
Die Werkzeugdienstleistungen von LS Manufacturing im Bereich industrieller Spritzgussformen sind erstklassige Engineering-Lösungen, die Zahnbruch und Genauigkeitsprobleme lösen. Herkömmliche Werkzeugkonstruktionen können bei 45 Schüssen pro Minute für Teile aus PA66 + 50 % Glasfaser keine Toleranzkontrolle von ±0,01 mm gewährleisten. Der Grund dafür ist die Vernachlässigung der mehrstufigen, konturnahen Schwindung bei extrem hohem Einspritzdruck. Ohne eine mikrostrukturierte DFM-Analyse zur Optimierung des Angusskanalsystems entstehen bei jeder Produktionscharge Spannungen.
Sie erreichen eine Hohlraumgrößenkonstanz von ≤ ±0,008 mm bei 48 Schüssen pro Minute und sparen so 18 % der Stückkosten. Spezielle Informationen zu hochbelastbaren Zahnrädern helfen, Konflikte zwischen Steifigkeit und niedrigen Kosten bereits in der Konstruktionsphase zu lösen.

Werkzeuge für den industriellen Spritzguss von Hochleistungszahnrädern: Leitfaden für die Massenproduktion
| Kritischer Faktor | Lösung für die Massenproduktion |
| Genauigkeit des Zahnprofils | Hochwertiger, gehärteter Werkzeugstahl, gefertigt durch Funkenerosion gemäß den AGMA-Spezifikationen. |
| Gleichmäßigkeit der Formkühlung | Konforme Kühlung für gleichmäßige Temperaturen ( ±0,05 mm Abweichung). |
| Ausstoßkraftverteilung | Zweistufiges Auswerfer -Spritzgießwerkzeugverfahren mit Abstreifplatte zur Vermeidung von Beschädigungen der Zahnräder. |
| Belüftung für dichte Bauteile | Mikroentlüftung mit Öffnungen <0,015 mm, um hohlraumfreie Zahnradzähne zu ermöglichen. |
| Werkzeugvalidierung | Prototyp wird vor der Serienproduktion einem Belastungstest unterzogen. |
Wichtigste Erkenntnisse:
- Stahl ist die Grundlage: Gehärteter Werkzeugstahl muss verwendet werden, um eine lange Lebensdauer beim Formen von Zahnrädern aus verstärkten Kunststoffen zu gewährleisten.
- Kühlung diktiert Präzision: Eine konturnahe Kühlung ist erforderlich, um die korrekte Schrumpfung und Verformung dicker Zahnradsegmente zu gewährleisten.
- Auswerfen ist ein System: Um Beschädigungen zu vermeiden, ist der Einsatz eines auf die Konstruktion des Zahnrads abgestimmten Spritzgusswerkzeugsystems erforderlich.
- Testen vor der Produktion: Die Prüfung der Getriebeleistung mithilfe von Prototypenteilen ist unerlässlich, um Ausfälle in der Serienproduktion zu vermeiden.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Das Besondere an diesem Artikel ist das Fachwissen unserer Werkzeugingenieure und Produktionsleiter, deren oberste Priorität die Entwicklung einer Form ist, mit der 5 Millionen einwandfreie Zahnräder hergestellt werden können . Unser gesamter Ansatz im Formenbau basiert auf den Normen der Internationalen Organisation für Normung (ISO), die ein Qualitätsmanagementsystem fördern.
Unsere Lösungen sind auf Komponenten zugeschnitten, deren Ausfall aufgrund katastrophaler Systemstillstände zur Folge hätte: Hochleistungszahnräder für Elektrofahrzeuge, verschleißfeste Pumpenkomponenten für schwere Maschinen und Präzisionszahnräder für die Luft- und Raumfahrt . Die von uns angewandten Konstruktions- und Auslegungsspezifikationen für die Validierung der Zahnradgeometrie und die Materialauswahl entsprechen den strengen Industriestandards für Kunststoffzahnräder der American Gear Manufacturers Association (AGMA) , dem einzigen anerkannten Verband für Antriebstechnik.
Unsere Erfahrung basiert auf der Überarbeitung gebrauchter Zahnradformen . Wir haben die Vorhärtung des abriebfesten P20-Stahls, die konturnahe Kühlung zur Erhaltung der Kristallinität des POM-Kunststoffs und den Auswurfmechanismus, der keine Verformung der Schrägverzahnung verursacht, perfektioniert. Dank dieses erprobten Fertigungsprozesses können Sie eine Lösung entwickeln, die für die Serienproduktion geeignet ist.

Abbildung 1: Ein industrieller Werkzeugbaudienstleister für Spritzgussformen betreibt eine Hochleistungspresse zur Massenproduktion von Stahlzahnradrohlingen.
Warum erfüllen herkömmliche Werkzeugdienstleistungen im Bereich industrieller Spritzgussformen nicht die Präzisionsstandards für die Massenproduktion von kundenspezifischen Schwerlastzahnrädern?
Konventionelle industrielle Spritzgusswerkzeuge können die Toleranznorm ISO 1328 Grad 4 für die Massenproduktion von kundenspezifischen Schwerlastzahnrädern aufgrund ungleichmäßiger Kühlung während der Polymerkristallisation nicht erfüllen. Dies führt zu Zahnverzug und Unrundheit. Für Sie bedeutet das Ausschuss, übermäßige Vibrationen, Lärm und vorzeitigen Materialermüdungsausfall – was die Ausschusskosten und das Risiko von Gewährleistungsansprüchen vor Ort direkt erhöht. Um eine gleichbleibende Qualität zu erzielen, benötigen Sie kundenspezifische Spritzgusswerkzeuge, die auf thermische Gleichmäßigkeit ausgelegt sind.
