
Услуги по изготовлению оснастки для промышленного литья под давлением от компании LS Manufacturing предлагают передовые инженерные решения, устраняющие проблемы поломки зубьев пресс-форм и точности. Традиционные конструкции пресс-форм не обеспечивают контроль допусков в пределах ±0,01 мм при 45 впрысках в минуту для деталей из PA66 + 50% стекловолокна . Причина заключается в игнорировании многофизической конформной усадки при сверхвысоком давлении впрыска. Без микромасштабного DFM-анализа для балансировки литниковой системы при каждом цикле производства деталей будут возникать напряжения.
Вы получаете стабильность размеров полости ≤ ±0,008 мм при 48 выстрелах в минуту , что позволяет сэкономить 18% на стоимости детали. Специальная информация о зубчатых передачах повышенной прочности помогает решать проблемы, связанные с жесткостью и низкой стоимостью, на ранних этапах проектирования.

Промышленная оснастка для литья под давлением тяжелых зубчатых передач: руководство по серийному производству
| Критический фактор | Решение для массового производства |
| Точность профиля зуба | Высококачественная закаленная инструментальная сталь, обработанная методом электроэрозионной обработки в соответствии со спецификациями AGMA. |
| Равномерность охлаждения пресс-формы | Конформное охлаждение для обеспечения равномерной температуры (отклонение ±0,05 мм ). |
| Распределение силы выброса | Двухэтапный процесс изготовления пресс-формы для литья под давлением с использованием съемной плиты для предотвращения повреждения зубьев шестерни. |
| Вентиляция для плотных деталей | Микровентиляция с отверстиями <0,015 мм для обеспечения бесшовного соединения зубьев шестерни. |
| Проверка инструментов | Прототип проходит испытания под нагрузкой перед запуском в полномасштабное производство . |
Основные выводы:
- Сталь — это основа: для обеспечения долговечности при формовании армированных пластмасс в шестерни необходимо использовать закаленную инструментальную сталь.
- Охлаждение определяет точность: для обеспечения надлежащей усадки и предотвращения деформации толстых зубчатых сегментов необходимо использовать конформное охлаждение.
- Выталкивание — это система: для предотвращения повреждений необходимо использовать систему литьевой оснастки, адаптированную к конструкции шестерни.
- Тестирование перед производством: Проверка работоспособности зубчатых передач с помощью прототипов деталей имеет важное значение для предотвращения сбоев в серийном производстве.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Уникальность этой статьи заключается в опыте наших инженеров-конструкторов и руководителей производства, чья главная задача — разработка пресс-формы, способной изготовить 5 миллионов идеально ровных шестерен . Весь наш подход к изготовлению пресс-форм основан на стандартах Международной организации по стандартизации (ISO) , которые способствуют внедрению системы управления качеством.
Наши решения предназначены для компонентов, отказы которых могут привести к остановке системы из-за катастрофических последствий: высокомоментные шестерни для электромобилей, износостойкие компоненты насосов для тяжелой техники и прецизионные шестерни приводов для аэрокосмической отрасли . Технические характеристики и параметры, которые мы используем при проверке геометрии шестерен и выборе материалов, соответствуют строгим отраслевым стандартам, установленным для пластиковых шестерен Американской ассоциацией производителей шестерен (AGMA) , единственной признанной организацией, занимающейся компонентами силовых передач.
Наш опыт основан на процессе перепроектирования бывших в употреблении пресс-форм для зубчатых передач . Мы усовершенствовали предварительную твердость стали P20, устойчивой к истиранию, технологию конформного охлаждения для поддержания кристалличности полиоксиметилена (POM) и механизм выталкивания, не вызывающий деформации косозубых шестерен . Благодаря этому проверенному и надежному производственному процессу мы позволяем вам разработать решение, ориентированное на массовое производство.

Рисунок 1: Компания, предоставляющая услуги по изготовлению оснастки для литья под давлением, эксплуатирует высокотоннажный пресс для массового производства стальных заготовок для зубчатых колес.
Почему традиционные услуги по изготовлению оснастки для промышленного литья под давлением не соответствуют стандартам точности, необходимым для массового производства высокопрочных зубчатых передач на заказ?
Традиционные услуги по изготовлению оснастки для литья под давлением не могут соответствовать стандартам допуска ISO 1328 Grade 4 для массового производства высокопрочных зубчатых передач из-за неравномерного охлаждения в процессе кристаллизации полимера, что приводит к деформации и некруглости зубьев. Для вас это означает бракованные детали, чрезмерную вибрацию, шум и преждевременное усталостное разрушение, что напрямую увеличивает затраты на утилизацию и риски, связанные с гарантийным обслуживанием. Для достижения стабильного качества требуется изготовление оснастки для литья под давлением на заказ, разработанной с учетом равномерности термического воздействия.
