
Les services d'outillage pour moules d'injection industrielle proposés par LS Manufacturing constituent des solutions d'ingénierie de pointe qui résolvent les problèmes de casse des dents et d'exactitude. La conception traditionnelle des moules ne permet pas un contrôle de tolérance à ±0,01 mm près à 45 injections par minute pour des pièces en PA66 + 50 % GF . Ceci est dû à la négligence du retrait conforme multiphysique sous très haute pression d'injection. Sans analyse DFM à micro-échelle pour l'équilibrage du système de canaux d'alimentation, des contraintes apparaissent à chaque production.
Vous obtenez une régularité de taille de cavité de ≤ ±0,008 mm à 48 tirs par minute , soit une économie de 18 % sur le coût unitaire. Des informations spécifiques sur les engrenages robustes permettent de résoudre les conflits entre rigidité et coût dès les premières étapes de la conception.

Outillage de moulage par injection industrielle pour engrenages robustes : guide de production en série
| facteur critique | Solution pour la production de masse |
| Précision du profil dentaire | Acier à outils trempé de haute qualité , fabriqué par électroérosion à chaud pour répondre aux spécifications AGMA. |
| Uniformité du refroidissement du moule | Refroidissement conforme pour des températures uniformes (variation de ±0,05 mm ). |
| Répartition de la force d'éjection | Procédé de fabrication de moules d'injection à éjection en deux étapes avec plaque d'éjection pour éviter d'endommager les dents d'engrenage. |
| Ventilation pour les pièces denses | Micro-ventilation avec des ouvertures <0,015 mm pour permettre des dents d'engrenage sans vide. |
| Validation de l'outillage | Prototype soumis à des tests de charge avant la mise en production à grande échelle . |
Points clés à retenir :
- L’acier est la base : l’acier à outils trempé doit être utilisé pour assurer la longévité lors du moulage de plastiques renforcés en engrenages .
- Le refroidissement dicte la précision : un refroidissement conforme doit être inclus pour maintenir un retrait et une déformation appropriés des segments d’engrenage épais.
- L'éjection est un système : l'utilisation d'un système d'outillage de moulage par injection adapté à la conception de l'engrenage est nécessaire pour éviter tout dommage.
- Tests avant production : Tester les performances de votre équipement à l’aide de pièces prototypes est essentiel pour éviter les défaillances lors de la production en série.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Ce qui rend cet article unique, c'est l'expertise de nos ingénieurs en outillage et de nos responsables de production, dont la priorité absolue est de concevoir un moule capable de fabriquer 5 millions d'engrenages parfaits . Notre approche de la fabrication de moules repose entièrement sur les normes de l'Organisation internationale de normalisation (ISO), qui promeuvent un système de gestion de la qualité.
Nos solutions s'adressent aux composants dont la défaillance peut entraîner l'arrêt complet du système : engrenages à couple élevé pour véhicules électriques, composants de pompes résistants à l'abrasion pour machines lourdes et engrenages d'actionneurs de précision pour applications aérospatiales . Les spécifications de conception et de puissance que nous appliquons pour la validation de la géométrie de nos engrenages et la sélection des matériaux respectent les normes industrielles strictes définies pour les engrenages en plastique par l' American Gear Manufacturers Association (AGMA) , seul organisme reconnu pour les composants de transmission de puissance.
Notre expérience repose sur la refonte de moules d'engrenages usagés. Nous avons optimisé la pré-dureté de l'acier P20, résistant à l'abrasion, la technique de refroidissement conforme pour préserver la cristallinité du plastique POM, et le mécanisme d'éjection qui évite toute déformation des engrenages hélicoïdaux . Grâce à ce procédé de fabrication éprouvé, nous vous donnons les moyens de concevoir une solution adaptée à la production en série.

Figure 1 : Un service d'outillage de moules d'injection industriels exploite une presse de tonnage élevé pour la production en série d'ébauches d'engrenages en acier.
Pourquoi les services d'outillage de moulage par injection industriels conventionnels ne parviennent-ils pas à répondre aux normes de précision requises pour la production en série d'engrenages robustes sur mesure ?
Les services d'outillage de moulage par injection industriels conventionnels ne permettent pas d'atteindre les normes de tolérance ISO 1328 Grade 4 pour la production en série d'engrenages robustes sur mesure , en raison d' un refroidissement non uniforme lors de la cristallisation du polymère. Ce phénomène entraîne une déformation des dents et un défaut de circularité. Pour vous, cela se traduit par des pièces rejetées, des vibrations excessives, du bruit et une usure prématurée par fatigue, augmentant ainsi les coûts de rebut et les risques liés à la garantie sur site. L'obtention d'une qualité constante exige un outillage de moulage par injection sur mesure, conçu pour une uniformité thermique optimale.
