
Os serviços de ferramentas de moldagem por injeção industrial da LS Manufacturing são soluções de engenharia de ponta que resolvem problemas de quebra de dentes e precisão. O projeto de moldes tradicional não consegue fornecer controle de tolerância de ±0,01 mm a 45 injeções por minuto em peças fabricadas em PA66 + 50% GF . O motivo é a negligência da contração conformal multifísica com pressão de injeção ultra-alta. Sem uma análise DFM em microescala para balancear o sistema de canais de injeção, haverá tensão em cada lote de peças.
Você obtém uma consistência no tamanho da cavidade de ≤ ±0,008 mm a 48 disparos por minuto , economizando 18% no custo por peça. Informações especiais sobre engrenagens reforçadas ajudam a resolver conflitos entre rigidez e baixo custo logo no início do projeto.

Ferramentas de moldagem por injeção industrial para engrenagens de alta resistência: Guia de produção em massa
| Fator Crítico | Solução para Produção em Massa |
| Precisão do perfil dentário | Aço ferramenta temperado de alta qualidade , fabricado por eletroerosão (EDM) em conformidade com as especificações da AGMA. |
| Uniformidade do resfriamento do molde | Resfriamento conforme para temperaturas uniformes (variação de ±0,05 mm ). |
| Distribuição da força de ejeção | Processo de moldagem por injeção com ejeção em duas etapas e placa extratora para evitar danos aos dentes da engrenagem. |
| Ventilação para peças densas | Microventilação com aberturas <0,015 mm para permitir dentes de engrenagem sem vazios. |
| Validação de ferramentas | Protótipo em teste de carga antes de entrar em produção em larga escala . |
Principais conclusões:
- O aço é a base: o aço ferramenta temperado deve ser usado para garantir a durabilidade durante a moldagem de plásticos reforçados em engrenagens .
- O resfriamento determina a precisão: o resfriamento conforme deve ser incluído para manter a contração e a deformação adequadas dos segmentos de engrenagem espessos.
- A ejeção é um sistema: o uso de um sistema de moldes de injeção personalizado para o projeto da engrenagem é necessário para evitar danos.
- Teste antes da produção: Testar o desempenho do seu equipamento com a ajuda de peças protótipo é essencial para evitar falhas na produção em massa.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
O que torna este artigo único é a experiência dos nossos engenheiros de ferramentas e gerentes de produção, cuja principal prioridade é projetar um molde capaz de criar 5 milhões de engrenagens perfeitas . Baseamos toda a nossa abordagem à fabricação de moldes nas normas da Organização Internacional de Normalização (ISO) , que promovem um sistema de gestão da qualidade.
Nossas soluções atendem a componentes cujas falhas podem causar a paralisação do sistema devido a falhas catastróficas: engrenagens de alto torque para veículos elétricos, componentes de bombas resistentes à abrasão para máquinas pesadas e engrenagens de atuadores de precisão para aplicações aeroespaciais . As especificações de projeto e classificação que seguimos para a validação da geometria das engrenagens e a seleção de materiais estão em conformidade com os rigorosos padrões da indústria especificados para engrenagens de plástico pela American Gear Manufacturers Association (AGMA) , o único órgão reconhecido para componentes de transmissão de potência.
Nossa experiência deriva do processo de redesenho de moldes de engrenagens usados. Aperfeiçoamos a pré-dureza do aço P20, que é resistente à abrasão, a técnica de resfriamento conformal para manter a cristalinidade do plástico POM e o mecanismo de ejeção que não causa deformação nas engrenagens helicoidais . Por meio desse processo de fabricação testado e comprovado, capacitamos você a projetar uma solução voltada para a produção em massa.

Figura 1: Uma empresa de serviços de ferramentas para moldes de injeção industrial opera uma prensa de alta tonelagem para a produção em massa de peças brutas de engrenagens de aço.
Por que os serviços convencionais de moldagem por injeção industrial não atendem aos padrões de precisão para a produção em massa de engrenagens personalizadas de alta resistência?
Os serviços convencionais de moldagem por injeção industrial não atendem aos padrões de tolerância ISO 1328 Grau 4 para a produção em massa de engrenagens personalizadas de alta resistência devido ao resfriamento não uniforme durante o processo de cristalização do polímero, resultando em empenamento e ovalização dos dentes. Para você, isso significa peças rejeitadas, vibração excessiva, ruído e falhas prematuras por fadiga — aumentando diretamente os custos de sucata e os riscos de garantia em campo. Alcançar qualidade consistente exige ferramentas de moldagem por injeção personalizadas, projetadas para uniformidade térmica.