Сравнение основных процессов
| Параметр | Традиционная пресс-форма | Необходимо для точности |
| Конструкция каналов охлаждения | Только прямое сверление, без учета контура. | Конформное охлаждение геометрии зуба |
| Изменение температуры по всей длине зубчатого кольца | Разница температур может достигать 12 °C. | Изменение температуры для образования кругов не более чем на 2°C |
| Модель компенсации усадки | Линейная изотропная усадка | Нелинейное анизотропное сжатие |
| Достижимый класс прочности зубчатого колеса (ISO 1328) | Стандарт для 6-7 классов | 4-й класс или выше |
| Повторяемость размеров от цикла к циклу | ±0,08 мм для критических участков | Необходимый допуск ±0,015 мм. |
Источник данных: заводские испытания LS Manufacturing для P A66+50%GF , проверка после 100 000 впрысков, с использованием высокоточной конфигурации пресс-формы для литья под давлением .
Анализ ясно показывает, что традиционная высокопроизводительная оснастка для литья шестерен не обеспечивает необходимого уровня термической точности для шестерен класса 4. Использование прецизионной высокопрочной оснастки с конформным охлаждением и анизотропным моделированием позволит гарантировать стабильную геометрию зубьев, избежать вибраций и снизить процент брака до менее чем 0,3% . Благодаря поддержке передовых технологий литья под давлением вы можете быть уверены в стабильном качестве вашего производственного процесса на долгие годы.

Как специализированная услуга по изготовлению промышленной пресс-форм может оптимизировать систему охлаждения с помощью литников для устранения структурных напряжений при литье тяжелых зубчатых передач?
Термические напряжения возникают из-за неравномерного сжатия, вызванного неравномерным охлаждением, что приводит к образованию пустот. Однако оптимизация геометрии конформного охлаждения позволит обеспечить производство без напряжений при одновременном увеличении производительности. Это становится возможным благодаря Предлагаемые услуги по изготовлению промышленных пресс-форм ориентированы на обеспечение равномерного охлаждения для достижения однородности теплового режима.
Геометрия конформного охлаждения
При использовании обычных прямых каналов охлаждения с просверленными отверстиями разница температур в зубчатом кольце составляет 12 °C , что означает, что ступица охлаждается медленнее по сравнению с ободом. Замена прямых каналов на конформные каналы охлаждения с использованием 3D-печати вставки из нержавеющей стали, повторяющей форму шестерни, обеспечивает улучшенное охлаждение. Благодаря изготовленной на заказ литьевой форме для шестерен , расстояние между ватерлинией и зубьями составляет 4,0 мм, а диаметр каналов охлаждения — 3,5 мм, что исключает температурный градиент, вызывающий напряжения.
Интеграция аддитивного производства
Система конформного охлаждения интегрирована в изготовленную методом аддитивного производства вставку из нержавеющей стали, расположенную в основании пресс-формы, что предотвращает утечки во время многомиллионных циклов литья . Как производитель пресс-форм для тяжелых зубчатых передач , вы получаете преимущества равномерности поверхности ±1,5°C без перегрева и точек отказа сварных швов. Это решение для литья под давлением сэкономит ваше время и обеспечит стабильное качество деталей при каждом цикле литья.
Время цикла и проверка качества
Время охлаждения CMM сокращается на 36% — с 25 секунд до 16 секунд , что снижает общее время цикла с 42 до 27 секунд . В процессе массового производства литьевых форм это составит примерно 800 дополнительных циклов в день на каждую полость. После 50 000 циклов CMM не демонстрирует признаков образования трещин в ступицах или усадочных раковин размером более 0,02 мм , что доказывает эффективность метода конформного литья под давлением .
Конструкция с идеальной геометрией, сокращение времени цикла на 36% и глубина усадочной раковины менее 0,02 мм , протестированные на более чем 50 000 циклов литья . Этот высокоточный процесс изготовления пресс-форм для литья под давлением устанавливает планку, когда объем производства и качество имеют значение для максимальной производительности в зубчатых передачах. Описанная здесь система пресс-форм для литья под давлением обеспечивает повторяемые тепловые характеристики в течение каждой смены.
Какие марки стали следует выбрать производителю пресс-форм для изготовления тяжелых зубчатых передач, чтобы гарантировать срок службы инструмента, превышающий 1 000 000 циклов впрыска?
