
I servizi di stampaggio a iniezione industriale di LS Manufacturing offrono soluzioni ingegneristiche di prim'ordine che risolvono i problemi di rottura dei denti e di precisione. La progettazione tradizionale degli stampi non consente un controllo della tolleranza entro ±0,01 mm a 45 iniezioni al minuto per i pezzi realizzati in PA66+50% GF . Il motivo risiede nel fatto che non si tiene conto del ritiro conformale multifisico con pressioni di iniezione ultra elevate. Senza un'analisi DFM su scala micro per bilanciare il sistema di canali di alimentazione, si verificheranno sollecitazioni su ogni ciclo di produzione dei pezzi.
Si ottiene una consistenza delle dimensioni della cavità di ≤ ±0,008 mm a 48 colpi al minuto , con un risparmio del 18% sul costo per pezzo. Le informazioni specifiche sugli ingranaggi per impieghi gravosi aiutano a risolvere i conflitti tra rigidità e costi contenuti già nelle prime fasi della progettazione.

Stampaggio a iniezione industriale per ingranaggi per impieghi gravosi: guida alla produzione di massa
| Fattore critico | Soluzione per la produzione di massa |
| Precisione del profilo dentale | Acciaio per utensili temprato di alta qualità , lavorato mediante elettroerosione per conformarsi alle specifiche AGMA. |
| Uniformità di raffreddamento dello stampo | Raffreddamento conforme per temperature uniformi (variazione di ±0,05 mm ). |
| Distribuzione della forza di espulsione | Processo di stampaggio a iniezione in due fasi con piastra di estrazione per evitare di danneggiare i denti degli ingranaggi. |
| Sfiato per componenti densi | Microventilazione con aperture <0,015 mm per consentire denti degli ingranaggi senza vuoti. |
| Validazione degli strumenti | Prototipo sottoposto a test di carico prima di passare alla produzione su vasta scala . |
Punti chiave:
- L'acciaio è la base: per garantire la durata nel tempo dei componenti stampati in plastica rinforzata , è necessario utilizzare acciaio per utensili temprato.
- Il raffreddamento determina la precisione: il raffreddamento conformale deve essere incluso per mantenere il corretto ritiro e la deformazione dei segmenti di ingranaggi spessi.
- L'estrazione è un sistema: per evitare danni è necessario utilizzare un sistema di stampi a iniezione personalizzato in base al design dell'ingranaggio.
- Test prima della produzione: testare le prestazioni dei vostri componenti con l'ausilio di prototipi è fondamentale per evitare guasti nella produzione di massa.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Ciò che rende unico questo articolo è la competenza dei nostri ingegneri di stampaggio e dei responsabili di produzione, la cui priorità principale è progettare uno stampo in grado di creare 5 milioni di ingranaggi perfetti . Basiamo tutto il nostro approccio alla realizzazione degli stampi sugli standard dell'Organizzazione Internazionale per la Standardizzazione (ISO) , che promuovono un sistema di gestione della qualità.
Le nostre soluzioni sono pensate per componenti i cui guasti causerebbero arresti di sistema a causa di cedimenti catastrofici: ingranaggi ad alta coppia per veicoli elettrici, componenti per pompe resistenti all'abrasione per macchinari pesanti e ingranaggi di precisione per attuatori in applicazioni aerospaziali . Le specifiche di progettazione e di dimensionamento che seguiamo per la validazione della geometria degli ingranaggi e la selezione dei materiali sono conformi ai rigorosi standard di settore specificati per gli ingranaggi in plastica dall'American Gear Manufacturers Association (AGMA) , l'unico organismo riconosciuto per i componenti di trasmissione di potenza.
La nostra esperienza deriva dal processo di riprogettazione di stampi per ingranaggi usati. Abbiamo perfezionato la pre-tempra dell'acciaio P20, resistente all'abrasione, la tecnica di raffreddamento conforme per mantenere la cristallinità della plastica POM e il meccanismo di espulsione che non provoca alcuna deformazione agli ingranaggi elicoidali . Grazie a questo processo produttivo collaudato, vi consentiamo di progettare una soluzione orientata alla produzione di massa.

Figura 1: Un'azienda specializzata in stampi a iniezione industriali utilizza una pressa ad alto tonnellaggio per la produzione in serie di semilavorati per ingranaggi in acciaio.
Perché i servizi convenzionali di stampaggio a iniezione industriale non riescono a soddisfare gli standard di precisione per la produzione in serie di ingranaggi pesanti personalizzati?
I tradizionali servizi di stampaggio a iniezione industriale non sono in grado di soddisfare gli standard di tolleranza ISO 1328 Grado 4 per la produzione in serie di ingranaggi per impieghi gravosi personalizzati, a causa del raffreddamento non uniforme durante il processo di cristallizzazione del polimero, che provoca deformazioni e ovalizzazione dei denti. Per voi, questo si traduce in pezzi scartati, vibrazioni eccessive, rumore e cedimenti prematuri per fatica, con conseguente aumento dei costi di scarto e dei rischi di garanzia sul campo. Per ottenere una qualità costante è necessario uno stampaggio a iniezione personalizzato, progettato per garantire l'uniformità termica.
