
تُعدّ خدمات تصنيع قوالب الحقن الصناعية التي تقدمها شركة LS Manufacturing حلولاً هندسية رائدة تُعالج مشكلات كسر الأسنان ودقة التصنيع. لا يُمكن لتصميم القوالب التقليدي توفير تحكم دقيق في التفاوتات ضمن نطاق ±0.01 مم عند 45 حقنة في الدقيقة في الأجزاء المصنوعة من PA66+50% GF . والسبب هو تجاهل الانكماش المطابق متعدد الخصائص الفيزيائية مع ضغط الحقن العالي للغاية. وبدون تحليل DFM على المستوى الميكروي لموازنة نظام التغذية، ستتعرض كل دفعة من الأجزاء للإجهاد.
يمكنك الحصول على دقة في حجم التجويف تصل إلى ±0.008 مم عند 48 طلقة في الدقيقة ، مما يوفر 18% من تكلفة القطعة الواحدة. كما تساعد المعلومات الخاصة بالتروس شديدة التحمل على حل مشكلات الصلابة والتكلفة المنخفضة في المراحل الأولى من التصميم.

أدوات قوالب الحقن الصناعية للتروس شديدة التحمل: دليل الإنتاج الضخم
| العامل الحاسم | حلول للإنتاج الضخم |
| دقة شكل الأسنان | فولاذ أدوات عالي الجودة مقوى بتقنية التفريغ الكهربائي (EDM) ليتوافق مع مواصفات AGMA. |
| توحيد تبريد القالب | التبريد المطابق لدرجات حرارة موحدة (تفاوت ±0.05 مم ). |
| توزيع قوة القذف | عملية تصنيع قوالب الحقن بالطرد على مرحلتين مع لوحة تجريد لتجنب تلف أسنان التروس. |
| تهوية الأجزاء الكثيفة | فتحات تهوية دقيقة بفتحات أقل من 0.015 مم للسماح بأسنان التروس الخالية من الفراغات. |
| التحقق من صحة الأدوات | نموذج أولي يخضع لاختبار التحميل قبل بدء الإنتاج على نطاق واسع . |
أهم النقاط الرئيسية:
- الفولاذ هو الأساس: يجب استخدام فولاذ الأدوات المقوى لضمان طول العمر أثناء تشكيل البلاستيك المقوى في التروس .
- التبريد يحدد الدقة: يجب تضمين التبريد المطابق للحفاظ على الانكماش والتشوه المناسبين لقطاعات التروس السميكة.
- عملية الإخراج هي نظام: من الضروري استخدام نظام أدوات قولبة الحقن المصمم خصيصًا لتصميم الترس لتجنب التلف.
- الاختبار قبل الإنتاج: يعد اختبار أداء معداتك بمساعدة أجزاء النموذج الأولي أمرًا ضروريًا لتجنب الفشل في الإنتاج الضخم.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
ما يُميّز هذه المقالة هو خبرة مهندسي الأدوات ومديري الإنتاج لدينا، الذين يُركّزون جهودهم على تصميم قالب قادر على إنتاج 5 ملايين ترس مثالي . نعتمد في منهجنا الكامل لصناعة القوالب على معايير المنظمة الدولية للتوحيد القياسي (ISO) التي تُعزّز نظام إدارة الجودة.
تُلبّي حلولنا احتياجات المكونات التي قد يؤدي تعطلها إلى توقف النظام نتيجةً لعطل كارثي، مثل تروس عزم الدوران العالي للمركبات الكهربائية، ومكونات المضخات المقاومة للتآكل للآلات الثقيلة، وتروس المشغلات الدقيقة لتطبيقات الفضاء . وتلتزم مواصفات التصميم والتقييم التي نتبعها في التحقق من هندسة التروس واختيار المواد بمعايير الصناعة الصارمة المحددة للتروس البلاستيكية من قِبل جمعية مصنعي التروس الأمريكية (AGMA) ، وهي الهيئة الوحيدة المعترف بها لمكونات نقل الطاقة.
تستند خبرتنا إلى عملية إعادة تصميم قوالب التروس المستعملة. لقد أتقنّا عملية المعالجة المسبقة لصلب P20 المقاوم للتآكل، وتقنية التبريد المطابق للحفاظ على بنية بلورية بلاستيك POM، وآلية الإخراج التي لا تُسبب أي تشوه في التروس الحلزونية . من خلال عملية التصنيع المُختبرة والمُثبتة هذه، نُمكّنك من تصميم حلول مُصممة خصيصًا للإنتاج بكميات كبيرة.

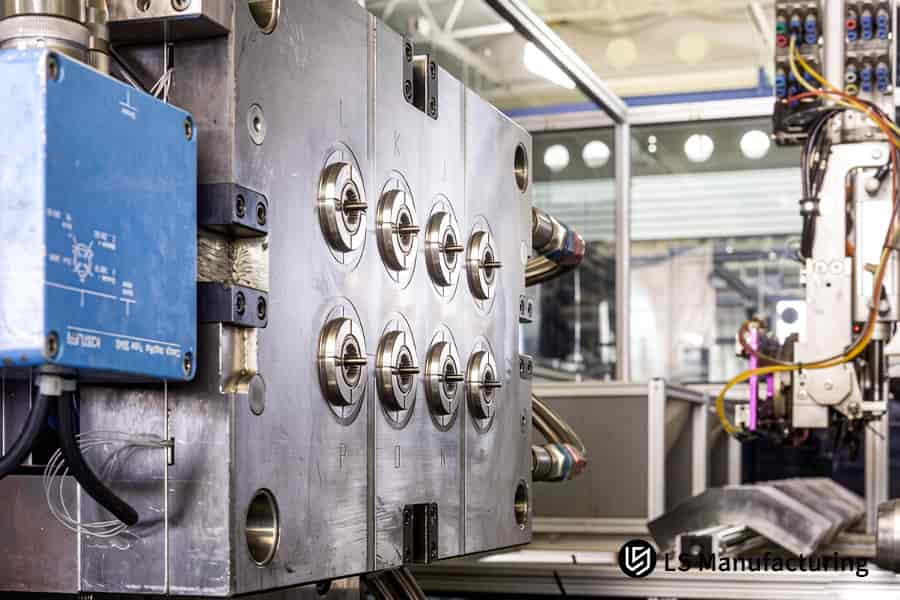
الشكل 1: خدمة أدوات قوالب الحقن الصناعية تشغل مكبسًا عالي الحمولة للإنتاج الضخم لقطع التروس الفولاذية الخام.