Comparação do Processo Principal
| Parâmetro | Ferramentas de moldagem convencionais | Necessário para precisão |
| Design do canal de resfriamento | Perfuração apenas em linha reta, sem levar em consideração o contorno. | Resfriamento conformacional da geometria dentária |
| Variação de temperatura ao longo do anel dentário | Variação de até 12°C | Variação de ≤2°C para a formação de círculos |
| Modelo de compensação de encolhimento | Encolhimento isotrópico linear | Encolhimento anisotrópico não linear |
| Grau de engrenagem alcançável (ISO 1328) | Padrão para as séries 6 e 7 | 4º ano ou superior |
| Repetibilidade dimensional ciclo a ciclo | ±0,08 mm para seções críticas | Tolerância necessária de ±0,015 mm |
Fonte de dados: Testes de fábrica da LS Manufacturing para P A66+50%GF , validação de 100 mil injeções, utilizando configuração de ferramentas de moldagem por injeção de alta precisão .
A análise demonstra claramente que as ferramentas tradicionais de moldagem de engrenagens em alto volume não oferecem o nível de precisão térmica exigido para engrenagens de Grau 4. Utilizando ferramentas de moldagem de alta precisão com resfriamento conformal e simulação anisotrópica, você poderá garantir geometria consistente dos dentes, evitar vibrações e reduzir sua taxa de refugo para menos de 0,3% . Com o suporte da tecnologia avançada de ferramentas de moldagem por injeção , você terá a certeza de que seu processo de produção manterá a qualidade consistente por muitos anos.

Como um serviço personalizado de ferramentas de moldagem industrial pode otimizar o resfriamento controlado para eliminar a tensão estrutural na moldagem de engrenagens de alta resistência?
As tensões térmicas ocorrem devido à contração desigual causada pelo resfriamento não uniforme, resultando na formação de vazios. No entanto, com a otimização do projeto da geometria de resfriamento conforme, haverá produção livre de tensões, ao mesmo tempo que se aumenta a capacidade de produção. Isso é possível graças a um Oferecemos serviços de fabricação de moldes industriais com foco em garantir um resfriamento uniforme para maior homogeneidade térmica.
Geometria de Resfriamento Conforme
Com canais de refrigeração convencionais perfurados em linha reta , há uma diferença de temperatura de 12 °C no anel dentado, o que significa que o cubo resfria mais lentamente em comparação com o aro. Ao substituir os canais retos por canais de refrigeração conformes, utilizando impressão 3D de um inserto de aço inoxidável alinhado com o formato da engrenagem, obtém-se um resfriamento aprimorado. Com seu molde de injeção de engrenagem personalizado , um espaçamento de 4,0 mm entre a linha d'água e o dente, e canais de refrigeração com 3,5 mm de diâmetro, garantem que não haja gradiente de temperatura que cause tensões.
Integração da Manufatura Aditiva
O circuito de resfriamento conformal é integrado a um inserto de aço inoxidável fabricado por manufatura aditiva, posicionado na base do molde, o que impede vazamentos durante ciclos de milhões de injeções . Como fabricante de moldes para engrenagens de alta resistência , você desfruta dos benefícios de uma uniformidade de superfície de ±1,5 °C, sem pontos quentes e sem falhas nas linhas de solda. Essa solução de ferramental para moldagem por injeção economizará seu tempo e garantirá peças consistentes em cada injeção.
Tempo de ciclo e verificação de qualidade
O tempo de resfriamento da máquina de moldagem por injeção (CMM) diminui 36%, de 25 segundos para 16 segundos , reduzindo o tempo total do ciclo de 42 para 27 segundos . Em um processo de produção em massa de moldes de injeção , isso representaria aproximadamente 800 injeções adicionais por dia, por cavidade. Após 50.000 injeções, a CMM não apresentou evidências de trincas por tensão nos cubos ou marcas de retração maiores que 0,02 mm , comprovando a eficácia da metodologia de moldes de injeção conformes .
Design geométrico livre de tensões, tempo de ciclo 36% menor e profundidade de marca de retração inferior a 0,02 mm , testado em mais de 50.000 ciclos . Este processo de moldagem por injeção de precisão estabelece o padrão quando tanto o volume de produção quanto a qualidade são essenciais para o máximo rendimento na fabricação de engrenagens. O sistema de moldagem por injeção descrito aqui oferece desempenho térmico consistente em todos os turnos.
Quais tipos de aço um fabricante de moldes para engrenagens de alta resistência deve selecionar para garantir uma vida útil da ferramenta superior a 1.000.000 de ciclos?