Comparaison des processus de base
| Paramètre | Outillage de moule conventionnel | Nécessaire pour la précision |
| Conception du canal de refroidissement | Perçage droit uniquement, sans prise en compte du contour | Refroidissement conforme de la géométrie dentaire |
| Variation de température à travers l'anneau dentaire | jusqu'à 12 °C d'écart | Variation ≤ 2 °C pour la formation du cercle |
| Modèle de compensation des pertes | rétrécissement isotrope linéaire | Rétrécissement anisotrope non linéaire |
| Qualité d'engrenage réalisable (ISO 1328) | Niveau 6-7 | Niveau 4 ou supérieur |
| Répétabilité dimensionnelle d'un cycle à l'autre | ±0,08 mm pour les sections critiques | Tolérance de ±0,015 mm requise |
Source des données : Tests en usine LS Manufacturing pour P A66+50%GF , validation de 100 000 injections, utilisant une configuration d'outillage de moule d'injection de haute précision .
L'analyse démontre clairement que les outillages de moulage d'engrenages traditionnels à grand volume ne permettent pas d'atteindre le niveau de précision thermique requis pour les engrenages de classe 4. En utilisant des outillages de moulage de précision haute performance avec refroidissement conforme et simulation anisotrope, vous garantirez une géométrie de denture constante, éviterez les vibrations et réduirez votre taux de rebut à moins de 0,3 % . Grâce à la technologie avancée d'outillage de moulage par injection , vous avez l'assurance d'une qualité constante pour votre processus de production, et ce, pour les années à venir.

Comment un service d'outillage de moulage industriel personnalisé peut-il optimiser le refroidissement par injection pour éliminer les contraintes structurelles dans le moulage d'engrenages robustes ?
Des contraintes thermiques apparaissent en raison d'une contraction inégale causée par un refroidissement non uniforme, entraînant la formation de vides. Cependant, grâce à l'optimisation de la géométrie du refroidissement conforme, la production sera exempte de contraintes tout en augmentant la capacité de production. Ceci est rendu possible par un Nous proposons un service d'outillage de moulage industriel axé sur la garantie d'un refroidissement uniforme pour une thermique optimale.
Géométrie de refroidissement conforme
Avec des canaux de refroidissement droits classiques , il existe une différence de température de 12 °C au niveau de la couronne dentée, ce qui signifie que le moyeu refroidit plus lentement que la jante. Le remplacement de ces canaux droits par des canaux de refroidissement conformes, obtenus par impression 3D d'un insert en acier inoxydable épousant la forme de l'engrenage, permet d'améliorer le refroidissement. Grâce à votre moule d'injection sur mesure , un espacement de 4,0 mm entre la ligne de flottaison et les dents, ainsi que des canaux de refroidissement de 3,5 mm de diamètre, garantissent l'absence de gradient de température susceptible d'engendrer des contraintes.
Intégration de la fabrication additive
Le circuit de refroidissement conforme est intégré à un insert en acier inoxydable fabriqué par impression 3D et placé à la base du moule, assurant ainsi l'étanchéité même lors de productions à grande échelle . En tant que fabricant de moules pour engrenages industriels , vous bénéficiez d'une uniformité de surface de ±1,5 °C, sans points chauds ni défauts de soudure. Cette solution d'outillage pour moulage par injection vous permettra de gagner du temps et de garantir des pièces homogènes à chaque injection.
Durée du cycle et vérification de la qualité
Le temps de refroidissement de la machine à mesurer tridimensionnelle (MMT) diminue de 36 %, passant de 25 à 16 secondes , ce qui réduit le temps de cycle global de 42 à 27 secondes . Dans un processus de production en série de moules d'injection , cela représente environ 800 injections supplémentaires par jour et par cavité. Après 50 000 injections, la MMT ne révèle aucune fissure de contrainte au niveau des moyeux ni de retassures supérieures à 0,02 mm , ce qui confirme la pertinence de la méthode d'outillage par injection conforme .
Conception géométrique sans contrainte, temps de cycle réduit de 36 % et profondeur de retrait inférieure à 0,02 mm , testée sur plus de 50 000 injections . Ce procédé d'outillage de moulage par injection de précision établit la norme lorsque volume et qualité de production sont essentiels pour une productivité maximale dans la fabrication d'engrenages. Le système d'outillage de moulage par injection décrit ici garantit des performances thermiques constantes à chaque poste.
Quelles nuances d'acier un fabricant de moules d'engrenages robustes doit-il choisir pour garantir une durée de vie de l'outil supérieure à 1 000 000 d'injections ?