Vergleich der Kernprozesse
| Parameter | Konventionelle Formwerkzeuge | Für Präzision erforderlich |
| Kühlkanaldesign | Nur gerades Bohren, ohne Berücksichtigung der Kontur. | Konforme Kühlung der Zahngeometrie |
| Temperaturunterschiede über den Zahnring | Eine Abweichung von bis zu 12°C | ≤2°C Abweichung für die Kreisbildung |
| Schwundkompensationsmodell | Lineare isotrope Schrumpfung | Nichtlineare anisotrope Schrumpfung |
| Erreichbare Zahngradklasse (ISO 1328) | Standard der Klassen 6-7 | Klasse 4 oder höher |
| Maßgenauigkeit von Zyklus zu Zyklus | ±0,08 mm für kritische Abschnitte | Erforderliche Toleranz : ±0,015 mm |
Datenquelle: LS Manufacturing Werkstests für P A66+50%GF , Validierung von 100.000 Schuss unter Verwendung einer hochpräzisen Spritzgusswerkzeugkonfiguration .
Die Analyse zeigt deutlich, dass herkömmliche Werkzeuge für die Massenproduktion von Zahnrädern nicht die für Zahnräder der Güteklasse 4 erforderliche thermische Genauigkeit bieten. Durch den Einsatz hochpräziser, robuster Spritzgusswerkzeuge mit konturnaher Kühlung und anisotroper Simulation gewährleisten Sie eine gleichbleibende Zahngeometrie, vermeiden Vibrationen und senken Ihre Ausschussquote auf unter 0,3 % . Dank fortschrittlicher Spritzgusswerkzeugtechnologie können Sie sich darauf verlassen, dass Ihr Produktionsprozess über Jahre hinweg eine gleichbleibende Qualität aufweist.

Wie kann ein kundenspezifischer Werkzeugbau für industrielle Formen die Kühlung durch Angusskanäle optimieren, um strukturelle Spannungen beim Formen von Schwerlastzahnrädern zu eliminieren?
Durch ungleichmäßige Kontraktion infolge ungleichmäßiger Kühlung entstehen thermische Spannungen, die zur Bildung von Hohlräumen führen. Eine optimierte Geometrie der konformen Kühlung ermöglicht jedoch eine spannungsfreie Produktion bei gleichzeitig erhöhter Durchsatzkapazität. Dies wird durch eine Wir bieten Dienstleistungen im Bereich industrieller Formenbau an, die sich auf die Gewährleistung einer gleichmäßigen Kühlung für thermische Gleichmäßigkeit konzentrieren.
Konforme Kühlgeometrie
Bei herkömmlichen, geradlinig gebohrten Kühlkanälen entsteht im Zahnkranz ein Temperaturunterschied von 12 °C , wodurch die Nabe langsamer abkühlt als die Felge. Durch den Austausch der geraden Kanäle gegen konturnahe Kühlkanäle, die mittels 3D-Druck eines Edelstahleinsatzes an die Zahnradform angepasst werden, wird die Kühlung verbessert. Mit Ihrer individuellen Spritzgussform für das Zahnrad gewährleisten ein Abstand von 4,0 mm zwischen Wasserlinie und Zahn sowie Kühlkanäle mit 3,5 mm Durchmesser, dass keine Temperaturgradienten entstehen, die Spannungen verursachen.
Integration der additiven Fertigung
Der konturnahe Kühlkreislauf ist in einen additiv gefertigten Edelstahleinsatz integriert, der im Formboden platziert ist und Leckagen auch bei Millionen von Schüssen verhindert. Als Hersteller von Hochleistungszahnradformen profitieren Sie von einer Oberflächenhomogenität von ±1,5 °C ohne Hotspots und ohne Schwachstellen an den Schweißnähten. Diese Spritzgusswerkzeuglösung spart Ihnen Zeit und liefert Ihnen bei jedem Schuss gleichbleibende Teilequalität.
Zykluszeit- und Qualitätsprüfung
Die Abkühlzeit des CMM-Verfahrens verkürzt sich um 36 % von 25 auf 16 Sekunden , wodurch die Gesamtzykluszeit von 42 auf 27 Sekunden sinkt. In einem Serienfertigungsprozess für Spritzgussformen entspricht dies etwa 800 zusätzlichen Schüssen pro Tag und Kavität. Nach 50.000 Schüssen zeigt das CMM-Verfahren keine Anzeichen von Spannungsrissen in den Naben oder Einfallstellen größer als 0,02 mm , was den Nutzen der konturnahen Werkzeugherstellung für Spritzgussformen belegt.
Spannungsfreie Geometrie, 36 % kürzere Zykluszeit und eine Einfallstellentiefe unter 0,02 mm , getestet mit über 50.000 Schüssen . Dieses Präzisions-Spritzgießwerkzeugverfahren setzt neue Maßstäbe, wenn es in der Zahnradfertigung sowohl auf Produktionsvolumen als auch auf Qualität ankommt. Das hier beschriebene Spritzgießwerkzeugsystem gewährleistet eine gleichbleibende thermische Leistung in jeder Schicht.
Welche Stahlsorten sollte ein Hersteller von Hochleistungszahnradformen wählen, um eine Werkzeugstandzeit von mehr als 1.000.000 Schüssen zu gewährleisten?
