
Los servicios de utillaje para moldeo por inyección industrial de LS Manufacturing ofrecen soluciones de ingeniería de vanguardia que resuelven problemas de rotura de dientes y precisión. El diseño tradicional de moldes no permite un control de tolerancia de ±0,01 mm a 45 inyecciones por minuto en piezas fabricadas con PA66 + 50 % GF . Esto se debe a que se ignora la contracción conforme multifísica con presión de inyección ultra alta. Sin un análisis DFM a microescala para equilibrar el sistema de canales, se producirán tensiones en cada lote de piezas.
Se obtiene una consistencia en el tamaño de la cavidad de ≤ ±0,008 mm a 48 disparos por minuto , lo que supone un ahorro del 18 % en el coste por pieza. La información sobre engranajes especiales de alta resistencia ayuda a resolver conflictos de rigidez y bajo coste en las primeras etapas del diseño.

Herramientas de moldeo por inyección industrial para engranajes de alta resistencia: Guía para la producción en masa
| Factor crítico | Solución para la producción en masa |
| Precisión del perfil dental | Acero para herramientas de alta calidad, endurecido mediante electroerosión para cumplir con las especificaciones AGMA. |
| Uniformidad del enfriamiento del molde | Refrigeración conformada para temperaturas uniformes (variación de ±0,05 mm ). |
| Distribución de la fuerza de eyección | Proceso de moldeo por inyección con expulsión en dos etapas, con placa extractora para evitar dañar los dientes de los engranajes. |
| Ventilación para piezas densas | Microventilación con aberturas <0,015 mm para permitir dientes de engranaje sin huecos. |
| Validación de herramientas | Prototipo sometido a pruebas de carga antes de entrar en producción a gran escala . |
Conclusiones clave:
- El acero es la base: se debe utilizar acero para herramientas endurecido para garantizar la durabilidad al moldear plásticos reforzados para convertirlos en engranajes .
- La refrigeración determina la precisión: es necesario incluir una refrigeración adecuada para mantener la contracción y la deformación correctas de los segmentos de engranaje gruesos.
- La eyección es un sistema: para evitar daños, es necesario utilizar un sistema de moldeo por inyección adaptado al diseño del engranaje.
- Pruebas previas a la producción: Probar el rendimiento de los componentes con la ayuda de piezas prototipo es fundamental para evitar fallos en la producción en masa.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Lo que distingue a este artículo es la experiencia de nuestros ingenieros de utillaje y gerentes de producción, cuya principal prioridad es diseñar un molde capaz de crear 5 millones de engranajes perfectos . Basamos todo nuestro enfoque para la fabricación de moldes en las normas de la Organización Internacional de Normalización (ISO) , que promueven un sistema de gestión de la calidad.
Nuestras soluciones están diseñadas para componentes cuyas fallas provocarían paradas del sistema por fallos catastróficos: engranajes de alto par para vehículos eléctricos, componentes de bombas resistentes a la abrasión para maquinaria pesada y engranajes de actuadores de precisión para aplicaciones aeroespaciales . Las especificaciones de diseño y clasificación que seguimos para la validación de la geometría de nuestros engranajes y la selección de materiales cumplen con los estrictos estándares de la industria para engranajes de plástico establecidos por la Asociación Estadounidense de Fabricantes de Engranajes (AGMA) , el único organismo reconocido para componentes de transmisión de potencia.
Nuestra experiencia se basa en el rediseño de moldes de engranajes usados. Hemos perfeccionado la pre-dureza del acero P20, resistente a la abrasión, la técnica de enfriamiento conformado para mantener la cristalinidad del plástico POM y el mecanismo de eyección que no provoca deformaciones en los engranajes helicoidales . Gracias a este proceso de fabricación probado y comprobado, le brindamos las herramientas para diseñar una solución orientada a la producción en masa.

Figura 1: Un servicio de utillaje para moldeo por inyección industrial opera una prensa de alto tonelaje para la producción en masa de piezas en bruto de engranajes de acero.
¿Por qué los servicios convencionales de moldeo por inyección industrial no cumplen con los estándares de precisión para la producción en masa de engranajes pesados personalizados?
Los servicios convencionales de moldeo por inyección industrial no cumplen con los estándares de tolerancia ISO 1328 Grado 4 para la producción en masa de engranajes pesados personalizados debido al enfriamiento no uniforme durante el proceso de cristalización del polímero, lo que provoca deformaciones y falta de redondez en los dientes. Esto se traduce en piezas defectuosas, vibraciones excesivas, ruido y fallas por fatiga prematuras, lo que aumenta directamente los costos de desperdicio y los riesgos de garantía. Para lograr una calidad constante, se requiere un moldeo por inyección personalizado diseñado para garantizar la uniformidad térmica.
