
Die Herstellung dicker Bleche ist ein grundlegendes Unterstützungssystem in der Bergbau-, Schwermaschinen- und Schiffsbauindustrie. Allerdings war die hochpräzise Bearbeitung schon immer das größte Problem der Branche.
Viele Auftragsfertiger produzieren am Ende immer noch Teile, die leicht Risse bekommen, was wiederum zu explodierenden Kosten führt. Dies ist meist auf mangelnde Ausrüstung oder die richtige Kontrolle des inneren Stresses zurückzuführen.
In diesem Artikel werden die Gründe für die Schwermetallverarbeitung analysiert, indem zunächst unter anderem erläutert wird, wie das richtige Material ausgewählt wird, welche Biegemethoden für die Metallumformung in großem Maßstab verwendet werden sollten und wie LS Manufacturing von Anfang bis Ende vollständig maßgeschneiderte Lösungen anbieten kann.
In diesem Artikel erhalten Sie einen tiefgreifenden Einblick in die Natur der Metallproduktion im großen Maßstab. Am wichtigsten ist, dass er Ihnen dabei hilft, Ihre Schwermetallprojekte auch unter den anspruchsvollsten Bedingungen langlebig zu halten – was im Grunde professionelle Blechfertigung ist Kurz gesagt.

Herstellung schwerer Bleche: Ein kurzer Überblick über die wichtigsten Lösungen
|
Kernprobleme
|
Lösungen
|
Schlüsseldaten
|
Kundenvorteile
|
|
Unzureichende Genauigkeit beim Biegen dicker Bleche
|
1200-Tonnen-CNC-Biegung + dynamische Kompensation
|
±0,5° Winkelfehler
|
Keine Montageabweichung, Reduzierung der Nacharbeitskosten.
|
|
Schwere thermische Schnittverformung
|
20 kW Faserlaser + Umlaufwasserkühlung
|
15 % Reduzierung der thermischen Verformungsrate
|
Kein Nachschleifen erforderlich, wodurch der Zyklus verkürzt wird.
|
|
Unqualifizierte Schweißinspektion
|
Roboter-Unterpulverschweißen + Vorwärmüberwachung
|
100 % UT/MT-Inspektionserfolgsrate
|
Erfüllt die Tragfähigkeitsanforderungen der Klasse 1.
|
|
Geringe Materialnutzungsrate
|
Erweiterte Nesting-Software + direkte Stahlwerksbeschaffung
|
Nutzungsrate von 75 % auf 88 % erhöht
|
Reduzieren Sie die Rohstoffkosten und verbessern Sie die Wettbewerbsfähigkeit von Angeboten.
|
Dieser Artikel vermittelt einen schnellen Überblick über die wichtigsten Probleme und Lösungen bei der Grobblechbearbeitung. Die Beauftragung fachmännischer Blechbearbeitungsdienste ist eine Möglichkeit, Sie können dabei helfen, Verarbeitungsrisiken zu vermeiden, Kosten zu senken und mehr Arbeit in kürzerer Zeit zu erledigen. Weitere erläuternde Informationen zu den einzelnen Abhilfemaßnahmen folgen in Kürze.
Warum sollten Sie LS Manufacturing bei der Herstellung schwerer Bleche vertrauen? Fachwissen in der kundenspezifischen Schwerlastfertigung
Wenn Sie sich für LS Manufacturing als Ihren Partner für die Fertigung von Schwerblechen entscheiden, entscheiden Sie sich für ein Unternehmen, das technologische Vorteile in echte Kundenvorteile umwandeln kann, anstatt nur Gerätespezifikationen nacheinander wegzuwerfen.
Wir kontrollieren Rohstoffe basierend auf ASTM A6/A6M-21-Stahlplattenstandards, daher wird jede Platte auf Zugfestigkeit geprüft. Außerdem halten wir uns an AWS D1.1-2020 strenge Anforderungen an die Schweißspezifikation für Stahlkonstruktionen, was eine Garantie für die Qualität unserer Verarbeitung seitens der Lieferquelle darstellt.