Beim Spritzgießen von Kunststoffzahnrädern mit ≥ 50 % glasfaserverstärkten Kunststoffen unterliegen herkömmliche Werkzeugstähle einem schnellen Verschleiß, der bereits nach zehntausend Schüssen zu Veränderungen der Zahnradgeometrie führt. Die richtige Auswahl von Werkzeugstählen in Verbindung mit einer Oberflächenbehandlung ermöglicht über 1.000.000 Schüsse mit einer Zahntoleranz von ± 0,005 mm . Dies ist für die Werkzeugbewertung durch Entscheidungsträger im Unternehmen aufgrund der Auswirkungen auf Teilepreis und Maschinenverfügbarkeit von entscheidender Bedeutung. Im Folgenden wird der richtige Ansatz für Werkzeugwerkstoffe für Hersteller von Hochleistungszahnradformen beschrieben :
Grundstahlhärte
- Material: Spezieller, vakuumgeschmolzener Premium-ESR-Werkzeugstahl, gehärtet auf eine gleichmäßige HRC 52+ .
- Für Sie: Standard-H13-Materialien verschleißen nach 80.000 Zyklen . Diese hochwertige Spritzgusswerkzeugbasis bietet hervorragende Verschleißfestigkeit über eine Lebensdauer von einer Million Schusszyklen.
Leistung der Oberflächenbeschichtung
- Beschichtung: 3,0 μm TiAlN-Beschichtung mittels PVD mit einer Härte bis zu HV 3000 .
- Für Sie: Unbeschichtete Oberflächen verschleißen nach 40.000 Schüssen; die TiAlN-Beschichtung hält über 200.000 Schüsse. Die Spritzgussformen für die Massenproduktion gewährleisten eine Genauigkeit von ±0,005 mm für das Zahnprofil im Massenformprozess .
Überprüfung der Dimensionsstabilität
- Daten: CMM-Tests nach 500.000 und 1.000.000 Schüssen belegen eine Abweichung des Zahnprofils von ±0,005 mm .
- Für Sie: Der Industriestandard liegt bei ±0,020 mm bei 100.000 Schüssen . Solche speziell angefertigten, hochbelastbaren Werkzeuge für Zahnräder verhindern fortschreitende Verformungen, die einen Nachbau der Form während des Produktionsprozesses erforderlich machen.
Kostenvorteil pro Teil
- Investition: Zusätzliche Kosten von 15-20 % aufgrund von hochwertigem Material und Oberflächenbeschichtung.
- Für Sie: Reduziert Werkzeugwechsel um das Zwei- bis Dreifache. Dank hochpräziser, robuster Spritzgusswerkzeuge lassen sich die Teilekosten um über 30 % senken. Dies ist das Spritzgusswerkzeugsystem mit hoher Härte .
Die Wahl von HRC 52+ Grundstahl und einer HV 3000 TiAlN-Beschichtung garantiert eine nachweisliche Zahnprofilstabilität von ±0,005 mm für über 1.000.000 Schüsse. Ihre Werkzeugkosten pro Teil sinken um mehr als 30 % , Maßabweichungen werden vermieden und ungeplante Werkzeugwechsel überflüssig. Benötigen Sie eine Garantie von einer Million Schüssen? Dann sind verschleißfeste Spritzgusswerkzeuge die richtige Wahl. Sichern Sie sich eine Werkzeugstandzeit von über 1 Million Zyklen und 30 % Kostenersparnis pro Teil. Senden Sie uns Ihre Zahnradspezifikationen für einen Material- und Beschichtungsanalysebericht und ein individuelles Angebot.
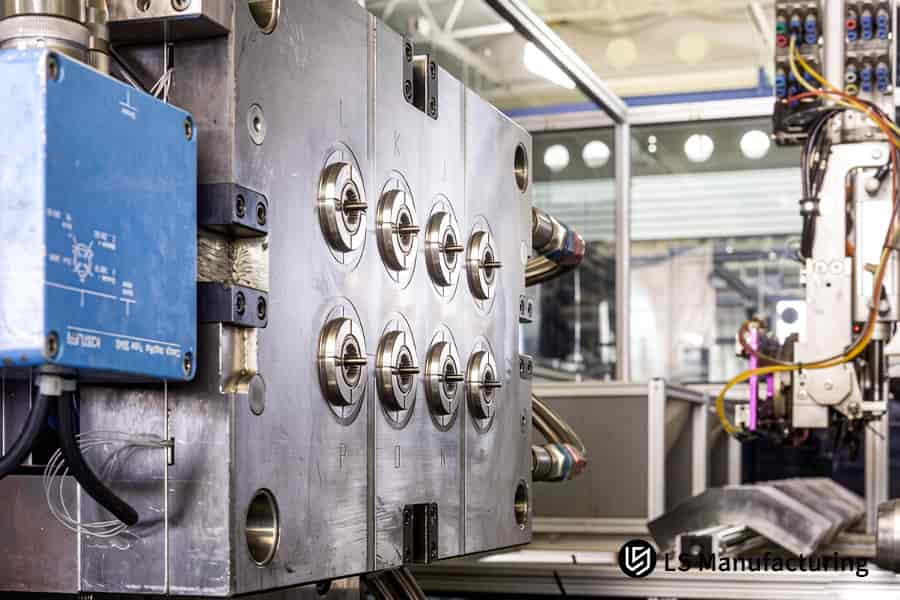
Abbildung 2: Eine CNC-Maschine fräst einen Formblock aus H13-Stahl mit Kühlmittelsprühung für ein kundenspezifisches Hochleistungs-Zahnradwerkzeug.
Welche Parameter müssen bei der Herstellung von kundenspezifischen Hochleistungs-Zahnradwerkzeugen während der Spritzgießphase synchronisiert werden, um eine Zahnverformung unter Last zu verhindern?