Durante a moldagem de engrenagens plásticas com ≥50% de plástico reforçado com fibra de vidro, os aços-ferramenta convencionais sofrem desgaste acelerado, resultando em alterações na geometria da engrenagem após dezenas de milhares de ciclos. A seleção adequada de aços-ferramenta, juntamente com o tratamento superficial, permite alcançar mais de 1.000.000 de ciclos com tolerância dos dentes da engrenagem dentro de ±0,005 mm . Isso é crucial para a avaliação de ferramentas por parte dos tomadores de decisão, devido ao impacto no preço da peça e no tempo de atividade. A seguir, apresentamos a abordagem correta para a seleção de materiais de ferramentas para fabricantes de moldes de engrenagens de alta resistência :
Dureza do aço base
- Material: Aço ferramenta ESR premium especial fundido a vácuo, endurecido para uma dureza HRC consistente de 52+ .
- Para você: O H13 padrão se deteriora após 80.000 ciclos . Esta base de molde de injeção de alta qualidade oferece excelente resistência ao desgaste durante toda a sua vida útil de um milhão de ciclos de injeção.
Desempenho do revestimento de superfície
- Revestimento: Revestimento de TiAlN de 3,0 μm por meio de PVD com dureza de até HV 3000 .
- Para você: o desgaste da superfície após 40.000 disparos sem revestimento; o revestimento de TiAlN dura mais de 200.000 disparos. Os moldes de injeção para produção em massa garantem uma precisão de ±0,005 mm no perfil dos dentes durante o processo de moldagem em massa .
Verificação da estabilidade dimensional
- Dados: O teste CMM após 500.000 e 1.000.000 disparos comprova uma variação de ±0,005 mm no perfil dos dentes.
- Para você: O padrão da indústria é superior a ±0,020 mm em 100.000 ciclos . Essas ferramentas de engrenagem reforçadas e personalizadas evitam a deformação progressiva que causa a necessidade de reconstrução do molde no meio do processo.
Vantagem do custo por peça
- Investimento: Custo adicional de 15 a 20% devido ao material premium e ao revestimento da superfície.
- Para você: Reduz a troca de ferramentas de duas a três vezes. Com ferramentas de moldagem de alta precisão e resistência , o preço da peça pode ser reduzido em mais de 30% . Este é o sistema de ferramentas de moldagem por injeção de alta dureza .
A escolha de aço base HRC 52+ e revestimento TiAlN HV 3000 garante estabilidade comprovada do perfil do dente dentro de ±0,005 mm por mais de 1.000.000 de ciclos. Além de reduzir os custos de ferramental por peça em mais de 30% , você evita desvios dimensionais e substituições não planejadas do molde. Se você precisa de um programa com garantia de um milhão de ciclos, usar ferramentas de moldagem por injeção resistentes ao desgaste é a melhor opção. Garanta mais de 1 milhão de ciclos de vida útil da ferramenta e uma economia de 30% no custo por peça. Envie as especificações da sua engrenagem para receber um relatório de análise de materiais e revestimentos e um orçamento personalizado.
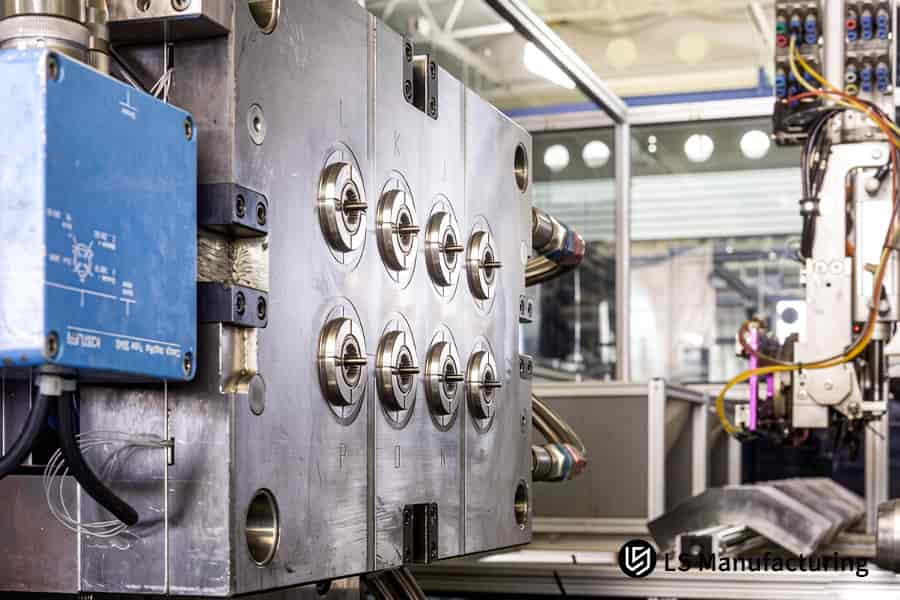
Figura 2: Uma máquina CNC fresa um bloco de molde de aço H13 com spray de fluido refrigerante para uma ferramenta de engrenagem personalizada de alta resistência.
Quais parâmetros as ferramentas personalizadas para engrenagens de alta resistência devem sincronizar durante a fase de injeção para evitar a deflexão dos dentes da engrenagem sob carga?