لماذا تفشل خدمات تصنيع قوالب الحقن الصناعية التقليدية في تلبية معايير الدقة اللازمة للإنتاج الضخم للتروس الثقيلة المصممة حسب الطلب؟
لا تستطيع خدمات تصنيع قوالب الحقن الصناعية التقليدية تلبية معايير التفاوت من الدرجة الرابعة وفقًا لمعيار ISO 1328 لإنتاج التروس الثقيلة المخصصة بكميات كبيرة، وذلك بسبب عدم انتظام التبريد أثناء عملية تبلور البوليمر، مما يؤدي إلى تشوه الأسنان وعدم استدارتها. وهذا يعني بالنسبة لكم قطعًا مرفوضة، واهتزازات مفرطة، وضوضاء، وفشلًا مبكرًا بسبب الإجهاد، مما يزيد بشكل مباشر من تكاليف الخردة ومخاطر الضمان الميداني. ولتحقيق جودة متسقة، يلزم استخدام قوالب حقن مصممة خصيصًا لتحقيق التوزيع الحراري المتجانس.
مقارنة العمليات الأساسية
| المعلمة | أدوات القوالب التقليدية | مطلوب للدقة |
| تصميم قناة التبريد | الحفر المستقيم فقط، دون مراعاة شكل الأرض. | التبريد المطابق لهندسة السن |
| تباين درجة الحرارة عبر حلقة السن | تباين يصل إلى 12 درجة مئوية | تفاوت ≤2 درجة مئوية لتشكيل الدائرة |
| نموذج تعويض الانكماش | الانكماش المتساوي الخطي | انكماش غير خطي متباين الخواص |
| درجة التروس القابلة للتحقيق (ISO 1328) | مستوى الصفين السادس والسابع | الصف الرابع أو أعلى |
| قابلية تكرار الأبعاد من دورة إلى أخرى | ±0.08 مم للأجزاء الحرجة | يلزم وجود تفاوت ±0.015 مم |
مصدر البيانات: اختبارات مصنع LS Manufacturing لـ P A66+50%GF ، التحقق من صحة 100 ألف طلقة، باستخدام تكوين أدوات قالب الحقن عالي الدقة .
يُظهر التحليل بوضوح أن قوالب تشكيل التروس التقليدية ذات الإنتاج الضخم لا توفر مستوى الدقة الحرارية المطلوب لتروس الدرجة الرابعة. باستخدام قوالب تشكيل عالية الدقة شديدة التحمل مع التبريد المطابق والمحاكاة غير المتجانسة، ستتمكن من ضمان هندسة أسنان متناسقة، وتجنب الاهتزازات، وخفض نسبة الخردة إلى أقل من 0.3% . بدعم من تقنية قوالب الحقن المتقدمة ، يمكنك الاطمئنان إلى أن عملية الإنتاج لديك مضمونة بجودة ثابتة لسنوات قادمة.

كيف يمكن لخدمة تصنيع قوالب صناعية مخصصة تحسين التبريد المتحكم فيه للقضاء على الإجهاد الهيكلي في قولبة التروس الثقيلة؟
تنشأ الإجهادات الحرارية نتيجة الانكماش غير المتساوي الناجم عن التبريد غير المنتظم، مما يؤدي إلى تكوّن الفراغات. ومع ذلك، من خلال تحسين تصميم هندسة التبريد المطابق، سيتم تحقيق إنتاج خالٍ من الإجهاد مع زيادة الطاقة الإنتاجية. وهذا ممكن بفضل خدمة تصنيع قوالب صناعية تركز على ضمان التبريد المتساوي لتحقيق التجانس الحراري.
هندسة التبريد المطابق
في قنوات التبريد التقليدية المستقيمة المحفورة ، يوجد فرق في درجة الحرارة يصل إلى 12 درجة مئوية في حلقة السن، مما يعني أن محور الترس يبرد ببطء مقارنةً بحافته. يؤدي استبدال القنوات المستقيمة بقنوات تبريد متوافقة، باستخدام الطباعة ثلاثية الأبعاد لحشوة من الفولاذ المقاوم للصدأ تتماشى مع شكل الترس، إلى تحسين التبريد. مع قالب حقن التروس المصمم خصيصًا ، تضمن المسافة بين خط الماء والسن البالغة 4.0 مم وقنوات التبريد بقطر 3.5 مم عدم وجود تدرج حراري يسبب إجهادات.
تكامل التصنيع الإضافي
تُدمج دائرة التبريد المتوافقة في قطعة داخلية من الفولاذ المقاوم للصدأ، مصنّعة بتقنية الطباعة ثلاثية الأبعاد، ومثبتة في قاعدة القالب، مما يمنع التسرب حتى مع عمليات الحقن المتعددة . بصفتك مصنّعًا لقوالب التروس الثقيلة ، ستستفيد من تجانس سطحي دقيق يصل إلى ±1.5 درجة مئوية، خالٍ من النقاط الساخنة ونقاط ضعف خطوط اللحام. سيوفر لك هذا الحل المبتكر لقوالب الحقن الوقت ويضمن لك الحصول على قطع متطابقة في كل عملية حقن.