Zu den Hauptursachen für Zahnverformungen unter Last zählen schwache Schweißnähte und anisotrope Schwindung aufgrund unzureichender Einspritzgeschwindigkeit und ungeeigneter Füllprofile. Durch die Abstimmung der mehrstufigen Einspritzgeschwindigkeit auf den Nachdruck lassen sich diese Defekte minimieren und die Biegeermüdungsfestigkeit um mehr als 75 % steigern. Bei der Konstruktion von kundenspezifischen Werkzeugen für hochbelastbare Zahnräder müssen diese Parameter für ein optimales Tragverhalten berücksichtigt werden.
Um dies zu erreichen, sind spezialisierte Dienstleistungen im Bereich des industriellen Spritzgusswerkzeugbaus erforderlich, die Rheologiekontrolle und mehrstufige Spritzgusswerkzeuge mit geeigneter Geschwindigkeitsprofilierung umfassen. Die folgenden Produktionstestdaten verdeutlichen die Leistungslücke:
Vergleich der Injektionsparameter
| Parameter | Konventionelle Einstellung | Optimierte Einstellung |
| Einspritzgeschwindigkeit der ersten Stufe | Konstant 60 mm/s | 110 mm/s durch den Anguss für schnelle Kavitätenfüllung |
| Geschwindigkeitsumschaltpunkt | 95% besetzte Position | 85 % Füllstand, dann auf 25 mm/s absenken. |
| Geschwindigkeit der zweiten Stufe | Gleiches wie in der ersten Phase | 25 mm/s für kontrollierte Mikropackung |
| Druckniveau halten | 80 MPa | 120 MPa für 6 Sekunden aufrechterhalten |
| Schweißnahtpräsenz | An der Zahnwurzel sichtbar | Eliminiert – vollständige molekulare Bindung |
| Wurzeldichte | 96–97 % | 100% durch Querschnittsanalyse verifiziert. |
| Biegeermüdungslebensdauer (Zyklen bis zum Bruch) | 180.000 Zyklen (Branchendurchschnitt) | Über 750.000 Zyklen ( 75 % Verbesserung und mehr) |
Quelle: Werksprüfungsdaten von LS Manufacturing zu PA66+50%GF , Validierungslauf über 100.000 Schüsse.
Durch die Anwendung einer Anfangsgeschwindigkeit von 110 mm/s, den Wechsel von 85 % Füllgrad auf 25 mm/s und das Halten eines Drucks von 120 MPa für 6 Sekunden werden Schweißnähte vermieden und eine Wurzeldichte von 100 % erreicht. Dieses kundenspezifische Verfahren zur Herstellung von Zahnradspritzgussformen erhöht die Biegeermüdungslebensdauer um über 75 % . Bei der Serienfertigung von Zahnrädern gewährleisten diese Parameter die strukturelle Integrität ohne nachträgliche Prüfung. Dieser Ansatz für geschwindigkeitsprofilierte Spritzgusswerkzeuge sorgt für gleichbleibende Festigkeit über Millionen von Schüssen hinweg.
Wie kann eine professionelle DFM-Simulation durch einen Werkzeugbaudienstleister die Risiken der Werkzeugvalidierung mindern und die Durchlaufzeiten verkürzen?
Validierungsrisiken bei Werkzeugen entstehen, wenn Konstruktionsfehler in der Form bis zum ersten Versuch unentdeckt bleiben und so kostspielige Nacharbeiten und verzögerte Markteinführungen verursachen. Professionelle DFM-Simulationen identifizieren Verzug, Lufteinschlüsse und Schwindungsungleichgewichte, bevor der Stahl zugeschnitten wird. Für Ingenieure, die einen Dienstleister für industrielle Formenbauarbeiten beauftragen, eliminiert diese Vorabanalyse Spekulationen und beschleunigt die Markteinführung. So funktioniert es:
24-Stunden-Multiphysik-Simulation
Innerhalb eines Tages nach Erhalt Ihres CAD-Modells prognostiziert die Moldflow-Simulation mittels gekoppelter thermisch-struktureller Fließanalyse das Ausmaß des Verzugs, die Lage von Lunkerstellen und die Verformungsvektoren. In Ihrem Fall bedeutet dies, potenzielle Defekte bereits vor Bearbeitungsbeginn zu erkennen und wochenlange, iterative Korrekturen zu vermeiden. Die Simulation erstellt eine quantitative Risikokarte, die präzise angibt, welche Bereiche des Zahnrads hinsichtlich Anguss oder Kühlung angepasst werden müssen. Die frühzeitige Werkzeugkonstruktion für den Spritzguss ist entscheidend für den Erfolg.
Optimierung der Torposition
Die Konstruktion mit einem zentralen Angusskanal führt zu einer asymmetrischen Fließfrontbildung, was ungleichmäßige Schwindung und Schweißnähte am Zahnfuß zur Folge hat. Durch die Dreipunkt-Ventilanguss-Heißkanalkonstruktion mit synchronisierter Einspritzung wird die ungleichmäßige Schwindung um 40 % reduziert. Diese Optimierung verhindert die Orientierungsabhängigkeit, die in Ihrer kundenspezifischen Zahnradspritzgussform zu anisotroper Ovalität führt.
