
Das Angebot von LS Manufacturing für kundenspezifische Spritzgusswerkzeuge ist eine transparente Festpreislösung , die durch umfassende DFM-Analyse im Vorfeld die branchenüblichen Lockvogelangebote ausschließt. Dieser datenbasierte Prozess gewährleistet planbare Werkzeuginvestitionen mit kritischen Bearbeitungstoleranzen von ±0,01 mm, einer Kavitätshärte von HRC 48–52 und keinerlei versteckten Kosten bei der Trennlinienausführung oder der Konstruktion von Heißkanalsystemen.
Die transparente Preisgestaltung von LS Manufacturing für Werkzeugformen bietet dank detaillierter DFM-Planung im Vorfeld die optimale Lösung. So erhalten Sie planbare Werkzeugkosten bei kritischen Toleranzen von ±0,01 mm , einer Kavitätshärte von HRC48-52 und ohne versteckte Kosten bei der Trennlinien- oder Heißkanalsystemkonstruktion.

Angebot für kundenspezifische Spritzgusswerkzeuge: DFM-Kostenkontrolle – Kurzübersicht
| Risiko versteckter Gebühren | DFM-Präventivmaßnahmen |
| Hinterschnitte (Seitwärtsaktionen) | Hinterschnitte sollten vermieden oder so einfach wie möglich gestaltet werden; stattdessen sollten manuelle oder seitliche „Abstoßungs“-Aktionen angewendet werden. |
| Verzug (Werkzeugrevisionen) | Führen Sie eine Formfüllanalyse durch , um die Schwindung vorherzusagen und auszugleichen. |
| Oberflächenbeschaffenheit (Texturierung) | Für die gewünschte SPI-Oberfläche muss ein geeigneter Entformungswinkel ( ≥1° pro 0,025 mm Texturtiefe ) angewendet werden. |
| Nicht standardmäßige Formbasis | Die Bauteilabmessungen müssen so ausgelegt sein, dass sie in Standard- Spritzgießwerkzeuggrößen passen. |
| Transparenzgarantie | Wir stellen Ihnen vor Vertragsabschluss ein detailliertes Angebot und einen vollständigen DFM-Bericht zur Verfügung. |
Wichtigste Erkenntnisse:
- DFM fixiert die Kosten: Das Endergebnis eines DFM-Prozesses für Spritzgusswerkzeuge ist, dass die variablen Nebenkosten zu vorhersehbaren, fixen Werkzeugkosten werden.
- Simulation ist eine Investition: Eine frühzeitige Formfüllanalyse ist kostengünstiger als mehrere Werkzeugwechsel in den Versuchen.
- Klare Spezifikationen verhindern Änderungsaufträge: Geben Sie alle Ihre Anforderungen ( Toleranzen, Oberflächenbeschaffenheit, Material usw.) gleich zu Beginn in der Angebotsanfrage an, damit keine Annahmen getroffen werden müssen.
- Vertrauen entsteht durch die Aufschlüsselung: Ein vertrauenswürdiges Angebot ist eine transparente Aufschlüsselung und nicht nur eine einzelne Zahl.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt Hunderte von Büchern zum Thema Formenbau . Dieser Leitfaden ist anders. Er wurde von unseren Werkzeugmachern und Verfahrenstechnikern verfasst, die täglich im Werkzeugbau mit Verschleiß, Einfallstellen und Maßabweichungen zu kämpfen haben. Unsere Konstruktionsregeln basieren auf einer praxiserprobten Konstruktionstheorie und nicht nur auf theoretischen Konzepten in einem ungetesteten Konstruktionsbuch. Die Spezifikationen für Formensicherheit, Konstruktion und Klassifizierung gemäß deutschen Normen basieren auf dem Verein Deutscher Ingenieure (VDI) , dem Rückgrat der deutschen Präzisionstechnik .
Wir fertigen Werkzeuge für Bauteile, bei denen es auf jeden Mikrometer ankommt: optische Linsen für die Halbleitermesstechnik, mikrofluidische Kanäle für Diagnosegeräte und Steckverbinder für Tiefseesensoren. Die erforderliche Präzision und Langlebigkeit erfordern, dass wir Materialien beschaffen und Prozesse gemäß den strengen Spezifikationen der japanischen Industrienormen (JIS) – einem internationalen Standard für gleichbleibend hohe Qualität – sicherstellen.
Unser Verständnis ist aus Erfahrung geschmiedet und durch Fehler gefestigt. Wir kennen nun die optimale Härte des P20-Stahls für ein perfektes Verhältnis von Bearbeitbarkeit und Polierbarkeit, die Anordnung der Kühlkanäle zur Reduzierung der Zykluszeit um 20 % und das Entlüftungsmuster, das Verbrennungen in tiefen Rippen verhindert. Wir bündeln all diese praxiserprobten Erkenntnisse zur Reduzierung von Ausschuss, damit Sie ein Werkzeug für die Serienfertigung und nicht für Muster spezifizieren und teure Probleme wie vorzeitigen Verschleiß, Gratbildung und Maßabweichungen vermeiden können.
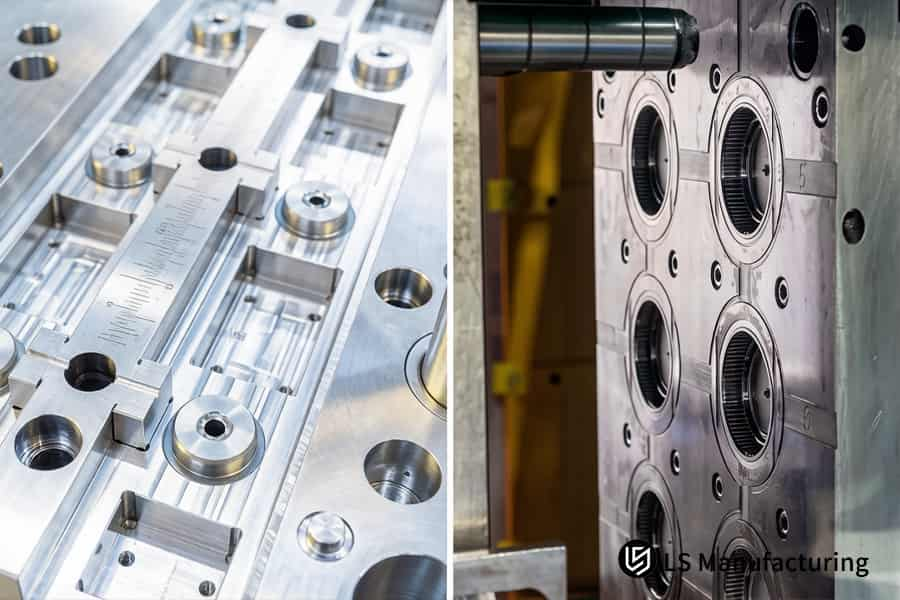
Abbildung 1: Eine präzisionsgefertigte Formbasis aus P20-Stahl mit Ausrichtungshilfen wird einer abschließenden Überprüfung für kostengünstige Spritzgusswerkzeuge unterzogen.
