
Die individuelle Blechfertigung bestimmt die Teilequalität, die Kosten und die Lieferzeit durch die Wahl zwischen Faserlaser- und Wasserstrahlschneiden.
Faserlaserschneiden ist die beste Option für dünne Bleche (1 mm–12 mm) mit einer Genauigkeit von 0,1 mm, Wasserstrahlschneiden ist die beste Option für dicke Bleche (30 mm und mehr) oder wärmeempfindliche Materialien (um thermische Verformung zu verhindern, 0,05 mm Rechtwinkligkeit). Mit der richtigen Wahl können Sie die Kosten um bis zu 25 % senken.
Einkaufsabteilungsleiter und Ingenieure sind manchmal verwirrt über Entscheidungen zum Blechschneiden. Fehlentscheidungen können zu materiellen Verlusten führen und die Kosten außer Kontrolle geraten lassen, vor allem weil es keine quantitativen Vergleiche der Prozesse gibt.
Dieser Artikel beschreibt anhand der Messdaten von LS Manufacturing technische Grenzen und bietet auswählbare Standards, um Sie dabei zu unterstützen, die richtigen Entscheidungen zu treffen, Kosten zu senken und die Produktivität zu verbessern.

Überblick über die wichtigsten Antworten zur Prozessauswahl für die kundenspezifische Blechfertigung
|
Schneideprozess
|
Anwendbare Materialien und Dicke
|
Toleranzgenauigkeit
|
Kernvorteile
|
Anwendbare Szenarien
|
|
Faserlaserschneiden
|
Kohlenstoffstahl, Edelstahl 1-12 mm, Aluminiumlegierung 1-8 mm.
|
±0,1mm
|
Hohe Effizienz, schmale Schnittfuge, geringer Materialverlust.
|
Massenproduzierte mittlere und dünne Platten, hochpräzise Standardteile.
|
|
Wasserstrahlschneiden
|
Alle Arten von Metallen ≥30 mm, wärmeempfindliche Legierungen.
|
±0,05-±0,15mm
|
Kaltverarbeitung, keine thermische Verformung, gute Vertikalität.
|
Dicke Platten, hitzeempfindliche Teile, Teile, die keiner Oxidation bedürfen.
|
|
Faserlaser (Stickstoffunterstützt)
|
Edelstahl, Aluminiumlegierung 1-6 mm.
|
±0,08mm
|
Keine Oxidschicht, glatter Abschnitt.
|
Präzisionsteile mit hohen Anforderungen wie medizinische und Luft- und Raumfahrtteile.
|
|
Wasserstrahl (Präzisionsgrad)
|
Speziallegierungen 20-100mm.
|
±0,05mm
|
Keine Wärmeeinflusszone, keine Änderung der Materialeigenschaften.
|
Industrielle Strukturteile, Präzisionsbearbeitung dicker Platten.
|
|
Zusammengesetzter Prozess
|
Komplexe Teile, kombinierte Teile mit mehreren Dicken.
|
±0,08mm
|
Effizienz und Qualität in Einklang bringen.
|
Maßgeschneiderte komplexe Blechteile.
|
Wir haben die Hauptunterschiede und idealen Szenarien der beiden Prozesse explizit detailliert beschrieben. Zusammen mit Folgetestdaten, Fallstudien und Entscheidungshilfen können wir Sie dabei unterstützen, die Anforderungen Ihres kundenspezifischen Blechfertigungsprojekts schnell zu identifizieren, Auswahlfehler zu vermeiden und Qualität und Kosten erfolgreich zu optimieren.
Warum sollten Sie sich für LS Manufacturing für die kundenspezifische Blechfertigung entscheiden? Hocheffizientes, hochpräzises Schneiden
Bei der Blechbearbeitung sind Ihre obersten Prioritäten zweifellos "Präzision, Effizienz und niedrige Kosten" und genau das ist LS Manufacturing bereit, Ihnen zu bieten.
Durch die ISO 9001:2015-Zertifizierung garantieren unsere Dienstleistungen Produktkonsistenz, reduzieren Nacharbeiten und tragen dazu bei, zusätzlichen Abfall zu reduzieren.
Dank des integrierten Aufbaus von LS Manufacturing mit mehreren 12-kW-Faserlasern und Hochdruckwasserstrahlen sind Sie in der Lage, mit unterschiedlichen Dicken im Bereich von 1 mm bis 100 mm zu arbeiten. Das bedeutet, dass Sie nicht mehr nach verschiedenen Lieferanten suchen müssen und die Kommunikationskosten eingespart werden.