As principais causas de deflexão dos dentes da engrenagem sob carga incluem linhas de solda frágeis e contração anisotrópica devido à baixa velocidade de injeção e perfis de compactação inadequados. Ao alinhar a velocidade de injeção em múltiplos estágios com a pressão de recalque, esses defeitos podem ser mitigados e a resistência à fadiga por flexão aumentada em mais de 75% . Quando os engenheiros projetam ferramentas personalizadas para engrenagens de alta resistência , esses parâmetros precisam ser considerados para um comportamento ideal sob carga.
Para atingir esse objetivo, são necessários serviços especializados de ferramentas de moldagem por injeção industrial , que envolvem controle de reologia e ferramentas de moldagem por injeção em múltiplos estágios com perfil de velocidade adequado. Os dados de teste de produção a seguir destacam a lacuna de desempenho:
Comparação dos parâmetros de injeção
| Parâmetro | Configuração convencional | Configuração otimizada |
| Velocidade de injeção do primeiro estágio | Constante 60 mm/s | 110 mm/s de fluxo através do canal de injeção para preenchimento rápido da cavidade. |
| Ponto de transição de velocidade | 95% de ocupação da vaga | Preencha a posição com 85% de preenchimento e, em seguida, reduza para 25 mm/s. |
| Velocidade do segundo estágio | Igual à primeira etapa. | 25 mm/s para microcompactação controlada |
| Nível de pressão de manutenção | 80 MPa | 120 MPa mantida por 6 segundos |
| presença da linha de solda | Visível na raiz do dente. | Eliminado – ligação molecular completa |
| Densidade radicular | 96–97% | 100% verificado por análise transversal |
| Vida útil à fadiga por flexão (ciclos até a falha) | 180.000 ciclos (média da indústria) | Mais de 750.000 ciclos (melhoria de mais de 75% ) |
Fonte: Dados de testes de fábrica da LS Manufacturing em PA66+50%GF , teste de validação com 100 mil disparos.
A aplicação de uma velocidade inicial de 110 mm/s, seguida da transição para 25 mm/s quando o preenchimento atingir 85%, e mantendo a pressão a 120 MPa por 6 segundos, elimina as linhas de solda e garante uma densidade de raiz de 100%. Este processo personalizado de moldagem por injeção de engrenagens aumenta a vida útil à fadiga por flexão em mais de 75% . Para a moldagem de engrenagens em alto volume , esses parâmetros garantem a integridade estrutural sem a necessidade de inspeção pós-processamento. Esta abordagem de ferramental de moldagem por injeção com perfil de velocidade proporciona resistência consistente em milhões de ciclos de injeção.
Como a simulação profissional de DFM (Design for Manufacturing) de um serviço de ferramentas de moldagem industrial mitiga os riscos de validação de ferramentas e acelera os prazos de entrega?
Os riscos de validação de ferramentas surgem quando falhas no projeto do molde permanecem ocultas até o primeiro teste, causando retrabalho dispendioso e atrasos no lançamento. A simulação profissional de DFM (Design for Manufacturing) identifica empenamento, acúmulo de gás e desequilíbrio de contração antes mesmo do corte do aço. Para engenheiros que contratam um serviço de ferramentas de moldagem industrial , essa análise inicial elimina diretamente as suposições e acelera o tempo de lançamento no mercado. Veja como funciona:
Simulação Multifísica de 24 Horas
Um dia após recebermos seu modelo CAD, a simulação Moldflow prevê a magnitude da deformação, a localização de vazios e os vetores de deformação por meio de uma análise acoplada de propriedades térmicas, estruturais e de fluxo . No seu caso, isso significa detectar possíveis defeitos antes mesmo do início da usinagem, evitando semanas de correções iterativas. A simulação gera um mapa de risco quantitativo que indica precisamente quais áreas do dente da engrenagem precisam de ajustes, seja nos pontos de injeção ou no sistema de refrigeração. O desenvolvimento inicial das ferramentas de moldagem por injeção é crucial para o sucesso do processo.
Otimização da localização dos portões
O design com um único ponto de injeção central leva à formação de uma frente de fluxo assimétrica, resultando em contração desigual e formação de linhas de solda na raiz do dente. Com o design de canal quente com válvula de três pontos e injeção sincronizada, a contração não uniforme é reduzida em 40% . Essa solução evita a dependência da orientação que cria ovalização anisotrópica em seu molde de injeção de engrenagens personalizado .