Confronto dei processi principali
| Parametro | Stampi convenzionali | Necessario per la precisione |
| Progettazione del canale di raffreddamento | Solo foratura rettilinea, senza considerare il profilo. | Raffreddamento conforme della geometria del dente |
| Variazione di temperatura lungo l'anello dentale | Variazione fino a 12 °C | Variazione di temperatura ≤2°C per la formazione del cerchio |
| Modello di compensazione del restringimento | restringimento isotropico lineare | Contrazione anisotropa non lineare |
| Grado di ingranaggi raggiungibile (ISO 1328) | Standard per le classi 6-7 | Grado 4 o superiore |
| Ripetibilità dimensionale ciclo per ciclo | ±0,08 mm per le sezioni critiche | È necessaria una tolleranza di ±0,015 mm. |
Fonte dei dati: test di fabbrica LS Manufacturing per P A66+50%GF , validazione di 100.000 iniezioni, utilizzando una configurazione di stampi a iniezione ad alta precisione .
L'analisi dimostra chiaramente che gli stampi tradizionali per ingranaggi ad alto volume non garantiscono il livello di precisione termica richiesto per gli ingranaggi di grado 4. Utilizzando stampi di precisione per impieghi gravosi con raffreddamento conformale e simulazione anisotropica, sarà possibile garantire una geometria dei denti uniforme, evitare vibrazioni e ridurre il tasso di scarto a meno dello 0,3% . Grazie al supporto di tecnologie avanzate per lo stampaggio a iniezione , potrete essere certi che il vostro processo produttivo manterrà una qualità costante per gli anni a venire.

In che modo un servizio personalizzato di stampaggio industriale può ottimizzare il raffreddamento a iniezione per eliminare le sollecitazioni strutturali nello stampaggio di ingranaggi per impieghi gravosi?
Le sollecitazioni termiche si verificano a causa della contrazione irregolare causata dal raffreddamento non uniforme che provoca la formazione di vuoti. Tuttavia, con l'ottimizzazione della progettazione della geometria di raffreddamento conforme, si otterrà una produzione senza stress aumentando al contempo la capacità di flusso. Ciò è reso possibile da un Offriamo un servizio di stampaggio industriale incentrato sul garantire un raffreddamento uniforme per una temperatura omogenea.
Geometria di raffreddamento conforme
Con i tradizionali canali di raffreddamento rettilinei , si verifica una differenza di temperatura di 12 °C nell'anello dentato, il che significa che il mozzo si raffredda più lentamente rispetto al bordo. Sostituendo i canali rettilinei con canali di raffreddamento conformali, realizzati tramite stampa 3D di un inserto in acciaio inossidabile che segue la forma dell'ingranaggio, si ottiene un raffreddamento migliorato. Grazie allo stampo a iniezione personalizzato per ingranaggi , una distanza tra la linea di galleggiamento e il dente di 4,0 mm e canali di raffreddamento con diametro di 3,5 mm garantiscono l'assenza di gradienti di temperatura che potrebbero causare sollecitazioni.
Integrazione della produzione additiva
Il circuito di raffreddamento conformale è integrato in un inserto in acciaio inossidabile realizzato con produzione additiva e posizionato alla base dello stampo, che impedisce perdite anche durante cicli di produzione di milioni di iniezioni . Come produttore di stampi per ingranaggi per impieghi gravosi , potrai beneficiare di un'uniformità superficiale di ±1,5 °C, senza punti caldi e senza punti di rottura delle linee di saldatura. Questa soluzione di stampaggio a iniezione ti farà risparmiare tempo e ti garantirà pezzi uniformi in ogni iniezione.
Tempo di ciclo e verifica della qualità
Il tempo di raffreddamento del CMM si riduce del 36%, passando da 25 a 16 secondi , portando il tempo di ciclo complessivo da 42 a 27 secondi . In un processo di stampaggio a iniezione per la produzione di massa , ciò si tradurrebbe in circa 800 iniezioni aggiuntive al giorno per cavità. Dopo 50.000 iniezioni, il CMM non mostra alcuna evidenza di cricche da stress nei mozzi o ritiri superiori a 0,02 mm , a dimostrazione del valore della metodologia di stampaggio a iniezione conformale .
Progettazione geometrica senza stress, tempi di ciclo ridotti del 36% e profondità di ritiri inferiore a 0,02 mm , testata per oltre 50.000 iniezioni . Questo processo di stampaggio a iniezione di precisione definisce lo standard quando sia il volume di produzione che la qualità sono fondamentali per massimizzare la resa nella produzione di ingranaggi. Il sistema di stampaggio a iniezione qui descritto offre prestazioni termiche ripetibili in ogni turno.
Quali tipi di acciaio dovrebbe scegliere un produttore di stampi per ingranaggi per impieghi gravosi per garantire una durata dello stampo superiore a 1.000.000 di cicli?