При литье пластмассовых шестерен с содержанием стеклонаполнителя ≥50% обычные инструментальные стали быстро изнашиваются, что приводит к изменению геометрии шестерни в течение десятков тысяч циклов литья. Правильный выбор инструментальных сталей в сочетании с обработкой поверхности позволяет достичь более чем 1 000 000 циклов литья с допуском на зубья шестерни в пределах ±0,005 мм . Это имеет решающее значение для оценки инструмента лицами, принимающими решения в бизнесе, из-за влияния на стоимость детали и время безотказной работы. Ниже представлен правильный подход к выбору материалов для инструмента при литье тяжелых шестерен :
Твердость базовой стали
- Материал: Специальная вакуумно-выплавленная высококачественная инструментальная сталь ESR, закаленная до постоянной твердости HRC 52+ .
- Для вас: Стандартный H13 выходит из строя после 80 000 циклов . Эта высококачественная оснастка для литьевых форм обеспечивает превосходную износостойкость на протяжении миллиона циклов литья.
Характеристики поверхностного покрытия
- Покрытие: 3,0 мкм покрытие TiAlN, нанесенное методом PVD, с твердостью до HV 3000 .
- Для вас: износ поверхности после 40 000 циклов без покрытия; покрытие TiAlN сохраняет свои свойства более чем на 200 000 циклов. Пресс-формы для массового производства обеспечивают точность профиля зубьев ±0,005 мм в процессе массового литья .
Проверка размерной стабильности
- Данные: результаты испытаний на координатно-измерительной машине после 500 000 и 1 000 000 циклов подтверждают отклонение профиля зубьев на ±0,005 мм .
- Для вас: Отраслевой стандарт составляет более ±0,020 мм при 100 000 циклов впрыска . Такая специально разработанная высокопрочная зубчатая оснастка предотвращает прогрессирующую деформацию, которая приводит к необходимости переделки пресс-формы в процессе работы.
Преимущество по стоимости за единицу продукции
- Инвестиции: Дополнительные 15-20% стоимости из-за использования высококачественных материалов и покрытия поверхности.
- Для вас: сокращает количество замен инструмента в два-три раза. Благодаря высокоточной оснастке для тяжелых пресс-форм , можно сэкономить более 30% на стоимости деталей. Это система высокопрочной оснастки для литья под давлением .
Выбор стали HRC 52+ и покрытия HV 3000 TiAlN обеспечивает доказанную стабильность профиля зубьев в пределах ±0,005 мм на протяжении более 1 000 000 циклов литья. Это не только снижает затраты на оснастку более чем на 30% , но и предотвращает смещение размеров и исключает незапланированную замену пресс-форм. Если ваша программа требует гарантии миллиона циклов литья, использование износостойкой оснастки для литья под давлением — правильное решение. Зафиксируйте срок службы инструмента более 1 миллиона циклов и сэкономьте 30% на стоимости детали. Предоставьте спецификации ваших шестерен для получения отчета об анализе материалов и покрытия и индивидуального коммерческого предложения.
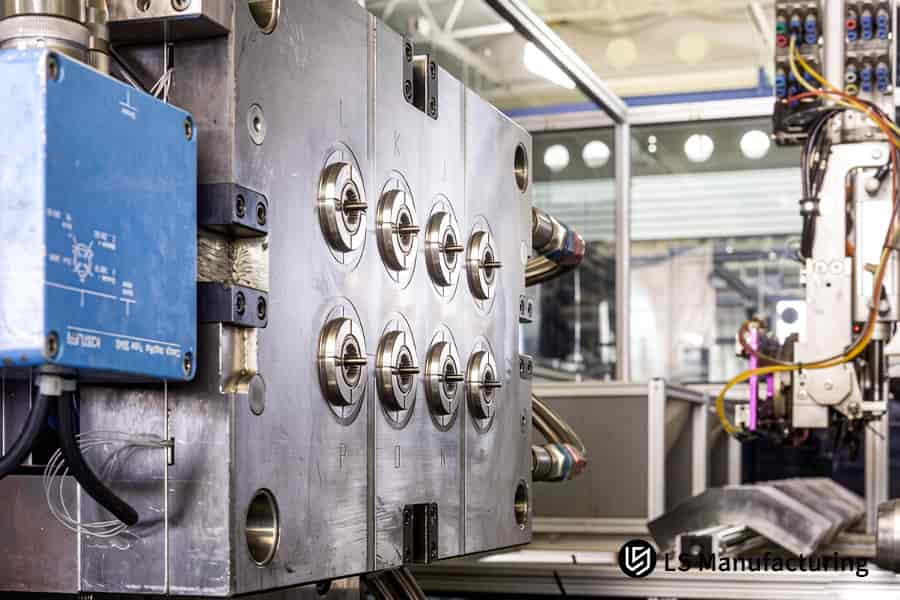
Рисунок 2: Станок с ЧПУ фрезерует блок пресс-формы из стали H13 с распылением охлаждающей жидкости для изготовления нестандартной высокопрочной зубчатой оснастки.
