
С проникновением Технология 3D-печати В сфере высоких технологий выбор нитей для 3D-принтеров стал одним из ключевых факторов, влияющих на качество и эффективность печати. Преследование самые прочные нити, напечатанные на 3D-принтере стала целью для многих профессиональных нитей всех типов.
Эти нити обладают превосходными механическая прочность для удовлетворения сложных и меняющихся потребностей в печати, предоставляя пользователям широкий спектр возможностей. В этой статье типы нитей, напечатанных на 3D-принтере будут подробно обсуждаться, будут проанализированы преимущества и недостатки каждого типа нитей, чтобы помочь читателям лучше понять и выбрать подходящие нити для достижения наилучшего эффекта печати.
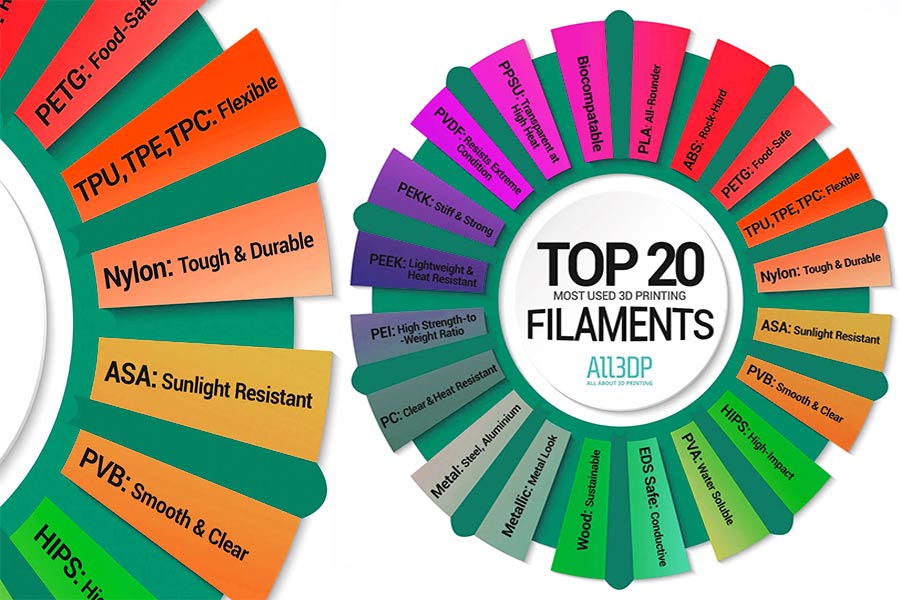
Какие типы нитей обычно используются для 3D-принтеров?
1. Термопластичность ( Технология ФДМ )
- PLA (полимолочная кислота) : Экологически чистый биоразлагаемый материал, на котором легко печатать, он нетоксичен, не имеет запаха, имеет низкую температуру плавления (~180 °C) и гладкую поверхность.
Преимущества: удобная обработка, низкая стоимость, защита окружающей среды.
Слабые стороны: высокая хрупкость, высокая термостойкость (легкая деформация выше 60 градусов Цельсия).
- АБС ( Акрилонитрил-бутадиен-стирол) : Высокая прочность (предел прочности ~ 50 МПа), хорошая стойкость к истиранию, устойчивость к высоким температурам. Подходит для печати изделий, обладающих высокой прочностью и долговечностью.
Сильные стороны: Хорошая прочность, гладкая поверхность.
Слабые стороны: Высокая температура плавления (~250 °C), риск выделения токсичных газов во время печати.
- PETG (полиэтилентерефталат-1,4-циклогександиол) : Характеризуется высокой прочностью, гибкостью, прозрачностью, устойчивостью к высоким температурам (~ 90 ℃), хорошей стабильностью печати и устойчивостью к короблению.
Сильные стороны: Подходит для точных деталей и гибких моделей.
Слабые стороны: Маленький температурный диапазон печати (~220-260 °C).
- PLA/нейлон, армированный углеродным волокном: сверхвысокая прочность (предел прочности ~ 420 МПа), легкий вес, термостойкость (~ 280 °C).
Сильные стороны: Прочность промышленного уровня , подходит для экстремальных условий.
Слабые стороны: Дорогой и требует специального принтера.
2. Светочувствительная смола ( Технология SLA )
- Стандартная светочувствительная смола: отверждение ультрафиолетовым или лазерным излучением, высокая точность (детализация на уровне микрометра), быстрая скорость отверждения (второй уровень).
