Производство толстолистового металла: услуги по изготовлению толстолистовой стали на заказ
Написал
Gloria
Опубликовано
Apr 24 2026
Изготовление листового металла
Следуйте за нами
Производство толстолистового металла – это фундаментальная система поддержки в горнодобывающей, тяжелой и морской машиностроительной промышленности. Однако самой большой головной болью отрасли всегда была высокоточная механическая обработка.
Многие контрактные производители по-прежнему производят детали, которые легко ломаются, что, в свою очередь, приводит к стремительному росту затрат. В основном это происходит из-за отсутствия оборудования или надлежащего контроля внутреннего стресса.
В этой статье будет проанализировано обоснование обработки тяжелых металлов, сначала обсуждается, среди прочего, как выбрать правильный материал, какие методы гибки следует использовать для крупномасштабной обработки металлов давлением и как LS Manufacturing может предоставить полностью индивидуальные решения от начала до конца.
Из этой статьи вы получите глубокое представление о природе крупномасштабного производства металлов. Самое главное, что она поможет вам сохранить долговечность ваших проектов из тяжелого металла даже в самых сложных условиях, что по сути представляет собой профессиональное изготовление листового металла в в двух словах.
Вторичная шлифовка не требуется, сокращается цикл.
<тр>
Неквалифицированный контроль сварки
Роботизированная дуговая сварка под флюсом + мониторинг предварительного нагрева
100 % процент прохождения проверки UT/MT
Соответствует требованиям к несущей способности класса 1.
<тр>
Низкий коэффициент использования материала
Расширенное программное обеспечение для раскроя + прямые закупки на сталелитейном заводе
Коэффициент использования Увеличен с 75% до 88%
Сокращение затрат на сырье и повышение конкурентоспособности предложений.
Эта статья дает краткое представление об основных проблемах и решениях при обработке тяжелых листов. Наем профессиональных услуг по изготовлению листового металла — это один из способов помочь вам избежать опасностей, связанных с обработкой, сократить расходы и выполнить больше работы за меньшее время. Более подробная информация о каждом способе устранения проблемы появится в ближайшее время.
Почему стоит доверять производству толстолистового металла LS Manufacturing? Опыт изготовления крупногабаритных изделий по индивидуальному заказу
Выбирая LS Manufacturing в качестве партнера по производству толстолистового металла, вы выбираете компанию, которая может превратить технологические преимущества в реальную выгоду для клиентов, а не просто выбрасывать спецификации оборудования одну за другой.
Мы контролируем сырье на основе стандартов стальных пластин ASTM A6/A6M-21, таким образом, каждая пластина проверяется на прочность на разрыв. Кроме того, мы соблюдаем требования AWS. D1.1-2020 Строгие требования к спецификациям сварки стальных конструкций, которые являются гарантией качества нашей обработки от источника поставки.
Мы предлагаем клиентам конкурентоспособные расценки, выяснив, как напрямую получать материалы от сталелитейных заводов, и используя лучшее программное обеспечение для раскроя для использования материалов.
Наши собственные производственные линии позволяют нам отказаться от сторонних поставщиков, благодаря чему мы повысили эффективность доставки более чем на 40 %, а также устранили риск повреждений и задержек во время транспортировки.
Наши передовые методы, такие как спектральный анализ и обнаружение лазерного слежения, могут оказать большую помощь нашим высококлассным клиентам, которые борются с проблемами растрескивания и деформации толстых листов.
Наши возможности хорошо подтверждены реальными международными примерами, такими как 45-миллиметровые боковые пластины виброгрохота, которые были изготовлены по индивидуальному заказу для шахты в Австралии, и их срок службы был увеличен с 2000 часов до 6500 часов и более.
<блок-цитата>
Если у вас возникли трудности с услугами высокоточного изготовления листового металла, не стесняйтесь обращаться к нашим инженерам для бесплатного технико-экономического обоснования процесса и получения индивидуального решения, которое сделает ваш проект более экономичным и стабильным.
Почему предел текучести материалов является основным фактором, учитываемым при производстве толстолистового металла?
При изготовлении толстолистового листового металла предел текучести материала является основным фактором, влияющим на безопасность обработки и срок службы изделия. Фактически, выбор правильного материала может полностью исключить риск хрупкого разрушения. Кроме того, материал обычно подбирается под конкретный сценарий использования.