Warum bergen günstige Angebote für Spritzgusswerkzeuge oft erhebliche versteckte Kosten?
Ein günstiges Angebot für Spritzgusswerkzeuge kann irreführend sein, da es wichtige Details ausblendet. Dies kann zu Verzug der Teile und Rissen in der Form führen und die Gesamtbetriebskosten (TCO) um 50 % oder mehr erhöhen. Echte Kostenkontrolle bedeutet, versteckte Kosten in drei grundlegenden Bereichen zu vermeiden.
Stahlsortenwechsel: Ein Kompromiss bei der strukturellen Integrität
Die Wahl eines Spritzgießers allein aufgrund der niedrigsten Kostenschätzung für Spritzgießwerkzeuge birgt oft das Risiko versteckter Materialabstriche. Der Ersatz des benötigten H13-Stahls durch P20 verringert die Beständigkeit gegen thermische Ermüdung und erhöht das Risiko von Kernrissen nach 50.000 Zyklen anstatt der erwarteten 500.000+ Zyklen. Dies führt zu einem teuren Austausch des Kerneinsatzes und macht die anfänglichen Einsparungen zunichte. Die Validierung zertifizierter Stahlwerksberichte sichert Ihre Stückkosten und Werkzeugstandzeit und gibt Ihnen die Gewissheit, dass die Form die erforderlichen Härte- und Reinheitsgrade erreicht hat.
Die hohen Kosten fehlender Verschleißteile bei Gleitbewegungen
Ein präzises Angebot zur Vermeidung versteckter Kosten für Spritzgussformen muss Verschleißteile berücksichtigen. Mangelhafte Lieferanten härten die Verschleißplatten an Auswerfern und Schiebern oft nicht, was zu schnellem Verschleiß und Gratbildung innerhalb weniger Wochen führt. Die Spezifizierung und der Einbau dieser Teile sind daher unerlässlich für langlebige Spritzgusswerkzeuge , die Ihre Produktionsplanung und Ihr Wartungsbudget vor unvorhergesehenen, teuren Ausfällen und Stillstandszeiten schützen.
Marke vs. Leistung in kritischen Heißkanalsystemen
Transparente Preisgestaltung für Formwerkzeuge kennzeichnet die Marke und Garantie des Heißkanalsystems. Nicht markengebundene, nicht zertifizierte Systeme weisen häufig ein unzureichendes Wärmemanagement ( ±5 °C statt ±1 °C ) und potenzielle Ausfälle auf. Ein defekter Standardverteiler kann die Produktion für 10 Tage lahmlegen und einen Totalverlust von 25.000 US-Dollar oder mehr verursachen. Markensysteme sind auf gleichbleibende Temperaturprofile ausgelegt und werden vom Hersteller unterstützt, was in der Regel zu gleichmäßigeren Bauteilen und besser planbaren Betriebskosten führt.
DFM als grundlegende Kostenkontrollaktivität
Die wichtigste Investition in Spritzgusswerkzeuge ist eine umfassende DFM-Analyse vor der endgültigen Angebotserstellung. Eine oberflächliche Betrachtung kann Spannungskonzentrationen übersehen; eine unmodifizierte scharfe Innenkante kann beim Beproben zu einem Kernbruch führen , was eine komplette Neukonstruktion erforderlich macht. Eine vollständige DFM-Analyse in Kombination mit einer Moldflow-Simulation ermöglicht es Ihnen, Konstruktionskorrekturen bereits auf CAD-Ebene vorzunehmen. Diese proaktive Maßnahme gewährleistet ein solides Werkzeug von Anfang an (T1) und vermeidet kostspielige und zeitaufwändige Nacharbeiten.
Diese technische Überprüfung hebt die Produktmerkmale hervor, die die häufigsten Ursachen für Ausfälle im Feld und Kostenüberschreitungen beseitigen. Unsere Glaubwürdigkeit wird durch die Überprüfung jedes Angebots anhand von Materialzertifikaten und simulationsvalidierten Konstruktionen sichergestellt. Wir machen Ihre Beschaffung von kundenspezifischen Spritzgusswerkzeugen zu einer planbaren Investition mit klarem ROI und eliminieren versteckte Kosten, die Ihre Gesamtbetriebskosten erhöhen.

Wie können Online-Plattformen für Angebotsanfragen zu kundenspezifischen Formenwerkzeugen frühzeitiges Design-Feedback präzisieren?
Transparentes Feedback in der frühen Designphase macht die Online-Angebotserstellung für kundenspezifische Spritzgusswerkzeuge zu einer strategischen technischen Orientierungshilfe. Führende Plattformen analysieren Ihr 3D-Modell algorithmisch mittels DFM (Design for Manufacturing), um Fertigungsprobleme in Echtzeit zu identifizieren. So lassen sich frühzeitig Kosten vermeiden und Termine planen. Das Ergebnis ist ein sofortiges Angebot für Spritzgusswerkzeuge, basierend auf Daten statt auf Spekulationen.
Automatisierte Machbarkeitsprüfung: Von der Geometrie zum sofortigen Feedback
- So funktioniert es: Die semantische Analyse Ihrer 3D-Datei identifiziert verschiedene wichtige Herstellbarkeitseigenschaften und führt anschließend Messungen durch .
- Ihr Vorteil: Sie erhalten innerhalb weniger Minuten eine unvoreingenommene Bewertung, sodass Sie sich bei einer Umgestaltung keine Gedanken über teure Überraschungen in der Endphase machen müssen.