Сильные стороны: Гладкая поверхность для сложных геометрических моделей.
Слабые стороны: высокая хрупкость, требует поздней очистки, не термостоек.
- Высокопрочная эпоксидная смола: во время 3D-печати обычно создаются опорные конструкции с прочностью на изгиб ~ 100 МПа и устойчивостью к высоким температурам (~ 80–120 ° C).
Сильные стороны: Прочный, подходит для функциональных компонентов.
Слабые стороны: Высокая усадка и резкий запах.
3. Термореактивные материалы ( Технология SLS )
- Нейлон (PA12/PA66): Высокая прочность (предел прочности ~150 МПа), износостойкость, хорошая химическая стабильность.
Сильные стороны: Нет опорной конструкции, подходит для длительного использования компонентов.
Слабые стороны: Высокое влагопоглощение, легкое старение.
- ТПУ (термопластичный полиуретан): Сверхгибкий (деформация растяжения > 300%), низкотемпературный (-40°С), износостойкий, маслостойкий, устойчивый к растворителям.
Сильные стороны: Хорошая мягкость, хорошая амортизация.
Слабые стороны: Низкая точность печати, легкое коробление краев.
Какой тип нити обладает наилучшей прочностью?
Если предел прочности 120-140 МПа является определенным показателем (на 60% выше, чем у обычного нейлона), нейлон, армированный углеродным волокном (например, подложка PA66/PA12) является лучшим вариантом для пластиковые нити . В этом материале достигается баланс прочности и ударной вязкости за счет синергетического воздействия углеродного волокна (обычно 15-30% веса) и нейлона, что проявляется в:
Преимущество прочности на растяжение
1. Диапазон прочности: 120–140 МПа (около 80–120 МПа для традиционного чистого нейлона), что соответствует требованиям сценариев высокой интенсивности.
2. Механизмы повышения силы:
- Оптимизация ориентации волокон: углеродные волокна располагаются вдоль направления печати, образуя непрерывный путь передачи напряжения.
- Улучшение интерфейса: улучшите адгезию волокна к матрице и уменьшите скольжение интерфейса за счет химической модификации, например силанового связующего.
Ключевые ограничения: требования к материалу сопла.
1. Необходимость сопла из закаленной стали: углеродное волокно имеет чрезвычайно высокую твердость (твердость по Моосу ~ 6-7) и быстро изнашивает латунные сопла во время печати (твердость ~ 2-3), вызывая увеличение размеров пор или их закупорку, обычно в течение 20 часов.
2. Решение: А Форсунки из закаленной стали (например, H13 или SKD61) с твердостью поверхности HRC58-62.
Какой тип нити накала выдерживает высокую температуру двигателя автомобиля?
В условиях экстремальной жары, например, автомобильные двигатели (обычно рабочая температура которых составляет от 200 до 300 градусов Цельсия), нити, напечатанные на 3D-принтере, которые могут выдерживать высокие температуры, должны соответствовать требованиям как по термостойкости, так и по механической стабильности и химической стойкости. Выбор и технический анализ подходящих материалов заключаются в следующем:
- Термостойкость: 343°С, термическая деформация 315°С, длительное использование до 250-300°С.
- Суперхимическая стойкость (стойкость к коррозии топлива и охлаждающей жидкости), подходит для изготовление уплотнений масляных контуров и высокотемпературных трубопроводов.
- Высокая механическая прочность (предел прочности ~ 140 МПа), самосмазывание, снижение потерь на трение.
2. Нейлон/полимолочная кислота, армированный углеродным волокном.
- Термостойкость: модифицирована бензольной кольцевой структурой, максимальная термостойкость составляет 280 °C (около 160 °C для традиционных материалов из углеродного волокна). Плазменная трансплантация утроила время жизни антиоксиданта материала при 280°C.
- Прочность на разрыв 420 МПа, легкий (плотность 1,4 г/см3), подходит для легкие компоненты двигателя например, поршневые звенья. Он стоит дешевле и имеет лучшую технологическую совместимость, чем металлы.
Как предотвратить впитывание влаги нейлоновой нитью?
Герметичное хранение: научная защита с помощью вакуумного мешка и сушилок.
1. Подготовительные работы
- Вырезать и мыть: Вырезать нейлоновая нить на короткие сегменты (во избежание запутывания) и поместите их в чистый, обеспыленный вакуумный пакет.