Основные варианты материалов в соответствии с различными средами применения
<ол>
Горнодобывающая промышленность и тяжелое машиностроение: Высокопрочная стальная пластина класса 50 по ASTM A572 (прочность на разрыв 450–550 МПа) — это тип стали, предназначенный для этого случая, который может выдерживать высокочастотную вибрацию и удары, тем самым предотвращая преждевременный выход компонентов из строя.
Типичные несущие конструкции: выбирается углеродистая сталь ASTM A36 (с пределом прочности на разрыв более 360 МПа), обеспечивающая справедливую цену и удовлетворяющая требованиям обработка толстых листов в обычном стиле.
Использование в износостойкости: Необходимо выбирать высокопрочные износостойкие стальные пластины, в том числе серии HARDOX, поскольку эти пластины с твердостью более 400HB служат защитным материалом для компонентов, которые подвергаются ежедневному эксплуатационному износу в вибрационных ситах и дробилках.
Основные советы по проверке качества сырья
Высокий углеродный эквивалент приводит к образованию холодных трещин при сварке толстых листов. Спектральный анализ и испытания на твердость мы проведем при поступлении сырья для плит толщиной более 25 мм, чтобы обеспечить их прочность на разрыв, таким образом сведя риск хрупкого разрушения к минимуму, начиная с источника.
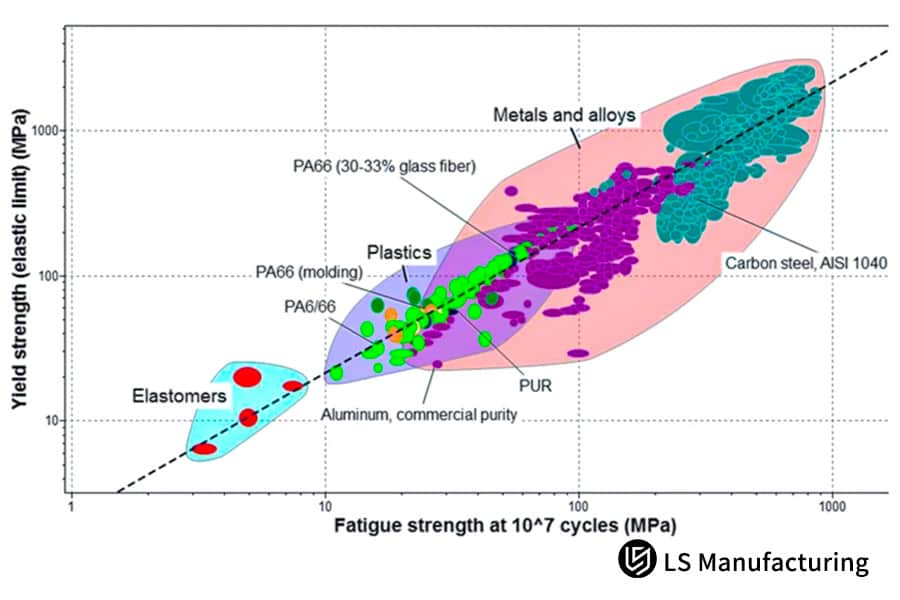
Рис. 1. Сравнительная таблица прочности материала: текучесть и усталость.
Как эффективно контролировать физическую деформацию промышленной толстой листовой стали при мощной лазерной резке?
При промышленном производстве толстых стальных листов физическая деформация при термической резке является распространенной проблемой, а упрочнение зоны термического воздействия может вызвать неровные края толстого листа, требующие вторичной точности шлифовка. Оптимальное решение мы нашли путем сравнения процессов.
Сравнение основных параметров для различных процессов резки
<тело>
<тр>
Процесс резки
Вырезать перпендикулярно
Скорость термической деформации
Требования к последующей обработке
Применимая толщина пластины
<тр>
Волоконный лазер 20 кВт
±0,1 мм/м
8%
Вторичное шлифование не требуется
20–80 мм
<тр>
Плазменная резка
±0,3 мм/м
23%
Требуется шлифовка
10–50 мм
<тр>
Резака ацетиленом
±0,5 мм/м
35%
Требуется многократное шлифование
15–60 мм
Оптимизация основного процесса для контроля термической деформации
Применение технологии циркуляционной резки с водяным охлаждением позволяет нам добиться снижения термической деформации на 15 % в тяжелых промышленных процессах изготовления толстых стальных листов. В процессе резки получаются кромки с высокой гладкостью, которые не требуют дополнительной обработки для сварки. Этот метод снижает как трудозатраты, так и затраты времени.
Как добиться высокоточной компенсации угла при обработке толстолистового металла под давлением в тысячи тонн?