Comparación de procesos centrales
| Parámetro | Herramientas de moldeo convencionales | Requerido para precisión |
| Diseño del canal de refrigeración | Perforación recta únicamente, sin tener en cuenta el contorno. | Enfriamiento conforme de la geometría del diente |
| Variación de temperatura a través del anillo dentado | Variación de hasta 12 °C | Variación de ≤2 °C para la formación de círculos |
| modelo de compensación por merma | Contracción isotrópica lineal | Contracción anisotrópica no lineal |
| Grado de engranaje alcanzable (ISO 1328) | Estándar de los grados 6-7 | Grado 4 o superior |
| Repetibilidad dimensional ciclo a ciclo | ±0,08 mm para secciones críticas | Se requiere una tolerancia de ±0,015 mm. |
Fuente de datos: Pruebas de fábrica de LS Manufacturing para P A66+50%GF , validación de 100.000 inyecciones, utilizando una configuración de herramientas de moldeo por inyección de alta precisión .
El análisis demuestra claramente que las herramientas tradicionales de moldeo de engranajes de alto volumen no ofrecen la precisión térmica necesaria para los engranajes de grado 4. Mediante el uso de moldes de alta resistencia con refrigeración conformada y simulación anisotrópica, podrá garantizar una geometría de dientes uniforme, evitar vibraciones y reducir su tasa de desperdicio a menos del 0,3 % . Con el respaldo de la tecnología avanzada de moldeo por inyección , puede tener la certeza de que su proceso de producción mantendrá una calidad constante durante muchos años.

¿Cómo puede el servicio de utillaje industrial personalizado optimizar la refrigeración controlada para eliminar la tensión estructural en el moldeo de engranajes de alta resistencia?
Las tensiones térmicas se producen debido a la contracción desigual causada por un enfriamiento no uniforme, lo que da lugar a la formación de huecos. Sin embargo, con la optimización del diseño de la geometría de enfriamiento conformado, habrá una producción sin tensiones al tiempo que se aumenta la capacidad de producción. Esto es posible gracias a un Ofrecemos servicios de utillaje para moldes industriales , centrados en garantizar una refrigeración uniforme para lograr una temperatura homogénea.
Geometría de enfriamiento conforme
Con los canales de refrigeración convencionales de perforación recta , existe una diferencia de temperatura de 12 °C en el anillo dentado, lo que significa que el cubo se enfría más lentamente que la llanta. Al reemplazar los canales rectos por canales de refrigeración conformados mediante la impresión 3D de un inserto de acero inoxidable que se ajusta a la forma del engranaje, se mejora la refrigeración. Con su molde de inyección de engranajes personalizado , una separación entre la línea de agua y el diente de 4,0 mm y canales de refrigeración de 3,5 mm de diámetro garantizan que no haya gradientes de temperatura que generen tensiones.
Integración de la fabricación aditiva
El circuito de refrigeración conformado está integrado en un inserto de acero inoxidable fabricado mediante manufactura aditiva, ubicado en la base del molde, lo que evita fugas durante ciclos de un millón de inyecciones . Como fabricante de moldes para engranajes de alta resistencia , disfrutará de una uniformidad superficial de ±1,5 °C sin puntos calientes ni puntos de falla en las líneas de soldadura. Esta solución de moldeo por inyección le ahorrará tiempo y le proporcionará piezas uniformes en cada inyección.
Tiempo de ciclo y verificación de calidad
El tiempo de enfriamiento de la CMM disminuye un 36%, de 25 a 16 segundos , reduciendo el tiempo total del ciclo de 42 a 27 segundos . En un proceso de moldeo por inyección de producción en masa , esto equivaldría a aproximadamente 800 inyecciones adicionales por día y por cavidad. Tras 50 000 inyecciones, la CMM no muestra indicios de agrietamiento por tensión en los bujes ni marcas de hundimiento mayores de 0,02 mm , lo que demuestra la eficacia de la metodología de moldeo por inyección conformada .
Diseño geométrico sin tensiones, un tiempo de ciclo un 36 % menor y una profundidad de marca de hundimiento inferior a 0,02 mm , probado durante más de 50 000 inyecciones . Este proceso de moldeo por inyección de precisión establece el estándar cuando tanto el volumen de producción como la calidad son cruciales para lograr el máximo rendimiento en la fabricación de engranajes. El sistema de moldeo por inyección aquí descrito ofrece un rendimiento térmico repetible en cada turno.