- Выбор осушителя:
Длительное хранение: используйте влагопоглотитель с молекулярным ситом 3А (влагопоглощающая способность увеличивается на 25% от вашего веса и срок службы до 6 месяцев).
Кратковременная чрезвычайная ситуация: замена сушильных мешков из пищевого силикона (замена производится ежемесячно).
2. Вакуумная упаковка
- Техника вакуумной откачки: используйте вакуумный насос, чтобы полностью вытянуть воздух из мешка, обеспечив влажность ниже 15% относительной влажности (бытовые вакуумные насосы также могут удовлетворить основные потребности).
- Двойная защита: если позволяют условия, оберните вакуумный пакет алюминиевой фольгой, чтобы предотвратить проникновение влаги извне.
3. Требования к среде хранения
- Контроль температуры и влажности: Хранить в прохладном, затененном месте (идеальная температура 15–25 °C, относительная влажность <40%), вдали от помещений с высокой влажностью, таких как ванные комнаты и кухни.
- Помощь по оборудованию: В промышленных условиях рекомендуется использовать осушитель (точность регулирования влажности ±5%). , и функцию осушения кондиционера можно использовать в домашнем хозяйстве.
-
Различные типы нейлоновых различий в хранении:
Тип нейлона Скорость поглощения влаги (50% относительной влажности) Чувствительность Рекомендуемый цикл уплотнения PA6 (Нейлон 6) 12-15% высокий ≤ 3 месяцев PA66 (Нейлон 66) 8-10% центр ≤ 6 месяцев PA12 (Нейлон 12) 10-12% Ниже ≤ 12 месяцев
План экстренного обезвоживания: точно управляйте печью с температурой 80°C.
1. Сценарий
Нейлоновая нить подвергается воздействию влаги, и ее свойства необходимо быстро восстановить.
2. Операционные этапы
- Предварительная обработка: равномерно распределите влажные пряди на противне (избегайте скоплений и обеспечьте вентиляцию).
- Контроль температуры:
Специальная духовка: нагрейте духовку до 80° C/газ 6 и поставьте на противень перед разогревом.
Ограничение PA6: Запрещается выпекание при высоких температурах! Переключитесь на низкотемпературную воздушную сушилку при температуре 40-60 °C (необходимо постоянное перемешивание или переворачивание нитей).
Испытание на охлаждение: после высыхания поместите при комнатной температуре (во избежание растрескивания под напряжением из-за внезапного охлаждения) убедитесь, что поверхность сухая и однородная .
3. Технические принципы
- Устойчивость к высоким температурам: Молекулярные цепи содержат атомы хлора, которые химически стабильны при высоких температурах и не подвержены окислению или пожелтению.
- Хрупкость PA6: недостаток элемента хлора и высокие температуры могут вызвать разрыв цепи и реакции окисления, что приводит к пожелтению и снижению прочности.
4. Профилактические меры
- Продолжительность выпекания. Слишком длительное время выпекания может привести к хрупкости нейлона. Пробы рекомендуется тестировать каждые 2 часа.
- Альтернативное решение: если духовки нет, используйте промышленный осушитель (влажность <30% относительной влажности) для цикла и сушки в течение 12–24 часов.

Какой PETG лучше всего подходит для наружного использования?
1. лучшая нить PETG в экстремальных условиях на открытом воздухе с высокими температурами, ультрафиолетовыми лучами, влажностью или пылью должны иметь следующие характеристики:
- Защита от старения УФ-излучения: добавьте поглотители УФ-излучения (например, углеродную сажу или стабилизаторы HALS), чтобы предотвратить пожелтение и ломкость из-за длительного воздействия.
- Широкий температурный диапазон: температура плавления ≥ 260 °C, кратковременно до 280 °C, гибкость при низкой температуре (-30 °C).
- Химическая коррозионная стойкость: дождь, соляной туман, слабая кислотность и щелочность (pH 2-12).
- Прочность и ударная вязкость: прочность на разрыв ≥ 60 МПа, ударная вязкость ≥ 5 кДж/м (превосходит обычный PETG).