Kritische Analyse 1: Validierung der Wandstärke
- Technisches Verfahren: Das System prüft die Wandstärke und unterscheidet zwischen zu dünnen und zu dicken Wänden, wobei der optimale Bereich zwischen 1,5 mm und 3,0 mm liegt.
- Ihr Nutzen: Sie erhalten ein fehlerfreies Spritzgussteil und optimieren gleichzeitig die Teilequalität sowie die Kostenkalkulation für Ihre Spritzgusswerkzeuge durch CAD-Änderungen vor der Werkzeugherstellung.
Kritische Analyse 2: Prüfung von Entwurfswinkel und Hinterschneidung
- Technisches Verfahren: Algorithmen ermöglichen die Erkennung von vertikalen Flächen und Hinterschneidungen mit einem vorgegebenen Neigungsschwellenwert (z. B. ≥1° ).
- Ihr Vorteil: Sie sehen, wie die Geometrie die Komplexität der Form bestimmt und können dies bei der Optimierung Ihres Angebots für kundenspezifische Spritzgusswerkzeuge berücksichtigen, bevor Sie Ihre Konstruktion abschließen. Diese Transparenz fördert von Anfang an eine partnerschaftliche Zusammenarbeit im Bereich Spritzgusswerkzeuge .
Kritische Analyse 3: Visualisierung der Preisgrenze
- Technischer Prozess: Die geometrische Komplexität wird vom System für die Fertigungsabbildung berechnet, indem die Kostentreiber über die gesamte Fertigung hinweg verglichen werden.
- Ihr Mehrwert: Dadurch können Sie strategische Designentscheidungen treffen und Ihr Budget frühzeitig festlegen. Dies ist der Kern transparenter Preisgestaltung für Werkzeugformen und verhindert kostspielige Änderungsaufträge.
Das Ergebnis: Umsetzbare Erkenntnisse
Das Ergebnis ist ein prägnanter, praxisorientierter Bericht, der Ihnen hilft, Ihr Design fertigungsgerecht zu gestalten. So erhalten Sie von Anfang an ein präzises Angebot und minimieren die Risiken für Ihren gesamten Projektstart. Der automatisierte Feedback-Prozess für die Werkzeugerstellung schafft in jeder Phase Vertrauen.
Dieser Ansatz macht die üblicherweise intransparente Angebotsphase zu einer transparenten, kollaborativen technischen Überprüfung. Sie erhalten vor Ihrer Zusage einen klaren Überblick darüber, was herstellbar ist und was nicht, sowie über die Kosten. So wandelt sich die traditionell sehr unsichere Anfangsphase in eine Phase planbarer, datengestützter Vorgehensweise.
Warum ist eine umfassende Bewertung von DFM-Spritzgussformangeboten entscheidend für die Vorhersagbarkeit des Projektbudgets?
Ein vollständiges DFM-Spritzgusswerkzeugangebot übersetzt die Konstruktionsgeometrie in einen verbindlichen Produktionsplan. Es legt kritische Parameter fest, indem es Ergebnisse prognostiziert, bevor der Werkzeugbau beginnt. Es wandelt eine Kostenschätzung in einen Vertrag um, wodurch teure Überraschungen vermieden und Budgetplanungssicherheit gewährleistet wird .
| Fokus | Risiko ohne DFM | Wert mit DFM-Angebot |
| Schweißnahtvorhersage | Bei Versuchen mit Nachbearbeitung festgestellte Mängel. | Vorab erkannte Mängel ermöglichen eine frühzeitige Überarbeitung. |
| Toroptimierung | Ungleichmäßige Strömung verursacht hohen Druck und Defekte . | Die Angüsse sind für eine gleichmäßige Füllung unter 120 MPa ausgelegt, um einen stabilen Prozess zu gewährleisten, der auf Ihre individuellen Spritzgusswerkzeugdienstleistungen zugeschnitten ist. |
| Kühlung & Verzug | Verformung und lange Zyklen aufgrund ungleichmäßiger Kühlung. | Durch die Simulation werden Temperaturschwankungen und Verzug reduziert, was zu präzisen Ergebnissen bei der Herstellung von Spritzgusswerkzeugen führt. |
| Stahlspezifikation | Ausfallzeit aufgrund vorzeitigen Werkzeugverschleißes . | Es wird gehärteter Stahl (z. B. H13 mit 48-52 HRC ) benötigt, was zu versteckten Kosten für die Formenprävention führt. |
Dieser Ansatz bietet ein transparentes Preissystem für Spritzgusswerkzeuge , bei dem das Angebot einem simulationsgestützten Produktionsplan entspricht. Das schafft Sicherheit: sowohl für Prototypen-Spritzgusswerkzeuge als auch für die Serienfertigung. Sie erhalten einen validierten Plan mit digital bestätigter Qualität, sodass der Projektstart planbar und risikoarm ist.

Abbildung 2: Modulare Arbeitsstationen beherbergen Stahlformkomponenten und Werkzeuge für Montage, Inspektion und transparente Preisgestaltung der Formwerkzeuge.
Welche Struktur sollte ein transparentes Preisblatt für Formenbauwerkzeuge für Ingenieure haben?
Eine transparente Preisliste für Spritzgusswerkzeuge ist ein äußerst nützliches Werkzeug für Ingenieure, das die Gesamtkosten in nachvollziehbare technische Bestandteile aufschlüsselt. So können Sie die Spezifikationen prüfen und Angebote direkt miteinander vergleichen, anstatt nur den Endpreis zu betrachten. Dieses Format zeigt auf, wo der niedrige Preis für Spritzgusswerkzeuge durch Kosteneinsparungen erzielt wird, wodurch die Preisliste zu einer technischen Vertragsspezifikation wird.
Hardware im Detail: Material- und Komponentenkosten
Die detaillierte Auflistung aller physischen Komponenten mit Spezifikationsangaben ist im Angebotspreis enthalten. Dazu gehören Hersteller und Güte des Formgrundkörpers, Stahl für Kavität/Kern (z. B. H13 mit 48–52 HRC ), Marke/Modell des Angusskanals usw. Dank dieser Präzision können Sie die Kostenkalkulation für die Spritzgusswerkzeuge überprüfen und Materialalternativen frühzeitig erkennen. Das bedeutet für Sie eine lange Werkzeugstandzeit und die Vermeidung von Fehlern bei komplexen Spritzgusswerkzeugen aufgrund minderwertiger Materialien.