Lors du moulage d'engrenages en plastique contenant au moins 50 % de fibres de verre, les aciers à outils conventionnels s'usent rapidement, entraînant des modifications de la géométrie des engrenages après seulement quelques dizaines de milliers d'injections. Un choix judicieux des aciers à outils, associé à un traitement de surface approprié, permet d'atteindre plus d' un million d'injections avec une tolérance des dents d'engrenage inférieure à ±0,005 mm . Ce critère est essentiel pour l'évaluation des outils par les décideurs, compte tenu de son impact sur le prix des pièces et la durée de production. Voici la démarche optimale pour le choix des matériaux d'outillage destinés aux fabricants de moules pour engrenages haute performance :
Dureté de l'acier de base
- Matériau : Acier à outils ESR de qualité supérieure, fondu sous vide, trempé à une dureté constante HRC 52+ .
- Pour vous : le moule H13 standard s’use après 80 000 cycles . Ce moule d’injection haut de gamme offre une excellente résistance à l’usure tout au long de sa durée de vie d’un million de cycles d’injection.
Performance du revêtement de surface
- Revêtement : revêtement TiAlN de 3,0 μm par PVD avec une dureté jusqu'à HV 3000 .
- Pour vous : l’usure de surface survient après 40 000 injections sans revêtement ; le revêtement TiAlN offre une durée de vie supérieure à 200 000 injections. Les moules d’injection utilisés pour la production en série garantissent une précision de ±0,005 mm pour le profil des dents lors du moulage en série .
Vérification de la stabilité dimensionnelle
- Données : Le test CMM après 500 000 et 1 000 000 tirs prouve une variance de ±0,005 mm du profil des dents.
- Pour information : la norme industrielle est supérieure à ±0,020 mm à 100 000 injections . Ces outillages robustes sur mesure évitent la déformation progressive qui nécessite la reconstruction du moule en cours de production.
Avantage du coût par pièce
- Investissement : Surcoût de 15 à 20 % dû à l'utilisation de matériaux haut de gamme et d'un revêtement de surface de qualité supérieure.
- Pour vous : Réduit de deux à trois fois la fréquence des changements d'outillage. Grâce à un outillage de moulage haute précision et haute résistance , le prix des pièces peut être réduit de plus de 30 % . Il s'agit d'un système d'outillage de moulage par injection haute dureté .
Choisir un acier de base HRC 52+ et un revêtement TiAlN HV 3000 vous garantit une stabilité éprouvée du profil des dents à ±0,005 mm près pour plus d'un million d'injections. Vous réduisez ainsi vos coûts d'outillage par pièce de plus de 30 % , tout en évitant les dérives dimensionnelles et les remplacements de moules imprévus. Pour un programme nécessitant une garantie d'un million d'injections, l'utilisation d'outillage de moulage par injection résistant à l'usure est la solution idéale. Bénéficiez d'une durée de vie de l'outillage supérieure à un million de cycles et réalisez 30 % d'économies par pièce. Soumettez les spécifications de vos engrenages pour obtenir un rapport d'analyse des matériaux et du revêtement ainsi qu'un devis personnalisé.
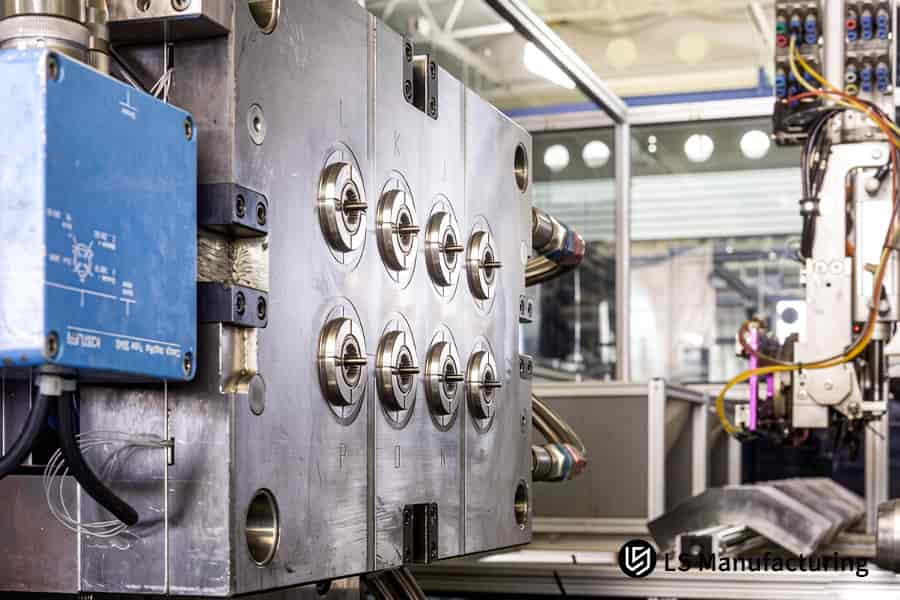
Figure 2 : Une machine CNC usine un bloc de moule en acier H13 avec pulvérisation de liquide de refroidissement pour un outillage d'engrenage robuste sur mesure.