¿Qué grados de acero debe seleccionar un fabricante de moldes para engranajes de alta resistencia para garantizar una vida útil de la herramienta superior a 1.000.000 de disparos?
Durante el moldeo de engranajes de plástico con un contenido de fibra de vidrio ≥50% , los aceros para herramientas convencionales sufren un desgaste rápido, lo que provoca cambios en la geometría del engranaje tras decenas de miles de ciclos de moldeo. La selección adecuada de aceros para herramientas, junto con un tratamiento superficial, permite alcanzar más de 1.000.000 de ciclos con una tolerancia de los dientes del engranaje de ±0,005 mm . Esto es crucial para la evaluación de herramientas por parte de los responsables de la toma de decisiones empresariales, debido a su impacto en el precio de la pieza y el tiempo de actividad. A continuación, se presenta el enfoque adecuado para la selección de materiales de herramientas para la fabricación de moldes de engranajes de alta resistencia :
Dureza del acero base
- Material: Acero para herramientas ESR de primera calidad, fundido al vacío y endurecido a una dureza uniforme de HRC 52+ .
- Para usted: El estándar H13 se desgasta después de 80 000 ciclos . Esta base de moldeo por inyección de alta gama ofrece una excelente resistencia al desgaste durante una vida útil de un millón de ciclos de inyección.
Rendimiento del recubrimiento superficial
- Recubrimiento: Recubrimiento de TiAlN de 3,0 μm mediante PVD con una dureza de hasta HV 3000 .
- Para usted: La superficie se desgasta después de 40 000 disparos sin recubrimiento; el recubrimiento de TiAlN dura más de 200 000 disparos. Los moldes de inyección para producción en masa garantizan una precisión de ±0,005 mm para el perfil de los dientes durante el proceso de moldeo en masa .
Verificación de la estabilidad dimensional
- Datos: La prueba CMM después de 500.000 y 1.000.000 de disparos demuestra una variación de ±0,005 mm en el perfil de los dientes.
- Para usted: El estándar de la industria es superior a ±0,020 mm a las 100 000 inyecciones . Estas herramientas de engranajes reforzadas y personalizadas evitan la deformación progresiva que obliga a reconstruir el molde a mitad del proceso.
Ventaja del costo por pieza
- Inversión: Coste adicional del 15-20% debido a la calidad superior del material y del revestimiento de la superficie.
- Para usted: Reduce el cambio de herramientas de dos a tres veces. Con herramientas de moldeo de alta precisión y resistencia , el precio de las piezas puede ahorrar más del 30 % . Este es el sistema de herramientas de moldeo por inyección de alta dureza .
Al elegir acero base HRC 52+ y recubrimiento TiAlN HV 3000, obtendrá una estabilidad comprobada del perfil del diente dentro de ±0,005 mm durante más de 1.000.000 de inyecciones. No solo se reducen sus costos de utillaje por pieza en más del 30% , sino que también se evita la deriva dimensional y los reemplazos de moldes no planificados. Si su programa requiere una garantía de un millón de inyecciones, utilizar utillaje de moldeo por inyección resistente al desgaste es la mejor opción. Asegure una vida útil del utillaje de más de un millón de ciclos y un ahorro del 30% en el costo por pieza. Envíe las especificaciones de su engranaje para obtener un informe de análisis de materiales y recubrimientos y una cotización personalizada.
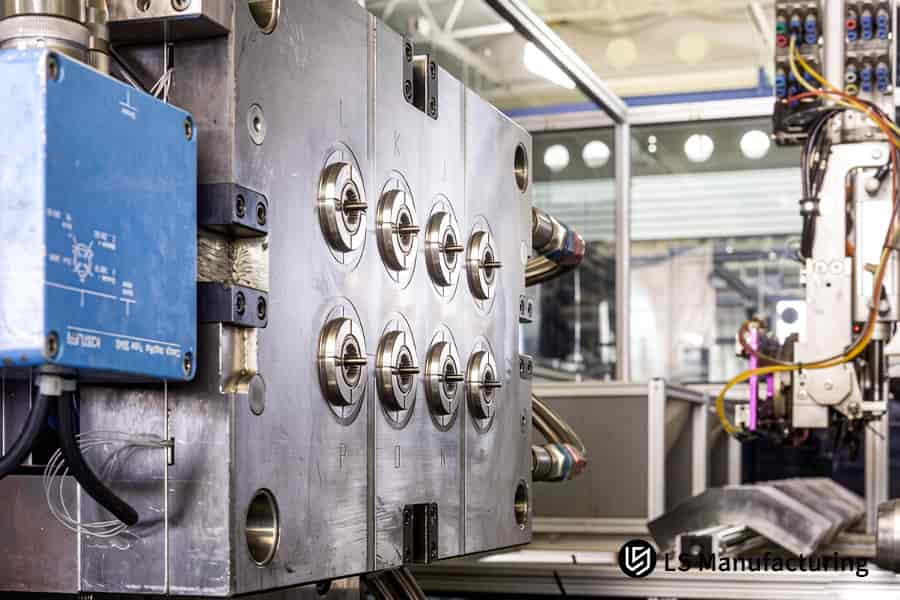
Figura 2: Una máquina CNC fresa un bloque de molde de acero H13 con pulverización de refrigerante para una herramienta de engranajes de alta resistencia hecha a medida.