Validierung der Fertigung: Arbeitsaufwand und Präzisionsbearbeitung
Dies ist eine detaillierte Aufschlüsselung von Prozess, Zeit und Toleranzen. Sie umfasst die 5-Achs-CNC-Bearbeitung, die EDM-Bearbeitung (mit einer Oberflächengüte von z. B. Ra 0,4 μm) und setzt diese in Bezug zu kritischen Merkmalen wie der Toleranz des Positionierrings ( ±0,01 mm ). Dies belegt die Fähigkeit, die erforderliche Präzision zu erreichen. Die Form wird somit nach einem Standard gefertigt, der den Wartungsaufwand reduziert und die Teilequalität sichert, wodurch Ihr Produktionsplan direkt geschützt wird.
Prüfung der Details: Technische Lösungen
Ein gutes Angebot kalkuliert Probleme wie tiefe Rippen oder Hinterschneidungen explizit und gibt an, ob dies pro Auswerfer oder Schieber erforderlich ist. Unklare oder mehrdeutige Angaben sind ein deutliches Warnsignal. Diese detaillierte Kostenaufstellung stellt sicher, dass das Angebot für die kundenspezifischen Spritzgusswerkzeuge eine robuste und zuverlässige Lösung bietet und Sie beruhigt schlafen können, da potenzielle Fehlerquellen von vornherein ausgeschlossen sind. Dies ist insbesondere bei der Fertigung von Spritzgusswerkzeugen für die Serienproduktion entscheidend, um kostspielige Nacharbeiten und Ausfallzeiten nach der Mustererstellung zu vermeiden.
Montage, Testlauf und Dokumentation
Die Bearbeitung muss transparent sein. Das Angebot sollte eine detaillierte Aufschlüsselung der Festpreisbestandteile enthalten, insbesondere Werkzeugbau, Musterfertigung und vollständige Dokumentation (3D-CAD-Zeichnungen). Keine unerwarteten Kosten nach Auftragserteilung – Sie erhalten ein produktionsfertiges Produkt mit allen Daten, die Sie für die Wartung benötigen. Heutzutage hängt der Wert maßgeblich von der Genauigkeit der Spritzgusswerkzeuge , dem vorhersehbaren Ergebnis der Präzisionsfertigung und der Projektgröße ab.
Diese standardisierte Vorlage vereinfacht die Angebotserstellung durch eine technische Prüfung und beinhaltet eine Checkliste für Informationsanfragen. Sie sorgt für Transparenz, und Ihr Team erhält vergleichbare Zahlen. So können Sie sicher sein, dass der vereinbarte Preis für ein oder mehrere Werkzeuge gilt, die den dokumentierten Standards entsprechen . Sie erhalten eine vertragliche Projektspezifikation, die das Projektrisiko minimiert und durch transparente Preisgestaltung eine zuverlässige und langlebige Lösung für Spritzgusswerkzeuge garantiert.
Wie kann eine optimale Anordnung der Kühlkanäle die Kosten pro Bauteil bei Langzeitserien senken?
Die Stückkosten in Ihrer Serienfertigung hängen direkt von der Gestaltung des Kühlkanals ab. Dadurch wird die Standardkalkulation der Spritzgusswerkzeugkosten zu einem Instrument des variablen Kostenmanagements. Verbesserte thermische Kühllösungen, die über die üblichen gebohrten Linien und konturierten Muster hinausgehen, verkürzen die Zykluszeit um 25–35 % und machen so eine kostengünstige Investition in Spritzgusswerkzeuge über ihre gesamte Nutzungsdauer äußerst rentabel.
Thermische Dynamik: Die zentrale Herausforderung der Homogenität
- Das Problem: Gerade Kühlleitungen erzeugen Hotspots ( runde, spitze Erhebungen ) in und um komplexe Geometrien, sodass die Zyklen für eine sichere Teileentnahme länger sein müssen.
- Die Lösung: Durch thermische Simulationen berechnete konforme Kanäle halten einen nahezu konstanten Abstand (d. h. 10 mm ± 1 mm ) von der Hohlraumwand aufrecht.
- Ihr Vorteil: Dadurch werden thermische Verzerrungen reduziert und eine schnellere und gleichmäßigere Kühlung ermöglicht , was zu einer kürzestmöglichen Zykluszeit führt.
Vom Design zu den Daten: Quantifizierung der Zykluszeitreduzierung
- Umsetzung: Zur Ersetzung einer herkömmlichen Einzelleitplatte für ein dickwandiges Bauteil wurde ein 8 mm optimiertes, konturnahes Kanalsystem entwickelt.
- Messergebnis: Die Kühlzeit wurde von 28 Sekunden auf 18 Sekunden reduziert, was zu einer Reduzierung der Gesamtzykluszeit um 32 % führte.
- Ihr ROI: Bei einer Stückzahl von 1 Million Teilen sparen Sie dadurch über 2.700 Stunden Presszeit, was Ihre Produktionsleistung und Ihre Stückkosten bei einem leistungsorientierten Spritzgusswerkzeugprojekt erheblich steigert.
Der Vorteil der Gesamtbetriebskosten (TCO)
- Anfangsinvestition: Ein konturnahes Kühlwerkzeug kann die anfänglichen Kosten für die kundenspezifische Spritzgusswerkzeugherstellung um 15-25 % erhöhen.
- Langfristiger Nutzen: Die Einsparungen pro Teil, basierend auf einer 30% igen Reduzierung der Durchlaufzeit, amortisieren diese Prämie in der Regel bereits bei den ersten 100.000 bis 200.000 Teilen. Jedes weitere Teil wird profitabler.
- Ihr Vorteil: Diese strategische Investition macht aus der Form ein gewinnbringendes Gut und beweist den Wert eines kundenspezifischen Werkzeugbauservices für Spritzgussformen im Vergleich zu einem Werkzeug aus einem Billigangebot.
Strategieintegration in die Projektplanung
- Proaktiver Service: Ein wirklich guter Anbieter von kundenspezifischen Spritzgusswerkzeugen hat diese thermische und TCO-Analyse bereits in der DFM-Phase integriert, um ein Finanzmodell zu liefern, das der Kunde leicht verstehen kann.