T1-Erfolgsrate
Durch die Integration von Designänderungen mithilfe von Simulationen vor der Fertigung kann die Erfolgsquote beim ersten Versuch (T1) 92 % und mehr erreichen. Laut Benchmarks von Plastics Technology liegt der Branchendurchschnitt für Produkte ohne Simulationen bei etwa 55 % bis 60 % Erfolgsquote beim ersten Versuch. In Ihrem Fall bedeutet dies, dass die hochpräzisen Werkzeuge für den Schwerlast-Formeneinsatz direkt nach Anlieferung qualifiziert sind, anstatt einen iterativen Debugging-Prozess zu durchlaufen. Dadurch sparen Sie mindestens 3–4 Wochen Projektlaufzeit.
Kompressionseffekt der Lieferzeit
Durch die Eliminierung von ein bis zwei Werkzeugmodifikationszyklen verkürzt sich die übliche Entwicklungszeit von 14 Wochen um drei bis vier Wochen. Dieser simulationsbasierte Ansatz für Spritzgusswerkzeuge reduziert die Validierungsphase und verbessert gleichzeitig die Qualität im ersten Durchgang. Anbieter von industriellen Spritzgusswerkzeugen , die von Anfang an konsequent DFM (Design for Manufacturing) anwenden, ermöglichen einen schnelleren und besser planbaren Produktionshochlauf.
Eine professionelle DFM-Simulation hilft, Probleme wie Verzug, Lufteinschlüsse und Angussungleichgewicht vor dem Stahlschnitt zu erkennen. Dadurch erhöht sich die Erfolgsquote von T1 auf 92 % und die Lieferzeit verkürzt sich um 3–4 Wochen . Ihre kundenspezifische Zahnrad-Spritzgießform kann zudem von einem validierungsorientierten Spritzgießwerkzeug profitieren, das die ungleichmäßige Schwindung um 40 % reduziert.
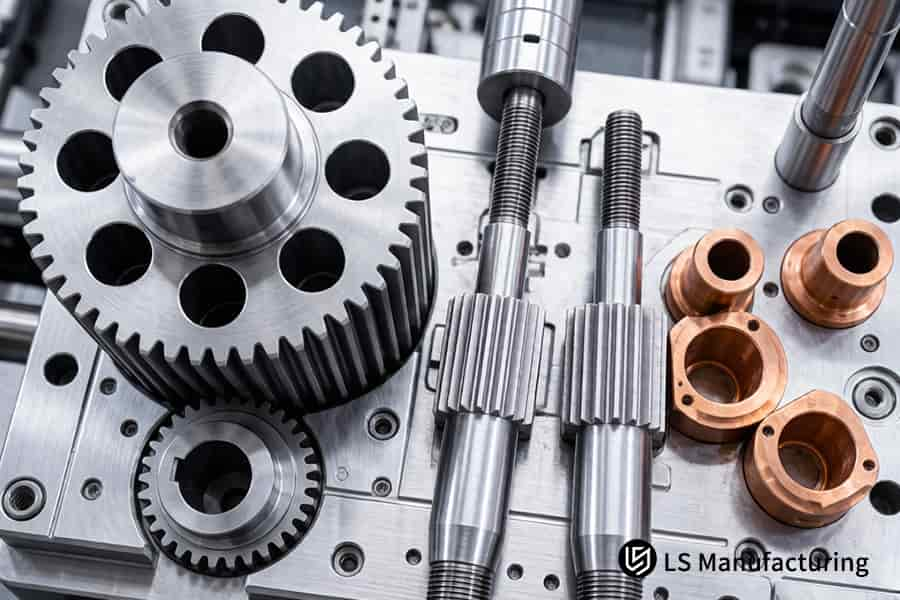
Abbildung 3: Reihen von Spritzgussformen für die Massenproduktion sind auf Stahlgestellen gelagert und bereit für die Herstellung von Zahnradformen in großen Stückzahlen.
Fallstudie: Wie optimierte LS Manufacturing die kundenspezifischen Werkzeuge für Schwerlastverzahnungen, um die von einem OEM-Automobilkunden geforderte Genauigkeit von ±0,008 mm zu erreichen?
Ein globaler Erstausrüster (OEM) für Automobilteile benötigte ein hochbelastbares Planetenrad für Antriebsstränge mit Toleranzen von ±0,008 mm an der Zahnflanke und einer jährlichen Produktionsmenge von über 500.000 Einheiten . Zwei europäische Formenbauer scheiterten aus folgenden Gründen: lokale Überhitzung, eine Achsenexzentrizität von 0,035 mm und Verschleiß nach 100.000 Schüssen . Das Problem ließ sich durch die Anfertigung kundenspezifischer Werkzeuge für hochbelastbare Zahnräder lösen.
Herausforderung für den Kunden
Das betreffende Bauteil war ein Planetenrad aus PA66+45%GF-Kunststoff . Das bestehende Verfahren führte nach 100.000 Schüssen zu einer Achsenexzentrizität von 0,035 mm und messbarem Verschleiß. Daher mussten die Werkzeuge wiederholt überarbeitet werden. Da Verzögerungen laut Vertrag Vertragsstrafen nach sich ziehen würden, suchte der Kunde einen Hersteller von Formen für hochbelastbare Zahnräder .
LS Fertigungslösung
Wir haben ein Kühlsystem entwickelt, das unsere firmeneigene Technologie für 3D-gedruckte, konturierte Kanäle sowie CuBe-Einsätze an den Wurzel-Hotspots integriert. Unsere Kühllösung verwendet vakuumgeschmolzenen ESR-Stahl mit DLC-Beschichtung (Nanohärte >HV 2500) . Aufgrund der berechneten nichtlinearen Schrumpfung des hochkristallinen PA66 haben wir eine Gegenkompensation von 0,012 mm an der EDM-Kavität eingeführt. Wir haben die Vorteile industrieller Spritzgusswerkzeugdienstleistungen in Kombination mit DLC-beschichteten Spritzgusswerkzeugen genutzt.