التحقق من وقت الدورة والجودة
انخفض زمن التبريد في جهاز قياس الإحداثيات ثلاثية الأبعاد بنسبة 36%، من 25 ثانية إلى 16 ثانية ، مما قلل زمن الدورة الإجمالي من 42 ثانية إلى 27 ثانية . في عملية إنتاج قوالب الحقن بكميات كبيرة ، يُعادل هذا حوالي 800 عملية حقن إضافية يوميًا لكل تجويف. بعد 50,000 عملية حقن، لم يُظهر جهاز قياس الإحداثيات ثلاثية الأبعاد أي دليل على تشققات الإجهاد في المحاور أو علامات انكماش أكبر من 0.02 مم ، مما يُثبت قيمة منهجية تصنيع قوالب الحقن المطابقة .
تصميم هندسي خالٍ من الإجهاد، ووقت دورة أقصر بنسبة 36% ، وعمق علامة انكماش أقل من 0.02 مم ، تم اختباره لأكثر من 50,000 حقنة . تُرسّخ عملية تصنيع قوالب الحقن الدقيقة هذه معيارًا جديدًا عندما يكون كل من حجم الإنتاج والجودة عاملين حاسمين لتحقيق أقصى إنتاجية في صناعة التروس. يوفر نظام قوالب الحقن الموصوف هنا أداءً حراريًا ثابتًا وقابلًا للتكرار في كل وردية عمل.
ما هي أنواع الفولاذ التي يجب على صانع قوالب التروس الثقيلة اختيارها لضمان عمر أداة يتجاوز 1,000,000 عملية تشكيل؟
أثناء عملية تشكيل التروس البلاستيكية باستخدام بلاستيك مقوى بالألياف الزجاجية بنسبة 50% أو أكثر ، تتعرض أنواع الفولاذ التقليدية المستخدمة في صناعة الأدوات للتآكل السريع، مما يؤدي إلى تغيرات في هندسة التروس خلال عشرات الآلاف من عمليات التشكيل. يساعد الاختيار الأمثل لأنواع الفولاذ المستخدمة في صناعة الأدوات، إلى جانب المعالجة السطحية المناسبة، على تحقيق أكثر من مليون عملية تشكيل مع دقة في أسنان التروس لا تتجاوز ±0.005 مم . يُعد هذا الأمر بالغ الأهمية لتقييم الأدوات من قبل صناع القرار في الشركات، نظرًا لتأثيره على سعر القطعة ووقت التشغيل. فيما يلي النهج الأمثل لاختيار مواد الأدوات لصانعي قوالب التروس الثقيلة :
صلابة الفولاذ الأساسي
- المادة: فولاذ أدوات ESR ممتاز مصهور بالتفريغ الخاص، ومقسى إلى HRC 52+ ثابت.
- بالنسبة لك: يتلف معيار H13 بعد 80,000 دورة . توفر قاعدة قالب الحقن عالية الجودة هذه مقاومة ممتازة للتآكل طوال فترة استخدامها التي تصل إلى مليون دورة حقن.
أداء الطلاء السطحي
- الطلاء: طلاء TiAlN بسمك 3.0 ميكرومتر عن طريق PVD بصلابة تصل إلى HV 3000 .
- بالنسبة لك: يتآكل السطح بعد 40,000 عملية حقن بدون طلاء؛ بينما يدوم طلاء TiAlN لأكثر من 200,000 عملية حقن. تضمن قوالب الحقن المستخدمة في الإنتاج الضخم دقة تصل إلى ±0.005 مم لشكل الأسنان أثناء عملية التشكيل بالحقن .
التحقق من استقرار الأبعاد
- البيانات: أثبت اختبار CMM بعد 500000 و 1000000 لقطة وجود تباين ±0.005 مم في شكل الأسنان.
- بالنسبة لك: يتجاوز معيار الصناعة ±0.020 مم عند 100,000 عملية حقن . تمنع أدوات التروس الثقيلة المصممة خصيصًا هذه التشوه التدريجي الذي يستدعي إعادة بناء القالب في منتصف العملية.
ميزة التكلفة لكل قطعة
- الاستثمار: تكلفة إضافية بنسبة 15-20% بسبب المواد الممتازة والطلاء السطحي.
- لك: يقلل من تغيير الأدوات من مرتين إلى ثلاث مرات. بفضل أدوات القوالب عالية الدقة والمتينة ، يمكن توفير أكثر من 30% من سعر القطعة. هذا هو نظام أدوات قوالب الحقن عالي الصلابة .
يضمن اختيار الفولاذ الأساسي HRC 52+ وطلاء TiAlN HV 3000 ثباتًا مثبتًا لشكل السن ضمن نطاق ±0.005 مم لأكثر من مليون عملية حقن. لا يقتصر الأمر على خفض تكاليف أدوات القطع لكل قطعة بأكثر من 30% ، بل يمنع أيضًا انحراف الأبعاد ويتجنب استبدال القوالب غير المخطط له. إذا كان لديك برنامج يتطلب ضمان مليون عملية حقن، فإن استخدام أدوات حقن مقاومة للتآكل هو الخيار الأمثل. احصل على عمر افتراضي للأداة يزيد عن مليون دورة وتوفير 30% من تكلفة القطعة الواحدة. أرسل مواصفات تروسك للحصول على تقرير تحليل المواد والطلاء وعرض سعر مخصص.