Какие параметры необходимо синхронизировать с помощью специального высокоточного зубчатого инструмента на этапе впрыска, чтобы предотвратить деформацию зубьев шестерни под нагрузкой?
Основными причинами деформации зубьев шестерни под нагрузкой являются слабые сварные швы и анизотропная усадка из-за низкой скорости впрыска и профиля уплотнения. Согласование скорости многоступенчатого впрыска с давлением выдержки позволяет уменьшить эти дефекты и повысить прочность на изгибную усталость более чем на 75% . При проектировании нестандартной высокопрочной зубчатой оснастки инженеры должны учитывать эти параметры для обеспечения оптимальной несущей способности.
Для достижения этой цели необходимы специализированные услуги по изготовлению оснастки для промышленного литья под давлением , включающие контроль реологии и многоступенчатую оснастку с правильным профилированием скорости. Следующие данные производственных испытаний наглядно демонстрируют разрыв в производительности:
Сравнение параметров впрыска
| Параметр | Традиционная обстановка | Оптимизированные настройки |
| Скорость впрыска на первой ступени | Постоянная скорость 60 мм/с | Прохождение воздуха через затвор со скоростью 110 мм/с для быстрого заполнения полости |
| точка переключения скорости | Положение заполнения 95% | Заполнение до 85% , затем скорость снизится до 25 мм/с. |
| Скорость второй ступени | То же, что и на первом этапе. | 25 мм/с для контролируемой микроупаковки |
| Уровень удержания давления | 80 МПа | Давление 120 МПа поддерживалось в течение 6 секунд. |
| Наличие сварочного шва | Видно у корня зуба | Устранено – полная молекулярная связь |
| Плотность корней | 96–97% | 100% подтверждено анализом поперечного сечения. |
| Усталостная долговечность при изгибе (количество циклов до разрушения) | 180 000 циклов (средний показатель по отрасли) | Более 750 000 циклов (улучшение более чем на 75% ) |
Источник: данные заводских испытаний LS Manufacturing по PA66+50%GF , валидационный цикл из 100 000 впрысков.
Применение скорости первого этапа 110 мм/с, переключение при 85% заполнении на 25 мм/с и выдержка при 120 МПа в течение 6 секунд устраняют сварные швы и обеспечивают 100% плотность в корне. Этот специализированный процесс литья под давлением шестерен увеличивает срок службы при усталостном разрушении более чем на 75% . Для крупносерийного литья шестерен эти параметры обеспечивают структурную целостность без последующего контроля. Такой подход к профилированию скорости при литье под давлением обеспечивает стабильную прочность при миллионах циклов литья.
Как профессиональное моделирование DFM от компании, предоставляющей услуги по изготовлению промышленной пресс-форм, снижает риски проверки инструмента и ускоряет сроки выполнения заказа?
Риски, связанные с проверкой оснастки, возникают, когда дефекты конструкции пресс-формы остаются скрытыми до первого испытания, что приводит к дорогостоящим доработкам и задержкам запуска. Профессиональное моделирование DFM позволяет выявить деформацию, газовые ловушки и дисбаланс усадки до начала резки стали. Для инженеров, обращающихся за услугами по изготовлению промышленной пресс-форм , этот предварительный анализ напрямую исключает догадки и ускоряет вывод продукции на рынок. Вот как это работает:
24-часовое многофизическое моделирование
В течение одного дня после получения вашей CAD-модели, моделирование в Moldflow спрогнозирует величину деформации, расположение пустот и векторы деформации с помощью сопряженного термоструктурно-потокового анализа . В вашем случае это означает обнаружение потенциальных дефектов еще до начала обработки, что предотвращает недели итеративных корректировок. Моделирование генерирует количественную карту рисков, точно указывающую, какие участки зуба шестерни нуждаются в изменении литниковых каналов или системы охлаждения. Ранняя подготовка оснастки для литья под давлением имеет решающее значение для достижения успеха.
Оптимизация расположения ворот
Конструкция с одним центральным литником приводит к асимметричному формированию фронта потока, вызывая неравномерную усадку и образование сварных швов у основания зуба. Благодаря трехточечной системе горячего канала с клапанными литниками и синхронизированным впрыском неравномерная усадка снижается на 40% . Это решение предотвращает зависимость от ориентации, которая создает анизотропную овальность в вашей пресс-форме для литья шестерен .
Достижение показателя успешности T1
Благодаря внесению изменений в конструкцию с помощью моделирования до начала производства, процент успешных попыток с первой попытки (T1) может достигать 92% и выше. Согласно критериям, установленным компанией Plastics Technology, средний показатель успешности T1 для изделий, не использующих моделирование, составляет около 55-60% . В вашем случае это означает, что высокоточная пресс-форма для тяжелых условий эксплуатации будет проверена по прибытии, а не пройдет итеративный процесс отладки, что позволит сэкономить как минимум 3-4 недели на сроках проекта.