Wir bieten unseren Kunden wettbewerbsfähige Angebote, indem wir die direkte Materialbeschaffung aus den Stahlwerken ermitteln und die beste Verschachtelungssoftware für die Materialverwendung verwenden.
Unsere eigenen Produktionslinien ermöglichen es uns, auf Drittanbieter zu verzichten. Dadurch haben wir unsere Liefereffizienz um mehr als 40 % gesteigert und auch das Risiko von Schäden und Verzögerungen während des Transports eliminiert.
Unsere fortschrittlichen Methoden wie Spektralanalyse und Laser-Tracking-Erkennung können eine große Hilfe für unsere High-End-Kunden sein, die mit Riss- und Verformungsproblemen bei dicken Blechen zu kämpfen haben.
Unsere Fähigkeiten werden durch aktuelle internationale Fälle gut unterstützt, wie zum Beispiel die 45-mm-Vibrationssieb-Seitenplatten, die für eine Mine in Australien maßgeschneidert wurden und deren Lebensdauer von 2000 Stunden auf über 6500 Stunden erhöht wurde.
Wenn Sie Schwierigkeiten mit hochpräzisen Blechbearbeitungsdienstleistungen haben, kontaktieren Sie gerne unsere Ingenieure für eine kostenlose Prozess-Machbarkeitsanalyse und erschließen Sie eine maßgeschneiderte Lösung, um Ihr Projekt kostengünstiger und stabiler zu machen.

Warum ist die Streckgrenze von Materialien ein zentraler Überlegungsfaktor bei der Herstellung dicker Bleche?
Bei der Herstellung dicker Bleche ist die Materialstreckgrenze der Hauptfaktor, der die Verarbeitungssicherheit und die Produktlebensdauer beeinflusst. Tatsächlich kann die Auswahl des richtigen Materials das Risiko eines Sprödbruchs vollständig ausschließen. Außerdem ist ein Material im Allgemeinen auf ein bestimmtes Verwendungsszenario abgestimmt.
Hauptauswahl an Materialien je nach Anwendungsumgebung
- Bergbau und Schwermaschinen: Hochfeste Stahlplatte der ASTM A572-Klasse 50 (Zugfestigkeit von 450–550 MPa) ist in diesem Fall die Stahlsorte, die hochfrequenten Vibrationen und Stößen standhalten kann und so einen vorzeitigen Ausfall von Komponenten verhindert.
- Typische tragende Strukturen: Kohlenstoffstahl ASTM A36 (mit einer Zugfestigkeit von mehr als 360 MPa) wird ausgewählt, bietet einen fairen Preis und erfüllt die Anforderungen von Dickenblechbearbeitung im gewohnten Stil.
- Verschleißfeste Anwendungen: Die hochfesten, verschleißfesten Stahlplatten der HARDOX-Serie müssen ausgewählt werden, da diese Platten mit einer Härte von mehr als 400HB als Schutzmaterial für Komponenten dienen, die in Vibrationssieben und Brechern alltäglichem Betriebsverschleiß ausgesetzt sind.
Wichtige Tipps für die Qualitätsprüfung von Rohstoffen
Der hohe Kohlenstoffäquivalent führt beim Schweißen dicker Bleche zu Kaltrissen. Bei Blechdicken über 25 mm führen wir am Eingang des Rohmaterials eine Spektralanalyse und Härteprüfung durch, um deren Zugfestigkeit zu gewährleisten und so das Risiko eines Sprödbruchs ab der Quelle so gering wie möglich zu halten.