Taxa de sucesso T1
Como resultado da incorporação de alterações de projeto por meio de simulações antes da fabricação, a taxa de sucesso na primeira tentativa (T1) pode atingir 92% ou mais. De acordo com os parâmetros de referência estabelecidos pela Plastics Technology, a média do setor para produtos que não utilizam simulações gira em torno de 55% a 60% de taxa de sucesso na T1. No seu caso, isso significa que as ferramentas de moldagem de alta precisão serão qualificadas assim que chegarem, em vez de passarem por um processo iterativo de depuração, economizando pelo menos 3 a 4 semanas no cronograma do projeto.
Efeito de compressão do prazo de entrega
Eliminar um ou dois ciclos de modificação do molde economiza de três a quatro semanas do cronograma de desenvolvimento típico de 14 semanas. Essa abordagem de ferramental para moldagem por injeção, orientada por simulação, reduz a fase de validação e, ao mesmo tempo, melhora a qualidade na primeira tentativa. O fornecedor de serviços de ferramental para moldagem por injeção industrial que aplica um rigoroso DFM (Design for Manufacturing) desde o início proporciona um caminho mais rápido e previsível para o aumento da produção.
Uma simulação DFM profissional ajuda a identificar problemas como empenamento, bolhas de gás e balanceamento do ponto de injeção antes do corte do aço, aumentando assim a taxa de sucesso do T1 para 92% , além de reduzir o prazo de entrega em 3 a 4 semanas . Seu molde de injeção de engrenagens personalizado também pode se beneficiar de uma ferramenta de moldagem por injeção focada em validação , que reduzirá a contração não uniforme em 40% .
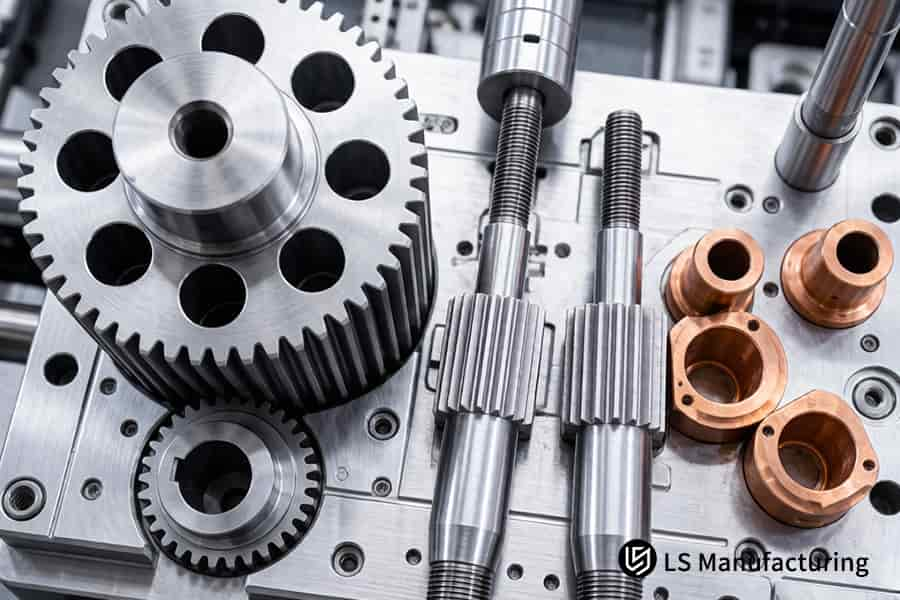
Figura 3: Fileiras de moldes de injeção para produção em massa são armazenadas em racks de aço, prontas para grandes volumes de moldagem de engrenagens.
Estudo de caso: Como a LS Manufacturing otimizou as ferramentas personalizadas para engrenagens de alta resistência a fim de atingir a precisão de ±0,008 mm exigida por um cliente OEM do setor automotivo?
Um fornecedor global de autopeças OEM precisava de uma engrenagem planetária de transmissão para serviço pesado com tolerâncias de ±0,008 mm na superfície dos dentes e volume de produção anual superior a 500.000 unidades . Dois fabricantes europeus de moldes não obtiveram sucesso devido aos seguintes problemas: superaquecimento localizado, excentricidade axial de 0,035 mm e desgaste após 100.000 ciclos . A solução para esse problema foi a fabricação de ferramentas personalizadas para engrenagens de serviço pesado .
Desafio do Cliente
A peça em questão era uma engrenagem planetária moldada em plástico PA66+45%GF . O processo existente resultava em uma excentricidade axial de 0,035 mm com desgaste mensurável após 100.000 ciclos . Consequentemente, as ferramentas necessitavam de revisões constantes. Considerando que quaisquer atrasos acarretariam penalidades conforme o contrato, o cliente buscou um fabricante de moldes para engrenagens de alta resistência .