Эффект сжатия времени выполнения заказа
Исключение одного-двух циклов модификации пресс-формы позволяет сэкономить от трех до четырех недель по сравнению со стандартным 14-недельным сроком разработки. Такой подход к изготовлению оснастки для литья под давлением, основанный на моделировании, сокращает этап проверки и улучшает качество с первого раза. Поставщик услуг по изготовлению промышленной оснастки для литья под давлением, который применяет строгий подход DFM на начальном этапе, обеспечивает более быстрый и предсказуемый путь к запуску производства.
Профессиональное моделирование DFM помогает выявить такие проблемы, как деформация, газовые карманы и балансировка литникового канала, до начала резки стали, что повышает успешность T1 до 92% и сокращает сроки выполнения заказа на 3–4 недели . Ваша пресс-форма для литья шестерен также может использовать преимущества оснастки для литья под давлением, ориентированной на валидацию , которая позволит снизить неравномерную усадку на 40% .
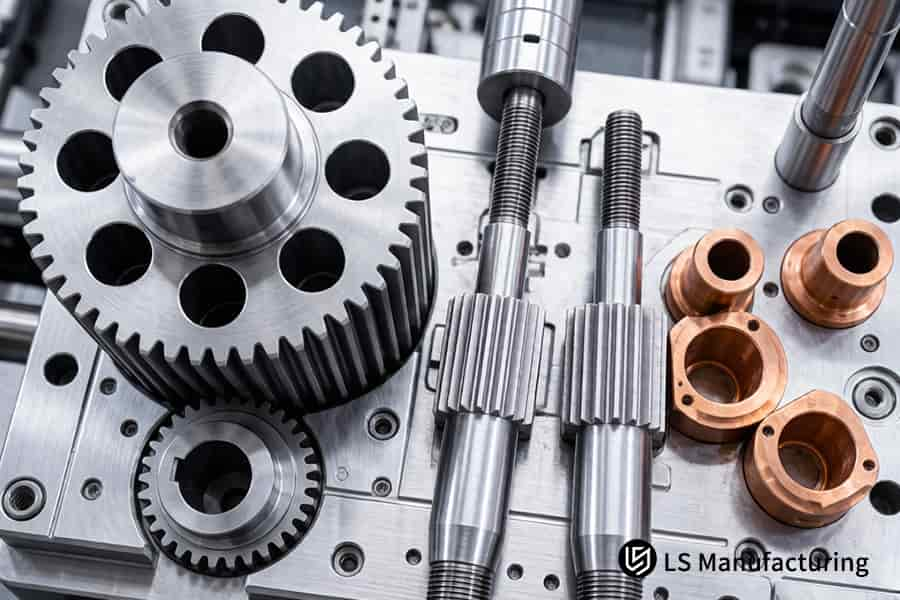
Рисунок 3: Ряды пресс-форм для массового производства, изготовленных методом литья под давлением, хранятся на стальных стеллажах, готовые к крупномасштабным циклам литья зубчатых передач.
Пример из практики: Как компания LS Manufacturing оптимизировала изготовление специализированной оснастки для высокоточных зубчатых передач, чтобы достичь требуемой точности ±0,008 мм для автомобильного клиента-производителя оригинального оборудования?
Глобальному поставщику автозапчастей для OEM-производителей требовалась планетарная шестерня для трансмиссии повышенной прочности с допусками ±0,008 мм на поверхности зубьев, при годовом объеме производства более 500 000 единиц . Два европейских производителя пресс-форм не смогли изготовить её по следующим причинам: локальный перегрев, эксцентриситет оси 0,035 мм и износ после 100 000 циклов впрыска . Вышеуказанную проблему можно было решить с помощью изготовления специальной оснастки для шестерен повышенной прочности :
Задача клиента
Речь шла о планетарной шестерне, отлитой из пластика PA66+45%GF . Существующий технологический процесс приводил к эксцентриситету оси 0,035 мм и измеримому износу после 100 000 циклов литья . В результате потребовались неоднократные доработки оснастки. Учитывая, что любые задержки повлекли бы за собой штрафные санкции в соответствии с соглашением, заказчик обратился к производителю пресс-форм для тяжелых зубчатых передач .
LS Manufacturing Solution
Мы разработали систему охлаждения, которая включает в себя нашу запатентованную технологию 3D-печати конформных каналов, а также медные вставки CuBe в местах наибольшего нагрева. В нашем решении для охлаждения используется вакуумно-выплавленная сталь ESR с покрытием DLC (нанотвердость >HV 2500) . Мы ввели обратную компенсацию 0,012 мм в полости электроэрозионного станка из-за рассчитанной нами нелинейной усадки высококристаллического полиамида PA66. Мы использовали возможности промышленного производства оснастки для литья под давлением в сочетании с оснасткой для литья под давлением с DLC-покрытием .