- Ihre Klarheit: Sie können Investitionsentscheidungen auf Basis der gesamten Lebenszykluskosten treffen, nicht nur des Anschaffungspreises. Diese Weitsicht verhindert die ständigen Kosten eines verschwenderischen Produktionszyklus und garantiert eine hocheffiziente Spritzgusswerkzeuglösung für Großserien.
Diese Denkweise führt zu einem Wandel von der Stückpreisberechnung hin zu systembasierten Kosten pro Teil. Der Schlüssel liegt in der Verknüpfung physikalisch fundierter Konstruktion mit wirtschaftlichen Ergebnissen. Dies erreichen wir durch die Kombination von thermischer Simulation und konturnaher Kühlung. So ermöglichen wir Ihnen einen datengestützten Ansatz für die niedrigsten nachhaltigen Teilekosten Ihrer kostenoptimierten Spritzgusswerkzeuge . Validieren Sie Ihre Einsparungen von 25–35 % bei Zykluszeit und Stückkosten. Reichen Sie Ihre Teilekonstruktion für eine TCO-Analyse und ein Angebot für konturnahe Kühlung ein, um sich Ihren langfristigen Wettbewerbsvorteil zu sichern.
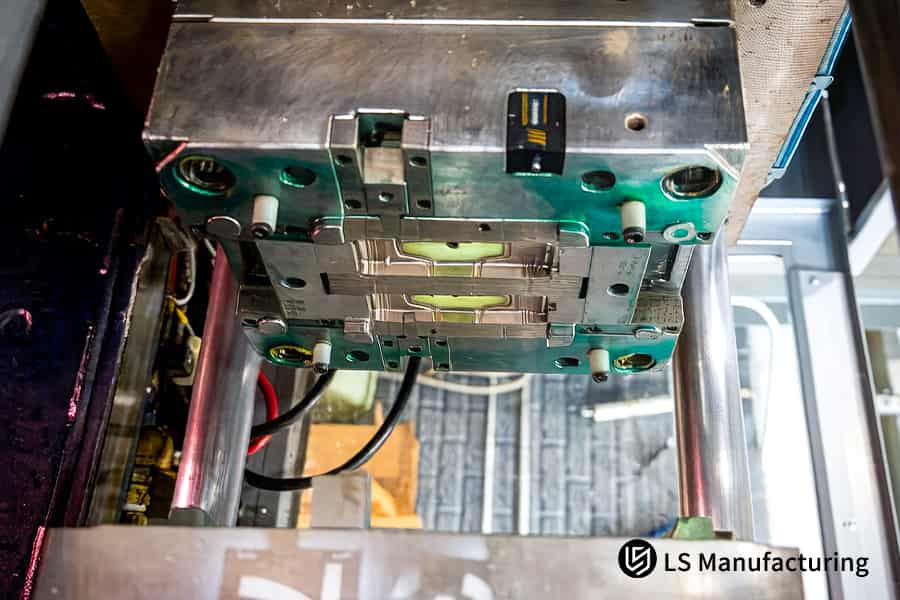
Abbildung 3: Geschmolzener ABS-Kunststoff füllt den Hohlraum der Stahlform und bildet so ein Bauteil. Dies ermöglicht eine Kostenschätzung für die Werkzeuge des Spritzgießwerkzeugs.
Welche Wahl des Formkernstahls garantiert eine lange Werkzeugstandzeit ohne Mikrorisse?
Die Wahl des richtigen Stahls für Kern und Kavität ist die wichtigste Materialentscheidung für eine erfolgreiche und langfristige Produktion. Eine ungeeignete Wahl für abrasive oder korrosive Kunststoffe führt zu übermäßigem Verschleiß, Mikropitting und katastrophaler Mikrorissbildung. Dadurch verwandeln sich die Kostenkalkulation für Spritzgusswerkzeuge in eine ständige Wartungsbelastung. Diese technische Matrix ermöglicht Ihnen eine datenbasierte Auswahl des richtigen Stahls, basierend auf Ihrem Harz, Produktionsvolumen und dem potenziellen Einfluss der Werkzeugstandzeit auf die Gesamtkosten.
| Stahlsorte (Beispiel) | Kerneigenschaften und Härte | Ideales Anwendungsszenario | Garantierte Lebensdauer des Schimmels (typisch) |
| P20 (1,2311) | Vorgehärtet auf ca. 30 HRC , mit guter Bearbeitbarkeit, aber begrenzter Verschleiß- und Korrosionsbeständigkeit. | Nicht abrasive Standardkunststoffe (z. B. PP, ABS ) für Prototypen oder Kleinserienfertigung. | < 500.000 Zyklen. |
| 718H / ASSAB 718 | Durchgehärtet auf 33-38 HRC für bessere Zähigkeit und Polierbarkeit im Vergleich zu normalem P200. | Allgemeine technische Kunststoffe und schwach abrasive, glasfaserverstärkte Stoffe. | 500.000 – 1.000.000+ Zyklen. |
| H13 (1,2344) | Warmarbeitsstahl, gehärtet auf 48-52 HRC, mit hervorragender Beständigkeit gegen thermische Ermüdung und Verschleiß sowie gegen Abrieb. | Hochabrasive Verbundwerkstoffe (z. B. PA66-GF30 ). Diese korrekte Spezifikation ist der Kern eines Angebots zur Vermeidung versteckter Kosten im Zusammenhang mit Schimmelbildung . | Mehr als 1.000.000 Zyklen (SPI 101). |
| S136 / Edelstahl (1.2083) | Hochchromhaltiger martensitischer Edelstahl, gehärtet auf 48-52 HRC mit ausgezeichneter Korrosionsbeständigkeit. | Korrosive Polymere (z. B. PVC, flammhemmende Sorten), die für korrosionsbeständige Spritzgusswerkzeuge benötigt werden. | Mehr als 1.000.000 Zyklen in aggressiven chemischen Umgebungen. |
Dieses empirische Auswahlverfahren ermöglicht eine transparente Preisgestaltung für Spritzgusswerkzeuge und verknüpft Kosten und garantierte Leistung direkt. Die Verwendung von H13 für abrasive Werkstoffe rechtfertigt die anfänglichen Kosten, da dadurch die weitaus höheren Kosten vorzeitigen Kernversagens – ein zentrales Leistungsmerkmal professioneller, kundenspezifischer Spritzgusswerkzeugfertigung – endgültig vermieden werden. Sie schützen Ihre Investition in ein langlebiges Spritzgusswerkzeug, das auf Ihren prognostizierten Lebenszyklus ausgelegt ist, und wandeln Ihre Vorabinvestition in eine produktionsbasierte, planbare und ertragreiche Investition um.