Durante lo stampaggio di ingranaggi in plastica con una percentuale di fibra di vetro pari o superiore al 50% , gli acciai per utensili convenzionali si usurano rapidamente, causando variazioni nella geometria degli ingranaggi entro poche decine di migliaia di cicli di stampaggio. Una corretta selezione degli acciai per utensili, unitamente a un adeguato trattamento superficiale, consente di raggiungere oltre 1.000.000 di cicli di stampaggio con una tolleranza dei denti degli ingranaggi entro ±0,005 mm . Questo aspetto è cruciale per la valutazione degli utensili da parte dei responsabili aziendali, a causa dell'impatto sul costo dei componenti e sui tempi di inattività. Di seguito viene illustrato l'approccio corretto alla scelta dei materiali per utensili per la produzione di stampi per ingranaggi per impieghi gravosi :
Durezza dell'acciaio di base
- Materiale: Acciaio per utensili ESR di alta qualità, fuso sottovuoto, temprato a una durezza costante HRC 52+ .
- Per te: lo standard H13 si degrada dopo 80.000 cicli . Questa base per stampi a iniezione di alta gamma offre un'eccellente resistenza all'usura per tutta la sua durata, pari a un milione di cicli di stampaggio.
Prestazioni del rivestimento superficiale
- Rivestimento: rivestimento in TiAlN da 3,0 μm tramite PVD con durezza fino a HV 3000 .
- Per te: la superficie si usura dopo 40.000 colpi senza rivestimento; il rivestimento in TiAlN dura oltre 200.000 colpi. Gli stampi a iniezione per la produzione in serie garantiscono una precisione di ±0,005 mm per il profilo dei denti durante il processo di stampaggio in serie .
Verifica della stabilità dimensionale
- Dati: Il test CMM dopo 500.000 e 1.000.000 di colpi dimostra una varianza di ±0,005 mm del profilo dei denti.
- Per voi: lo standard del settore è superiore a ±0,020 mm su 100.000 cicli di stampaggio . Questi utensili per ingranaggi ad alta resistenza, realizzati su misura, evitano la deformazione progressiva che costringe a ricostruire lo stampo a metà del ciclo.
Vantaggio del costo per pezzo
- Investimento: Costo aggiuntivo del 15-20% dovuto a materiali di alta qualità e al rivestimento superficiale.
- Per te: Riduce i cambi utensile da due a tre volte. Grazie agli stampi di precisione per impieghi gravosi , è possibile risparmiare oltre il 30% sul prezzo dei pezzi. Questo è il sistema di stampi a iniezione ad alta durezza .
Scegliendo l'acciaio di base HRC 52+ e il rivestimento HV 3000 TiAlN, otterrete una comprovata stabilità del profilo del dente entro ±0,005 mm per oltre 1.000.000 di cicli di stampaggio. Non solo i costi di stampaggio per singolo pezzo si riducono di oltre il 30% , ma si prevengono anche le derive dimensionali e le sostituzioni impreviste degli stampi. Se avete un programma che richiede una garanzia di un milione di cicli di stampaggio, l'utilizzo di stampi a iniezione resistenti all'usura è la soluzione ideale. Assicuratevi una durata degli stampi di oltre 1 milione di cicli e un risparmio del 30% sui costi per singolo pezzo. Inviate le specifiche dei vostri ingranaggi per ricevere un'analisi dei materiali e dei rivestimenti e un preventivo personalizzato.
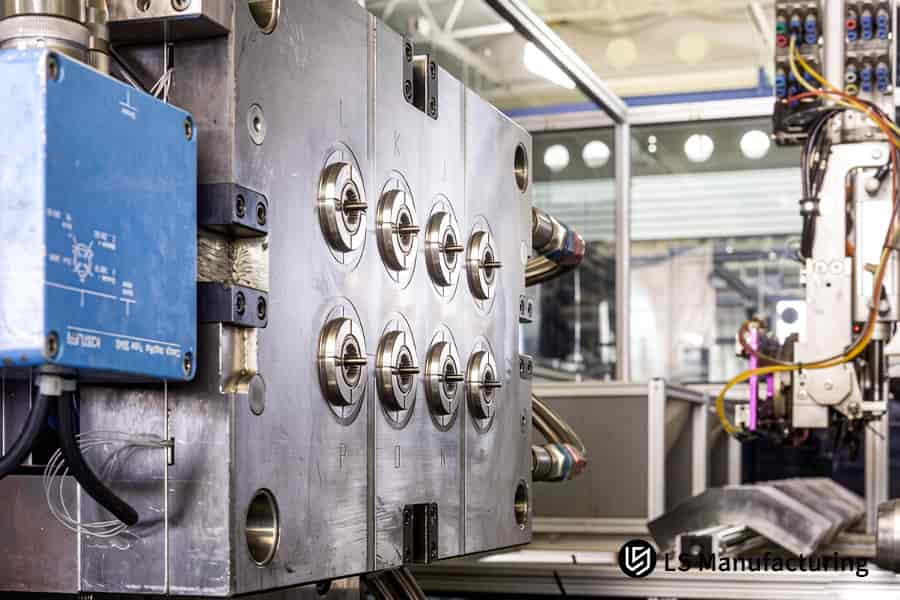
Figura 2: Una macchina CNC fresa un blocco stampo in acciaio H13 con nebulizzazione di liquido refrigerante per la realizzazione di un utensile per ingranaggi per impieghi gravosi su misura.