Результаты и ценность
Испытание T1 прошло мгновенно и успешно: эксцентриситет достиг значения 0,006 мм , превысив целевой показатель ±0,008 мм . После миллионного цикла литья со скоростью 50 циклов в минуту результаты испытаний на КИМ показали, что износ зубьев остался менее 2,0 мкм без смещения размеров. Заказчику удалось сэкономить 30% на бюджете на доработку и начать производство деталей на 18 дней раньше запланированного срока, получив при этом возможность крупносерийного литья зубчатых колес для будущих проектов. Готовая к производству оснастка для литья под давлением обеспечила стабильные результаты с первого же цикла литья.
Благодаря комплексному подходу к проектированию пресс-форм, включающему конформное охлаждение, DLC-покрытие и компенсированную электроэрозионную обработку , удалось избежать методов проб и ошибок. Эта оснастка для литья под давлением, рассчитанная на миллион циклов, достигла уровня допуска ±0,006 мм после 1,2 млн циклов без каких-либо дополнительных корректировок. Для OEM-производителей, нуждающихся в надежной оснастке для литья под давлением автомобильных шестерен , эта методология обеспечивает своевременный запуск и минимальные общие затраты на владение.
Обеспечьте точность ±0,006 мм на протяжении более 1,2 млн циклов для ваших шестерен. Для воспроизведения этой подтвержденной долговечности свяжитесь с нашими специалистами по зубчатой оснастке для проведения анализа осуществимости и гарантированных сроков производства.

Какие показатели контроля качества пресс-форм для литья шестерен являются обязательными на предприятии LS Manufacturing для прохождения сертификации на производство зубчатых передач в больших объемах?
Для обеспечения стабильности качества от первой до миллионной шестерни потребуется замкнутая система контроля качества , которая будет отслеживать сырье, технологический процесс и геометрию на всех этапах. Для клиентов, зависящих от изготовления пресс-форм для литья шестерен по индивидуальному заказу , ниже приведены некоторые обязательные показатели контроля, используемые для обеспечения соответствия стандартам ISO 9001 и IATF 16949:
Входной контроль сырья
- Тестирование MFI: подтверждает стабильность текучести расплава от партии к партии.
- Анализ влажности: обеспечивает остаточное содержание воды ≤0,02%.
- Для вас: Гарантирует стабильные свойства текучести ваших партий и отсутствие размерных отклонений, вызванных изменчивостью материала. Проверенная процедура изготовления пресс-форм для литья под давлением начинается с проверки сырья.
Контроль SPC/CPK в процессе производства
- Целевой показатель CPK: Измерение критически важных размеров зубчатых передач с использованием значения CPK ≥ 1,67 .
- Обратная связь: мгновенная корректировка при обнаружении отклонения от тренда.
- Для вас: Статистический контроль процесса гарантирует, что все шестерни остаются в пределах допустимых отклонений на протяжении всего процесса крупносерийного литья , даже после изготовления нескольких тысяч деталей.
Финальная 100% онлайн-проверка
- Двусторонний тестер: оценивает профиль зуба, спираль и шаг спирали.
- 3D оптический сканер: Подтверждает общую геометрию по сравнению с исходными данными САПР.
- Для вас: 100% контроль качества означает, что только соответствующие требованиям детали попадут на этап сборки, обеспечивая полную прослеживаемость для сертификационного аудита пресс-форм для массового производства . Эта сертифицированная система оснастки для литья под давлением гарантирует соответствие стандартам.
Указанные выше слои образуют замкнутую систему контроля качества. Услуги вашего надежного партнера по производству промышленной оснастки для литья под давлением обеспечивают сертификацию CPK ≥1,67 , контроль влажности ≤0,02% и полную прослеживаемость от первого до миллионного впрыска. Эта прослеживаемая система оснастки для литья под давлением гарантирует, что все шестерни соответствуют стандартам ISO 9001 и IATF 16949 без риска отбора проб.