Wie verhindern enge Toleranzen bei Schiebemechanismen Gratbildung an medizinischen Bauteilen?
Bei der Herstellung von Medizinprodukten ist höchste Präzision bei der Vermeidung von Gratbildung an den Schiebemechanismen entscheidend. Selbst kleinste Spalten im Mikrometerbereich können Dichtungen beschädigen und Oberflächen beeinträchtigen. Die Lösung liegt in der Kombination aus Präzisionsbearbeitung, Oberflächentechnik und Messtechnik, um Spalten auf unter 0,01 mm zu reduzieren. Dieser strenge Prozess garantiert absolute Dichtheit und perfekte Ästhetik für empfindliche Teile vom ersten Produktionslauf an – ein zentrales Merkmal eines zuverlässigen Angebots für kundenspezifische Formen, das Sie online anfordern können.
5-Achs-Bearbeitung für einheitliche Passung ±0,005 mm
Gratbildung entsteht durch Lufteinschlüsse zwischen den Gleitkomponenten. Der gesamte Schieber und sein Gehäuse werden in einem Arbeitsgang auf einer kontinuierlichen 5-Achs-Bearbeitungsanlage gefertigt, um durch die Vorrichtung verursachte Fehler zu minimieren. Dies ermöglicht eine Passung mit Toleranzen von ±0,005 mm (5 μm) . Für Sie bedeutet dies, dass der Weg für das Eindringen von Kunststoff vollständig eliminiert wird und somit eine absolut dichte Funktion für all Ihre Spritzgusswerkzeuge für medizinische Anwendungen gewährleistet ist.
Oberflächennitrieren für dauerhafte Toleranz
Eine druckfeste Passung muss dauerhaft gewährleistet sein. Nach der Bearbeitung werden die Bauteile in einer streng kontrollierten Atmosphäre gasnitriert, um eine Oberfläche mit einer Härte von >60 HRC und minimalem Verzug ( <10 µm ) zu erzielen. Dadurch bleibt das erforderliche Spiel erhalten, während gleichzeitig Verschleiß und Reibung deutlich reduziert werden. Sie erhalten ein Bauteil, das Hunderttausende von Zyklen ohne Eingriffe aushält – die höchste technische Präzision und ein überzeugendes Ergebnis bei der Werkzeugfertigung .
Tast- und Messtechnik für zertifizierte Präzision
Sie müssen die Präzision überprüfen. Wichtige Merkmale werden an der Maschine erfasst und gemessen, wodurch ein digitales Ergebnis erzeugt wird. Nach der Montage überprüft eine spezielle Stiftlehre das tatsächliche Laufspiel. Diese doppelte Überprüfung liefert absolute Werte. Für Ihr Projekt bietet sie Ihnen die Gewissheit und Dokumentation, dass das Werkzeug den Spezifikationen entspricht – ein zentrales Ergebnis der kundenspezifischen Werkzeugfertigung im Spritzgussverfahren .
Integriertes Design für Langzeitstabilität
Für höchste Präzision ist eine durchdachte Konstruktion unerlässlich. Die Schieber sind präzisionsgefertigt, verfügen über verlängerte Führungsschienen und gehärtete Stahlverschleißplatten, um die Durchbiegung unter Einspritzdruck zu minimieren. So gewinnen Sie langfristig Vertrauen: Die Dichtungen des Mechanismus bleiben in jedem Zyklus zuverlässig. Diese Weitsicht ermöglicht ein verlässliches Angebot für kundenspezifische Spritzgusswerkzeuge und garantiert gleichzeitig höchste Leistung auch bei eng tolerierten Werkzeugen .
Dieses Verfahren wurde speziell zur Gratvermeidung entwickelt: eine Kombination aus Behandlung, Härtung und messtechnischer Validierung. Eine Prozessinnovation wird validiert, indem ein gut charakterisierter Prozess ( ±0,005 mm , Nitrieren) zu einem vorhersagbaren, datenbasierten Ergebnis geführt wird. Dies erreichen wir durch die Kombination von 5-Achs-Präzision mit spezialisierter Metallurgie zur Herstellung gratfreier Spritzgusswerkzeuge , die die optische und funktionelle Integrität Ihrer anspruchsvollsten Bauteile gewährleisten.

Abbildung 4: Das Online-Angebot für kundenspezifische Werkzeugformen umfasst die CNC-Bearbeitung von Präzisionsaluminiumplatten für die Automobilindustrie.
Fallstudie: Wie konnten Medizinproduktehersteller mit LS Manufacturing hohe Nachbearbeitungskosten eliminieren?
LS Manufacturing verwandelt ins Stocken geratene Medizintechnikprojekte durch präzise Ingenieursarbeit in Vorbilder für Effizienz und Vorhersagbarkeit. Ein gutes Beispiel ist die Beatmungsmaske: Ein mangelhaftes Design der ersten Stunde führte zu 12 % Verzug und massiven Kostenüberschreitungen. Unsere Methodik basiert auf einem verbindlichen Angebot für die DFM-Spritzgussform und extrem effizienter Arbeitsweise – Nacharbeiten sind überflüssig, jeder Testlauf war perfekt. Wir setzen auf transparente Werkzeugpreise, um die Produktfreigabe zu verschleiern und dem Kunden die geringstmöglichen Gesamtkosten zu bieten.
Herausforderung für den Kunden
Die Herstellung einer Zweikomponenten-Maskenform eines Medizintechnikunternehmens scheiterte aufgrund eines mangelhaften DFM-Ansatzes mit starken Einfallstellen und 12 % Verzug. Im ursprünglichen Angebot für die kundenspezifische Spritzgussform waren unerwartet komplexe Drehventile enthalten, was zu unerwarteten Kosten von 28.000 US-Dollar und einer dreimonatigen Projektverzögerung während der Mustererstellung führte und die Produkteinführung gefährdete.