Quali parametri devono essere sincronizzati durante la fase di iniezione degli utensili personalizzati per ingranaggi per impieghi gravosi per prevenire la flessione dei denti degli ingranaggi sotto carico?
Le principali cause della flessione dei denti degli ingranaggi sotto carico includono linee di saldatura deboli e ritiro anisotropo dovuto a velocità di iniezione e profili di riempimento inadeguati. Allineando la velocità di iniezione multistadio con la pressione di mantenimento, questi difetti possono essere mitigati e la resistenza alla fatica a flessione aumentata di oltre il 75% . Quando gli ingegneri progettano utensili per ingranaggi per impieghi gravosi su misura , questi parametri devono essere presi in considerazione per ottenere un comportamento ottimale in termini di carico.
Per raggiungere tale obiettivo, sono necessari servizi specializzati di stampaggio a iniezione industriale , che includono il controllo reologico e la realizzazione di stampi a iniezione multistadio con un'adeguata profilatura della velocità. I seguenti dati di prova di produzione evidenziano il divario prestazionale:
Confronto dei parametri di iniezione
| Parametro | Impostazione convenzionale | Impostazioni ottimizzate |
| velocità di iniezione del primo stadio | Costante 60 mm/s | 110 mm/s attraverso il punto di iniezione per un rapido riempimento della cavità |
| Punto di inversione della velocità | 95% di copertura dei posti vacanti | Posizione di riempimento all'85% , quindi riduzione a 25 mm/s |
| velocità del secondo stadio | Uguale alla prima fase | 25 mm/s per il micro-impaccamento controllato |
| Mantenere il livello di pressione | 80 MPa | 120 MPa mantenuti per 6 secondi |
| Presenza della linea di saldatura | Visibile alla radice del dente | Eliminato – legame molecolare completo |
| densità delle radici | 96–97% | Verificato al 100% tramite analisi trasversale. |
| Durata a fatica per flessione (cicli fino al cedimento) | 180.000 cicli (media del settore) | Oltre 750.000 cicli (miglioramento di oltre il 75% ) |
Fonte: dati di test di fabbrica LS Manufacturing su PA66+50%GF , ciclo di validazione con 100.000 colpi.
Applicando una velocità di 110 mm/s nella prima fase, passando a 25 mm/s all'85% di riempimento e mantenendo una pressione di 120 MPa per 6 secondi, si eliminano le linee di saldatura e si raggiunge una densità di radice del 100%. Questo processo di stampaggio a iniezione personalizzato per ingranaggi aumenta la resistenza alla fatica da flessione di oltre il 75% . Per lo stampaggio di ingranaggi ad alto volume , questi parametri garantiscono l'integrità strutturale senza necessità di ispezione post-processo. Questo approccio di stampaggio a iniezione con profilo di velocità offre una resistenza costante su milioni di cicli di stampaggio.
In che modo la simulazione DFM professionale offerta da un servizio di stampaggio industriale riduce i rischi di validazione degli stampi e accelera i tempi di consegna?
I rischi legati alla validazione degli stampi si presentano quando i difetti di progettazione rimangono nascosti fino alla prima prova, causando costose rilavorazioni e ritardi nel lancio dei prodotti. La simulazione DFM (Design for Manufacturing) professionale identifica deformazioni, intrappolamenti di gas e squilibri di ritiro prima del taglio dell'acciaio. Per gli ingegneri che si affidano a un servizio di progettazione di stampi industriali , questa analisi preliminare elimina le congetture e accelera il time-to-market. Ecco come funziona:
Simulazione multifisica di 24 ore
Entro un giorno dalla ricezione del modello CAD, la simulazione Moldflow prevede l'entità della deformazione, la posizione dei vuoti e i vettori di deformazione attraverso un'analisi termo-strutturale-fluidodinamica accoppiata . Nel vostro caso, ciò si traduce nell'individuazione di potenziali difetti ancor prima dell'inizio della lavorazione, evitando settimane di correzioni iterative. La simulazione genera una mappa quantitativa del rischio che indica con precisione quali aree del dente dell'ingranaggio necessitano di modifiche, sia per quanto riguarda i punti di iniezione che il raffreddamento. La fase iniziale di progettazione dello stampo a iniezione è fondamentale per il successo.
Ottimizzazione della posizione del cancello
Il design con un singolo punto di iniezione centrale porta alla formazione asimmetrica del fronte di flusso, con conseguente ritiro non uniforme e formazione di linee di saldatura alla base del dente. Con il design a canale caldo con valvola a tre punti e iniezione sincronizzata, il ritiro non uniforme viene ridotto del 40% . Questa soluzione previene la dipendenza dall'orientamento che crea ovalizzazione anisotropa nello stampo a iniezione per ingranaggi personalizzati .