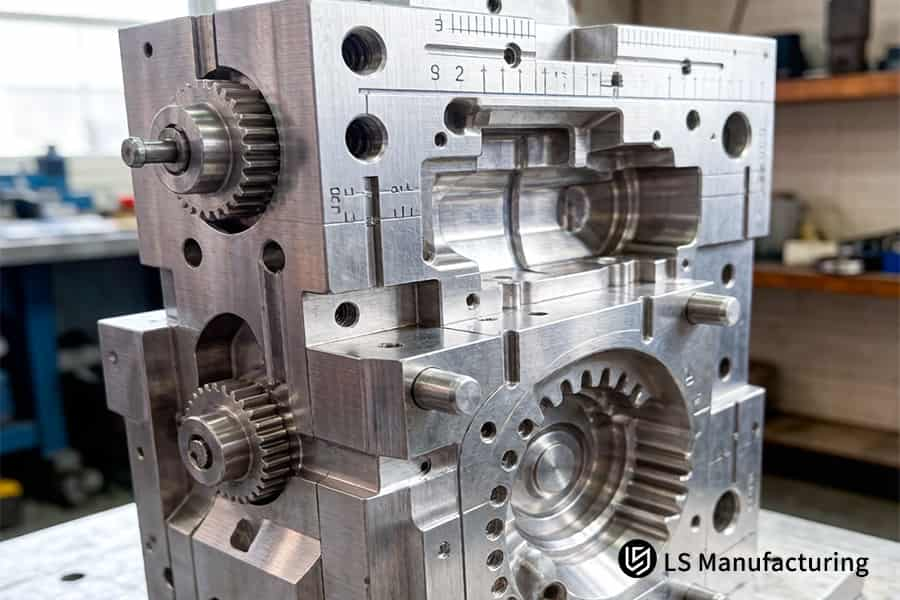
Рисунок 4: На изображении представлена изготовленная на заказ пресс-форма для литья шестерен со сложными полостями из стали D2, предназначенная для высокоточной оснастки для тяжелых условий эксплуатации.
Как оценить общую стоимость закупок при выборе ведущего китайского производителя пресс-форм для изготовления тяжелых зубчатых передач для глобальных цепочек поставок?
Решения о закупках не должны основываться только на цене. Существуют общие затраты на владение, которые будут оплачиваться на протяжении всего срока службы инструмента в рамках всего проекта. Для принятия обоснованных решений о закупках необходимо учитывать затраты, связанные с изготовлением пресс-форм для тяжелых зубчатых передач :
Первоначальные инвестиции против накоплений за всю жизнь
Высококачественная оснастка стоит на 15–20% дороже благодаря лучшему качеству стали, конформному охлаждению и технологиям проектирования с учетом технологичности производства (DFM). В то же время, её использование приводит к сокращению цикла на 15 секунд и уменьшению времени простоя на 85% . Другими словами, для вас, как для покупателя, разница в цене окупается в течение первых 200 000 изделий, произведённых с использованием высококачественной оснастки.
Повышение эффективности производства
Сокращение времени цикла благодаря конформному охлаждению обеспечивает дополнительные 600 циклов литья в день на каждую ячейку пресс-формы. При скорости 50 циклов в минуту это позволяет производить до нескольких тысяч дополнительных деталей в месяц бесплатно. Использование высокоточной оснастки для тяжелых условий эксплуатации снижает стоимость каждой детали, обеспечивая при этом точность ±0,005 мм для всех производимых изделий. Экономически эффективный подход к изготовлению оснастки для литья под давлением помогает добиться более высокой рентабельности инвестиций в пресс-формы.
Снижение затрат на качество
Процент брака снижается до ≤300 ppm (0,03%) , в отличие от 2-5%, характерных для недорогих пресс-форм. Это исключает необходимость сортировки, доработки или возврата. Что касается услуг по изготовлению пресс-форм для промышленного литья под давлением , ориентированных на крупносерийное производство, то экономия на браке может легко окупить любые дополнительные инвестиции в оснастку всего за один год. Вышеизложенное — один из способов, благодаря которому пресс-формы для литья под давлением с низким уровнем брака принесут вам финансовую выгоду.
Влияние технического обслуживания и долговечности
Увеличение срока службы инструмента до более чем 1 миллиона циклов впрыска позволяет избежать необходимости замены инструмента два-три раза в течение многолетнего проекта. Меньший износ также означает отсутствие перерывов для полировки или регулировки полостей. В условиях массового производства литьевых форм такая надежная работа гарантирует своевременное выполнение заказа без дополнительных затрат на ускорение. Конструкция литьевой формы, ориентированная на долговечность, обеспечивает бесперебойную работу производства.
Для понимания общей стоимости владения, помимо первоначальных затрат, следует учитывать такие факторы, как время цикла, процент брака и графики технического обслуживания . Опытный партнер, обеспечивающий экономию времени цикла на 15 секунд, процент брака ≤300 ppm и сокращение времени простоя на 85%, сэкономит вам миллионы долларов за весь период реализации программы. Наша оптимизированная по показателю общей стоимости владения конструкция оснастки для литья под давлением делает нашу высококачественную оснастку лучшим вариантом по соотношению цены и качества.
Часто задаваемые вопросы
1. Каков стандартный срок выполнения заказа на изготовление оснастки для промышленных литьевых форм, в частности, на изготовление на заказ высокопрочных зубчатых инструментов?