Ergebnisse und Wert
Der T1-Test war ein voller Erfolg: Die Exzentrizität erreichte einen Wert von 0,006 mm und übertraf damit das Ziel von ±0,008 mm . Nach dem millionsten Schuss mit einer Geschwindigkeit von 50 Schüssen pro Minute zeigte die CMM-Prüfung, dass der Zahnverschleiß unter 2,0 µm blieb und keine Maßabweichung auftrat. Der Kunde konnte 30 % der Nacharbeitskosten einsparen und die Teileproduktion 18 Tage früher als geplant aufnehmen. Gleichzeitig sicherte er sich eine hohe Produktionskapazität für zukünftige Zahnradformprojekte. Das produktionsfertige Spritzgusswerkzeug lieferte vom ersten Schuss an konsistente Ergebnisse.
Durch den integrierten Werkzeugkonstruktionsansatz mit konturnaher Kühlung, DLC-Beschichtung und kompensierter EDM konnten Trial-and-Error-Verfahren vermieden werden. Dieses Spritzgusswerkzeug für eine Million Schüsse erreichte nach 1,2 Millionen Schüssen ohne Nachjustierungen die Toleranzgrenze von ±0,006 mm . Für OEMs, die zuverlässige Spritzgusswerkzeuge für die Automobilindustrie benötigen, gewährleistet diese Methodik einen termingerechten Produktionsstart und niedrigste Gesamtbetriebskosten.
Sichern Sie sich eine Präzision von ±0,006 mm über mehr als 1,2 Millionen Zyklen für Ihre Zahnräder. Um diese bewährte Langlebigkeit zu erreichen, kontaktieren Sie unsere Spezialisten für Zahnradwerkzeuge für eine Machbarkeitsanalyse und einen garantierten Produktionszeitplan.

Welche Qualitätsprüfungskriterien für kundenspezifische Zahnradspritzgussformen sind bei LS Manufacturing zwingend erforderlich, um die Zertifizierung für die Massenfertigung von Zahnradformen zu erhalten?
Die gleichbleibende Qualität vom ersten bis zum millionsten Zahnrad erfordert ein geschlossenes Qualitätskontrollsystem , das Rohmaterial, Prozess und Geometrie in allen Phasen überwacht. Für Kunden, die auf kundenspezifische Spritzgussformen für Zahnräder angewiesen sind, sind nachfolgend einige der obligatorischen Prüfkriterien aufgeführt, die die Einhaltung der Normen ISO 9001 und IATF 16949 gewährleisten:
Wareneingangsprüfung von Rohmaterialien
- MFI-Test: Bestätigt einen gleichbleibenden Schmelzfluss von Charge zu Charge.
- Feuchtigkeitsanalyse: Hält den Restwassergehalt bei ≤0,02%.
- Für Sie: Gewährleistet stabile Fließeigenschaften Ihrer Chargen und verhindert Maßabweichungen aufgrund von Materialschwankungen. Der geprüfte Herstellungsprozess für Spritzgusswerkzeuge beginnt mit der Überprüfung der Rohmaterialien.
Prozessbegleitende SPC-/CPK-Kontrolle
- CPK-Zielwert: Misst kritische Zahnradabmessungen mit einem CPK-Wert von ≥1,67 .
- Rückkopplungsschleife: Sofortige Anpassungen bei festgestellter Trendabweichung.
- Für Sie: Die statistische Prozesskontrolle gewährleistet, dass alle Zahnräder während des gesamten Herstellungsprozesses von Großserien-Zahnrädern innerhalb der Toleranz bleiben, selbst nach mehreren tausend Stück.
Abschließende 100% Online-Inspektion
- Doppelflanken-Tester: Bewertet Zahnprofil, Helix und Steigung.
- 3D-optischer Scanner: Bestätigt die Gesamtgeometrie anhand der CAD-Masterdaten.
- Für Sie: Die 100%ige Qualitätskontrolle bedeutet, dass nur konforme Teile die Montage erreichen und somit die vollständige Rückverfolgbarkeit für die Zertifizierung von Spritzgussformen in der Serienproduktion gewährleistet ist. Dieses zertifizierte Werkzeugsystem für Spritzgussformen sichert die Einhaltung der Vorschriften.
Die oben genannten Ebenen bilden ein geschlossenes Qualitätssicherungssystem. Die Dienstleistungen Ihres zuverlässigen Partners für industrielle Werkzeugfertigung gewährleisten eine CPK-Zertifizierung ≥ 1,67 , eine Feuchtigkeitskontrolle ≤ 0,02 % und vollständige Rückverfolgbarkeit vom ersten bis zum millionsten Spritzgussteil. Dieses rückverfolgbare Spritzgusswerkzeugsystem garantiert, dass alle Zahnräder den Normen ISO 9001 und IATF 16949 ohne Stichprobenrisiken entsprechen.