¿Qué parámetros deben sincronizar las herramientas de engranajes reforzados a medida durante la fase de inyección para evitar la deflexión de los dientes del engranaje bajo carga?
Las principales causas de la deflexión de los dientes de los engranajes bajo carga incluyen líneas de soldadura débiles y contracción anisotrópica debido a una velocidad de inyección y perfiles de empaquetamiento deficientes. Al alinear la velocidad de inyección en varias etapas con la presión de mantenimiento, estos defectos pueden mitigarse y la resistencia a la fatiga por flexión puede aumentar en más del 75 % . Cuando los ingenieros diseñan herramientas personalizadas para engranajes de alta resistencia , es necesario considerar estos parámetros para lograr un comportamiento óptimo bajo carga.
Para lograrlo, se requieren servicios especializados de moldeo por inyección industrial , que incluyen el control de la reología y el moldeo por inyección multietapa con un perfil de velocidad adecuado. Los siguientes datos de pruebas de producción ponen de manifiesto la brecha de rendimiento:
Comparación de parámetros de inyección
| Parámetro | Entorno convencional | Configuración optimizada |
| Velocidad de inyección de la primera etapa | 60 mm/s constante | 110 mm/s a través de la compuerta para un llenado rápido de la cavidad. |
| Punto de inflexión de velocidad | 95% de ocupación | Posición de llenado del 85% , luego bajar a 25 mm/s |
| Velocidad de la segunda etapa | Igual que la primera etapa | 25 mm/s para microempaquetado controlado |
| Mantener el nivel de presión | 80 MPa | 120 MPa mantenido durante 6 segundos |
| Presencia de línea de soldadura | Visible en la raíz del diente | Eliminado – enlace molecular completo |
| Densidad radicular | 96–97% | 100% verificado mediante análisis de sección transversal. |
| Vida útil a la fatiga por flexión (ciclos hasta la falla) | 180.000 ciclos (promedio de la industria) | Más de 750.000 ciclos (mejora de más del 75% ). |
Fuente: Datos de pruebas de fábrica de LS Manufacturing sobre PA66+50%GF , prueba de validación de 100.000 disparos.
Aplicando una velocidad de primera etapa de 110 mm/s, cambiando a 25 mm/s al 85 % de llenado y manteniendo 120 MPa durante 6 segundos, se eliminan las líneas de soldadura y se logra una densidad de raíz del 100 %. Este proceso de moldeo por inyección de engranajes personalizado aumenta la vida útil a la fatiga por flexión en más del 75 % . Para el moldeo de engranajes de alto volumen , estos parámetros garantizan la integridad estructural sin inspección posterior al proceso. Este enfoque de utillaje de moldeo por inyección con perfil de velocidad proporciona una resistencia constante en series de millones de inyecciones.
¿Cómo contribuye la simulación DFM profesional de un servicio de utillaje para moldes industriales a mitigar los riesgos de validación de herramientas y a acelerar los plazos de entrega?
Los riesgos de validación de herramientas surgen cuando los defectos de diseño del molde permanecen ocultos hasta la primera prueba, lo que provoca costosos retrabajos y retrasos en los lanzamientos. La simulación DFM profesional identifica deformaciones, trampas de gas y desequilibrios en la contracción antes de cortar el acero. Para los ingenieros que contratan un servicio de utillaje para moldes industriales , este análisis inicial elimina directamente las conjeturas y acelera el tiempo de comercialización. Así es como funciona:
Simulación multifísica de 24 horas
En un plazo de un día tras recibir su modelo CAD, la simulación de Moldflow predecirá la magnitud de la deformación, la ubicación de los huecos y los vectores de deformación mediante un análisis termoestructural-fluido acoplado . En su caso, esto se traduce en la detección de posibles defectos incluso antes de que comience el mecanizado, evitando semanas de correcciones iterativas. La simulación genera un mapa de riesgo cuantitativo que indica con precisión qué áreas del diente del engranaje necesitan modificaciones en las compuertas o en la refrigeración. El utillaje de moldeo por inyección en la fase inicial es fundamental para lograr el éxito.