Средний срок выполнения заказа составляет 25-35 рабочих дней , включая тщательный анализ DFM (проектирование для производства), обработку на станках с ЧПУ и электроэрозионную обработку , а также доставку образцов T1. Сочетание этих этапов обеспечивает полную проверку пресс-формы на правильность геометрии зубьев, надежный поток материала и долговечность в эксплуатации.
2. Может ли стандартный пресс-формовочный станок для тяжелых зубчатых передач работать с пластиками, армированными стекловолокном, такими как PEEK или PA66?
Для обычных производителей это сложная задача, однако компания LS Manufacturing использует импортную закаленную сталь HRC52+ ESR и нанотвердые покрытия для создания пресс-форм, способных выдерживать чрезвычайно абразивные воздействия благодаря высокому содержанию стекловолокна ( более 50% ). Гарантируется длительный срок службы инструмента.
3. Каким образом ваша высокоточная пресс-форма обеспечивает равномерную усадку по всей длине симметричных зубьев шестерни?
Равномерная усадка достигается за счет использования системы конформного охлаждения, изготовленной методом 3D-печати , которая обеспечивает отклонение температуры от средней температуры поверхности не более ±1,5 °C , а также за счет нелинейной компенсации усадки, выполняемой на этапе обработки электродами электроэрозионной обработки.
4. Какими сертификатами качества обладает ваша компания по производству зубчатых передач для крупносерийного применения в автомобильной или аэрокосмической отрасли?
Наша компания полностью сертифицирована в соответствии со стандартами IATF 16949 для автомобилей и стандартом качества ISO 9001. Прослеживаемость обеспечивается за счет нашего процесса, в рамках которого все отгружаемые нами производственные партии сопровождаются 100% отчетом CMM, подтверждающим критически важные размеры зубчатых передач, такие как диаметр делительной окружности, профиль зуба и биение .
5. Как вы гарантируете соблюдение стандартов точности размеров полости пресс-формы для литья шестерен при серийном производстве?
Допуски обеспечиваются использованием сверхточной 5-осевой обработки в сочетании со швейцарскими электроэрозионными станками, что гарантирует точность изготовления полостей ±0,003 мм . Такой уровень точности и используемая инструментальная сталь для изготовления полостей пресс-форм обеспечивают стабильность размеров и жесткость шестерен после тысяч операций.
6. Можем ли мы запросить бесплатный анализ оптимизации DFM (проектирование с учетом технологичности изготовления) до заключения договора на услуги по изготовлению промышленных пресс-форм?
Разумеется, загрузите свой 3D STEP/IGS файл на наш веб-портал, и в течение 24 часов вы получите бесплатный отчет об анализе DFM — запросите расчет стоимости сегодня — в котором будут рассмотрены специфические аспекты конструкции зубчатого колеса, касающиеся вентиляции, уплотнения и анизотропной усадки.
7. Каков минимальный объем заказа (MOQ) при сотрудничестве с LS Manufacturing для крупносерийного литья зубчатых передач?
Будучи производителем пресс-форм для крупносерийного производства ( >500 000 циклов ), мы в основном ориентируемся на серийное производство; однако мы без проблем работаем и на этапах разработки продукции, где требуется всего около 1000 штук для проверки функциональности конструкции.
8. Каким образом компания LS Manufacturing защищает запатентованные чертежи и интеллектуальную собственность клиента, касающиеся изготовления высокопрочных зубчатых передач на заказ?
В компании LS Manufacturing мы используем многоуровневые системы безопасности . На этапе запроса мы подписываем соглашение о неразглашении и храним конфиденциальные проекты и чертежи наших клиентов на зашифрованных и защищенных серверах. Несанкционированный доступ никогда не будет допущен.
Краткое содержание
Качество изготовленных на заказ высокопрочных зубчатых передач массового производства имеет решающее значение для долговечности конечного оборудования. Технология литья под давлением исключает проблемы, связанные с поломкой и деформацией, благодаря 3D-конформному охлаждению, использованию сверхтвердых композитных сталей (HRC 52+) и усадке на микронном уровне (±0,01 мм) . Обладая обширным опытом работы в сфере B2B, мы готовы предложить нашим клиентам продукцию промышленного назначения высочайшего качества.
Не позволяйте низкому качеству пресс-форм поставить под угрозу вашу логистическую цепочку. Независимо от того, планируете ли вы новый проект или сталкиваетесь с простоями оборудования и износом пресс-форм, начните действовать прямо сейчас. Запросите коммерческое предложение или просто загрузите свои файлы .STEP или .IGS. Менее чем за один день наш высококвалифицированный директор по логистической цепочке предоставит вам индивидуальный отчет по проектированию с учетом технологичности производства (DFM) , включающий анализ напряжений в литниковых каналах и усадки.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