Quels paramètres les outils de fabrication d'engrenages robustes sur mesure doivent-ils synchroniser pendant la phase d'injection pour éviter la déformation des dents d'engrenage sous charge ?
Les principales causes de la déformation des dents d'engrenage sous charge sont la faiblesse des soudures et le retrait anisotrope dû à une vitesse d'injection et à des profils de remplissage inadéquats. En optimisant la vitesse d'injection multi-étapes en fonction de la pression de maintien, ces défauts peuvent être atténués et la résistance à la fatigue en flexion augmentée de plus de 75 % . Lors de la conception d'outillages d'engrenages haute performance sur mesure , les ingénieurs doivent impérativement prendre en compte ces paramètres pour garantir un comportement optimal sous charge.
Pour ce faire, des services spécialisés d'outillage de moulage par injection industrielle sont nécessaires, impliquant le contrôle de la rhéologie et l'utilisation d'outillage de moulage par injection multi-étapes avec un profilage de vitesse approprié. Les données d'essais de production suivantes mettent en évidence l'écart de performance :
Comparaison des paramètres d'injection
| Paramètre | Cadre conventionnel | Paramètres optimisés |
| Vitesse d'injection de première étape | Constante 60 mm/s | 110 mm/s à travers la porte pour un remplissage rapide de la cavité |
| point de basculement de la vitesse | 95% de postes à pourvoir | Position de remplissage à 85 % , puis réduction à 25 mm/s |
| Vitesse du deuxième étage | Identique à la première étape | 25 mm/s pour un micro-emballage contrôlé |
| Maintenir le niveau de pression | 80 MPa | 120 MPa maintenus pendant 6 secondes |
| présence de la ligne de soudure | Visible à la racine de la dent | Éliminé – liaison moléculaire complète |
| densité racinaire | 96–97% | Vérifié à 100 % par analyse en coupe transversale |
| Durée de vie en fatigue par flexion (cycles avant rupture) | 180 000 cycles (moyenne du secteur) | Plus de 750 000 cycles (amélioration de plus de 75 % ) |
Source : Données de test en usine LS Manufacturing sur PA66+50%GF , essai de validation de 100 000 tirs.
L'application d'une vitesse de première étape de 110 mm/s, suivie d'un passage à 25 mm/s à 85 % de remplissage et d'un maintien à 120 MPa pendant 6 secondes, élimine les lignes de soudure et garantit une densité de remplissage de 100 %. Ce procédé de moulage par injection d'engrenages sur mesure augmente la durée de vie en fatigue par flexion de plus de 75 % . Pour le moulage d'engrenages en grande série , ces paramètres assurent l'intégrité structurelle sans contrôle post-production. Cette approche d'outillage de moulage par injection à profil de vitesse garantit une résistance constante pour des productions de plusieurs millions d'injections.
Comment la simulation DFM professionnelle proposée par un service d'outillage de moulage industriel permet-elle d'atténuer les risques liés à la validation des outils et d'accélérer les délais de livraison ?
Les risques liés à la validation des outils surviennent lorsque des défauts de conception du moule restent cachés jusqu'au premier essai, entraînant des retouches coûteuses et des retards de mise sur le marché. La simulation DFM professionnelle permet d'identifier les déformations, les poches de gaz et les déséquilibres de retrait avant même l'usinage de l'acier. Pour les ingénieurs faisant appel à un service d'outillage de moulage industriel , cette analyse préalable élimine les approximations et accélère la mise sur le marché. Voici comment cela fonctionne :
Simulation multiphysique de 24 heures
Dès réception de votre modèle CAO, la simulation Moldflow prédit l'amplitude du gauchissement, l'emplacement des porosités et les vecteurs de déformation grâce à une analyse couplée thermo-structurelle et hydraulique . Concrètement, cela permet de détecter les défauts potentiels avant même le début de l'usinage, évitant ainsi des semaines de corrections itératives. La simulation génère une cartographie quantitative des risques indiquant précisément les zones de la dent d'engrenage nécessitant des modifications au niveau des points d'injection ou du refroidissement. La conception des moules d'injection en amont est cruciale pour la réussite du projet.
Optimisation de l'emplacement des portes
La conception à injection centrale unique entraîne une formation asymétrique du front d'écoulement, provoquant un retrait inégal et la formation de lignes de soudure à la base de la dent. Grâce à la conception à canaux chauds à trois points d'injection synchronisée, le retrait non uniforme est réduit de 40 % . Cette solution élimine la dépendance à l'orientation qui crée une ovalisation anisotrope dans votre moule d'injection d'engrenages sur mesure .