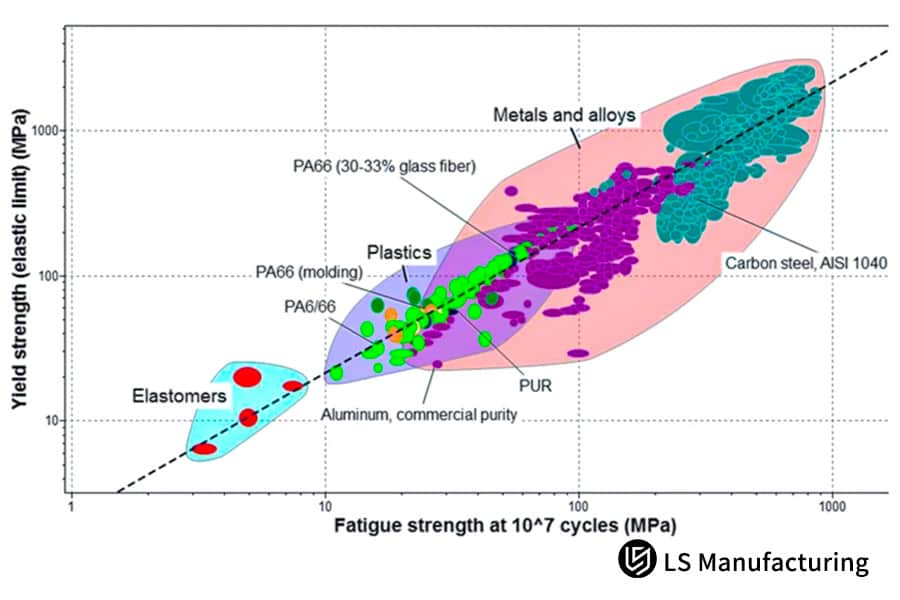
Abbildung 1: Vergleichstabelle zur Materialfestigkeit: Streckgrenze vs. Ermüdung.
Wie kann die physikalische Verformung von industriellem dickem Stahlblechgewebe beim Hochleistungslaserschneiden effektiv kontrolliert werden?
Bei der industriellen Herstellung dicker Stahlbleche ist die physikalische Verformung durch thermisches Schneiden ein häufiger Problempunkt, und die Verhärtung der Wärmeeinflusszone kann zu unebenen Kanten der dicken Platte führen, die ein sekundäres Präzisionsschleifen erfordern. Durch den Prozessvergleich haben wir die optimale Lösung gefunden.
Vergleich der Kernparameter für verschiedene Schneidprozesse
| Schneideprozess | Rechtwinkligkeit schneiden | Thermische Verformungsrate | Nachträgliche Verarbeitungsanforderungen | Anwendbare Plattenstärke |
| 20kW Faserlaser | ±0,1 mm/m | 8 % | Kein Nachschleifen erforderlich | 20-80mm |
| Plasmaschneiden | ±0,3 mm/m | 23 % | Schleifen erforderlich | 10-50mm |
| Autogenschneiden | ±0,5mm/m | 35 % | Mehrfaches Schleifen erforderlich | 15-60mm |
Kernprozessoptimierung zur thermischen Verformungskontrolle
Durch den Einsatz der wassergekühlten Umlaufschneidetechnologie können wir die thermische Verformung bei schweren industriellen Fertigungsprozessen für dicke Stahlbleche um 15 % reduzieren. Durch den Schneidprozess entstehen Kanten mit hoher Glätte, die keine zusätzliche Bearbeitung zum Schweißen erfordern. Diese Methode senkt sowohl den Arbeitsaufwand als auch den Zeitaufwand.
Wie erreicht man eine hochpräzise Winkelkompensation für die Umformung schwerer Bleche angesichts von Tausend-Tonnen-Druckmaschinen?
Umformdienste für schwere Metalle haben ihre Hauptschwierigkeit darin, die Kontrolle über Rückfederungsbewegungen zu behalten. Beim Biegen dicker Bleche entstehen Winkelabweichungen, die bei der Bearbeitung von Blechen mit einer Dicke von mehr als 50 mm noch ausgeprägter sind.
Der Montageprozess stößt auf schwerwiegende Probleme, wenn die Abweichung übermäßige Werte erreicht, die genaue Kompensationsmethoden zur Lösung erfordern.