Optimización de la ubicación de las puertas
El diseño de compuerta central única genera una formación asimétrica del frente de flujo, lo que provoca una contracción desigual y la formación de líneas de soldadura en la raíz del diente. Con el diseño de canal caliente con válvula de tres puntos e inyección sincronizada, la contracción no uniforme se reduce en un 40 % . Esta solución evita la dependencia de la orientación que crea ovalidad anisotrópica en su molde de inyección de engranajes personalizado .
Logro de la tasa de éxito T1
Como resultado de incorporar cambios de diseño mediante simulaciones antes de la fabricación, la tasa de éxito en el primer intento (T1) puede alcanzar el 92 % o más. Según los parámetros de referencia establecidos por Plastics Technology, el promedio de la industria para productos que no utilizan simulaciones se sitúa entre el 55 % y el 60 % de éxito en el primer intento. En su caso, esto significa que el molde de alta precisión y resistencia se calificará al recibirlo, en lugar de pasar por un proceso iterativo de depuración, lo que ahorrará al menos 3 o 4 semanas en los plazos del proyecto.
Efecto de compresión del tiempo de entrega
Eliminar uno o dos ciclos de modificación del molde ahorra de tres a cuatro semanas del típico plazo de desarrollo de 14 semanas. Este enfoque de utillaje para moldeo por inyección basado en simulación comprime la fase de validación y mejora la calidad a la primera. El proveedor de servicios de utillaje para moldeo por inyección industrial que aplica un riguroso DFM desde el principio ofrece un camino más rápido y predecible hacia la puesta en marcha de la producción.
Una simulación DFM profesional ayuda a detectar problemas como deformaciones, bolsas de gas y desequilibrio de la compuerta antes del corte del acero, lo que aumenta el éxito de T1 al 92 % , además de reducir el tiempo de entrega en 3 a 4 semanas . Su molde de inyección de engranajes personalizado también puede beneficiarse de un utillaje de moldeo de inyección centrado en la validación que reducirá la contracción no uniforme en un 40 % .
Figura 3: Filas de moldes de inyección para producción en masa se almacenan en estanterías de acero, listos para las series de moldeo de engranajes de alto volumen.
Caso práctico: ¿Cómo optimizó LS Manufacturing la fabricación de herramientas personalizadas para engranajes de alta resistencia para lograr la precisión de ±0,008 mm requerida por un cliente del sector automotriz?
Un proveedor global de autopartes OEM necesitaba un engranaje planetario de transmisión de alta resistencia con tolerancias de ±0,008 mm en la superficie de sus dientes, con volúmenes de producción anuales superiores a 500 000 unidades . Dos fabricantes de moldes europeos no tuvieron éxito debido a los siguientes motivos: sobrecalentamiento localizado, una excentricidad del eje de 0,035 mm y desgaste tras 100 000 ciclos de producción . Este problema podría resolverse mediante el uso de herramientas personalizadas para engranajes de alta resistencia .
Desafío del cliente
La pieza en cuestión era un engranaje planetario moldeado con plástico PA66+45%GF . El proceso existente generaba una excentricidad del eje de 0,035 mm con un desgaste apreciable tras 100 000 ciclos de inyección . En consecuencia, el utillaje requería revisiones repetidas. Dado que cualquier retraso conllevaría penalizaciones según el contrato, el cliente buscó un fabricante de moldes para engranajes de alta resistencia .
Solución de fabricación LS
Desarrollamos un sistema de refrigeración que incorpora nuestra tecnología patentada de canales conformados impresos en 3D, así como insertos de CuBe en los puntos calientes de la raíz. Nuestra solución de refrigeración emplea acero ESR fundido al vacío recubierto con DLC (nano dureza >HV 2500) . Introdujimos una compensación inversa de 0,012 mm en la cavidad de EDM debido a la contracción no lineal calculada del PA66 de alta cristalinidad. Aprovechamos el poder de los servicios de utillaje de moldeo por inyección industrial combinados con utillaje de moldeo por inyección recubierto con DLC .