Taux de réussite T1 atteint
Grâce à l'intégration des modifications de conception par simulation avant la fabrication, le taux de réussite dès la première tentative (T1) peut atteindre 92 % et plus. Selon les données de référence de Plastics Technology, le taux de réussite T1 moyen pour les produits ne faisant pas appel à des simulations se situe entre 55 % et 60 % . Dans votre cas, cela signifie que l' outillage de moulage de précision pour applications lourdes sera qualifié dès sa réception, évitant ainsi un processus itératif de débogage et permettant un gain de temps d'au moins 3 à 4 semaines sur le calendrier du projet.
Effet de compression du délai de livraison
L'élimination d'un ou deux cycles de modification de moule permet de gagner trois à quatre semaines sur le délai de développement habituel de 14 semaines. Cette approche d'outillage de moulage par injection, basée sur la simulation, raccourcit la phase de validation tout en améliorant la qualité du premier passage. Le fournisseur de services d'outillage de moulage par injection industriel qui applique une méthodologie DFM rigoureuse en amont garantit une montée en production plus rapide et plus prévisible.
Une simulation DFM professionnelle permet de détecter les problèmes tels que le gauchissement, les poches de gaz et l'équilibrage du point d'injection avant la découpe de l'acier, augmentant ainsi le taux de réussite du T1 à 92 % et réduisant le délai de livraison de 3 à 4 semaines . Votre moule d'injection pour engrenages sur mesure peut également bénéficier d'un outillage de moulage par injection axé sur la validation , réduisant le retrait non uniforme de 40 % .
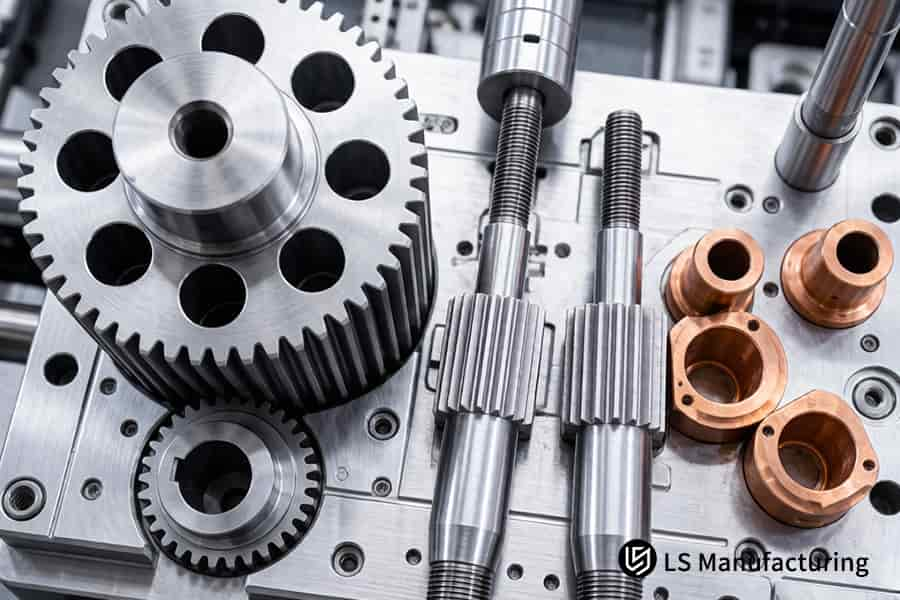
Figure 3 : Des rangées de moules d'injection de production en série sont stockées sur des supports en acier, prêtes pour des séries de moulage d'engrenages en grand volume.
Étude de cas : Comment LS Manufacturing a-t-elle optimisé l'outillage d'engrenages robustes sur mesure pour atteindre la précision de ±0,008 mm d'un client OEM du secteur automobile ?
Un équipementier automobile mondial avait besoin d'un engrenage planétaire haute performance pour transmission, présentant une tolérance de ±0,008 mm sur la surface des dents et une capacité de production annuelle supérieure à 500 000 unités . Deux moulistes européens n'ont pas réussi à le fabriquer, en raison de problèmes tels que la surchauffe locale, une excentricité d'axe de 0,035 mm et une usure après 100 000 cycles d'injection . La fabrication d'outillages sur mesure pour engrenages haute performance permettrait de résoudre ce problème.
Défi du client
La pièce concernée était un engrenage planétaire moulé en plastique PA66+45%GF . Le procédé existant entraînait une excentricité d'axe de 0,035 mm et une usure mesurable après 100 000 cycles d'injection . De ce fait, l'outillage nécessitait des modifications répétées. Sachant que tout retard engendrerait des pénalités conformément à l'accord, le client a fait appel à un fabricant de moules pour engrenages haute performance .