Hochpräzise Winkelkompensationsausrüstung und Technologieunterstützung
Die 1200-Tonnen-CNC-Biegemaschine, die wir besitzen, verfügt über ein dynamisches mechanisches Kompensationssystem, das es uns ermöglicht, Rückfederungsdaten in Echtzeit zu überwachen, während wir automatische Winkeleinstellungen durchführen und eine präzise Kontrolle über die Rückfederungskapazität behalten, was zu einer genauen Formgebung führt.
Referenzbiegeparameter für verschiedene Plattendicken
Die Referenz-Biegeparameter für verschiedene Blechdicken lauten wie folgt:
|
Plattendicke (mm)
|
Biege-Innenradius (mm)
|
Verhältnis der Plattendicke zum Innenradius
|
Winkelfehlerkontrolle
|
Auftreten von Mikrorissen
|
|
20
|
20
|
1:1
|
±0,3°
|
Keine.
|
|
30
|
36
|
1:1.2
|
±0,4°
|
Keine.
|
|
50
|
65
|
1:1.3
|
±0,5°
|
Keine.
|
|
80
|
104
|
1:1.3
|
±0,5°
|
Keine.
|
Welche wichtigen Schweißprozesse können die Qualifikationsrate der Ultraschallprüfung von kundenspezifischen dicken Stahlteilen sicherstellen?
Die tragenden Kernstrukturen werden kundenspezifische schwere Stahlteile als primäre Strukturkomponente verwenden. Das Sicherheitsniveau hängt direkt von der Schweißqualität ab, die das UT/MT-Fehlererkennungssystem anhand seiner Erfolgsquote misst.
Wir verwenden mehrschichtiges, mehrlagiges Roboter-Unterpulverschweißen für das Blechfasenschweißen über 30 mm Dicke, um die Qualitätskontrolle sicherzustellen.
Kernprozesspunkte beim Dickblechschweißen
Vorwärmen: Durch das Vorwärmen auf 250℃ werden nicht nur die Temperaturunterschiede beim Schweißen kleiner, sondern es entsteht auch eine spannungsfreie Schweißung.
- Temperaturkontrolle zwischen den Durchgängen: Die Überwachung des Temperaturniveaus zwischen den Durchgängen von 180–220 °C durch kontinuierliche Messung erfolgt ebenfalls,um Heißrisse zu verhindern.
- Behandlung zum Stressabbau: Der Stressabbau nach dem Schweißen ist eine Möglichkeit, nicht nur die Festigkeit der Verbindung zu verbessern, sondern auch die Lebensdauer der Ausrüstung zu verlängern.
Standards und Garantien für zerstörungsfreie Prüfungen
Mit den oben genannten Verfahren können unsere kundenspezifischen schweren Stahlteile eine 100 % zerstörungsfreie UT/MT-Prüfung bestehen, die den Anforderungen der Belastungsklasse 1 entspricht, und gleichzeitig bleibt der Betrieb der Ausrüstung stabil.

Abbildung 2: Ultraschallprüfung von Schweißnähten an einem Metallteil zur Qualitätssicherung.
Wie entwickelt man einen groß angelegten Toleranzplan für die Fertigung dünner Bleche für übergroße dicke Blechteile?
Bei der Großserienfertigung dicker Bleche ist bei Teilen, die sehr groß sind und eine Länge von mehr als 6 Metern haben, aufgrund ihres Eigengewichts sehr wahrscheinlich, dass Messfehler auftreten, die letztendlich zu Montagefehlern führen.
Dies ist ein sehr großes Problem für gewöhnliche Auftragsfertiger, tatsächlich sind professionelle Messmethoden unverzichtbar.
Messgeräte und -methoden für extra große dicke Platten
Wir haben den Einsatz von FARO-Lasertrackern implementiert, um eine 3D-Inspektion der kundenspezifischen Teile mit einer Länge von über 6 Metern durchzuführen. Auf diese Weise sind wir in der Lage, die Dimensionsdaten genau zu erfassen, die nicht durch die gewichtsbedingte Verformung beeinträchtigt werden, sodass unsere Messungen garantiert präzise sind.