Solução de fabricação LS
Desenvolvemos um sistema de resfriamento que incorpora nossa tecnologia proprietária de canais conformes impressos em 3D, bem como insertos de CuBe em pontos críticos da raiz. Nossa solução de resfriamento utiliza aço ESR fundido a vácuo e revestido com DLC (nanodureza > HV 2500) . Introduzimos uma compensação reversa de 0,012 mm na cavidade de eletroerosão devido à nossa estimativa de contração não linear do PA66 de alta cristalinidade. Aproveitamos a capacidade dos serviços industriais de ferramentas de moldagem por injeção, combinada com ferramentas de moldagem por injeção revestidas com DLC .
Resultados e Valor
O teste T1 foi um sucesso instantâneo, com a excentricidade atingindo o valor de 0,006 mm , superando a meta de ±0,008 mm . Após a injeção de número um milhão, a uma velocidade de 50 injeções/minuto , os resultados do teste CMM revelaram que o desgaste dos dentes permaneceu abaixo de 2,0 µm , sem deriva dimensional. O cliente conseguiu economizar 30% no orçamento de retrabalho e iniciou a produção das peças com 18 dias de antecedência, além de obter alta capacidade de moldagem de engrenagens para projetos futuros. As ferramentas de moldagem por injeção, prontas para produção , proporcionaram resultados consistentes desde a primeira injeção.
Com a abordagem integrada de projeto de moldes, incluindo resfriamento conformal, revestimento DLC e eletroerosão compensada , foi possível evitar métodos de tentativa e erro. Essa ferramenta de moldagem por injeção para milhões de injeções atingiu o nível de tolerância de ±0,006 mm após 1,2 milhão de injeções sem quaisquer ajustes adicionais. Para fabricantes de equipamentos originais (OEMs) que necessitam de ferramentas de moldagem por injeção confiáveis para engrenagens automotivas , essa metodologia garante o lançamento no prazo e o menor custo total de propriedade.
Garanta precisão de ±0,006 mm por mais de 1,2 milhão de ciclos para suas engrenagens. Para replicar essa durabilidade comprovada, entre em contato com nossos especialistas em ferramentas para engrenagens para uma análise de viabilidade e um cronograma de produção garantido.

Quais são as métricas de inspeção de qualidade obrigatórias para moldes de injeção de engrenagens personalizadas na LS Manufacturing para obter a certificação de moldagem de engrenagens em alto volume?
A consistência, da primeira à milionésima engrenagem, exigirá um controle de qualidade em circuito fechado que monitore a matéria-prima, o processo e a geometria em todas as etapas. Para clientes que dependem de moldes de injeção de engrenagens personalizados , seguem abaixo algumas das métricas de inspeção obrigatórias utilizadas para garantir a conformidade com as normas ISO 9001 e IATF 16949:
Inspeção de Matéria-Prima Recebida
- Teste MFI: Confirma a consistência do fluxo de fusão lote a lote.
- Análise de umidade: Mantém o teor de H2O residual ≤0,02%.
- Para você: Garante que seus lotes tenham propriedades de fluxo estáveis e estejam livres de variações dimensionais causadas pela variabilidade do material. O processo de fabricação de moldes de injeção auditado começa com a verificação das matérias-primas.
Controle SPC/CPK em processo
- Meta CPK: Mede as dimensões críticas da engrenagem usando um CPK ≥ 1,67 .
- Ciclo de feedback: Ajustes instantâneos caso seja detectada uma mudança de tendência.
- Para você: O controle estatístico de processo garante que todas as engrenagens permaneçam dentro da tolerância durante a moldagem de engrenagens em alto volume , mesmo após a produção de milhares de peças.
Inspeção final 100% online
- Testador de flanco duplo: Avalia o perfil do dente, a hélice e o passo.
- Scanner óptico 3D: Confirma a geometria geral em comparação com os dados CAD originais.
- Para você: Inspeção 100% significa que somente as peças em conformidade chegarão à fase de montagem, oferecendo rastreabilidade completa para auditoria de certificação de moldes de injeção para produção em massa . Este sistema de ferramentas de moldagem por injeção certificado garante a conformidade.
As camadas mencionadas acima formam um sistema de qualidade de circuito fechado. Os serviços do seu parceiro de confiança em ferramentas de moldagem industrial garantem CPK ≥1,67 certificado, controle de umidade ≤0,02% e rastreabilidade completa, da primeira à milionésima injeção. Este sistema de ferramentas de moldagem por injeção rastreável garante que todas as engrenagens estejam em conformidade com as normas ISO 9001 e IATF 16949, sem riscos de amostragem.