Raggiungimento del tasso di successo T1
Grazie all'integrazione delle modifiche di progettazione tramite simulazioni prima della produzione, il tasso di successo al primo tentativo (T1) può raggiungere e superare il 92% . Secondo i parametri di riferimento stabiliti da Plastics Technology, la media del settore per i prodotti che non utilizzano simulazioni si attesta intorno al 55-60% di successo al primo tentativo. Nel vostro caso, ciò significa che lo stampo di precisione per carichi pesanti sarà qualificato al momento della consegna, anziché dover passare attraverso un processo iterativo di debug, con un risparmio di almeno 3-4 settimane sui tempi di progetto.
Effetto di compressione dei tempi di consegna
L'eliminazione di uno o due cicli di modifica dello stampo consente di risparmiare dalle tre alle quattro settimane rispetto alla tipica tempistica di sviluppo di 14 settimane. Questo approccio alla progettazione di stampi a iniezione basato sulla simulazione comprime la fase di validazione, migliorando al contempo la qualità al primo tentativo. Il fornitore di servizi di stampaggio a iniezione industriale che applica un rigoroso DFM (Design for Manufacturing) fin dalle prime fasi garantisce un percorso più rapido e prevedibile verso l'avvio della produzione.
Una simulazione DFM professionale aiuta a individuare problemi come deformazioni, sacche di gas e bilanciamento del punto di iniezione prima del taglio dell'acciaio, aumentando così il successo della prima fase di stampaggio (T1) al 92% , con una riduzione dei tempi di consegna di 3-4 settimane . Il vostro stampo a iniezione personalizzato per ingranaggi può inoltre beneficiare di un'attrezzatura per stampaggio a iniezione focalizzata sulla validazione , che ridurrà del 40% il ritiro non uniforme.
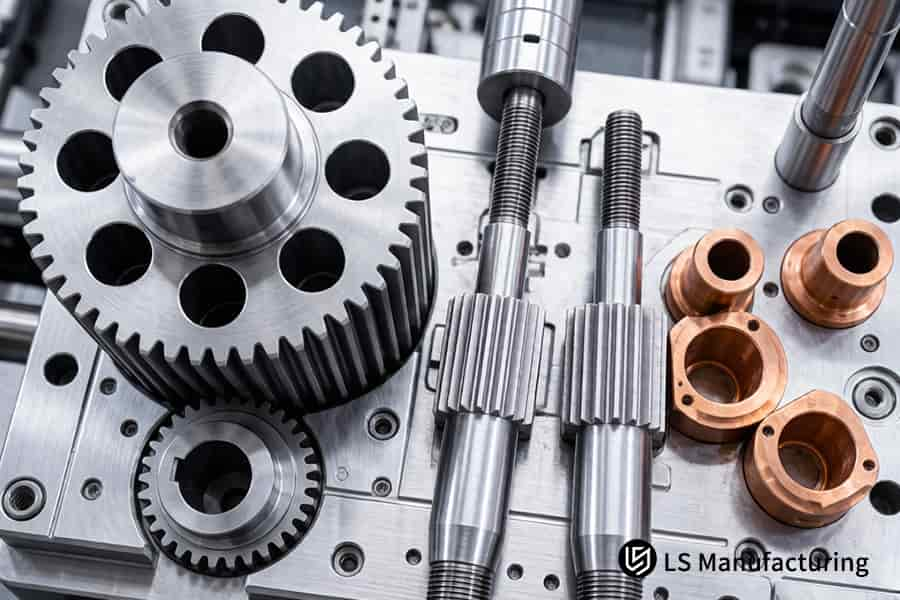
Figura 3: File di stampi a iniezione per la produzione di massa sono stoccate su scaffalature in acciaio, pronte per le produzioni ad alto volume di ingranaggi.
Caso di studio: Come ha fatto LS Manufacturing a ottimizzare la produzione di utensili personalizzati per ingranaggi pesanti al fine di raggiungere la precisione di ±0,008 mm richiesta da un cliente OEM del settore automobilistico?
Un fornitore globale di componenti OEM per auto necessitava di un ingranaggio epicicloidale per trasmissioni ad alta resistenza con tolleranze di ±0,008 mm sulla superficie dei denti, per volumi di produzione annui superiori a 500.000 unità . Due produttori di stampi europei non sono riusciti a soddisfare le richieste per i seguenti motivi: surriscaldamento locale, eccentricità dell'asse di 0,035 mm e usura dopo 100.000 cicli di stampaggio . Il problema sopra descritto è stato risolto grazie alla realizzazione di stampi personalizzati per ingranaggi ad alta resistenza .
Sfida del cliente
Il componente in questione era un ingranaggio planetario stampato in plastica PA66+45%GF . Il processo esistente aveva generato un'eccentricità dell'asse di 0,035 mm con usura misurabile dopo 100.000 stampaggi . Di conseguenza, lo stampo necessitava di ripetute revisioni. Considerando che eventuali ritardi avrebbero comportato penali in base all'accordo, il cliente si è rivolto a un produttore di stampi per ingranaggi per impieghi gravosi .