Nehmen wir als Beispiel 12 mm Q235-Kohlenstoffstahl, Sie können mit einer Geschwindigkeit von 6000 mm/min schneiden, mit einer sehr schmalen Schnittfuge von nur 0,1 mm. Es sind 8 % mehr kundenspezifische Metallfertigungsteile, die Sie in einem einzigen 4'x8'-Blech erhalten können, was weniger Materialverschwendung und niedrigere Beschaffungskosten bedeutet.
Unsere dynamische Frequenzkompensationstechnologie bekämpft die Bildung von Randschlacke auf wärmeempfindlichen Teilen aus Aluminiumlegierung und ermöglicht eine Verarbeitungseffizienz, die achtmal höher ist als bei herkömmlichen Wasserstrahlen.
Bei der Bearbeitung dicker Bleche tragen hochpräzise Wasserstrahlen dazu bei, die Vertikalität innerhalb von 0,05 mm zu halten, wodurch Schleifprozesse überflüssig werden und die Produktionskosten pro Teil um 15–20 % gesenkt werden.
Darüber hinaus hält sich LS Manufacturing stets an AWS D1.1 Schweißstandard für Stahlkonstruktionen, der Ihnen Folgendes bietet Höchste Kontrolle über die Wärmeeinflusszone und die nachfolgenden Schweißnähte.
Wir haben maßgeschneiderte Lösungen für über 500 Kunden weltweit bereitgestellt und ihnen dabei geholfen, die Gesamtbeschaffungskosten um durchschnittlich 20 % zu senken. Wenn Sie Schwierigkeiten mit der Prozessauswahl haben, kontaktieren Sie unsere Ingenieure für eine kostenlose DFM-Prozessbewertung, um die optimale Verarbeitungslösung zu finden.

Warum kann das Faserlaserschneiden zur Effizienz erster Wahl für die hochpräzise kundenspezifische Blechfertigung werden?
Die Handhabung dünner bis mitteldicker Bleche (1 mm bis 12 mm) nimmt bei der kundenspezifischen Blechfertigung etwa 70 % der Arbeit ein. In diesem Bereich steht das Faserlaserschneiden in puncto Effizienz an der Spitze. Seine Hauptstärken, die hauptsächlich zur Einkommensgenerierung der Kunden beitragen, sind Geschwindigkeit, Präzision und Kosten.
Geschwindigkeits- und Energiedichtevorteile des Faserlaserschneidens
- Verarbeitung von Kohlenstoffstahl Q235: Die Schnittgeschwindigkeit beträgt 12.000 mm/min für 1 mm Dicke, 3.000 mm/min für 6 mm Dicke und 6.000 mm/min für 12 mm Dicke, was den Branchendurchschnitt deutlich übertrifft und die Produktion deutlich steigert Kapazität.
- Verarbeitung von Edelstahl 304: Schnittgeschwindigkeit von 2000 mm/min für 6 mm Dicke, wobei die Energiedichte perfekt auf 10^6 W/cm eingestellt wird, wodurch ein Überschmelzen des Materials verhindert wird und die gute Qualität des Schnitts erhalten bleibt.
Präzisions- und Kostenvorteile des Faserlaserschneidens
- Genauigkeit und Verlustbeschränkung: Mit nur 0,1 mm ist die Schnittfuge 50 % kleiner als beim Brennschneiden üblich. Das bedeutet, dass ein 4'x8' großes Blech 5–8 % mehr kundenspezifische Metallfertigungsteile aufnehmen kann, was zu einer Reduzierung der Materialkosten pro Teil um 3–5 % führt.
- Mechanisierung und Versand: Es kann mit automatisiertem Be- und Entladen und intelligenten Planungssystemen kombiniert werden, wodurch die Lieferzeit für Großserienproduktion um 40 % verkürzt wirdund manuelle Eingriffe und menschliche Fehler verringert werden.
Der Laserschneidservice für Bleche kann die Effizienz der Produktionslinie erheblich steigern. Auf diese Weise können Kunden der Massenproduktion die Kapazität erhöhen und die Stückkosten senken. Wenn sich das Projekt hauptsächlich auf mitteldünne Bleche konzentriert, können Sie unser Whitepaper zum maßgeschneiderten Laserschneidservice herunterladen, um mehr über spezifische Verarbeitungsparameter und Kostenrechnungsmethoden zu erfahren.