Resultados y valor
La prueba T1 fue un éxito inmediato, ya que la excentricidad alcanzó un valor de 0,006 mm , superando el objetivo de ±0,008 mm . Tras realizar el millonésimo disparo, a una velocidad de 50 disparos/minuto , los resultados de la prueba CMM revelaron que el desgaste de los dientes se mantuvo por debajo de 2,0 µm sin deriva dimensional. El cliente logró ahorrar un 30 % en el presupuesto de retrabajo y comenzó a producir las piezas 18 días antes de lo previsto, obteniendo además una alta capacidad de moldeo de engranajes para futuros proyectos. El utillaje de moldeo por inyección, listo para la producción, proporcionó resultados consistentes desde el primer disparo.
Gracias al diseño integrado del molde, que incluye refrigeración conformada, recubrimiento DLC y electroerosión compensada , se evitaron los métodos de ensayo y error. Este molde de inyección, diseñado para un millón de inyecciones, alcanzó una tolerancia de ±0,006 mm tras 1,2 millones de inyecciones sin necesidad de ajustes adicionales. Para los fabricantes de equipos originales que requieren moldes de inyección fiables para engranajes de automoción , esta metodología garantiza un lanzamiento puntual y el menor coste total de propiedad.
Garantice una precisión de ±0,006 mm durante más de 1,2 millones de ciclos para sus engranajes. Para replicar esta durabilidad comprobada, póngase en contacto con nuestros especialistas en herramientas para engranajes para obtener un análisis de viabilidad y un cronograma de producción garantizado.

¿Qué métricas de inspección de calidad para moldes de inyección de engranajes personalizados son obligatorias en LS Manufacturing para obtener la certificación de moldeo de engranajes de alto volumen?
La consistencia desde el primer engranaje hasta el millonésimo requerirá un control de calidad de circuito cerrado que supervise la materia prima, el proceso y la geometría en todas las etapas. Para los clientes que dependen de moldes de inyección de engranajes personalizados , a continuación se presentan algunas de las métricas de inspección obligatorias utilizadas para garantizar el cumplimiento de las normas ISO 9001 e IATF 16949:
Inspección de entrada de materia prima
- Pruebas MFI: Confirman un flujo de fusión uniforme entre lotes.
- Análisis de humedad: Mantiene el H2O residual ≤0,02%.
- Para usted: Garantiza que sus lotes tengan propiedades de flujo estables y estén libres de la variabilidad dimensional causada por la variabilidad del material. El proceso de fabricación de moldes de inyección auditado comienza con la verificación de las materias primas.
Control SPC/CPK en proceso
- Objetivo CPK: Mide las dimensiones críticas del engranaje utilizando un CPK de ≥1,67 .
- Bucle de retroalimentación: Ajustes instantáneos si se detecta una desviación de la tendencia.
- Para usted: El control estadístico del proceso garantiza que todos los engranajes se mantengan dentro de las tolerancias durante todo el proceso de moldeo de engranajes de alto volumen , incluso después de varios miles de piezas.
Inspección final 100% en línea
- Probador de doble flanco: Evalúa el perfil del diente, la hélice y el paso.
- Escáner óptico 3D: Confirma la geometría general comparándola con los datos CAD maestros.
- Para usted: La inspección al 100% significa que solo las piezas que cumplen con las especificaciones llegarán a la etapa de ensamblaje, ofreciendo una trazabilidad completa para la auditoría de certificación de moldes de inyección para producción en masa . Este sistema certificado de utillaje para moldes de inyección garantiza el cumplimiento.
Las capas mencionadas anteriormente conforman un sistema de calidad de circuito cerrado. Los servicios de su socio de confianza en servicios de moldeo industrial ofrecen certificación CPK ≥1,67 , control de humedad ≤0,02 % y trazabilidad completa desde la primera inyección hasta la millonésima. Este sistema de moldeo por inyección trazable garantiza que todos los engranajes cumplan con las normas ISO 9001 e IATF 16949 sin riesgos de muestreo.