Soluzione di produzione LS
Abbiamo sviluppato un sistema di raffreddamento che incorpora la nostra tecnologia proprietaria di canali conformi stampati in 3D e inserti in CuBe nei punti più caldi della radice. La nostra soluzione di raffreddamento utilizza acciaio ESR fuso sottovuoto rivestito in DLC (nanodurezza >HV 2500) . Abbiamo introdotto una compensazione inversa di 0,012 mm sulla cavità EDM a causa del ritiro non lineare calcolato del PA66 ad alta cristallinità. Abbiamo sfruttato la potenza dei servizi di stampaggio a iniezione industriale combinati con stampi a iniezione rivestiti in DLC .
Risultati e valore
La prova T1 è stata un successo immediato, poiché l'eccentricità ha raggiunto un valore di 0,006 mm , superando l'obiettivo di ±0,008 mm . Dopo aver eseguito il milionesimo ciclo di stampaggio, con una velocità di 50 cicli/minuto , i risultati del test CMM hanno rivelato che l'usura dei denti è rimasta inferiore a 2,0 µm senza deriva dimensionale. Il cliente è riuscito a risparmiare il 30% sul budget per le rilavorazioni e ha iniziato la produzione dei pezzi con 18 giorni di anticipo rispetto alla scadenza prevista, ottenendo al contempo una capacità di stampaggio di ingranaggi ad alto volume per progetti futuri. Lo stampo a iniezione, pronto per la produzione, ha fornito risultati costanti fin dal primo ciclo di stampaggio.
Grazie all'approccio integrato alla progettazione dello stampo, che include raffreddamento conforme, rivestimento DLC ed elettroerosione compensata , è stato possibile evitare metodi per tentativi ed errori. Questo stampo a iniezione, progettato per un milione di cicli, ha raggiunto un livello di tolleranza di ±0,006 mm dopo 1,2 milioni di cicli, senza necessità di ulteriori regolazioni. Per i produttori di apparecchiature originali (OEM) che necessitano di stampi a iniezione affidabili per ingranaggi del settore automobilistico , questa metodologia garantisce lanci puntuali e il costo totale di proprietà più basso.
Garantite una precisione di ±0,006 mm per i vostri ingranaggi oltre 1,2 milioni di cicli. Per replicare questa comprovata durata, contattate i nostri specialisti in utensili per ingranaggi per un'analisi di fattibilità e una tempistica di produzione garantita.

Quali sono i parametri di controllo qualità obbligatori per gli stampi a iniezione di ingranaggi personalizzati presso LS Manufacturing per ottenere la certificazione per lo stampaggio di ingranaggi ad alto volume?
La coerenza dal primo al milionesimo ingranaggio richiederà un controllo qualità a circuito chiuso che monitori le materie prime, il processo e la geometria in tutte le fasi. Per i clienti che dipendono dallo stampaggio a iniezione di ingranaggi personalizzati , di seguito sono riportati alcuni dei parametri di ispezione obbligatori utilizzati per garantire la conformità agli standard ISO 9001 e IATF 16949:
Ispezione delle materie prime in entrata
- Test MFI: conferma la consistenza del flusso di fusione da lotto a lotto.
- Analisi dell'umidità: mantiene l'H2O residua ≤0,02%.
- Per te: garantisce che i tuoi lotti abbiano proprietà di flusso stabili e siano esenti da variabilità dimensionale causata dalla variabilità del materiale. Il processo di produzione di stampi a iniezione, sottoposto a verifica, inizia con la convalida delle materie prime.
Controllo SPC/CPK in corso di processo
- Obiettivo CPK: Misura le dimensioni critiche degli ingranaggi utilizzando un CPK ≥1,67 .
- Ciclo di feedback: regolazioni immediate qualora venga rilevata una deviazione dal trend.
- Per voi: il controllo statistico di processo garantisce che tutti gli ingranaggi rimangano entro le tolleranze durante l'intero processo di stampaggio ad alto volume , anche dopo la produzione di diverse migliaia di pezzi.
Ispezione finale online al 100%
- Tester a doppio fianco: valuta il profilo del dente, l'elica e il passo.
- Scanner ottico 3D: conferma la geometria complessiva rispetto ai dati CAD principali.
- Per voi: un controllo al 100% significa che solo i pezzi conformi raggiungeranno la fase di assemblaggio, offrendo una tracciabilità completa per l'audit di certificazione degli stampi a iniezione per la produzione in serie . Questo sistema di stampi a iniezione certificato garantisce la conformità.
Gli strati sopracitati costituiscono un sistema di qualità a ciclo chiuso. I servizi del vostro partner di fiducia per gli stampi industriali garantiscono una certificazione CPK ≥1,67 , un controllo dell'umidità ≤0,02% e la completa tracciabilità dalla prima alla milionesima iniezione. Questo sistema di stampaggio a iniezione tracciabile garantisce che tutti gli ingranaggi siano conformi agli standard ISO 9001 e IATF 16949, senza rischi di campionamento.