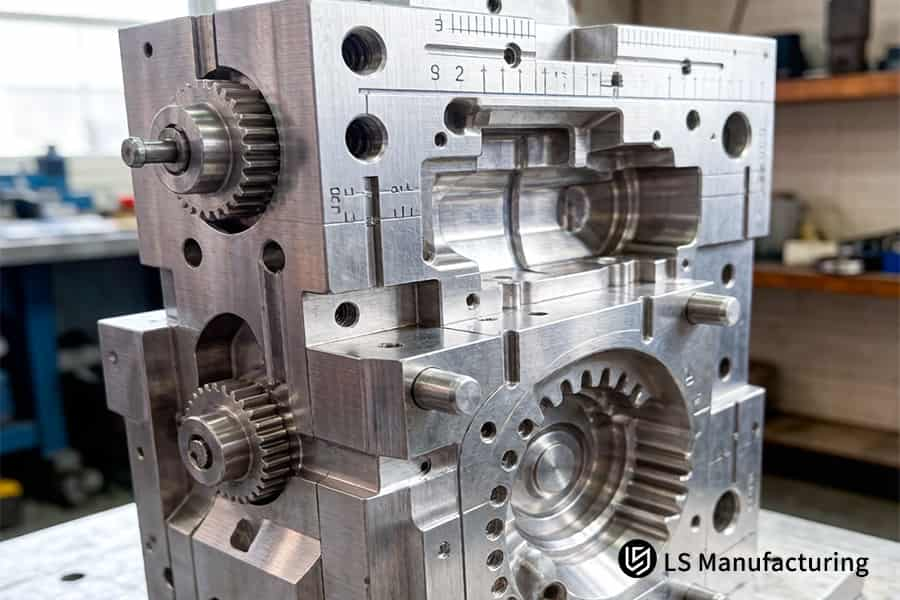
Abbildung 4: Eine kundenspezifische Zahnradspritzgussform mit komplexen Kavitäten aus D2-Stahl wird für die Herstellung von hochpräzisen, robusten Werkzeugen gezeigt.
Wie lassen sich die gesamten Beschaffungskosten bei der Auswahl eines erstklassigen chinesischen Herstellers von Schwerlast-Zahnradformen für globale Lieferketten bewerten?
Beschaffungsentscheidungen sollten nicht allein auf Preisen basieren. Es fallen Gesamtbetriebskosten an, die für die Nutzung des Werkzeugs über die gesamte Projektlaufzeit anfallen. Um fundierte Beschaffungsentscheidungen treffen zu können, müssen die Kosten im Zusammenhang mit einem Werkzeughersteller für Hochleistungszahnräder berücksichtigt werden:
Anfangsinvestition vs. Lebenslange Ersparnisse
Hochwertige Werkzeuge sind aufgrund der besseren Stahlqualität, der konturnahen Kühlung und der DFM-Techniken 15–20 % teurer. Gleichzeitig führt ihr Einsatz zu einer Zykluszeitverkürzung von 15 Sekunden und einer Reduzierung der Ausfallzeiten um 85 % . Anders ausgedrückt: Für Sie als Käufer amortisiert sich der Preisunterschied bereits bei den ersten 200.000 mit Premium-Werkzeugen gefertigten Teilen.
Produktionseffizienzsteigerungen
Die durch konturnahe Kühlung bedingte Zykluszeitverkürzung ermöglicht 600 zusätzliche Schüsse pro Tag und Kavität. Bei 50 Schüssen pro Minute summiert sich dies auf mehrere tausend zusätzliche Teile pro Monat – und das kostenlos. Der präzise, robuste Werkzeugbau reduziert die Stückkosten und gewährleistet gleichzeitig eine Präzision von ±0,005 mm für alle gefertigten Teile. Mit diesem kosteneffizienten Ansatz erzielen Sie eine höhere Kapitalrendite für Ihre Form.
Qualitäts-Kostenreduzierung
Die Fehlerraten werden auf ≤300 ppm (0,03 %) gesenkt, im Vergleich zu den bei kostengünstigen Spritzgusswerkzeugen üblichen 2–5 % . Dadurch entfallen Nachbearbeitung, Sortierung und Rücksendungen. Bei industriellen Spritzgusswerkzeugen für Anwendungen mit hohem Produktionsvolumen amortisieren sich die Mehrinvestitionen in Werkzeuge durch die Vermeidung von Ausschuss bereits innerhalb eines Jahres. Dies ist nur ein Beispiel dafür, wie Sie mit fehlerarmen Spritzgusswerkzeugen finanziell profitieren.
Auswirkungen auf Wartung und Langlebigkeit
Durch die Verlängerung der Werkzeugstandzeit auf über 1 Million Schüsse entfällt der zwei- bis dreimalige Werkzeugwechsel während eines mehrjährigen Projekts. Geringerer Verschleiß bedeutet zudem keine Unterbrechungen durch Polieren oder Nachjustieren der Kavitäten. Bei der Serienfertigung von Spritzgussformen garantiert diese zuverlässige Verfügbarkeit Ihre termingerechte Produktion ohne Expresszuschläge. Die auf Langlebigkeit ausgelegte Werkzeugkonstruktion sorgt für einen reibungslosen Produktionsablauf.
Um die Gesamtbetriebskosten zu ermitteln, sollten Sie neben den Anschaffungskosten auch Faktoren wie Zykluszeiten, Fehlerraten und Wartungspläne berücksichtigen. Ein erfahrener Partner, der Ihnen 15 Sekunden Zykluszeitersparnis, ≤ 300 ppm Fehler und 85 % weniger Ausfallzeiten bietet, spart Ihnen über die gesamte Projektlaufzeit Millionen von Dollar. Dank unserer TCO-optimierten Spritzgusswerkzeugkonstruktion bieten wir Ihnen Premium-Werkzeuge mit dem besten Preis-Leistungs-Verhältnis.
Häufig gestellte Fragen
1. Wie lange ist die übliche Lieferzeit für einen Werkzeugbauservice für industrielle Spritzgussformen, der kundenspezifische Hochleistungsgetriebewerkzeuge liefert?