LS Fertigungslösung
Das Ergebnis war eine vollständige DFM-Neuentwicklung der Lösung zur Reduzierung von Verzugsquellen. Ein hochpräziser Heißkanal mit Nadelventil wurde entwickelt, um den Kavitätsfülldruck auf ≤ 1,5 % auszugleichen, was für Spritzgusswerkzeuge für Medizinprodukte von entscheidender Bedeutung ist. Die Entlüftungstiefen wurden neu berechnet und endgültig auf 0,015 mm festgelegt. Dieses aus einem direkten Kundenfehler resultierende Verfahren ebnet den Weg zu verzugsarmen Spritzgusswerkzeugen .
Ergebnisse und Wert
Eine einteilige T1-Form wurde gefertigt und mit einer beeindruckenden Erstmusterannahmequote von 99,8 % für die Serienproduktion qualifiziert. Die Zykluszeit wurde um 18 Sekunden reduziert, und die nachhaltige Ausbeute lag bei über 99,5 % , ohne dass Nacharbeiten erforderlich waren. Dank ihrer Leistung bei einem festgelegten Projektumfang konnte ein transparentes Angebot ohne versteckte Kosten für die Form erstellt werden , Kostenüberschreitungen wurden vermieden und die Produkteinführung für den Kunden gesichert werden.
Dies beweist, dass die engen Fertigungstoleranzen zuverlässige und produktionserprobte Spritzgusswerkzeuge hervorbringen. Das volle Potenzial entfalten wir durch präzise, messbare Lösungen für klar definierte Problemstellungen. Wir erreichen dies durch die Verknüpfung technischer Bewertungen mit Festpreisangeboten und gewährleisten so einen reibungslosen Projektablauf von der ersten Kostenschätzung bis hin zu den erwarteten, herausragenden Produktionsergebnissen .
Verwandeln Sie Ihr Medizinprodukteprojekt von einem Kostenrisiko in eine sichere Markteinführung. Um eine Lösung mit festem Leistungsumfang zu finden, besprechen Sie Ihre Spezifikationen mit unserem Ingenieurteam und erhalten Sie ein verbindliches Angebot.

Warum ist LS Manufacturing die optimale Wahl für kosteneffektive Spritzgusswerkzeuge?
LS Manufacturing bietet echten Mehrwert durch die Kombination von bewährter Technik und unkomplizierten Abläufen mit minimalen Gesamtbetriebskosten . Die größten Einsparungen ergeben sich aus der Vermeidung von Fehlern und Produktionsüberschüssen, nicht aus einem günstigen Anschaffungspreis. Unser Prozess gewährleistet dies durch digitale Validierung, zertifizierte Ausführung und datenbasierte Qualitätssicherung. Wir sichern Ihnen von Anfang an Budget und Zeitplan Ihres Projekts mit einem individuellen Online-Angebot für Werkzeugformen .
Cloudbasiertes DFM & Sofortangebot: Vom Konzept zur Garantie
- So machen wir das: Online analysieren firmeneigene Algorithmen Ihr 3D-Modell und führen innerhalb von Minuten automatisierte Herstellbarkeitsprüfungen durch .
- Ihr Vorteil: Sie erhalten sofort eine datengestützte, transparente Preisgestaltung für Spritzgusswerkzeuge , wodurch sich die Arbeit von Wochen auf Stunden verkürzt und schnellere Entscheidungen bei geringerem Risiko ermöglicht werden. Dies bildet die Grundlage für einen robusten digitalen Prozess zur Herstellung von Spritzgusswerkzeugen .
Zertifizierte Materialrückverfolgbarkeit und Prozesskontrolle
- So machen wir es: Alle eingehenden Materialien sind vollständig werkszertifiziert und werden gemäß IATF 16949 & ISO 9001 System für jeden einzelnen Prozessschritt verwaltet.
- Ihr Vorteil: Diese forensische Rückverfolgbarkeit schließt die Möglichkeit eines Werkzeugausfalls aufgrund von minderwertigem Stahl aus, was die Grundlage für eine kostengünstige Spritzgusswerkzeugherstellung und die Gewährleistung eines zertifizierten Spritzgusswerkzeugergebnisses bildet.
Automatisierte Messtechnik für garantierte Präzision
- So machen wir es: Automatisierte Koordinatenmessgeräte prüfen Teile und Erstmuster und erstellen Berichte mit einer Genauigkeit im Mikrometerbereich (z. B. ±0,005 mm ).
- Ihr Vorteil: Sie erhalten vor dem Versand einen digitalen Qualitätsnachweis und vermeiden so unerwartete Maßabweichungen und Verzögerungen bei der Mustererstellung am Markteinführungstag. Dies ist integraler Bestandteil unserer integrierten Spritzgusswerkzeugtechnik .
Lebenszyklusunterstützung und Produktionsübergabe
- Unsere Vorgehensweise: Vollständige Konstruktionsdaten, Wartungshandbücher und optimierte Prozessparameter ermöglichen einen reibungslosen Produktionsstart .
- Ihr Vorteil: Sie sichern sich nachhaltigen Erfolg und machen das Werkzeug zu einem zuverlässigen Gut mit maximaler Verfügbarkeit. Deshalb zeichnet sich ein echter Service für kundenspezifische Spritzgusswerkzeuge durch die vollständige Verantwortung für den gesamten Prozess aus.
Unser Modell beweist, dass wettbewerbsfähige Spritzgusswerkzeuge durch Investitionen in Präzision und Transparenz von Anfang an realisiert werden. Die Grundlage dafür bildet die Ersetzung von Schätzungen durch Simulationen und von Annahmen durch Zertifizierungen. Dies erreichen wir durch einen nahtlosen digital-physischen Workflow, der einen planbaren Weg von der Konzeption bis zur Serienproduktion mit garantierten Ergebnissen ermöglicht.
Häufig gestellte Fragen
1. Sind in Ihrem Angebot für kundenspezifische Spritzgusswerkzeuge alle Kosten für Formversuche enthalten?
Ja, die Angebote von LS Manufacturing für Spritzgussformen beinhalten selbstverständlich sämtliche Arbeitsstunden und den Materialverbrauch während der Testphasen T1 und T2 sowie die Messberichte für das Endmuster (kostenlos). Es fallen keine versteckten oder zusätzlichen Kosten an.