Solution de fabrication LS
Nous avons développé un système de refroidissement intégrant notre technologie exclusive de canaux conformes imprimés en 3D ainsi que des inserts en CuBe aux points chauds de la racine. Notre solution de refroidissement utilise de l'acier ESR fondu sous vide et revêtu de DLC (nanodureté > HV 2500) . Nous avons introduit une compensation inverse de 0,012 mm sur la cavité d'usinage par électroérosion (EDM) en raison du retrait non linéaire calculé du PA66 à haute cristallinité. Nous avons tiré parti de l'expertise des services d'outillage de moulage par injection industriels, combinée à celle d'outillage de moulage par injection revêtu de DLC .
Résultats et valeur
L'essai T1 a été un succès immédiat, l'excentricité atteignant une valeur de 0,006 mm , dépassant ainsi l'objectif de ±0,008 mm . Après le millionième tir, à une cadence de 50 tirs/minute , les résultats du test CMM ont révélé une usure des dents inférieure à 2,0 µm, sans dérive dimensionnelle. Le client a ainsi réalisé 30 % d'économies sur son budget de retouche et a pu démarrer la production des pièces avec 18 jours d'avance, tout en bénéficiant d'une capacité de moulage d'engrenages à haut volume pour ses projets futurs. L' outillage de moulage par injection, prêt pour la production, a fourni des résultats constants dès le premier tir.
Grâce à une conception de moule intégrée comprenant un refroidissement conforme, un revêtement DLC et une usinage par électroérosion compensée , il a été possible d'éviter les tâtonnements. Cet outillage de moule d'injection, conçu pour un million d'injections, a atteint une tolérance de ±0,006 mm après 1,2 million d'injections sans aucun réglage supplémentaire. Pour les équipementiers automobiles exigeant un outillage de moule d'injection fiable pour engrenages , cette méthodologie garantit un lancement dans les délais et un coût total de possession minimal.
Garantissez une précision de ±0,006 mm sur plus de 1,2 million de cycles pour vos engrenages. Pour reproduire cette durabilité éprouvée, contactez nos spécialistes en outillage d'engrenages pour une étude de faisabilité et un calendrier de production garanti.

Quels sont les indicateurs de qualité obligatoires pour le contrôle des moules d'injection d'engrenages sur mesure chez LS Manufacturing afin d'obtenir la certification de moulage d'engrenages en grande série ?
Pour garantir une qualité constante, de la première à la millionième pièce, un contrôle qualité en boucle fermée est indispensable. Ce contrôle surveillera les matières premières, le processus de fabrication et la géométrie à chaque étape. Pour les clients qui dépendent de moules d'injection pour engrenages sur mesure , voici quelques-uns des indicateurs de contrôle obligatoires permettant d'assurer la conformité aux normes ISO 9001 et IATF 16949 :
Inspection des matières premières à réception
- Test MFI : confirme une fluidité à l’état fondu constante d’un lot à l’autre.
- Analyse d'humidité : Maintient H2O résiduel ≤0,02%.
- Pour vous : Nous garantissons des propriétés d’écoulement stables et l’absence de variations dimensionnelles dues à la variabilité des matériaux. Notre processus de fabrication d’outillage pour moules d’injection, audité, débute par la vérification des matières premières.
Contrôle SPC/CPK en cours de processus
- Objectif CPK : Mesure les dimensions critiques des engrenages à l’aide d’ un CPK ≥ 1,67 .
- Boucle de rétroaction : ajustements instantanés en cas d’écart de tendance constaté.
- Pour vous : Le contrôle statistique des processus garantit que tous les engrenages restent dans les tolérances tout au long du moulage d'engrenages en grande série , même après plusieurs milliers de pièces.
Inspection finale 100% en ligne
- Testeur à double flanc : évalue le profil de la dent, l’hélice et le pas.
- Scanner optique 3D : Confirme la géométrie globale par rapport aux données CAO de référence.
- Pour vous : un contrôle à 100 % signifie que seules les pièces conformes atteindront l’étape d’assemblage, offrant une traçabilité complète pour l’audit de certification des moules d’injection de production en série . Ce système d’outillage de moulage par injection certifié garantit la conformité.
Les différentes couches mentionnées ci-dessus forment un système qualité en boucle fermée. Les services de votre partenaire de confiance en outillage de moulage industriel garantissent une certification CPK ≥ 1,67 , un contrôle de l'humidité ≤ 0,02 % et une traçabilité complète, de la première injection à la millionième. Ce système d'outillage de moulage par injection traçable garantit la conformité de tous les engrenages aux normes ISO 9001 et IATF 16949, sans risque lié à l'échantillonnage.