Maßtoleranzkontrollstandards und Kundenvorteile
Wir sind in der Lage, die Maßtoleranzen innerhalb angemessener Grenzen gut zu kontrollieren:
Die lineare Toleranz von 1,0 mm kann innerhalb einer Länge von 5 Metern eingehalten werden, die Toleranz der Bolzenlochposition beträgt 0,2 mm daher kann die Montage beim ersten Mal erfolgreich abgeschlossen werden, was wiederum den Kunden hilft, Zeit und Kosten für die Fehlerbehebung zu sparen.
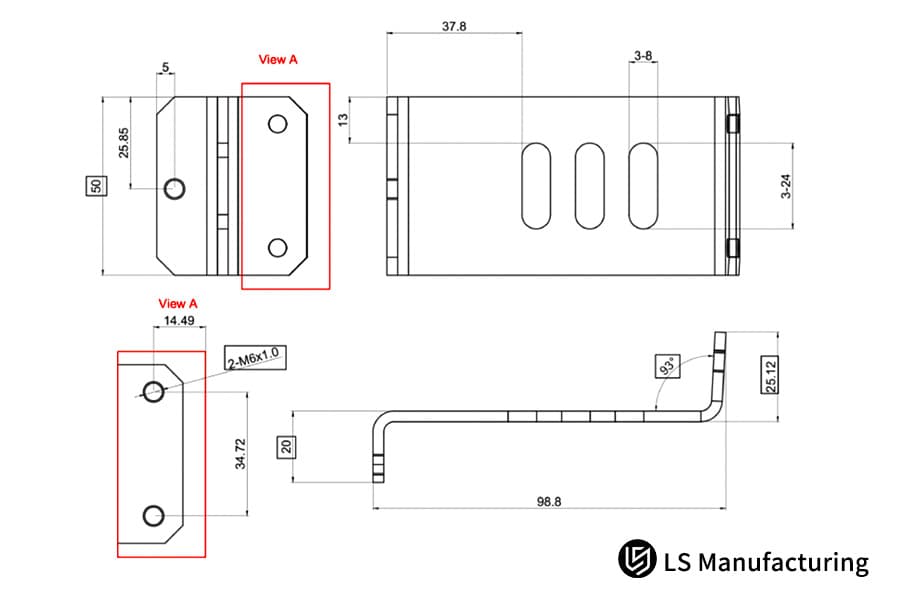
Abbildung 3: Eine technische Zeichnung eines gebogenen Metallteils mit Fertigungstoleranzen.
Wie wählt man die wirtschaftlichste Technologie zum Schneiden und Biegen dünner Stahlbleche basierend auf der Verschleißumgebung schwerer Maschinen?
Nach dem Schneiden und Biegen dicker Stahlbleche bestimmt die Korrosionsschutzbehandlung die Lebensdauer der Teile. Unterschiedliche Verschleißumgebungen erfordern entsprechende Korrosionsschutztechnologien. Wir vergleichen die Wirtschaftlichkeit der Prozesse anhand der Arbeitsbedingungen und bieten wirtschaftliche Lösungen.
Vergleich von Korrosionsschutzprozessen in verschiedenen korrosiven Umgebungen
| Korrosionsumgebungsgrad | Korrosionsschutzverfahren | Nutzungsdauer (Jahre) | Anwendbare Szenarien | Kosten (USD/㎡) |
| C3 (Gewöhnliche Atmosphäre) | Zinkreicher Primer | 8-10 | Landschwere Maschinen | 12-18 |
| C4 (Meeresatmosphäre) | Feuerverzinkung | 12-15 | Küstenhafenausrüstung | 25-32 |
| C4 (Salzsprühumgebung) | Pulverbeschichtung + zinkreiche Grundierung | 15-20 | Offshore-Bohrplattform | 30-38 |
| C3 (Feuchte Umgebung) | Gewöhnliche Sprühmalerei | 5-7 | Innenlagerausrüstung | 8-12 |
Beispiele für Korrosionsschutzprozesse in extremen Umgebungen
When we were dealing with the foundation of our offshore drilling platform, after cutting and bending the thick plate steel, we shot blasted the parts to Sa2.5 standard. Then, in order to guarantee a service life of more than 15 years, we applied a combined anti corrosion method of powder coating + zinc-rich primer.