Услуги по формованию толстолистового металла сталкиваются с основной трудностью, связанной с поддержанием контроля над пружинящими движениями. В процессе гибки толстых листов возникают угловые отклонения, которые становятся более выраженными при работе с листами толщиной более 50 мм.
Процесс сборки сталкивается с серьезными проблемами, когда отклонение достигает чрезмерных уровней, для устранения которых требуются точные методы компенсации.
Поддержка оборудования и технологий высокоточной угловой компенсации
Наша 1200-тонная гибочная машина с ЧПУ включает в себя динамическую механическую систему компенсации, которая позволяет нам отслеживать данные пружинения в режиме реального времени, в то время как мы выполняем автоматическую регулировку угла и поддерживаем точный контроль над силой упругости, что приводит к точной формовке.
Справочные параметры изгиба для пластин различной толщины
Справочные параметры изгиба для пластин различной толщины следующие:
<дел>
<тело>
<тр>
Толщина пластины (мм)
Внутренний радиус изгиба (мм)
Отношение толщины пластины к внутреннему радиусу
Контроль ошибок угла
Появление микротрещин
<тр>
20
20
1:1
±0,3°
Нет.
<тр>
30
36
1:1.2
±0,4°
Нет.
<тр>
50
65
1:1.3
±0,5°
Нет.
<тр>
80
104
1:1.3
±0,5°
Нет.
Какие ключевые процессы сварки могут обеспечить уровень квалификации ультразвукового контроля нестандартных деталей из толстолистовой стали?
В основных несущих конструкциях будут использоваться специально изготовленные детали из толстостенной стали в качестве основного конструктивного компонента. Уровень безопасности напрямую зависит от качества сварки, которое система дефектоскопии УТ/МТ измеряет по скорости прохождения.
Мы используем многослойную многопроходную роботизированную дуговую сварку под флюсом для сварки фасок пластин толщиной более 30 мм для обеспечения контроля качества.
Основные технологические точки при сварке толстых листов
Предварительный нагрев: предварительный нагрев до 250 ℃ не только уменьшает разницу температур во время сварки, но также приводит к получению сварного шва без напряжений.
<ул>
Контроль температуры между проходами: Также осуществляется контроль за уровнем температуры между проходами 180–220 ℃ путем непрерывного измерения во избежание образования горячих трещин.
Обработка для снятия напряжения: Проведение снятия напряжения после сварки – это способ не только повысить прочность соединения, но и продлить срок службы оборудования.
Стандарты и гарантии неразрушающего контроля
Используя описанные выше процедуры, наши изготовленные на заказ детали из толстостенной стали могут пройти 100% неразрушающий контроль UT/MT, который соответствует требованиям класса нагрузки 1, и в то же время работа оборудования остается стабильной.
Рис. 2. Ультразвуковой контроль сварных швов металлической детали для обеспечения качества.
Как разработать крупномасштабный план допусков при изготовлении тонких пластин для деталей из толстых пластин большого размера?
При крупномасштабном производстве толстых листов сверхбольшие детали длиной более 6 метров с большой вероятностью могут иметь ошибки измерения из-за собственного веса, что в конечном итоге приведет к сбою сборки. в конце концов.
Это очень большая проблема для рядовых контрактных производителей, ведь без профессиональных методов измерения не обойтись.
Оборудование и методы измерения для очень больших толстых пластин
Мы внедрили использование лазерных трекеров FARO для выполнения 3D-контроля индивидуальных деталей длиной более 6 метров. Таким образом, мы можем точно записывать данные о размерах, на которые не влияет деформация, вызванная весом, поэтому наши измерения гарантированно точны.
Стандарты контроля допусков на размеры и преимущества для клиентов
У нас есть возможность контролировать допуски на размеры в разумных пределах:
Линейный допуск 1,0 мм может поддерживаться на длине 5 метров, допуск положения болтового отверстия составляет 0,2 мм, поэтому сборка может быть успешно завершена с первого раза, что, в свою очередь, поможет клиентам сэкономить время и затраты на отладку.
Рис. 3. Технический чертеж изогнутой металлической детали с производственными допусками.
Как выбрать наиболее экономичную технологию резки и гибки тонколистовой стали с учетом условий износа тяжелого оборудования?
После резки и гибки толстолистовой стали срок службы деталей определяется антикоррозионной обработкой. Различные среды износа требуют соответствующих антикоррозионных технологий. Мы сравниваем экономическую эффективность процессов в зависимости от условий работы и предлагаем экономичные решения.