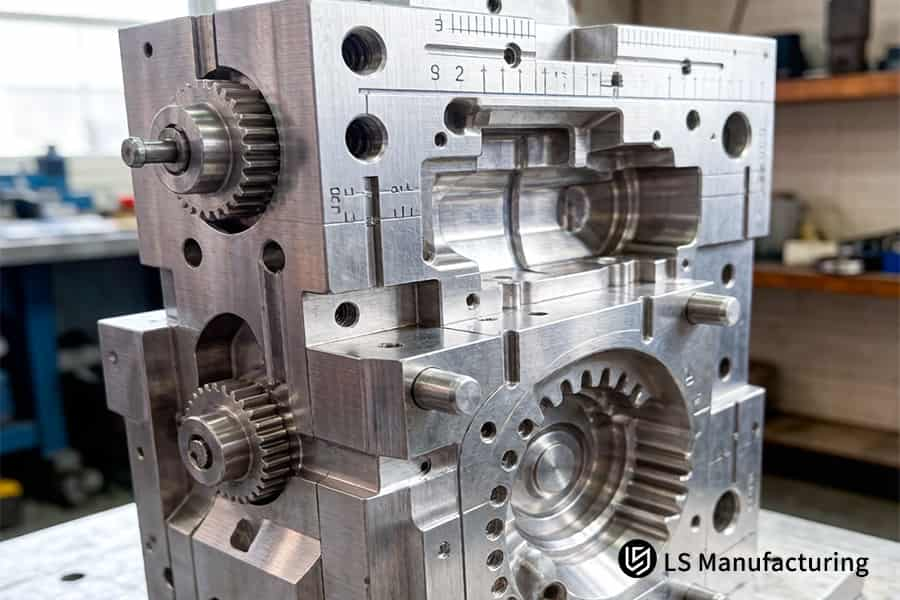
Figure 4 : Un moule d'injection d'engrenages sur mesure avec des cavités complexes en acier D2 est présenté pour l'outillage de moule de précision robuste.
Comment évaluer le coût total d'approvisionnement lié au choix d'un fabricant chinois de moules pour engrenages robustes de premier plan pour les chaînes d'approvisionnement mondiales ?
Les décisions d'achat ne doivent pas reposer uniquement sur les prix. Il faut prendre en compte le coût total de possession, qui sera à considérer pour l'utilisation de l'outil pendant toute la durée de vie du projet. Afin de prendre des décisions d'achat éclairées , il est indispensable de considérer les coûts liés à une machine de fabrication de moules pour engrenages industriels .
Investissement initial vs. épargne à vie
L'outillage haut de gamme coûte 15 à 20 % plus cher en raison de la meilleure qualité de l'acier, du refroidissement conforme et des techniques de conception pour la fabrication (DFM). Parallèlement, son utilisation permet de réduire le cycle de 15 secondes et les temps d'arrêt de 85 % . Autrement dit, pour vous, acheteur, la différence de prix est amortie dès les 200 000 premières pièces produites avec cet outillage de qualité supérieure.
Gains d'efficacité de production
La réduction du temps de cycle grâce au refroidissement conforme permet de produire 600 pièces supplémentaires par jour et par cavité. À raison de 50 pièces par minute , cela représente plusieurs milliers de pièces supplémentaires par mois, sans frais supplémentaires. L'outillage de moulage haute précision réduit le coût unitaire tout en garantissant une précision de ±0,005 mm sur toutes les pièces produites. Cette approche économique de l'outillage de moulage par injection vous permet d'optimiser le retour sur investissement de votre moule.
Réduction des coûts de qualité
Le taux de défauts est abaissé à ≤ 300 ppm (0,03 %) , contre 2 à 5 % habituellement avec les moules bon marché. Ceci élimine tout besoin de tri, de retouche ou de retour. Dans le cadre des services d'outillage pour moules d'injection industriels destinés aux applications à haut volume, les économies réalisées sur les rebuts permettent d'amortir tout investissement supplémentaire dans l'outillage en une seule année. Voilà un exemple des avantages financiers que vous retirerez des moules d'injection à faible taux de défauts .
Impact sur la maintenance et la longévité
En prolongeant la durée de vie des outils au-delà d' un million d'injections , vous évitez de les remplacer deux à trois fois au cours d'un projet pluriannuel. La réduction de l'usure signifie également l'absence d'interruptions pour le polissage ou le réglage des cavités. Dans les applications de production en série de moules d'injection , cette disponibilité fiable garantit une production dans les délais et sans frais supplémentaires. La conception des outillages de moules d'injection, axée sur la longévité, assure un fonctionnement optimal de votre production.
Pour comprendre le coût total de possession, il est essentiel de prendre en compte des facteurs tels que les temps de cycle, les taux de défauts et les programmes de maintenance , en plus du coût initial. Un partenaire expérimenté, capable de vous faire gagner 15 secondes sur le temps de cycle, de réduire les défauts à ≤ 300 ppm et de diminuer les temps d'arrêt de 85 %, vous permettra d'économiser des millions de dollars sur l'ensemble du programme. La conception optimisée de nos outillages de moulage par injection, optimisée pour le coût total de possession, fait de nos outillages haut de gamme la solution la plus avantageuse.