2. Сравнение ключевых характеристик (обычный и PETG для наружного применения)
| Характеристика | Обычный ПЭТГ | PETG для наружного применения |
| устойчивость к ультрафиолетовому излучению | Цикл пожелтения <6 месяцев | >2 года |
| Диапазон температурной устойчивости | Температура плавления 260°С. | Температура плавления 260°C + устойчивость к температурным колебаниям. |
| Ударопрочность | Удар по Изоду 5 кДж/м² | ≥8 кДж/м² |
| Скорость поглощения влаги | ≤1,5% (23°C/50% относительной влажности) | ≤ 0,8% (при тех же условиях) |
3. Примечания по использованию
- Оптимизация параметров печати:
Температура экструзии: рекомендуется 240-260°С (во избежание деградации из-за перегрева).
Межслойное сцепление. Для улучшения межслоевого соединения необходима повышенная скорость печати (< 40 мм/с).
- Постобработка:
Покрытие поверхности: на него можно нанести полиуретановое или акриловое покрытие для дальнейшего повышения устойчивости к атмосферным воздействиям.
Периодическая проверка: характеристики материала следует проверять каждые 6 месяцев при длительном использовании на открытом воздухе.

Каковы основные факторы, определяющие усталостную долговечность компонентов, изготовленных из пленки Strongest для 3D-принтера?
Ниже приведены основные факторы, определяющие усталостную долговечность компонентов самой прочной нити для 3D-принтера (например, нейлона, армированного углеродным волокном/полиэтилена молочной кислоты), в сочетании со свойствами материала и оптимизацией процесса:
Внутренние свойства материалов
1. Ориентация волокон. Распределение углеродных волокон вдоль направления печати (например, в направлении оси Z) может значительно повысить эффективность передачи стресса и уменьшить образование усталостных трещин.
2. Присадки и модификаторы: Антиоксиданты используются для замедления деградации веществ, вызванной высокотемпературным окислением, и увеличения усталостной долговечности (при 200°С антиоксиданты могут удвоить срок службы).
Процесс печати параметры
1. Температура и скорость экструзии
- Высокая температура (>270°С) приводит к деградации матрицы, а низкая температура (<230°С) влияет на дисперсию волокна.
- Постоянство межслойной температуры: интервалы печати между слоями должны быть ограничены 5–10 секундами, чтобы избежать остаточного напряжения из-за разницы температур (что может снизить скорость усталостного растрескивания на 40%).
2. Толщина слоя и скорость наполнения
- Тонкослойная печать (0,1-0,2 мм): улучшает шероховатость поверхности и снижает концентрацию напряжений (увеличивает усталостную долговечность на 25%).
- Высокая скорость наполнения (>30% углеродного волокна): увеличивает жесткость материала за счет некоторой прочности (требуется оптимизация градиентного наполнения).
3. Поддержка структурного проектирования
Поддержка решетки: используйте сотовую опорную конструкцию в зоне подвеса, чтобы уменьшить локальную концентрацию напряжений (может продлить срок службы на 30%).
Геометрическое проектирование и элементы условий нагрузки
1. Оптимизация точек концентрации напряжений.
- Конструкция со скругленными углами: если R ≥ 0,5 мм, коэффициент концентрации напряжений (Kt) может быть уменьшен до менее 1,5 (3-5 для острого угла Kt).
- Оптимизация топологии: Устранение избыточных материалов с помощью анализа методом конечных элементов (FEA) позволяет равномерно распределить нагрузку (например, пространственный кронштейн компании LS увеличивает усталостную долговечность на 40%).
2. Тип динамической нагрузки
- Частота переменной нагрузки. Высокочастотная вибрация (более 100 Гц) ускоряет усталостное разрушение и требует применения демпфирующих средств (например, веществ, упрочняющих резину).
- Многоосное напряженное состояние: избегайте чистого напряжения сдвига или нагрузки переменного растяжения и сжатия и отдавайте приоритет проектированию простого пути нагрузки, в котором преобладает однонаправленное напряжение.
Усталостная долговечность нити в сборе Strongest нити для 3D-принтера зависит от трех основных факторов: ориентации волокон материала, управления процессом печати, геометрического дизайна и согласования нагрузки. За счет оптимизации дисперсии углеродного волокна, использования тонкослойной высокочастотной печати и разработки устойчивой к нагрузкам централизованной структуры можно достичь срока службы более 10 недель, что соответствует потребностям высококлассных сценариев, таких как аэрокосмический и автомобильная промышленность .
Как компания LS использует пять основных типов нитей?