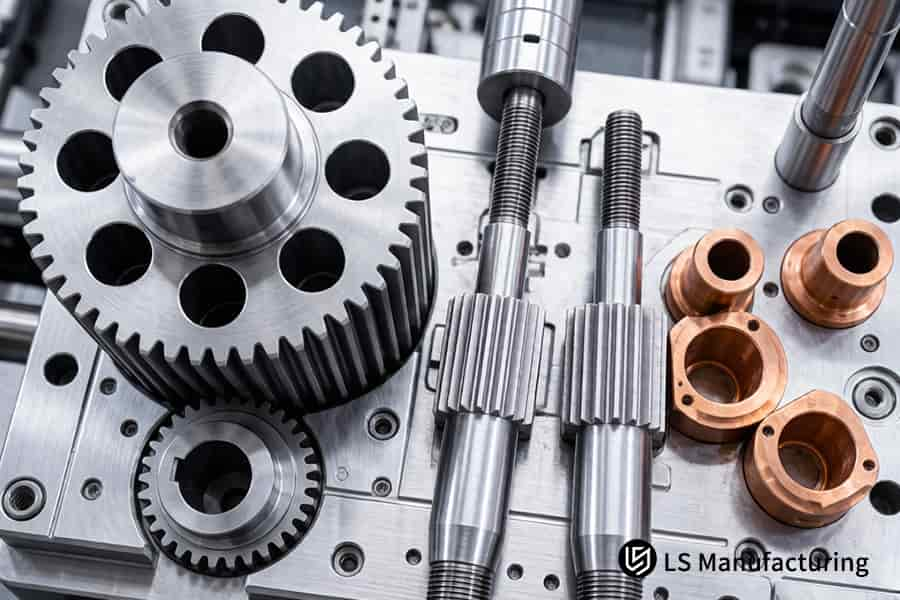
الشكل 2: تقوم آلة CNC بطحن كتلة قالب فولاذية H13 مع رش سائل التبريد لأداة تروس ثقيلة مخصصة.
ما هي المعايير التي يجب أن تتزامن معها أدوات تصنيع التروس الثقيلة المخصصة أثناء مرحلة الحقن لمنع انحراف أسنان التروس تحت الحمل؟
تشمل الأسباب الرئيسية لانحراف أسنان التروس تحت الحمل ضعف خطوط اللحام والانكماش غير المتجانس الناتج عن ضعف سرعة الحقن وملامح التعبئة. من خلال مواءمة سرعة الحقن متعددة المراحل مع ضغط التثبيت، يمكن التخفيف من هذه العيوب وزيادة مقاومة إجهاد الانحناء بأكثر من 75% . عند تصميم المهندسين لأدوات تروس مخصصة للخدمة الشاقة ، يجب مراعاة هذه المعايير لتحقيق الأداء الأمثل في تحمل الأحمال.
لتحقيق ذلك، يلزم توفير خدمات متخصصة في تصنيع قوالب الحقن الصناعية ، والتي تشمل التحكم في خواص التدفق وتصنيع قوالب الحقن متعددة المراحل مع تحديد سرعة التدفق بدقة. وتُبرز بيانات اختبار الإنتاج التالية فجوة الأداء:
مقارنة معلمات الحقن
| المعلمة | الإعداد التقليدي | إعداد مُحسَّن |
| سرعة الحقن في المرحلة الأولى | سرعة ثابتة 60 مم/ث | سرعة تدفق تبلغ 110 مم/ثانية عبر البوابة لملء التجويف بسرعة |
| نقطة تحويل السرعة | 95% من الوظائف شاغرة | قم بتعبئة الموضع بنسبة 85% ، ثم اخفض السرعة إلى 25 مم/ث |
| سرعة المرحلة الثانية | كما هو الحال في المرحلة الأولى | 25 مم/ثانية للتعبئة الدقيقة المتحكم بها |
| حافظ على مستوى الضغط | 80 ميجا باسكال | تم الحفاظ على ضغط 120 ميجا باسكال لمدة 6 ثوانٍ |
| وجود خط اللحام | مرئي عند جذر السن | تم استبعاد – الترابط الجزيئي الكامل |
| كثافة الجذور | 96-97% | تم التحقق بنسبة 100% من خلال تحليل المقطع العرضي |
| عمر الإجهاد الناتج عن الانحناء (عدد الدورات حتى الفشل) | 180,000 دورة (متوسط الصناعة). | أكثر من 750,000 دورة (تحسن بنسبة 75%+ ) |
المصدر: بيانات اختبار مصنع LS Manufacturing على PA66+50%GF ، تشغيل التحقق من الصحة 100 ألف طلقة.
يؤدي تطبيق سرعة 110 مم/ث في المرحلة الأولى، ثم التبديل إلى 25 مم/ث عند امتلاء 85%، والضغط عند 120 ميجا باسكال لمدة 6 ثوانٍ، إلى إزالة خطوط اللحام وتحقيق كثافة جذر كاملة. تزيد عملية حقن القوالب المخصصة هذه من عمر مقاومة إجهاد الانحناء بأكثر من 75% . بالنسبة لقوالب التروس ذات الإنتاج الضخم ، تضمن هذه المعايير السلامة الهيكلية دون الحاجة إلى فحص لاحق. يوفر هذا النهج في تصنيع قوالب الحقن، والذي يعتمد على سرعة الحقن، قوة ثابتة عبر ملايين عمليات الحقن.