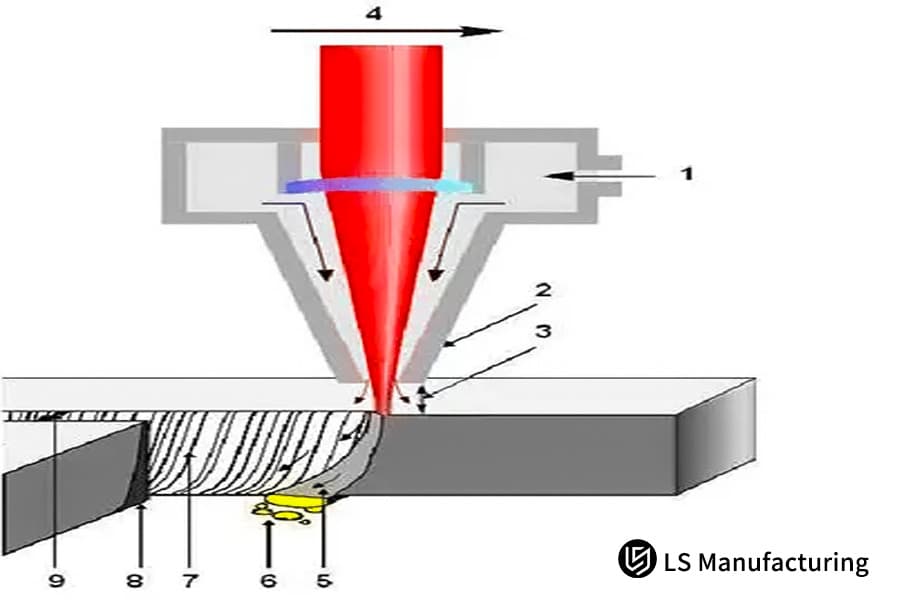
Abbildung 1: Ein technisches Diagramm, das einen Faserlaserstrahl zeigt, der mit hoher Präzision durch ein Metallblech schneidet.
Bei welcher Prozessherausforderung ist Wasserstrahl-Metallschneiden die einzige Lösung zur Vermeidung thermischer Materialverformung?
Manchmal kommt es bei der kundenspezifischen Blechfertigung zu Problemen, wenn die Bleche sehr dick sind oder die Materialien sehr hitzeempfindlich sind. In solchen Fällen könnte sich die Wärmeeinflusszone (HAZ) beim Faserlaserschneiden sogar als tödlicher Faktor des Prozesses erweisen.
Wasserstrahl-Metallschneideservice mit seinen Kaltverarbeitungseigenschaften löst dieses Problem wunderbar und ist die einzig praktikable Option.
Die typischsten Anwendungen des Wasserstrahlschneidens
- Bearbeitung dicker Bleche: Wird hauptsächlich für Metallbleche mit einer Dicke von mehr als 30 mm verwendet. Insbesondere wenn ein 50 mm dicker Kohlenstoffstahl mit einem Hochdruck-Wasserstrahl geschnitten wird, liegt die Rechtwinkligkeit bei 0,05 mm und der Winkel bei 1, was so genau ist, dass keine zusätzliche Bearbeitung erforderlich ist.
- Wärmeempfindliche Materialbearbeitung:Diese Methode eignet sich für Titanlegierungen, Hochtemperaturlegierungen und dergleichen, da die Verarbeitungstemperatur bei 50 °C liegt. Da keine Wärmeeinflusszone entsteht, wird eine Materialverhärtung verhindert und außerdem entstehen keine Oxidschichten oder Mikrorisse gebildet.
Wasserstrahlschneideparameter für dicke Platten aus verschiedenen Materialien
|
Materialtyp
|
Dicke
|
Wasserstrahl-Schneidgeschwindigkeit
|
Vertikalität
|
Notwendigkeit einer sekundären Verarbeitung
|
|
Kohlenstoffstahl
|
30mm
|
300mm/min
|
±0,05mm
|
Keine Notwendigkeit
|
|
Edelstahl
|
50mm
|
250mm/min
|
±0,08mm
|
Keine Notwendigkeit
|
|
Titanlegierung
|
20mm
|
200mm/min
|
±0,05mm
|
Keine Notwendigkeit
|
|
Aluminiumlegierung
|
40mm
|
350mm/min
|
±0,07mm
|
Keine Notwendigkeit
|
Wie sollte Faserlaser vs. Gleichgewichtsgenauigkeit und Querschnittsqualität beim Wasserstrahlschneiden beim Anpassen komplexer Teile?
Das Herzstück der kundenspezifischen Blechfertigung für komplizierte maßgeschneiderte Teile ist der Dreiklang aus Präzision, Schnittqualität und Kosten.