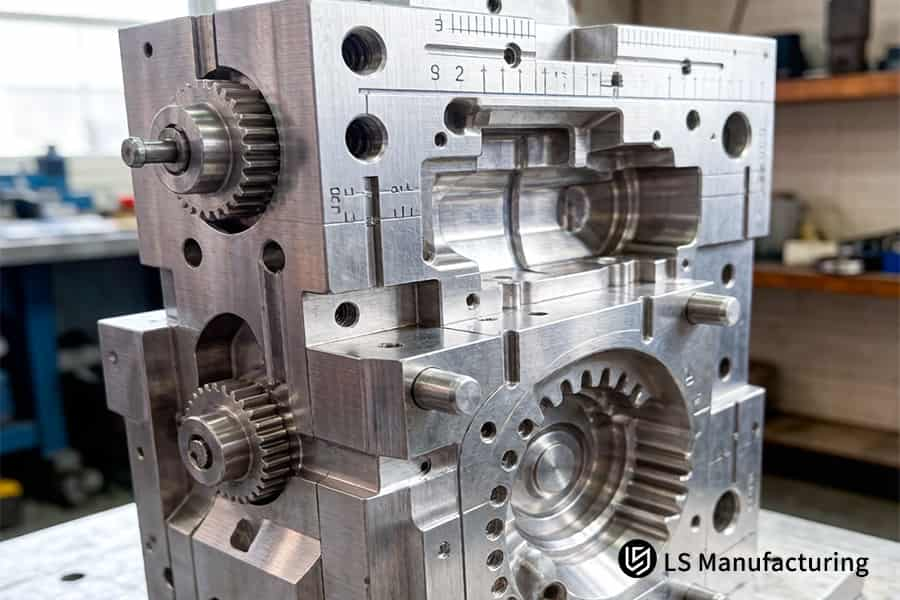
Figura 4: Viene mostrato uno stampo a iniezione per ingranaggi personalizzato con cavità complesse in acciaio D2, progettato per la realizzazione di stampi di precisione per impieghi gravosi.
Come valutare il costo totale di approvvigionamento nella scelta di un produttore cinese di stampi per ingranaggi pesanti di alta qualità per le catene di fornitura globali?
Le decisioni di acquisto non dovrebbero basarsi solo sul prezzo. Esiste un costo totale di proprietà che verrà sostenuto per l'utilizzo dello strumento per l'intera durata del progetto. Per prendere decisioni di acquisto ben ponderate , è necessario considerare i costi relativi a una macchina per la produzione di stampi per ingranaggi per impieghi gravosi :
Investimento iniziale vs. Risparmio totale nel corso della vita
Gli utensili di alta gamma hanno un prezzo superiore del 15-20% a causa della migliore qualità dell'acciaio, del raffreddamento conforme e delle tecniche DFM (Design for Manufacturability). Allo stesso tempo, il loro utilizzo consente una riduzione del ciclo di 15 secondi e una diminuzione dei tempi di inattività dell'85% . In altre parole, per voi, in qualità di acquirenti, la differenza di prezzo si ammortizza entro i primi 200.000 pezzi prodotti con utensili di alta qualità.
Aumento dell'efficienza produttiva
La riduzione del tempo di ciclo grazie al raffreddamento conformale consente di effettuare ulteriori 600 iniezioni al giorno per cavità. A 50 iniezioni/minuto , ciò si traduce in diverse migliaia di pezzi in più al mese, senza costi aggiuntivi. L'approccio di precisione nella realizzazione di stampi per impieghi gravosi riduce il costo di ogni singolo pezzo, garantendo al contempo una precisione di ±0,005 mm su tutti i pezzi prodotti. L'approccio economicamente vantaggioso alla realizzazione di stampi a iniezione consente di ottenere un ROI più elevato dal proprio stampo.
Riduzione dei costi di qualità
Il tasso di difettosità si riduce a ≤300 ppm (0,03%) , rispetto al 2-5% tipico degli stampi economici. Ciò elimina la necessità di selezione, rilavorazione o resi. Per quanto riguarda i servizi di stampaggio a iniezione industriale destinati ad applicazioni ad alto volume, il risparmio sui costi di scarto può facilmente compensare qualsiasi investimento aggiuntivo in attrezzature in un solo anno. Quanto sopra è uno dei modi in cui gli stampi a iniezione a basso tasso di difettosità possono apportare vantaggi economici.
Impatto sulla manutenzione e sulla longevità
Estendendo la durata degli stampi oltre 1 milione di cicli , si elimina la necessità di sostituirli due o tre volte nel corso di un progetto pluriennale. Una minore usura significa anche nessuna interruzione per lucidare o regolare le cavità. Nelle applicazioni di stampaggio a iniezione per la produzione di massa , questa affidabilità garantisce la puntualità della produzione e l'assenza di costi aggiuntivi per le urgenze. La progettazione degli stampi a iniezione, incentrata sulla longevità, mantiene la produzione senza intoppi.
Per comprendere il costo totale di proprietà (TCO), oltre al costo iniziale, è necessario considerare fattori quali i tempi di ciclo, i tassi di difettosità e i programmi di manutenzione . Un partner esperto che offre un risparmio di 15 secondi sui tempi di ciclo, ≤300 ppm di difetti e tempi di inattività ridotti dell'85% vi farà risparmiare milioni di dollari nell'arco dell'intero programma. La progettazione dei nostri stampi a iniezione ottimizzata per il TCO rende i nostri stampi di alta qualità la soluzione con il miglior rapporto qualità-prezzo.