Why Can LS Manufacturing Optimize Order Prices In The Heavy Duty Metal Fabrication Process?
High costs in heavy duty metal fabrication are at the center of our clients' worries. Lowering prices is only one way many processors try to cut costs. We focus on improving the whole process, where we keep accuracy, help our clients' prices and their cost effectiveness.
Cost Optimization of Raw Material Procurement Strategy
Our main raw material cost optimization strategies are:
- Direct Raw Material Sourcing: By directly sourcing from the leading worldwide steel mills, we avoid the extra costs that come from distributors, this way we manage to reduce the cost by 10%-15%.
- Nesting Optimization: Using sophisticated nesting software leads to a significant increase of material utilization rate i.e. from 75% to 88%, which in turn cuts down the material waste and costs.
Core Methods for Production Efficiency Optimization
Using a cutting edge nesting software to accurately position the heavy plates can increase material utilization from a mere 75% to 88%, which is far above the industry average, leading to a reduction in material wastage and consequently a drop in costs.
Not only that, but this lean production method also results in the heavy duty metal fabrication delivery time being shortened by approximately 30% on average.
Additionally, it enables our international clients to discover more competitive pricing solutions when they conduct price comparisons, thus directly giving a boost to the project conversion rates.
How To Improve The Fatigue Life Of The Entire Machine Structure Through Custom Thick Plate Steel Service?
The durability of the whole machine under fatigue conditions is largely determined by how the custom thick plate steel service is processed. In case of high frequency vibrations of heavy equipment, the occurrence of cracks due to the excessive residual stress in the components is quite easy. Skilled workmanship is one of the ways to get rid of such a threat effectively.
Residual Stress Removal Ways and Their Impacts
We perform stress relief by means of large scale automatic annealing furnaces.
Our interventions will hugely cut down the welding residual stress level to the tune of 70% while at the same time ensuring that the stress within the components is evenly distributed thereby lessening fatigue cracking from its source and also making the structure more stable.
Welding and Bending Processes Re-Designed and Re-Implemented
- Welding Upgrade: Robotic multi layer, multi pass welding is capable of reducing the welding defects while at the same time enhancing the fatigue resistance of the joints.
- Bending Control: Careful selection of bending radii avoids stress concentration in the localized areas and hence fatigue cracking should be minimized.
Thick plate parts processed by us can increase the fatigue life of the entire machine by more than 120%. High standard custom thick plate steel service can help customers save maintenance costs and improve their reputation. Contact us for technical evaluation.
LS Manufacturing Case: Customizing 45mm Reinforced Vibration Screen Side Plates For Global Mining Giants
Real-life examples are probably the best way to showcase what we can do in the heavy-gauge sheet metal fabrication industry. Recently, the tailored 45mm vibrating screen side plates we proposed to an Australian mining giant not only helped them overcome their difficulties but also cemented a fruitful partnership.
Major Issues of the Customer:
The Australian mining equipment manufacturer's original supplier of 45mm thickness HARDOX side plates underwent fatigue fracture after only 2000 hours of operation.
Besides the fracture, a deviation of 3mm in hole position resulted in difficulty during assembly and increased maintenance costs. Desperate for a solution, the company turned to us for a specialized fabrication solution.
LS Manufacturing Solution
- We formed an engineering squad to create a specially tailored heavy-gauge sheet metal fabrication system that would cater to the high frequency vibration, wear resistance, and load bearing aspects of vibrating screen side plates.