1. PLA (полимолочная кислота)
- Основные приложения: Быстрое прототипирование , Режим обучения , Краткосрочные функциональные компоненты.
- Возможности LS: Обеспечивает экологические решения, используя биоразлагаемость PLA, поддерживает многоцветная печать и часто используется при проектировании быстрого прототипирования заказчиков, например, прототипов корпуса бытовой техники.
2. АБС (сополимер акрилонитрила, бутадиена и стирола)
- Основные приложения: Устойчивые к высоким температурам промышленные компоненты , автомобильные интерьеры , электронные и электрические корпуса .
- Преимущества LS: оптимизация параметров печати Чтобы решить проблемы деформации АБС-пластика, компания предлагает высокопрочные детали, подходящие для испытаний автомобильных пресс-форм, приспособлений для инструментов и т. д., которые требуют высокой устойчивости к температуре окружающей среды.
3. PETG (полиэтилентерефталат-1,4-циклогександиоловый эфир)
- Основные области применения: прозрачные/полупрозрачные компоненты, продукты, контактирующие с пищевыми продуктами.
- Инновации LS: используя высокую прозрачность и ударопрочность PETG, мы производить индивидуальные компоненты для удовлетворения двойных эстетических и практических потребностей наших клиентов.
4. ТПУ/(термопластичный полиуретан)
- Основные области применения: Гибкие уплотнения, амортизаторы.
- LS Technology: принимает профессиональных гибкий процесс печати расходными материалами для производства таких продуктов, как чехлы для мобильных телефонов и медицинский защитный оборудование с высокими требованиями к отскоку. Мы поддерживаем ультратонкие стенки толщиной 0,8 мм для большей гибкости.
5. Нейлон
- Основные приложения: Изнашиваемые механические детали , аэрокосмические компоненты , функциональное спортивное оборудование.
- Опыт LS: производит компоненты промышленного класса, такие как шестерни и подшипники, используя высокую прочность и стойкость к истиранию нейлона, сочетая Технология селективного лазерного спекания SLS для достижения легких и сложных конструктивных элементов.
Краткое содержание
Существуют различные типы нитей, напечатанных на 3D-принтере. каждая нить имеет разные требования к печати и сценарии применения. . Из них самые прочные нити для 3D-принтеров, такие как нейлон, армированный углеродным волокном, или PLA, занимают центральное место в высокотехнологичных промышленных приложениях из-за их превосходной прочности и термостойкости. Его можно украсить или частично функционально за меньшие деньги с помощью металлоподобных композитных процессов, таких как PLA из нержавеющей стали.
Поэтому при выборе нитей для 3D-печати пользователи должны учитывать преимущества и недостатки различных нитей в соответствии с их конкретными целями печати, требованиями к производительности и бюджетом затрат, чтобы найти нити, которые им лучше всего подходят.

📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать, Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбирать ЛС Производство . Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .

Часто задаваемые вопросы
1.Какая нить безопаснее всего для пищевых продуктов?
PLA изготовлен из кукурузного крахмала и не токсичен. PETG содержит пищевые добавки и термостоек (температура плавления 260 °C). Эти два материала обладают химическими свойствами, стабильными при комнатной температуре, не выделяют легко вредных веществ.
2. Почему PLA, армированная углеродным волокном, называется прочной пленкой для 3D-принтера?
Когда углеродные волокна ориентированы по направлению, прочность на разрыв может достигать 420 МПа, что намного выше, чем 60 МПа у обычного PLA. Благодаря бензольной кольцевой структуре термостойкость увеличена до 280°C (по сравнению с 60°C у обычного PLA).
3.Каковы улучшения в технологии нитей PETG?
Экструзия первого слоя была увеличена на 20% для компенсации термической усадки (уменьшения коробления кромок) и достижения морозостойкости -30°C (нормальная температура хрупкости ПЭТГ -50°C) за счет сополимеризационной модификации.
4.Как отличить обычный PLA от PLA, имитирующего металл (например, PLA из нержавеющей стали)?
Поверхностное покрытие, имитирующее металл PLA, например, никель, имитирует металлический блеск, но не обладает металлической проводимостью. Истинная плотность металла составляла > 99% (титановый сплав (4,4 г/см), а имитация металлического PLA составляла всего около 92%). предел прочности имитации металла PLA составляет менее 100 МПа, что намного ниже, чем у настоящего металла (> 900 МПа).
Ресурсы