FAQ
1. Qual è il tempo di consegna standard per un servizio di stampaggio a iniezione industriale di utensili per ingranaggi per impieghi gravosi personalizzati?
Il tempo di consegna medio è di 25-35 giorni lavorativi , che include un'analisi DFM approfondita, la lavorazione CNC e EDM , seguita dalla consegna dei campioni T1. La combinazione di queste fasi consente una validazione completa dello stampo per quanto riguarda la corretta geometria dei denti, il flusso affidabile del materiale e la durata del funzionamento.
2. Una pressa standard per ingranaggi per impieghi gravosi è in grado di lavorare materiali plastici PEEK o PA66 rinforzati con fibra di vetro?
Per i produttori tradizionali è una sfida, ma LS Manufacturing utilizza acciaio ESR HRC52+ temprato importato e rivestimenti nano-duri per creare stampi in grado di resistere a impatti estremamente abrasivi grazie all'elevato contenuto di GF ( superiore al 50% ). Lo stampo ha una durata di servizio garantita.
3. In che modo i vostri stampi di precisione per impieghi gravosi garantiscono un ritiro uniforme su denti di ingranaggi simmetrici?
Il ritiro uniforme viene ottenuto utilizzando un sistema di raffreddamento conformale stampato in 3D , che garantisce che la deviazione della temperatura dalla temperatura media della superficie non superi ±1,5 °C , oltre alla compensazione non lineare del ritiro effettuata nella fase di lavorazione degli elettrodi EDM.
4. Quali certificazioni di qualità possiede il vostro servizio di stampaggio di ingranaggi ad alto volume per applicazioni automobilistiche o aerospaziali?
La nostra azienda è pienamente certificata secondo gli standard IATF 16949 per il settore automobilistico e lo standard di qualità ISO 9001. La tracciabilità è garantita dal nostro processo, in base al quale ogni spedizione dei lotti di produzione è accompagnata da un report CMM al 100% che convalida le dimensioni critiche degli ingranaggi, come il diametro primitivo, il profilo del dente e l'eccentricità .
5. Come garantite il rispetto degli standard di tolleranza della cavità dello stampo a iniezione per ingranaggi personalizzati durante le produzioni di massa?
Le tolleranze sono garantite dall'utilizzo di lavorazioni a 5 assi di altissima precisione, in combinazione con macchine EDM svizzere, per assicurare tolleranze di fabbricazione delle cavità di ±0,003 mm . Tale livello di precisione e l'acciaio per utensili utilizzato per le cavità dello stampo garantiscono stabilità dimensionale e rigidità degli ingranaggi anche dopo migliaia di operazioni.
6. Possiamo richiedere un'analisi di ottimizzazione DFM gratuita prima di finalizzare un contratto per i servizi di stampaggio industriale?
Naturalmente, carica il tuo file 3D STEP/IGS sul nostro portale web e entro 24 ore riceverai un report di analisi DFM gratuito ( richiedi un preventivo oggi stesso) che copre le considerazioni specifiche dell'attrezzatura relative a ventilazione, imballaggio e ritiro anisotropico.
7. Qual è la quantità minima d'ordine (MOQ) quando si collabora con LS Manufacturing per lo stampaggio di ingranaggi ad alto volume?
Essendo produttori di stampi per grandi volumi ( >500.000 cicli ), ci concentriamo principalmente sulla produzione di massa; tuttavia, non abbiamo problemi a lavorare anche nelle fasi di sviluppo prodotto, dove la necessità è di soli 1.000 pezzi circa per testare la funzionalità del progetto.
8. In che modo LS Manufacturing protegge i progetti e la proprietà intellettuale di un cliente relativi agli utensili personalizzati per la produzione di ingranaggi per impieghi gravosi?
Noi di LS Manufacturing utilizziamo sistemi di sicurezza multilivello . Già in fase di richiesta informazioni, firmiamo un accordo di non divulgazione e archiviamo i progetti e i disegni riservati dei nostri clienti su server crittografati e protetti. Non sarà mai consentito alcun accesso non autorizzato.
Riepilogo
La qualità degli ingranaggi per impieghi gravosi realizzati su misura in serie è fondamentale per la durata delle apparecchiature finali. Gli stampi a iniezione eliminano i problemi di rottura e deformazione grazie al raffreddamento conformale 3D, agli acciai compositi ultra-duri (HRC 52+) e al ritiro a livello micrometrico (±0,01 mm) . Grazie alla nostra vasta esperienza B2B nel settore, siamo in grado di offrire ai nostri clienti prodotti industriali di altissima qualità.
Non permettete che la scarsa precisione degli stampi comprometta la vostra catena logistica. Che stiate pianificando un nuovo progetto o che dobbiate affrontare fermi macchina e usura degli stampi, agite subito. Richiedete un preventivo o caricate semplicemente i vostri file .STEP o .IGS. In meno di un giorno, il nostro responsabile LS altamente qualificato vi fornirà un report DFM personalizzato che include l'analisi delle sollecitazioni di iniezione e del ritiro.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