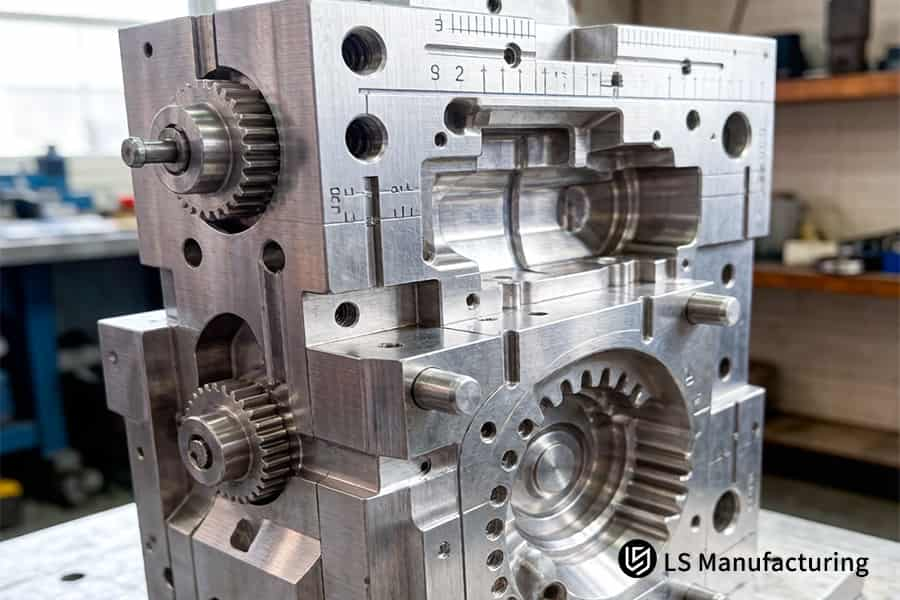
Figura 4: Se muestra un molde de inyección de engranajes personalizado con cavidades complejas de acero D2 para la fabricación de moldes de alta precisión y gran resistencia.
¿Cómo evaluar el costo total de adquisición al elegir un fabricante de moldes para engranajes de alta resistencia de primer nivel de China para cadenas de suministro globales?
Las decisiones de adquisición no deben basarse únicamente en los precios. Existe un costo total de propiedad que se pagará por el uso de la herramienta durante toda la vida útil del proyecto. Para tomar decisiones de adquisición bien fundamentadas , se deben considerar los costos relacionados con una máquina para fabricar moldes de engranajes de alta resistencia :
Inversión inicial frente a ahorros de por vida
Las herramientas de gama alta tienen un precio entre un 15 % y un 20 % superior debido a la mejor calidad del acero, la refrigeración optimizada y las técnicas de diseño para la fabricación (DFM). Al mismo tiempo, su uso reduce el tiempo de ciclo en 15 segundos y disminuye el tiempo de inactividad en un 85 % . En otras palabras, para usted, como comprador, la diferencia de precio se amortiza en las primeras 200 000 piezas producidas con herramientas de primera calidad.
Mejoras en la eficiencia de la producción
La reducción del tiempo de ciclo gracias al enfriamiento conformado proporciona 600 inyecciones adicionales diarias por cavidad. A 50 inyecciones por minuto , esto se traduce en miles de piezas adicionales al mes sin costo alguno. El enfoque de utillaje de moldeo de alta precisión reduce el costo de cada pieza, al tiempo que garantiza una precisión de ±0,005 mm en todas las piezas producidas. Este enfoque de utillaje de moldeo por inyección rentable le ayuda a obtener un mayor retorno de la inversión de su molde.
Reducción de costos de calidad
Las tasas de defectos se reducen a ≤300 ppm (0,03 %) , frente al 2-5 % habitual en moldes económicos. Esto elimina la necesidad de clasificación, reprocesamiento o devoluciones. En el caso de los servicios de moldeo por inyección industrial para aplicaciones de alto volumen, el ahorro derivado de los desperdicios puede compensar fácilmente cualquier inversión adicional en utillaje en tan solo un año. Esta es una de las maneras en que el moldeo por inyección con baja tasa de defectos le reportará beneficios económicos.
Impacto en el mantenimiento y la longevidad
Al extender la vida útil de las herramientas a más de un millón de inyecciones , se elimina la necesidad de reemplazarlas dos o tres veces durante un proyecto de varios años. Un menor desgaste también significa que no hay interrupciones para pulir o ajustar las cavidades. En aplicaciones de moldeo por inyección para producción en masa , este tiempo de actividad confiable garantiza que su producción se realice a tiempo y sin costos adicionales. El diseño de las herramientas de moldeo por inyección, enfocado en la durabilidad, mantiene su producción funcionando sin problemas.
Para comprender el costo total de propiedad, considere factores como los tiempos de ciclo, las tasas de defectos y los programas de mantenimiento , además del costo inicial. Un socio experimentado que le brinde ahorros de 15 segundos en el tiempo de ciclo, defectos de ≤300 ppm y un 85 % menos de tiempo de inactividad le ahorrará millones de dólares durante todo el programa. Nuestro diseño de herramientas de moldeo por inyección optimizado para el costo total de propiedad convierte a nuestras herramientas premium en la mejor opción en términos de relación calidad-precio.
Preguntas frecuentes
1. ¿Cuál es el plazo de entrega estándar para un servicio de utillaje de moldeo por inyección industrial que suministra herramientas de engranajes resistentes y personalizadas?