كيف تُسهم محاكاة التصميم للتصنيع الاحترافية من خدمة أدوات القوالب الصناعية في تقليل مخاطر التحقق من صحة الأدوات وتسريع أوقات التسليم؟
تنشأ مخاطر التحقق من صحة الأدوات عندما تبقى عيوب تصميم القالب خفية حتى التجربة الأولى، مما يتسبب في إعادة عمل مكلفة وتأخير في إطلاق المنتج. تُحدد محاكاة التصميم للتصنيع الاحترافية (DFM) التشوه، وتجمعات الغاز، وعدم توازن الانكماش قبل قطع الفولاذ. بالنسبة للمهندسين الذين يستعينون بخدمات تصميم قوالب صناعية ، يُلغي هذا التحليل المسبق التخمين بشكل مباشر ويُسرّع من طرح المنتج في السوق. إليك كيفية عمله:
محاكاة متعددة الفيزياء لمدة 24 ساعة
في غضون يوم واحد من استلام نموذج التصميم بمساعدة الحاسوب (CAD)، ستقوم محاكاة Moldflow بالتنبؤ بمقدار التشوّه، وموقع الفراغات، واتجاهات التشوه من خلال تحليل متكامل للتدفق الحراري والهيكلي . في حالتك، يُترجم هذا إلى اكتشاف العيوب المحتملة حتى قبل بدء عملية التصنيع، مما يجنّبك أسابيع من التصحيحات المتكررة. تُنشئ المحاكاة خريطة مخاطر كمية تُحدد بدقة المناطق التي تحتاج إلى تغييرات في سن الترس، سواءً في البوابات أو التبريد. تُعدّ أدوات قالب الحقن في المراحل المبكرة بالغة الأهمية لتحقيق النجاح.
تحسين موقع البوابة
يؤدي تصميم البوابة المركزية المفردة إلى تشكيل جبهة تدفق غير متماثلة، مما ينتج عنه انكماش غير متساوٍ وظهور خطوط لحام عند جذر السن. مع تصميم القناة الساخنة ثلاثية النقاط المزودة بصمام وبوابة وحقن متزامن، يتم تقليل الانكماش غير المنتظم بنسبة 40% . يمنع هذا الحل اعتمادية التوجيه التي تُسبب عدم تجانس الشكل البيضاوي في قالب حقن التروس المخصص .
معدل النجاح في المرحلة الأولى
نتيجةً لإدخال تعديلات التصميم باستخدام المحاكاة قبل التصنيع، يمكن أن تصل نسبة النجاح من المحاولة الأولى (T1) إلى 92% فأكثر. ووفقًا للمعايير التي وضعتها مجلة تكنولوجيا البلاستيك، يتراوح متوسط نسبة النجاح من المحاولة الأولى في الصناعة للمنتجات التي لا تستخدم المحاكاة بين 55% و60% . في حالتك، هذا يعني أن قوالب التصنيع الدقيقة شديدة التحمل ستكون جاهزة للاستخدام فور وصولها، بدلًا من المرور بعملية تصحيح الأخطاء المتكررة، مما يوفر ما لا يقل عن 3-4 أسابيع من مدة المشروع.
تأثير ضغط وقت التشغيل
يؤدي إلغاء دورة أو دورتين لتعديل القالب إلى توفير ما بين ثلاثة إلى أربعة أسابيع من مدة التطوير المعتادة التي تبلغ 14 أسبوعًا. يساهم هذا النهج القائم على المحاكاة في تقليص مرحلة التحقق مع تحسين جودة المنتج من المحاولة الأولى. يوفر مزود خدمات قوالب الحقن الصناعية الذي يطبق منهجية التصميم للتصنيع (DFM) بدقة منذ البداية مسارًا أسرع وأكثر قابلية للتنبؤ نحو زيادة الإنتاج.
تساعد محاكاة التصميم للتصنيع الاحترافية على تحديد المشكلات مثل التشوّه، وتكوّن فقاعات الغاز، واختلال توازن البوابة قبل قطع الفولاذ، مما يزيد من نجاح المرحلة الأولى (T1) إلى 92% ، بالإضافة إلى تقليل وقت التسليم من 3 إلى 4 أسابيع . كما يمكن لقالب حقن التروس المخصص الاستفادة من أدوات قوالب الحقن المصممة خصيصًا للتحقق من صحة التصميم، والتي تقلل الانكماش غير المنتظم بنسبة 40% .
الشكل 3: يتم تخزين صفوف من قوالب الحقن للإنتاج الضخم على رفوف فولاذية جاهزة لعمليات تشكيل التروس بكميات كبيرة.
دراسة حالة: كيف قامت شركة LS Manufacturing بتحسين أدوات تصنيع التروس الثقيلة المخصصة لتحقيق دقة ±0.008 مم لعميل مصنعي المعدات الأصلية للسيارات؟
احتاج مورد عالمي لقطع غيار السيارات الأصلية إلى ترس كوكبي عالي التحمل لنظام نقل الحركة، بدقة ±0.008 مم على سطح أسنانه، وبكميات إنتاج سنوية تتجاوز 500,000 وحدة . لم ينجح اثنان من مصنعي القوالب الأوروبيين في تحقيق ذلك للأسباب التالية: ارتفاع درجة الحرارة الموضعي، وانحراف محوري قدره 0.035 مم ، وتآكل بعد 100,000 عملية تشكيل . يمكن حل هذه المشكلة من خلال أدوات تصنيع تروس عالية التحمل مصممة خصيصًا .
تحديات العميل
كان الجزء المعني عبارة عن ترس كوكبي مصبوب باستخدام بلاستيك PA66+45%GF . نتج عن العملية الحالية انحراف محوري قدره 0.035 مم مع تآكل ملحوظ بعد 100,000 عملية تشكيل . ونتيجة لذلك، احتاجت الأدوات إلى تعديلات متكررة. ونظرًا لأن أي تأخيرات ستترتب عليها غرامات وفقًا للاتفاقية، فقد لجأ العميل إلى شركة متخصصة في صناعة قوالب التروس الثقيلة .
حلول التصنيع LS
لقد طورنا نظام تبريد يدمج تقنيتنا الخاصة بالقنوات المطابقة المطبوعة ثلاثية الأبعاد، بالإضافة إلى حشوات من النحاس والبريليوم في النقاط الساخنة عند الجذور. يعتمد حل التبريد لدينا على فولاذ ESR المصهور بالتفريغ والمطلي بطبقة DLC (صلابة نانوية > 2500 HV) . أدخلنا تعويضًا عكسيًا بمقدار 0.012 مم على تجويف EDM نتيجةً لانكماش غير خطي محسوب لمادة PA66 عالية التبلور. وقد استفدنا من قوة خدمات أدوات قوالب الحقن الصناعية، بالإضافة إلى أدوات قوالب الحقن المطلية بطبقة DLC .