- We not only dropped the original supplier's partial hot bending process but also used a 1600-ton cold bending process instead. This kept the original physical properties of the HARDOX steel plate intact and eliminated the material performance degradation due to hot bending, thus fixing the fatigue fracture problem from its source.
- Automated precision drilling is carried out entirely by a large gantry machining center, which together with real time laser tracking, makes it possible to keep the hole spacing error within 0.2mm, thus solving the assembly problems.
- Adopting the robot multi-layer and multi pass submerged arc welding process, full transmission testing is carried out on the welding joints of the side plates to ensure the strength of the welding joints. At the same time, stress relief annealing treatment is carried out to reduce residual welding stress by 70%, further improving the fatigue resistance of the side plates.
Results and Value:
The solution has produced impressive results: the lifespan of the side plates has been extended from 2000 hours to over 6500 hours (a 225% improvement), hole positioning is now perfectly accurate, assembly efficiency has risen by 50%, and the overall unit cost has dropped by 35%, which has resulted in a long term cooperation agreement with the client.
If you also face problems such as cracking and dimensional deviations in thick plate processing, please view the detailed case report and contact us to customize a customized solution.

FAQs
Q1: What is the maximum thickness of steel plate that LS Manufacturing can process for bending?
We have a 2000-ton large scale CNC bending machine, and at present, we can stably perform precision bending and forming services on steel plates as thick as 80mm. This capability allows us to meet the heavy duty processing requirements of mining, marine engineering, and other industries.
Q2: What materials does your custom thick plate steel service support?
Our custom thick plate steel service is flexible with materials, including carbon steel (A36, Q355B), stainless steel (304/316L), wear resistant steel (Hardox series), and high strength plate (Q690D), to fit the different needs of various applications.
Q3: What is the typical tolerance range for processing large scale thick plate parts?
During large scale thick plate manufacturing within a 5-meter length, we can generally manage the linear tolerance within 1.0mm and the bolt hole position tolerance within 0.2mm, resulting in zero deviation when performing on site assembly.
Q4: How can I obtain a real time processing quote from LS Manufacturing?
Just upload your PDF or STEP drawings, and our senior engineers will contact you within 24 hours with a technical quotation that includes their process recommendations. The pricing is open, and there are no hidden costs.
Q5: Do you provide stress relieving heat treatment after welding of heavy plates?
Indeed, we have a very large automated annealing furnace that is capable of vibration aging or thermal aging treatment for custom heavy gauge steel parts. It is a rather effective way to cut down on residual welding stress by as much as 70%, ultimately preventing fatigue crack development.
Q6: How rough is the surface finish after thick plate cutting by LS Manufacturing?
Our 10,000 watt laser facility ensures our surface roughness is controlled at around Ra 12.5, which is a better performance than the traditional oxy-acetylene cutting. The cut edges can be welded directly without the need of secondary grinding.
Q7: Are you able to fabricate only welded structural components over 10 ton?
Yes, of course. Our heavy-duty workshop has a 32 ton overhead crane lifting system as one of its equipment. This system has been tailor made for industrial thick steel sheet fabrication and is capable of handling, with ease, the processing and transfer of single welded structural components weighing over 10 tons.
Q8: Why LS Manufacturing, not an ordinary small manufacturer?
It is due to the fact that we have the production line which covers the whole process from cutting to welding, hence no need for outsourcing and controlling quality and delivery efficiency by over 40%. Besides, we give full process customization services and are fully capable of heavy-gauge sheet metal fabrication.
Zusammenfassung
Heavy-gauge sheet metal fabrication is all about the perfect harmony of precision, materials, and methods. Details are what make the difference in safety and durability of the product.
LS Manufacturing combines the best equipment and a skilled engineering team to tackle the everlasting issues of heavy gauge sheet metal fabrication. As a result, LS Manufacturing has grown into a reliable partner of high end customizations for the industrial clients all over the world.
If you want a custom thick plate steel service supplier with a high level of precision, you can upload your drawings. We will do a free DFM analysis and provide you with a factory direct quote. It is our intention to help your projects through quality services.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