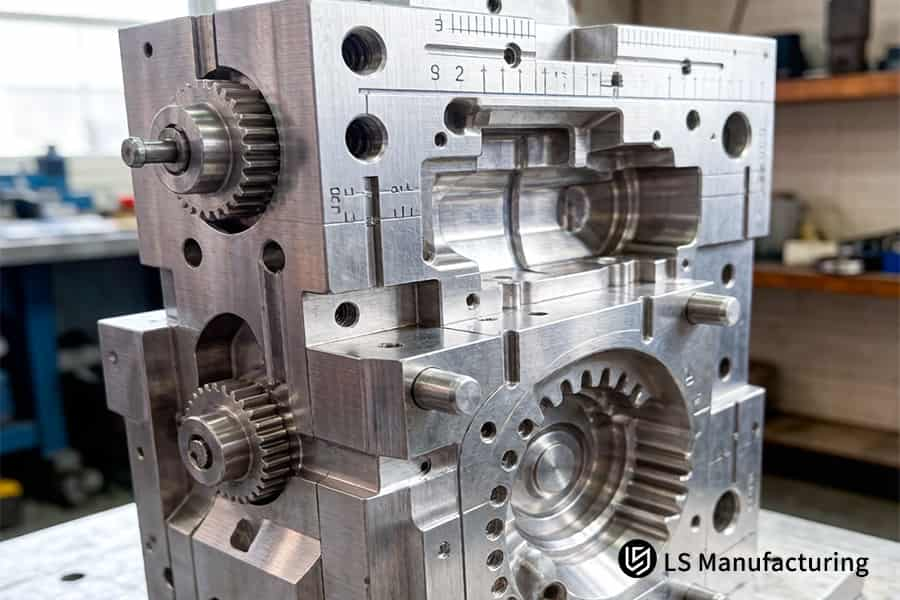
Figura 4: Um molde de injeção de engrenagem personalizado com cavidades complexas em aço D2 é apresentado para ferramentas de moldagem de alta precisão.
Como avaliar o custo total de aquisição ao escolher um fabricante de moldes para engrenagens de alta resistência de primeira linha na China para cadeias de suprimentos globais?
As decisões de aquisição não devem se basear apenas em preços. Existe um custo total de propriedade que será pago pelo uso da ferramenta durante toda a vida útil do projeto. Para tomar decisões de aquisição bem fundamentadas , os custos relacionados a uma máquina de moldagem de engrenagens de alta resistência devem ser considerados:
Investimento inicial versus poupança ao longo da vida
As ferramentas de alta qualidade têm um preço 15 a 20% superior devido à melhor qualidade do aço, ao resfriamento conformal e às técnicas de DFM (Design for Manufacturing). Ao mesmo tempo, seu uso resulta em uma redução de 15 segundos no ciclo de produção e uma diminuição de 85% no tempo de inatividade. Em outras palavras, para você, como comprador, a diferença de preço se paga já nas primeiras 200.000 peças produzidas com ferramentas premium.
Ganhos de Eficiência na Produção
A redução no tempo de ciclo devido ao resfriamento conformal proporciona 600 injeções adicionais por dia por cavidade. Com 50 injeções por minuto , isso resulta em alguns milhares de peças adicionais por mês, sem custo adicional. A abordagem de ferramentas de moldagem de alta precisão reduz o custo de cada peça, garantindo uma precisão de ±0,005 mm em todas as peças produzidas. Essa abordagem de ferramentas de moldagem por injeção com excelente custo-benefício ajuda você a obter um maior retorno sobre o investimento (ROI) em seus moldes.
Redução de custos de qualidade
As taxas de defeito são reduzidas para ≤300 ppm (0,03%) , em comparação com os 2-5% comuns em moldes de baixo custo. Isso elimina a necessidade de triagem, retrabalho ou devoluções. No que diz respeito a serviços de moldes de injeção industriais voltados para aplicações de alto volume, a redução de custos com sucata pode facilmente cobrir qualquer investimento extra em ferramentas em apenas um ano. Este é um exemplo de como os moldes de injeção com baixa taxa de defeito podem beneficiá-lo financeiramente.
Impacto na manutenção e longevidade
Ao estender a vida útil das ferramentas para além de 1 milhão de ciclos , você elimina a necessidade de substituí-las duas ou três vezes ao longo de um projeto de vários anos. Menos desgaste também significa que não haverá interrupções para polimento ou ajuste de cavidades. Em aplicações de moldes de injeção para produção em massa , esse tempo de atividade confiável garante a entrega da sua produção no prazo e sem custos adicionais de urgência. O design das ferramentas de moldagem por injeção, focado na longevidade, mantém sua produção funcionando sem problemas.
Para entender o custo total de propriedade, considere fatores como tempos de ciclo, taxas de defeito e cronogramas de manutenção , além do custo inicial. Um parceiro experiente que ofereça redução de 15 segundos no tempo de ciclo, defeitos ≤300 ppm e tempo de inatividade 85% menor lhe economizará milhões de dólares ao longo de todo o programa. Nosso projeto de moldes de injeção otimizado para o custo total de propriedade torna nossas ferramentas premium a sua melhor opção em termos de custo-benefício.