النتائج والقيمة
حققت تجربة T1 نجاحًا فوريًا، حيث بلغت قيمة اللامركزية 0.006 مم ، متجاوزةً الهدف المحدد وهو ±0.008 مم . بعد إجراء عملية الحقن رقم مليون، بسرعة 50 حقنة/دقيقة ، أظهرت نتائج اختبار آلة قياس الإحداثيات ثلاثية الأبعاد (CMM) أن تآكل الأسنان ظل أقل من 2.0 ميكرومتر دون أي انحراف في الأبعاد. تمكن العميل من توفير 30% من ميزانية إعادة العمل، وبدأ إنتاج الأجزاء قبل الموعد المحدد بـ 18 يومًا، مع الحصول على قدرة إنتاجية عالية لقوالب التروس للمشاريع المستقبلية. وقد وفرت أدوات قوالب الحقن الجاهزة للإنتاج نتائج متسقة من أول حقنة.
بفضل منهجية تصميم القوالب المتكاملة التي تشمل التبريد المطابق، وطلاء الكربون الشبيه بالماس، والتصنيع بالتفريغ الكهربائي المُعَوَّض ، أمكن تجنب أساليب التجربة والخطأ. وقد حققت أداة قالب الحقن هذه، المصممة لإنتاج مليون عملية حقن، مستوى دقة ±0.006 مم بعد 1.2 مليون عملية حقن دون أي تعديلات إضافية. بالنسبة لمصنعي المعدات الأصلية الذين يحتاجون إلى أدوات قوالب حقن تروس سيارات موثوقة، تضمن هذه المنهجية إطلاق المنتج في الوقت المحدد وبأقل تكلفة إجمالية للملكية.
احصل على دقة ±0.006 مم لأكثر من 1.2 مليون دورة تشغيل لتروسك. وللحصول على متانة مماثلة، تواصل مع متخصصي أدوات التروس لدينا لإجراء دراسة جدوى وتحديد جدول زمني مضمون للإنتاج.

ما هي معايير فحص جودة قوالب حقن التروس المخصصة الإلزامية في شركة LS Manufacturing لاجتياز شهادة قولبة التروس بكميات كبيرة؟
يتطلب ضمان الاتساق من أول ترس إلى المليون نظامًا متكاملًا لمراقبة الجودة ، يشمل مراقبة المواد الخام والعمليات والهندسة في جميع المراحل. بالنسبة للعملاء الذين يعتمدون على قوالب حقن التروس المصممة خصيصًا ، إليكم بعض معايير الفحص الإلزامية المستخدمة لضمان الامتثال لمعايير ISO 9001 و IATF 16949:
فحص المواد الخام الواردة
- اختبار MFI: يؤكد ثبات تدفق الذوبان من دفعة إلى أخرى.
- تحليل الرطوبة: يحافظ على نسبة الماء المتبقي ≤0.02%.
- بالنسبة لك: يضمن ذلك أن تتمتع دفعاتك بخصائص تدفق مستقرة وخالية من التباين في الأبعاد الناتج عن اختلاف المواد. تبدأ عملية تصنيع أدوات قوالب الحقن المدققة بالتحقق من المواد الخام.
مراقبة العمليات الإحصائية / مؤشر أداء العملية (SPC / CPK) أثناء العملية
- هدف CPK: يقيس أبعاد التروس الحرجة باستخدام CPK ≥ 1.67 .
- حلقة التغذية الراجعة: تعديلات فورية في حالة ملاحظة انحراف عن الاتجاه.
- بالنسبة لك: يضمن التحكم الإحصائي في العمليات الحفاظ على جميع التروس ضمن الحدود المسموح بها طوال عملية تشكيل التروس بكميات كبيرة ، حتى بعد عدة آلاف من القطع.
فحص نهائي عبر الإنترنت بنسبة 100%
- جهاز اختبار ذو جانبين: يقيم شكل السن، واللولب، والميل.
- الماسح الضوئي ثلاثي الأبعاد: يؤكد الهندسة العامة مقابل بيانات التصميم بمساعدة الحاسوب الرئيسية.
- بالنسبة لك: فحص بنسبة 100% يعني أن الأجزاء المطابقة فقط هي التي ستصل إلى مرحلة التجميع، مما يوفر إمكانية تتبع كاملة لعملية تدقيق شهادات قوالب الحقن للإنتاج الضخم . يضمن نظام أدوات قوالب الحقن المعتمد هذا الامتثال للمعايير.
تشكل الطبقات المذكورة أعلاه نظام جودة متكامل. توفر خدمات شريكك الموثوق في مجال تصنيع قوالب الحقن الصناعية شهادة CPK ≥ 1.67 ، وتحكمًا في الرطوبة ≤ 0.02% ، وإمكانية تتبع كاملة من أول عملية حقن إلى المليون. يضمن نظام قوالب الحقن القابل للتتبع هذا امتثال جميع التروس لمعايير ISO 9001 و IATF 16949 دون أي مخاطر متعلقة بأخذ العينات.