FAQ
1. Quel est le délai de livraison standard pour un service d'outillage de moulage par injection industriel fournissant des outils d'engrenage robustes sur mesure ?
Le délai moyen de livraison est de 25 à 35 jours ouvrables et comprend une analyse DFM approfondie, l'usinage CNC et EDM , suivi de la livraison des échantillons T1. L'ensemble de ces étapes permet une validation complète du moule, garantissant une géométrie de dent correcte, un flux de matière fiable et un fonctionnement durable.
2. Une machine standard de fabrication de moules pour engrenages robustes peut-elle traiter des matériaux plastiques PEEK ou PA66 renforcés de fibres de verre ?
Les fabricants traditionnels peinent à y parvenir, mais LS Manufacturing utilise un acier ESR trempé HRC52+ importé et des revêtements nano-durs pour créer des moules capables de résister à des impacts extrêmement abrasifs grâce à leur forte teneur en fibres de verre ( supérieure à 50 % ). L'outillage bénéficie ainsi d'une durée de vie prolongée.
3. Comment votre outillage de moule de précision robuste assure-t-il un retrait constant sur les dents d'engrenage symétriques ?
Un retrait égal est obtenu grâce à l'utilisation d'un système de refroidissement conforme imprimé en 3D , qui garantit que l'écart de température par rapport à la température moyenne de la surface ne dépasse pas ±1,5°C , en plus de la compensation de retrait non linéaire effectuée sur l'étape d'usinage des électrodes EDM.
4. Quelles certifications de qualité votre service de moulage d'engrenages en grande série possède-t-il pour les applications automobiles ou aérospatiales ?
Notre entreprise est entièrement certifiée conforme aux normes IATF 16949 pour l'automobile et à la norme de qualité ISO 9001. La traçabilité est assurée par notre processus : chaque lot de production est accompagné d'un rapport CMM à 100 % qui valide les dimensions critiques des engrenages, telles que le diamètre primitif, le profil des dents et le faux-rond .
5. Comment garantissez-vous le respect des normes de tolérance des cavités des moules d'injection pour engrenages personnalisés lors des productions en série ?
L'usinage ultra-précis à 5 axes, associé à des machines d'électroérosion suisses, garantit des tolérances de fabrication des cavités de ±0,003 mm . Ce niveau de précision et l'acier à outils utilisé pour les cavités des moules assurent la stabilité dimensionnelle et la rigidité des engrenages, même après des milliers d'opérations.
6. Pouvons-nous demander une analyse d'optimisation DFM gratuite avant de finaliser un contrat pour des services d'outillage de moules industriels ?
Bien entendu, téléchargez votre fichier 3D STEP/IGS sur notre portail web et vous recevrez sous 24 heures un rapport d'analyse DFM gratuit – demandez un devis dès aujourd'hui – qui couvre les considérations spécifiques à l'équipement concernant la ventilation, le garnissage et le retrait anisotrope.
7. Quelle est la quantité minimale de commande (MOQ) lors d'un partenariat avec LS Manufacturing pour le moulage d'engrenages en grande série ?
En tant que fabricant de moules à grand volume ( >500 000 cycles ), nous nous concentrons principalement sur la production en série ; cependant, nous n'avons aucun problème à travailler sur des phases de développement de produits où le besoin n'est que de 1 000 pièces environ afin de tester la fonctionnalité de la conception.
8. Comment LS Manufacturing protège-t-elle les plans et la propriété intellectuelle exclusifs de ses clients en matière d'outillage d'engrenages robustes sur mesure ?
Chez LS Manufacturing, nous utilisons des systèmes de sécurité à plusieurs niveaux . Dès la première demande d'information, nous signons un accord de confidentialité et stockons les plans et schémas confidentiels de nos clients sur des serveurs cryptés et protégés. Aucun accès non autorisé ne sera jamais permis.
Résumé
La qualité des engrenages robustes sur mesure, fabriqués en série, est essentielle à la longévité des équipements finaux. L' outillage de moulage par injection élimine les problèmes de rupture et de déformation grâce au refroidissement conforme 3D, aux aciers composites ultra-durs (HRC 52+) et à un retrait de l'ordre du micron (±0,01 mm) . Forts d'une vaste expérience B2B dans le secteur, nous sommes prêts à offrir à nos clients des produits industriels de la plus haute qualité.
Ne laissez pas une précision de moule insuffisante compromettre votre chaîne logistique. Que vous planifiez un nouveau projet ou que vous gériez des temps d'arrêt liés à l'usure de vos équipements et de vos moules, agissez dès maintenant. Demandez un devis ou téléchargez simplement vos fichiers .STEP ou .IGS. En moins de 24 heures, notre directeur logistique hautement qualifié vous fournira un rapport DFM personnalisé incluant une analyse des contraintes et du retrait au niveau du point d'injection.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