Die durchschnittliche Lieferzeit beträgt 25–35 Werktage und umfasst eine gründliche DFM-Analyse, CNC- und EDM-Bearbeitung sowie die Lieferung von T1-Mustern. Durch die Kombination dieser Schritte wird die Form hinsichtlich korrekter Zahngeometrie, zuverlässigem Materialfluss und dauerhafter Funktion vollständig validiert.
2. Kann ein Standard-Formenhersteller für Schwerlastzahnräder auch glasfaserverstärkte PEEK- oder PA66-Kunststoffe verarbeiten?
Für herkömmliche Hersteller ist dies eine Herausforderung, doch LS Manufacturing verwendet importierten, gehärteten HRC52+ ESR-Stahl und Nano-Hartbeschichtungen, um Formen herzustellen, die dank des hohen GF-Anteils ( über 50 % ) extremen Abriebbelastungen standhalten. Das Werkzeug zeichnet sich durch eine lange Lebensdauer aus.
3. Wie gewährleistet Ihr Präzisions-Hochleistungsformwerkzeug eine gleichmäßige Schrumpfung über die symmetrischen Zahnradzähne hinweg?
Eine gleichmäßige Schrumpfung wird durch den Einsatz eines 3D-gedruckten, konformen Kühlsystems erreicht, das sicherstellt, dass die Temperaturabweichung von der durchschnittlichen Oberflächentemperatur ±1,5°C nicht überschreitet, zusätzlich zur nichtlinearen Schrumpfungskompensation, die auf der Bearbeitungsstufe der EDM-Elektroden durchgeführt wird.
4. Über welche Qualitätszertifizierungen verfügt Ihr Unternehmen für die Herstellung von Zahnrädern in großen Stückzahlen für Anwendungen in der Automobil- oder Luftfahrtindustrie?
Unser Unternehmen ist nach IATF 16949 (Automobilindustrie) und ISO 9001 (Qualitätsmanagement) zertifiziert. Die Rückverfolgbarkeit wird durch unseren Prozess gewährleistet: Jede Lieferung unserer Produktionschargen enthält einen 100% igen CMM-Bericht, der die kritischen Abmessungen der Zahnräder wie Teilkreisdurchmesser, Zahnprofil und Rundlauf bestätigt.
5. Wie gewährleisten Sie die Einhaltung der Toleranzvorgaben für die Kavität einer kundenspezifischen Spritzgussform für Zahnräder bei der Serienproduktion?
Durch den Einsatz von hochpräziser 5-Achs-Bearbeitung in Kombination mit Schweizer EDM-Maschinen werden Fertigungstoleranzen von ±0,003 mm für die Formhohlräume sichergestellt. Diese hohe Präzision und der für die Formhohlräume verwendete Werkzeugstahl gewährleisten die Formstabilität und Steifigkeit der Zahnräder auch nach Tausenden von Bearbeitungsvorgängen.
6. Können wir vor Abschluss eines Vertrags über Dienstleistungen im Bereich industrieller Formenbau eine kostenlose DFM-Optimierungsanalyse anfordern?
Laden Sie Ihre 3D STEP/IGS-Datei einfach in unser Webportal hoch und Sie erhalten innerhalb von 24 Stunden einen kostenlosen DFM-Analysebericht – fordern Sie noch heute ein Angebot an –, der gerätespezifische Aspekte in Bezug auf Entlüftung, Packung und anisotrope Schrumpfung berücksichtigt.
7. Wie hoch ist die Mindestbestellmenge (MOQ) bei einer Partnerschaft mit LS Manufacturing für die Massenproduktion von Zahnrädern?
Als Hersteller von Formen für große Stückzahlen ( >500.000 Zyklen ) konzentrieren wir uns hauptsächlich auf die Serienproduktion; wir haben jedoch kein Problem damit, auch in Produktentwicklungsphasen zu arbeiten, in denen nur etwa 1.000 Stück benötigt werden, um die Funktionalität des Designs zu testen.
8. Wie schützt LS Manufacturing die firmeneigenen Konstruktionspläne und das geistige Eigentum eines Kunden für kundenspezifische Hochleistungsgetriebewerkzeuge?
Bei LS Manufacturing setzen wir mehrstufige Sicherheitssysteme ein. Bereits im Anfragestadium unterzeichnen wir eine Geheimhaltungsvereinbarung und speichern die geschützten Konstruktionspläne und Baupläne unserer Kunden auf verschlüsselten und gesicherten Servern. Unbefugter Zugriff wird niemals zugelassen.
Zusammenfassung
Die Qualität der in Serie gefertigten, kundenspezifischen Hochleistungszahnräder ist entscheidend für die Langlebigkeit der Endanlagen. Die Spritzgusswerkzeuge eliminieren Probleme wie Bruch und Verformung durch 3D-Konturkühlung, hochfeste Verbundstähle (HRC 52+) und eine Schrumpfung im Mikrometerbereich (±0,01 mm) . Dank unserer langjährigen B2B-Erfahrung in diesem Bereich können wir unseren Kunden Industrieprodukte höchster Qualität anbieten.
Lassen Sie nicht zu, dass mangelnde Werkzeuggenauigkeit Ihre Logistikkette gefährdet. Ob Sie ein neues Projekt planen oder Ausfallzeiten Ihrer Anlagen und Werkzeugverschleiß beheben müssen – handeln Sie jetzt. Fordern Sie ein Angebot an oder laden Sie einfach Ihre .STEP- oder .IGS-Dateien hoch. Innerhalb eines Tages erhalten Sie von unserem hochqualifizierten Logistikleiter einen individuellen DFM-Bericht inklusive Angussspannungs- und Schwindungsanalyse.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