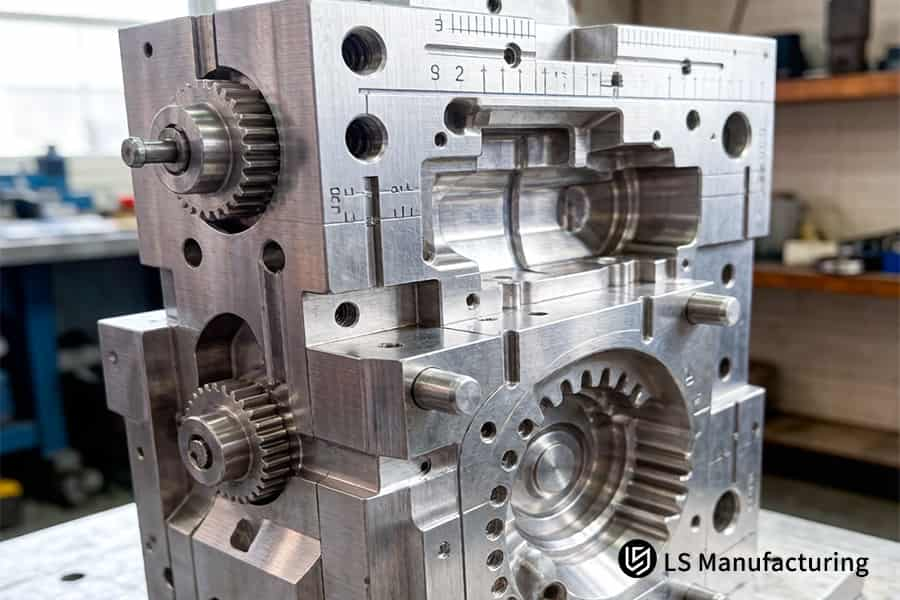
الشكل 4: يتم عرض قالب حقن تروس مخصص بتجاويف فولاذية معقدة من نوع D2 لأدوات القوالب الثقيلة عالية الدقة.
كيفية تقييم التكلفة الإجمالية لشراء شركة صينية رائدة في مجال تصنيع قوالب التروس الثقيلة لسلاسل التوريد العالمية؟
لا ينبغي أن تستند قرارات الشراء إلى الأسعار فقط. فهناك تكلفة إجمالية للملكية تُدفع مقابل استخدام الأداة طوال دورة حياة المشروع. ولاتخاذ قرارات شراء سليمة ، يجب مراعاة التكاليف المتعلقة بصانع قوالب التروس الثقيلة .
الاستثمار الأولي مقابل المدخرات مدى الحياة
تُباع أدوات التصنيع عالية الجودة بسعر أعلى بنسبة 15-20% نظرًا لجودة الفولاذ المُستخدمة، والتبريد المُطابق، وتقنيات التصميم للتصنيع. في الوقت نفسه، يُؤدي استخدامها إلى تقليل زمن دورة الإنتاج بمقدار 15 ثانية ، وخفض وقت التوقف بنسبة 85% . بعبارة أخرى، بالنسبة لك كمشترٍ، فإن فرق السعر يُعوّض نفسه خلال أول 200,000 قطعة يتم إنتاجها باستخدام هذه الأدوات المتميزة.
مكاسب كفاءة الإنتاج
يُتيح تقليل زمن دورة الإنتاج بفضل التبريد المطابق إمكانية إنتاج 600 حقنة إضافية يوميًا لكل تجويف. وبمعدل 50 حقنة في الدقيقة ، يصل الإنتاج إلى بضعة آلاف من القطع الإضافية شهريًا دون أي تكلفة. كما تُقلل تقنية قوالب الحقن عالية الدقة من تكلفة كل قطعة مع ضمان دقة تصل إلى ±0.005 مم في جميع القطع المنتجة. وتُساعدك هذه التقنية الموفرة للتكاليف على تحقيق عائد استثمار أعلى من قالبك.
خفض تكلفة الجودة
تنخفض معدلات العيوب إلى ≤300 جزء في المليون (0.03%) ، مقارنةً بنسبة 2-5% الشائعة في قوالب الحقن الرخيصة. هذا يُغني عن الحاجة إلى أي فرز أو إعادة تصنيع أو إرجاع. بالنسبة لخدمات قوالب الحقن الصناعية التي تستهدف التطبيقات ذات الإنتاج الضخم، فإن تجنب تكاليف الخردة يُمكن أن يُغطي بسهولة أي استثمار إضافي في القوالب خلال عام واحد فقط. ما سبق هو إحدى الطرق التي تُفيدك بها قوالب الحقن منخفضة العيوب ماليًا.
تأثير الصيانة وطول العمر
بفضل إطالة عمر القوالب لأكثر من مليون عملية حقن ، تتجنب الحاجة إلى استبدالها مرتين أو ثلاث مرات خلال مشروع يمتد لعدة سنوات. كما أن انخفاض التآكل يعني عدم وجود أي انقطاعات في عمليات التلميع أو ضبط التجاويف. في تطبيقات قوالب الحقن للإنتاج الضخم ، يضمن هذا التشغيل الموثوق به إنتاجك في الوقت المحدد ودون تكاليف إضافية. ويحافظ تصميم قوالب الحقن، الذي يركز على طول العمر، على استمرارية الإنتاج بسلاسة.
لفهم التكلفة الإجمالية للملكية، ضع في اعتبارك عوامل مثل أوقات دورات الإنتاج، ومعدلات العيوب، وجداول الصيانة ، بالإضافة إلى التكلفة الأولية. إن شريكًا خبيرًا يوفر لك توفيرًا في وقت دورة الإنتاج بمقدار 15 ثانية، ومعدل عيوب لا يتجاوز 300 جزء في المليون، وتقليل وقت التوقف بنسبة 85%، سيوفر لك ملايين الدولارات على مدار البرنامج بأكمله. تصميمنا الأمثل لقوالب الحقن يجعل أدواتنا المتميزة الخيار الأمثل لك من حيث القيمة.