Сравнение антикоррозионных процессов в различных агрессивных средах
<тело>
<тр>
Уровень коррозионной среды
Процесс защиты от коррозии
Срок службы (лет)
Применимые сценарии
Стоимость (USD/㎡)
<тр>
C3 (Обычная атмосфера)
Грунтовка с высоким содержанием цинка
8–10
Наземная тяжелая техника
12–18
<тр>
C4 (Морская атмосфера)
Горячее цинкование
12–15
Оборудование прибрежного порта
25–32
<тр>
C4 (среда солевого тумана)
Порошковое покрытие + грунтовка с высоким содержанием цинка
15–20
Морская буровая платформа
30–38
<тр>
C3 (влажная среда)
Обычная окраска распылением
5–7
Оборудование для хранения в помещении
8–12
Примеры антикоррозионных процессов в экстремальных условиях
Когда мы занимались фундаментом нашей морской буровой платформы, после резки и гибки толстолистовой стали мы подвергли дробеструйную очистку деталей по стандарту Sa2,5. Тогда, чтобы гарантировать срок службы более 15 лет, мы применили комбинированный метод антикоррозионной защиты порошковая покраска+цинковая грунтовка.
Почему производство LS может оптимизировать цены на заказы в процессе изготовления тяжелых металлов?
Высокие затраты на производство тяжелых металлов находятся в центре беспокойства наших клиентов. Снижение цен – это лишь один из способов, с помощью которого многие перерабатывающие предприятия пытаются сократить расходы. Мы уделяем особое внимание совершенствованию всего процесса, сохраняя точность, помогая нашим клиентам снижать цены и повышать их экономическую эффективность.
Оптимизация затрат на стратегию закупок сырья
Наши основные стратегии оптимизации затрат на сырье:
<ол>
Прямой источник сырья: За счет прямых поставок от ведущих сталелитейных заводов мира мы избегаем дополнительных затрат, связанных с дистрибьюторами, таким образом нам удается снизить затраты на 10–15%.
Оптимизация раскроя: использование сложного программного обеспечения для раскроя приводит к значительному увеличению коэффициента использования материала, то есть с 75% до 88%, что в очередь сокращает материальные отходы и затраты.
Core Methods for Production Efficiency Optimization
Using a cutting edge nesting software to accurately position the heavy plates can increase material utilization from a mere 75% to 88%, which is far above the industry average, leading to a reduction in material wastage and consequently a drop in costs.
Not only that, but this lean production method also results in the heavy duty metal fabrication delivery time being shortened by approximately 30% on average.
Additionally, it enables our international clients to discover more competitive pricing solutions when they conduct price comparisons, thus directly giving a boost to the project conversion rates.
How To Improve The Fatigue Life Of The Entire Machine Structure Through Custom Thick Plate Steel Service?
The durability of the whole machine under fatigue conditions is largely determined by how the custom thick plate steel service is processed. In case of high frequency vibrations of heavy equipment, the occurrence of cracks due to the excessive residual stress in the components is quite easy. Skilled workmanship is one of the ways to get rid of such a threat effectively.
Residual Stress Removal Ways and Their Impacts
We perform stress relief by means of large scale automatic annealing furnaces.
Our interventions will hugely cut down the welding residual stress level to the tune of 70% while at the same time ensuring that the stress within the components is evenly distributed thereby lessening fatigue cracking from its source and also making the structure more stable.
Welding and Bending Processes Re-Designed and Re-Implemented
<ул>
Welding Upgrade: Robotic multi layer, multi pass welding is capable of reducing the welding defects while at the same time enhancing the fatigue resistance of the joints.
Bending Control: Careful selection of bending radii avoids stress concentration in the localized areas and hence fatigue cracking should be minimized.
<блок-цитата>
Thick plate parts processed by us can increase the fatigue life of the entire machine by more than 120%. High standard custom thick plate steel service can help customers save maintenance costs and improve their reputation. Contact us for technical evaluation.
LS Manufacturing Case: Customizing 45mm Reinforced Vibration Screen Side Plates For Global Mining Giants
Real-life examples are probably the best way to showcase what we can do in the heavy-gauge sheet metal fabrication industry. Recently, the tailored 45mm vibrating screen side plates we proposed to an Australian mining giant not only helped them overcome their difficulties but also cemented a fruitful partnership.
Major Issues of the Customer:
The Australian mining equipment manufacturer's original supplier of 45mm thickness HARDOX side plates underwent fatigue fracture after only 2000 hours of operation.