2. Wie können potenzielle Risiken durch Oberflächenschrumpfung bei Kunststoffteilen frühzeitig während des DFM-Prüfprozesses (Design for Manufacturability) identifiziert werden?
Unsere Ingenieure nutzen Moldflow, um die Schmelzepackung und -kühlung im Formhohlraum bei einem Druck von 100 MPa zu modellieren. Sollten wir feststellen, dass die Dicke einer Rippe 60 % der Hauptwandstärke überschreitet, erhalten Sie von uns im DFM-Bericht Vorschläge zur Wandstärkenreduzierung. So vermeiden Sie von Anfang an mögliche Schwindungsprobleme in Ihrer Konstruktion.
3. Welche Bearbeitungstoleranz kann LS Manufacturing für hochpräzise Spritzgussformen garantieren?
Durch den Einsatz unserer hauseigenen Schweizer Mikron 5-Achs-Hochgeschwindigkeits-CNC-Fräszentren und der Sodick-Drahterodiermaschinen können wir die Bearbeitungstoleranzen für die Kernformhohlräume und Kerne konstant innerhalb von ±0,005 mm einhalten und so die Maßgenauigkeit der resultierenden Spritzgussteile gewährleisten.
4. Warum ist ein transparentes Preismodell für Werkzeugformen so wichtig für die Beschaffung von Automobilkomponenten?
Komponenten in Automobilqualität erfordern äußerst strenge Standards hinsichtlich Lieferkettenbudgetierung und Termintreue. Unser transparentes Preismodell weist die Kosten für Formgrundplatte, Stahlmaterialien, Heißkanalsysteme und Arbeitsstunden detailliert aus. In Kombination mit unserer Einhaltung der IATF-16949-Systemnormen ermöglicht Ihnen dies eine hundertprozentig genaue Bewertung des Return on Investment über den gesamten Lebenszyklus bereits in der ersten Auditphase.
5. Falls mein Online-Angebot für kundenspezifische Formen besonders niedrig ist, werden Sie dann Abstriche bei der Qualität des verwendeten Stahls machen?
Absolut nicht. Für alle von LS Manufacturing hergestellten Formen liefern wir Original-Materialzertifikate des Herstellers sowie umfassende Härteprüfberichte (z. B. über HRC 50 ) für alle verwendeten Stahlsorten (wie H13, S136 usw. ). Jedes einzelne Stahlteil ist digital vollständig rückverfolgbar, und jegliche Verfälschung oder der Austausch durch minderwertige Materialien ist strengstens untersagt.
6. Wie gelingt es Ihren Dienstleistungen im Bereich „preisgünstiger Spritzgusswerkzeugbau“, die Kosten zu senken und gleichzeitig eine hohe Qualität zu gewährleisten?
Wir amortisieren die Fertigungslöhne durch hochautomatisierte, modulare Formgrundplatten, etablierte Direktbeschaffungskanäle für Stahl ( wodurch wir unsere Einkaufsmacht als Konzern nutzen ) und rund um die Uhr mannlose, intelligente Fabriken. Die daraus resultierenden Kosteneinsparungen – in Form von reinen Gewinnmargen – geben wir direkt an unsere Kunden weiter, anstatt die Kostenreduzierung durch Kompromisse bei der strukturellen Integrität oder Qualität der Form selbst zu erreichen.
7. Wie stellen Sie bei Mehrkavitätenformen die vollständige Maßgenauigkeit aller hergestellten Einzelteile sicher?
Wir verwenden ein System mit ausgewogenem Angusskanal und setzen hochpräzise Formfüllanalyse ein, um die Querschnittsabmessungen jedes Angusses bis in den Mikrometerbereich genau abzustimmen. In der Bearbeitungsphase nutzen wir die Funkenerosion (EDM) mit Gruppenelektroden für eine spiegelglatte Oberfläche der Kavitäten. Die Austauschbarkeitstoleranz zwischen mehreren Kavitäten wird auf ±0,01 mm begrenzt, wodurch jegliche Maßabweichungen zwischen den Kavitäten ausgeschlossen werden.
8. Wer trägt die Kosten, falls aufgrund eines Fehlers in Ihrem Angebot zur Vermeidung versteckter Gebühren Schimmelpilzsanierungsmaßnahmen erforderlich werden?
Sofern an den ursprünglichen 3D-Zeichnungen des Kunden keine Änderungen vorgenommen wurden, übernehmen wir garantiert 100 % aller Folgekosten – einschließlich Werkzeugmodifikationen, zusätzlicher Arbeitskosten für Werkzeugproben und Materialkosten –, die durch technische Beurteilungsfehler der LS Manufacturing-Ingenieure in der ersten Anfragephase entstehen. Wir berechnen Ihnen keinen Cent mehr als den ursprünglich genannten Preis.
Zusammenfassung
Ein kosteneffizientes Angebot für kundenspezifische Spritzgussformen zu erhalten, ist mehr als nur ein Preisvergleich – es ist das Ergebnis eines technischen Zusammenspiels von Fertigungstransparenz und umfassender DFM-Intervention. Durch die Integration von Fluiddynamik, Toleranzen von ±0,005 mm und zertifizierten Materialien wie hochglanzpoliertem Stahl S136 durchbricht LS Manufacturing den üblichen Kreislauf aus Intransparenz, Preiserhöhungen in der Endphase und Verzögerungen. Unsere transparente Preisgestaltung und unsere hochwertigen DFM-Berichte bieten Herstellern der Medizin-, Automobil- und Elektronikindustrie weltweit umfassende Sicherheit über den gesamten Produktlebenszyklus hinweg.
Lassen Sie sich nicht von Billiganbietern Ihr F&E-Budget und Ihre Entwicklungszeit verschwenden. Wenn Sie Präzisionskunststoffteile konstruieren oder prüfen, klicken Sie auf „Transparentes Werkzeugangebot & kostenloser DFM-Prüfbericht anfordern“, um Ihre STEP/IGS-Dateien hochzuladen. Innerhalb von 24 Stunden erhalten Sie von unseren Spritzgusswerkzeug-Ingenieuren ein gestaffeltes Angebot mit Moldflow-Simulation, Details zur Angussplatzierung und einer Preisgarantie. Nutzen wir die Daten, um gemeinsam eine planbare und intelligente Fertigung zu realisieren.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