El plazo de entrega promedio es de 25 a 35 días hábiles , lo que incluye un análisis DFM exhaustivo, mecanizado CNC y EDM , seguido de la entrega de las muestras T1. La combinación de estos pasos da como resultado una validación completa del molde para una geometría dentada correcta, un flujo de material fiable y un funcionamiento duradero.
2. ¿Puede una máquina estándar para fabricar moldes de engranajes de alta resistencia procesar materiales plásticos PEEK o PA66 reforzados con fibra de vidrio?
Para los fabricantes convencionales, esto representa un desafío; sin embargo, LS Manufacturing utiliza acero ESR endurecido HRC52+ importado y recubrimientos nano-duros para crear moldes que pueden soportar impactos extremadamente abrasivos gracias a su alto contenido de fibra de vidrio ( superior al 50% ). Se garantiza una vida útil prolongada de la herramienta.
3. ¿Cómo garantiza su sistema de moldeo de alta precisión una contracción uniforme en los dientes de engranajes simétricos?
Se logra una contracción uniforme mediante el uso de un sistema de enfriamiento conformado impreso en 3D , que garantiza que la desviación de la temperatura con respecto a la temperatura superficial promedio no supere los ±1,5 °C , además de la compensación de contracción no lineal realizada en la etapa de mecanizado de los electrodos EDM.
4. ¿Qué certificaciones de calidad posee su servicio de moldeo de engranajes de alto volumen para aplicaciones automotrices o aeroespaciales?
Nuestra empresa cuenta con la certificación completa según las normas IATF 16949 para automóviles y la norma de calidad ISO 9001. La trazabilidad se logra mediante nuestro proceso, donde todos nuestros envíos de lotes de producción incluyen un informe CMM al 100% que valida las dimensiones críticas de los engranajes, como el diámetro primitivo, el perfil del diente y la excentricidad .
5. ¿Cómo se garantizan los estándares de tolerancia de la cavidad del molde de inyección de engranajes personalizados durante las series de producción en masa?
Las tolerancias se garantizan mediante el uso de mecanizado de ultraprecisión de 5 ejes junto con máquinas de electroerosión suizas para asegurar tolerancias de fabricación de cavidades de ±0,003 mm . Este nivel de precisión y el acero para herramientas utilizado en las cavidades del molde garantizan la estabilidad dimensional y la rigidez de los engranajes tras miles de operaciones.
6. ¿Podemos solicitar un análisis de optimización DFM gratuito antes de formalizar un contrato de servicios de utillaje para moldes industriales?
Por supuesto, suba su archivo STEP/IGS 3D a nuestro portal web y en 24 horas recibirá un informe de análisis DFM gratuito ( solicite un presupuesto hoy mismo) que abarca consideraciones específicas del engranaje en cuanto a ventilación, empaquetamiento y contracción anisotrópica.
7. ¿Cuál es la cantidad mínima de pedido (MOQ) al asociarse con LS Manufacturing para el moldeo de engranajes de alto volumen?
Como fabricantes de moldes de alto volumen ( >500.000 ciclos ), nos centramos principalmente en la producción en masa; sin embargo, no tenemos ningún problema en trabajar en las fases de desarrollo del producto, donde solo se necesitan unas 1.000 piezas para probar la funcionalidad del diseño.
8. ¿Cómo protege LS Manufacturing los planos y la propiedad intelectual de las herramientas de engranajes pesados personalizados y patentados de un cliente?
En LS Manufacturing, utilizamos sistemas de seguridad multinivel . Durante la fase de consulta, firmamos un acuerdo de confidencialidad y almacenamos los diseños y planos de nuestros clientes en servidores cifrados y protegidos. El acceso no autorizado queda totalmente prohibido.
Resumen
La calidad de los engranajes reforzados fabricados a medida en serie es fundamental para la durabilidad del equipo final. El moldeo por inyección elimina los problemas de rotura y deformación gracias a la refrigeración conformada 3D, los aceros compuestos ultraduros (HRC 52+) y la contracción a nivel micrométrico (±0,01 mm) . Con una amplia experiencia B2B en el sector, estamos preparados para ofrecer a nuestros clientes productos industriales de la más alta calidad.
No permita que la precisión deficiente de sus moldes ponga en riesgo su cadena logística. Ya sea que esté planificando un nuevo proyecto o lidiando con tiempos de inactividad en sus equipos y desgaste de moldes, actúe ahora. Solicite un presupuesto o simplemente cargue sus archivos .STEP o .IGS. En menos de un día, nuestro director de LS altamente calificado le proporcionará un informe DFM personalizado que incluye análisis de tensión y contracción en la compuerta.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