Besides the fracture, a deviation of 3mm in hole position resulted in difficulty during assembly and increased maintenance costs. Desperate for a solution, the company turned to us for a specialized fabrication solution.
LS Manufacturing Solution
<ол>
We formed an engineering squad to create a specially tailored heavy-gauge sheet metal fabrication system that would cater to the high frequency vibration, wear resistance, and load bearing aspects of vibrating screen side plates.
We not only dropped the original supplier's partial hot bending process but also used a 1600-ton cold bending process instead. This kept the original physical properties of the HARDOX steel plate intact and eliminated the material performance degradation due to hot bending, thus fixing the fatigue fracture problem from its source.
Automated precision drilling is carried out entirely by a large gantry machining center, which together with real time laser tracking, makes it possible to keep the hole spacing error within 0.2mm, thus solving the assembly problems.
Adopting the robot multi-layer and multi pass submerged arc welding process, full transmission testing is carried out on the welding joints of the side plates to ensure the strength of the welding joints. At the same time, stress relief annealing treatment is carried out to reduce residual welding stress by 70%, further improving the fatigue resistance of the side plates.
Results and Value:
The solution has produced impressive results: the lifespan of the side plates has been extended from 2000 hours to over 6500 hours (a 225% improvement), hole positioning is now perfectly accurate, assembly efficiency has risen by 50%, and the overall unit cost has dropped by 35%, which has resulted in a long term cooperation agreement with the client.
<блок-цитата>
If you also face problems such as cracking and dimensional deviations in thick plate processing, please view the detailed case report and contact us to customize a customized solution.
Часто задаваемые вопросы
Q1: What is the maximum thickness of steel plate that LS Manufacturing can process for bending?
We have a 2000-ton large scale CNC bending machine, and at present, we can stably perform precision bending and forming services on steel plates as thick as 80mm. This capability allows us to meet the heavy duty processing requirements of mining, marine engineering, and other industries.
Q2: What materials does your custom thick plate steel service support?
Our custom thick plate steel service is flexible with materials, including carbon steel (A36, Q355B), stainless steel (304/316L), wear resistant steel (Hardox series), and high strength plate (Q690D), to fit the different needs of various applications.
Q3: What is the typical tolerance range for processing large scale thick plate parts?
During large scale thick plate manufacturing within a 5-meter length, we can generally manage the linear tolerance within 1.0mm and the bolt hole position tolerance within 0.2mm, resulting in zero deviation when performing on site assembly.
Q4: How can I obtain a real time processing quote from LS Manufacturing?
Just upload your PDF or STEP drawings, and our senior engineers will contact you within 24 hours with a technical quotation that includes their process recommendations. The pricing is open, and there are no hidden costs.
Q5: Do you provide stress relieving heat treatment after welding of heavy plates?
Indeed, we have a very large automated annealing furnace that is capable of vibration aging or thermal aging treatment for custom heavy gauge steel parts. It is a rather effective way to cut down on residual welding stress by as much as 70%, ultimately preventing fatigue crack development.
Q6: How rough is the surface finish after thick plate cutting by LS Manufacturing?
Our 10,000 watt laser facility ensures our surface roughness is controlled at around Ra 12.5, which is a better performance than the traditional oxy-acetylene cutting. The cut edges can be welded directly without the need of secondary grinding.
Q7: Are you able to fabricate only welded structural components over 10 ton?
Yes, of course. Our heavy-duty workshop has a 32 ton overhead crane lifting system as one of its equipment. This system has been tailor made for industrial thick steel sheet fabrication and is capable of handling, with ease, the processing and transfer of single welded structural components weighing over 10 tons.
Q8: Why LS Manufacturing, not an ordinary small manufacturer?
It is due to the fact that we have the production line which covers the whole process from cutting to welding, hence no need for outsourcing and controlling quality and delivery efficiency by over 40%. Besides, we give full process customization services and are fully capable of heavy-gauge sheet metal fabrication.
Сводка
Heavy-gauge sheet metal fabrication is all about the perfect harmony of precision, materials, and methods. Details are what make the difference in safety and durability of the product.
LS Manufacturing combines the best equipment and a skilled engineering team to tackle the everlasting issues of heavy gauge sheet metal fabrication. As a result, LS Manufacturing has grown into a reliable partner of high end customizations for the industrial clients all over the world.
If you want a custom thick plate steel service supplier with a high level of precision, you can upload your drawings. We will do a free DFM analysis and provide you with a factory direct quote. It is our intention to help your projects through quality services.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.