الأسئلة الشائعة
1. ما هو الوقت القياسي لتسليم خدمة تصنيع أدوات قوالب الحقن الصناعية التي تقدم أدوات تروس ثقيلة مخصصة؟
يبلغ متوسط مدة التنفيذ من 25 إلى 35 يوم عمل ، وتشمل تحليلًا دقيقًا للتصميم من أجل التصنيع، وعمليات التصنيع باستخدام الحاسوب (CNC) والتفريغ الكهربائي (EDM) ، يليها تسليم عينات المرحلة الأولى (T1). يؤدي الجمع بين هذه الخطوات إلى التحقق الكامل من صحة القالب لضمان هندسة الأسنان الصحيحة، وتدفق المواد الموثوق، والتشغيل المتين.
2. هل يمكن لآلة صنع قوالب التروس الثقيلة القياسية التعامل مع المواد البلاستيكية المقواة بالألياف الزجاجية من نوع PEEK أو PA66؟
يجد المصنّعون العاديون صعوبة في ذلك، لكن شركة LS Manufacturing تستخدم فولاذ HRC52+ ESR المستورد والمقسّى، بالإضافة إلى طبقات نانوية صلبة، لصنع قوالب قادرة على تحمّل الصدمات الشديدة بفضل محتواها العالي من الألياف الزجاجية ( أكثر من 50% ). ويُضمن للأداة عمر خدمة طويل.
3. كيف تضمن أدوات القوالب الثقيلة عالية الدقة انكماشًا متسقًا عبر أسنان التروس المتناظرة؟
يتم تحقيق الانكماش المتساوي باستخدام نظام تبريد متوافق مطبوع ثلاثي الأبعاد ، مما يضمن عدم تجاوز انحراف درجة الحرارة عن متوسط درجة حرارة السطح ±1.5 درجة مئوية ، بالإضافة إلى تعويض الانكماش غير الخطي الذي يتم إجراؤه على مرحلة تصنيع أقطاب EDM.
4. ما هي شهادات الجودة التي تمتلكها خدمة تشكيل التروس بكميات كبيرة لتطبيقات السيارات أو الفضاء؟
شركتنا حاصلة على شهادة اعتماد كاملة وفقًا لمعايير IATF 16949 للسيارات ومعيار الجودة ISO 9001. نضمن إمكانية تتبع جميع شحنات دفعات الإنتاج، حيث تُرفق بها تقارير فحص دقيقة بنسبة 100% باستخدام آلة قياس الإحداثيات (CMM) للتحقق من الأبعاد الحرجة للتروس، مثل قطر دائرة الخطوة، وشكل السن، والانحراف .
5. كيف تضمنون معايير التفاوت المسموح به في تجويف قالب حقن التروس المخصصة أثناء عمليات الإنتاج الضخمة؟
تُضمن دقة التصنيع باستخدام آلات تصنيع فائقة الدقة خماسية المحاور، بالإضافة إلى آلات التفريغ الكهربائي السويسرية، لضمان دقة تصنيع تجاويف القوالب بمقدار ±0.003 مم . يضمن هذا المستوى من الدقة ونوعية الفولاذ المستخدم في تجاويف القوالب ثبات الأبعاد وصلابة التروس بعد آلاف العمليات.
6. هل يمكننا طلب تحليل مجاني لتحسين التصميم للتصنيع قبل إبرام عقد خدمات أدوات القوالب الصناعية؟
بالطبع، قم بتحميل ملف STEP/IGS ثلاثي الأبعاد الخاص بك إلى بوابة موقعنا الإلكتروني وستتلقى في غضون 24 ساعة تقرير تحليل DFM مجاني - اطلب عرض أسعار اليوم - والذي يغطي اعتبارات خاصة بالمعدات فيما يتعلق بالتهوية والتعبئة والانكماش غير المتجانس.
7. ما هو الحد الأدنى لكمية الطلب (MOQ) عند الشراكة مع شركة LS Manufacturing لتشكيل التروس بكميات كبيرة؟
بصفتنا شركة مصنعة للقوالب ذات الحجم الكبير ( >500000 دورة )، فإننا نركز في الغالب على الإنتاج بكميات كبيرة؛ ومع ذلك، ليس لدينا مشكلة في العمل في مراحل تطوير المنتج حيث تكون الحاجة 1000 قطعة أو نحو ذلك فقط لاختبار وظائف التصميم.
8. كيف تحمي شركة LS Manufacturing مخططات أدوات تصنيع المعدات الثقيلة المخصصة الخاصة بالعميل وحقوق الملكية الفكرية؟
في شركة LS Manufacturing، نستخدم أنظمة أمان متعددة المستويات . عند بدء الاستفسارات، نوقع اتفاقية عدم إفصاح ونخزن تصاميم ومخططات عملائنا الخاصة في خوادم مشفرة ومحمية. ولن يُسمح بأي وصول غير مصرح به على الإطلاق.
ملخص
تُعدّ جودة التروس الثقيلة المُصنّعة حسب الطلب بكميات كبيرة أمرًا بالغ الأهمية لضمان عمر طويل للمعدات النهائية. وتُسهم قوالب الحقن في التخلص من مشاكل التكسر والتشوه بفضل التبريد ثلاثي الأبعاد المطابق، والفولاذ المركب فائق الصلابة (HRC 52+)، والانكماش الدقيق (±0.01 مم) . وبفضل خبرتنا الواسعة في مجال الأعمال بين الشركات، نحن على أتمّ الاستعداد لتقديم أفضل المنتجات الصناعية لعملائنا.
لا تدع دقة القوالب الرديئة تُعرّض سلسلة التوريد الخاصة بك للخطر. سواء كنت تخطط لمشروع جديد أو تواجه توقفًا في معداتك أو تآكلًا في القوالب، ابدأ الآن. اطلب عرض سعر أو ببساطة حمّل ملفات .STEP أو .IGS. في أقل من يوم، سيُقدّم لك مدير قسم الخدمات اللوجستية لدينا، ذو الكفاءة العالية ، تقريرًا مُخصّصًا للتصميم من أجل التصنيع (DFM) يتضمن تحليلًا لإجهاد البوابات والانكماش.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