Perguntas frequentes
1. Qual é o prazo de entrega padrão para um serviço de fabricação de moldes de injeção industrial que fornece ferramentas personalizadas para engrenagens de alta resistência?
O prazo médio de entrega é de 25 a 35 dias úteis , incluindo análise DFM completa, usinagem CNC e EDM , seguida da entrega de amostras T1. A combinação dessas etapas resulta na validação completa do molde para geometria correta dos dentes, fluxo de material confiável e operação durável.
2. Uma máquina padrão de fabricação de moldes para engrenagens de alta resistência consegue trabalhar com materiais plásticos reforçados com fibra de vidro, como PEEK ou PA66?
Fabricantes comuns enfrentam esse desafio, mas a LS Manufacturing utiliza aço ESR HRC52+ endurecido importado e revestimentos nano-duros para criar moldes capazes de suportar impactos extremamente abrasivos devido ao alto teor de fibra de vidro ( superior a 50% ). A ferramenta tem garantia de longa vida útil.
3. Como suas ferramentas de moldagem de alta precisão garantem uma contração consistente em dentes de engrenagem simétricos?
A contração uniforme é alcançada através do uso de um sistema de resfriamento conformal impresso em 3D , que garante que o desvio de temperatura em relação à temperatura média da superfície não exceda ±1,5°C , além da compensação de contração não linear realizada na etapa de usinagem dos eletrodos de eletroerosão.
4. Quais certificações de qualidade seu serviço de moldagem de engrenagens em alto volume possui para aplicações automotivas ou aeroespaciais?
Nossa empresa possui certificação completa de acordo com as normas IATF 16949 para a indústria automotiva e ISO 9001 de qualidade . A rastreabilidade é garantida por meio de um processo no qual todos os lotes de produção são acompanhados de um relatório CMM (Máquina de Medição por Coordenadas) que valida as dimensões críticas das engrenagens, como diâmetro primitivo, perfil do dente e excentricidade .
5. Como garantir os padrões de tolerância da cavidade do molde de injeção de engrenagens personalizadas durante as produções em massa?
As tolerâncias são garantidas pelo uso de usinagem de 5 eixos de ultraprecisão, juntamente com máquinas de eletroerosão suíças, para assegurar tolerâncias de fabricação de cavidades de ±0,003 mm . Esse nível de precisão e o aço ferramenta utilizado para as cavidades do molde garantem a estabilidade dimensional e a rigidez das engrenagens após milhares de operações.
6. Podemos solicitar uma análise gratuita de otimização DFM antes de finalizar um contrato para serviços de ferramentas de moldagem industrial?
Claro, faça o upload do seu arquivo 3D STEP/IGS em nosso portal online e, em até 24 horas , você receberá um relatório de análise DFM gratuito — solicite um orçamento hoje mesmo — que aborda considerações específicas para cada equipamento, como ventilação, enchimento e retração anisotrópica.
7. Qual é a quantidade mínima de pedido (MOQ) ao fazer parceria com a LS Manufacturing para moldagem de engrenagens em alto volume?
Como fabricantes de moldes de alto volume ( mais de 500.000 ciclos ), focamos principalmente na produção em larga escala; no entanto, não temos problemas em trabalhar em etapas de desenvolvimento de produto onde a necessidade é de apenas cerca de 1.000 peças para testar a funcionalidade do projeto.
8. Como a LS Manufacturing protege os projetos proprietários e a propriedade intelectual de ferramentas personalizadas para engrenagens de alta resistência de seus clientes?
Na LS Manufacturing, utilizamos sistemas de segurança de múltiplas camadas . Na fase de consultas, assinamos um Acordo de Confidencialidade e armazenamos os projetos e plantas proprietárias de nossos clientes em servidores criptografados e protegidos. Nenhum acesso não autorizado será permitido.
Resumo
A qualidade das engrenagens personalizadas de alta resistência , fabricadas em larga escala, é essencial para a longevidade do equipamento final. O processo de moldagem por injeção elimina problemas relacionados à quebra e deformação, graças ao resfriamento conformal 3D, aços compostos ultraduros (HRC 52+) e contração em nível micrométrico (±0,01 mm) . Com vasta experiência em vendas B2B, estamos prontos para oferecer aos nossos clientes produtos industriais da mais alta qualidade.
Não deixe que a baixa qualidade e precisão dos moldes comprometam sua cadeia logística. Seja para planejar um novo projeto ou para lidar com paradas não programadas em seus equipamentos e desgaste de moldes, comece agora mesmo. Solicite um orçamento ou simplesmente envie seus arquivos .STEP ou .IGS. Em menos de um dia, nosso diretor de logística altamente qualificado fornecerá um relatório DFM personalizado , incluindo análise de tensão de injeção e contração.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


