%).
2. Tipo de carga dinâmica
- Frequência de carga alternada: A vibração de alta frequência (superior a 100 Hz) acelera a falha por fadiga e requer um projeto de amortecimento (por exemplo, agentes de endurecimento de borracha).
- Estado de tensão multiaxial: Evite tensão de cisalhamento puro ou carga de compressão de tensão alternada e dê prioridade ao projeto de um caminho de carga simples dominado por tensão unidirecional.
A vida útil da montagem do filamento da impressora 3D Strongest depende de três fatores principais: orientação da fibra do material, controle do processo de impressão, desenho geométrico e correspondência de carga. Ao otimizar a dispersão da fibra de carbono, usar impressão de alta frequência em camada fina e projetar uma estrutura centralizada resistente ao estresse, o ciclo de vida de mais de 10 semanas pode ser alcançado para atender às necessidades de cenários de alta qualidade, como aeroespacial e indústrias automotivas .
Como a empresa LS utiliza os 5 tipos de filamentos convencionais?
1. PLA (ácido polilático)
- Aplicações principais: Prototipagem rápida , Modo Educacional , Componentes Funcionais de Curto Prazo.
- Características do LS: Fornece soluções ambientais utilizando a biodegradabilidade do PLA, suporta impressão multicolorida , e é frequentemente usado no projeto de prototipagem rápida do cliente, como protótipos de carcaças de eletrodomésticos.
2. ABS (copolímero de acrilonitrila butadieno estireno)
- Aplicações principais: Componentes industriais resistentes a altas temperaturas , interiores automotivos , invólucros eletrônicos e elétricos .
- Vantagens LS: Por otimizando parâmetros de impressão para resolver problemas de empenamento do ABS, fornece peças de alta resistência adequadas para testes de moldes automotivos, acessórios de ferramentas, etc., que exigem alta tolerância à temperatura ambiente.
3. PETG (éster de tereftalato de polietileno 1,4-ciclohexanodiol)
- Aplicações principais: Componentes transparentes/translúcidos, produtos adequados para contato com alimentos.
- Inovação LS: Aproveitando a alta transparência e resistência ao impacto do PETG, produzir componentes personalizados para atender às duplas necessidades estéticas e práticas de nossos clientes.
4. TPU/(poliuretano termoplástico)
- Aplicações principais: Vedações flexíveis, amortecedor.
- Tecnologia LS: Adota um profissional processo flexível de impressão de consumíveis para produzir produtos como capas de celular e proteção médica equipamentos com altos requisitos de rebote. Suportamos paredes ultrafinas com espessura de 0,8 mm para maior flexibilidade.
5. Nylon
- Aplicações principais: Peças mecânicas vestíveis , componentes aeroespaciais , equipamento esportivo funcional.
- Experiência da LS: Fabrica componentes de nível industrial, como engrenagens e rolamentos, utilizando a alta resistência e resistência à abrasão do náilon, combinando Tecnologia de sinterização seletiva a laser SLS para obter componentes estruturais leves e complexos.
Resumo
Existem vários tipos de filamentos impressos em 3D, cada filamento tem diferentes requisitos de impressão e cenários de aplicação . Destes, os filamentos de impressora 3D mais fortes, como o náilon reforçado com fibra de carbono ou PLA, são fundamentais para aplicações industriais de ponta devido à sua resistência superior e resistência ao calor. Pode ser decorado ou parcialmente funcional a um custo menor através de processos compósitos semelhantes a metais, como o PLA de aço inoxidável.
Portanto, ao escolher filamentos impressos em 3D, os usuários devem considerar as vantagens e desvantagens dos vários filamentos de acordo com seus objetivos específicos de impressão, requisitos de desempenho e orçamentos de custos para encontrar os filamentos que melhor lhes atendem.

📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação LS Não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Exigir peças cotação Identifique os requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor . Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , impressão 3D, Moldagem por injeção . Estamparia metálica e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolher LS Fabricação . Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.lsrpf.com .

Perguntas frequentes
1.Qual filamento é mais seguro para alimentos?
O PLA é feito de amido de milho e é naturalmente não tóxico. PETG contém aditivos de qualidade alimentar e é resistente ao calor (ponto de fusão 260 °C). Esses dois materiais têm propriedades químicas estáveis à temperatura ambiente e não liberam substâncias nocivas facilmente.
2.Por que o PLA reforçado com fibra de carbono é chamado de filme forte para impressora 3D?
Quando as fibras de carbono são alinhadas de forma direcional, a resistência à tração pode atingir 420MPa, muito superior aos 60MPa do PLA normal. Através da estrutura do anel de benzeno, a resistência à temperatura é aumentada para 280°C (em comparação com 60°C no PLA normal).
3.Quais são as melhorias na tecnologia de filamentos PETG?
A extrusão da primeira camada foi aumentada em 20% para compensar o encolhimento térmico (redução do empenamento da borda) e para alcançar resistência ao frio de -30°C (temperatura normal de fragilidade do PETG -50°C) por modificação de copolimerização.
4.Como distinguir entre PLA comum e PLA de imitação de metal (como PLA de aço inoxidável)?
O PLA de metal de imitação de revestimento de superfície, como o níquel, imita o brilho metálico, mas não possui condutividade metálica. A verdadeira densidade do metal era> 99% da liga de titânio (4,4g/cm3), enquanto o PLA do metal de imitação era de apenas cerca de 92%. a resistência à tração do metal de imitação PLA é inferior a 100MPa, muito inferior à do metal real (>900MPa).
Recursos