Die Entscheidung zwischen den Methoden Faserlaser- und Wasserstrahlschneiden sollte Teil des Dialogs über die Formen und Größen der herzustellenden Teile sein. Mithilfe realer Messdaten legen wir explizite Kriterien für diesen Kompromiss fest.
Vergleich der Kernleistung zweier Prozesse
|
Verarbeitungstechnologie
|
Schnittgeschwindigkeit
|
Schnittflächenrauheit (Ra)
|
Mindestkerfbreite
|
Mikroporen-Verarbeitungskapazität
|
Anpassbarkeit an komplexe Grafiken
|
|
Faserlaserschneiden
|
6000mm/min
|
3,2-6,3μm
|
0,1mm
|
Kann Mikrolöcher unter 0,5 mm verarbeiten.
|
Hoch, geeignet für Slots mit schmalem Abstand.
|
|
Wasserstrahlschneiden (Qualität 5)
|
300mm/min
|
1,6-3,2μm
|
1.0mm
|
Nicht geeignet für Mikrolöcher unter 1,5 mm.
|
Mittel, vorteilhafter für komplexe Grafiken dicker Platten.
|
Prozessauswahlprinzipien für komplexe Teile
- Feinstrukturierte Teile: Wenn Teile sehr kleine Löcher (weniger als 0,5 mm) oder einen sehr feinen Abstand haben, ist das Schneiden mit einem Faserlaser die beste Methode. Die kleinste fokussierte Punktgröße von 0,05 mm trägt nicht nur zu einer höheren Auflösung bei, sondern verhindert auch, dass das Material beschädigt wird.
- Teile mit großen Querschnittsmerkmalen: Wenn die Teile Ra3,2m erreichen und auch eine große Dicke haben müssen, ist Wasserstrahlschneiden die beste Methode. Da es sich um einen Kaltprozess handelt, ist der Querschnitt schön glatt und weist keine Oxidation auf, so dass ein anschließendes Schleifen nicht einmal erforderlich ist.
Zusammenfassend lässt sich sagen, dass sich das Faserlaserschneiden hervorragend für die Herstellung sehr detaillierter Teile eignet, während das Wasserstrahlschneiden besser für dicke Platten geeignet ist, die eine hohe Querschnittsqualität erfordern, was zusammen die genaue Qualität der Teile gewährleistet.
Abbildung 2: Eine Vergleichstabelle, die die wichtigsten Unterschiede zwischen Faserlaser- und Wasserstrahlschneidtechnologien hervorhebt.
Kann Ihr Blechbearbeitungsdienst die Materialbeschaffungskosten durch Optimierung der Schnittzugabe senken?
Eine genaue Kontrolle der Schnittfugenzugabe ist eine der wichtigsten Möglichkeiten zur Kostenoptimierung im Blechfertigungsdienst. Dieser Faktor blieb auch bei der Umsetzung von Kostensenkungsmaßnahmen stets im Dunkeln.
Nützlichkeit einer Schnittfugenzugabe beim Faserlaserschneiden
- Die Schnittfugenbreite ist ein wichtiger Faktor:Die Schnittfugenbreite beim Faserlaser beträgt nur 0,1 mm. Der Einsatz von Faserlaserschnitten kann die Materialverschwendung reduzieren und die Ausnutzung des Blechs erheblich steigern. Außerdem unterscheidet es sich von den herkömmlichen Methoden, da die Schnittfugenbreite 0,2–0,3 mm beträgt.
- Nutzung des Layoutsystems:Verschachtelte Software in Verbindung mit einer Schnittfuge von 0,1 mm ermöglicht ein Layout von Teilen auf die effizienteste Weise. Diese ermöglichen 5–8 % mehr kundenspezifische Metallfertigungsteilepro 4'x8' oder 5'x10' Blech.
Formel für Einsparungen bei der Schnittaufmaßoptimierung
- Einsparungen pro Charge: Wenn ein Unternehmen beispielsweise jeden Monat 100 Bleche aus Edelstahl 304 im Format 4'x8' für jeweils 200 US-Dollar kauft und nach der Systemoptimierung 8 bis 10 Bleche weniger schneidet, spart es 1.600 bis 2.000 US-Dollar monatlich.
- Langfristiger Wert: Neben der Einsparung von 19.200 bis 24.000 US-Dollar pro Jahr kann dieser Betrag auch zurückgestellt werden, um das Risiko von Preisschwankungen bei Rohstoffen zu mindern, die von Zeit zu Zeit zu Kostensenkungen und Effizienzsteigerungen führen laufen.
Neben der Suche nach einem kompetenten Blechbearbeitungsunternehmen, das die besten Teile herstellen kann, können diese eingesparten Kosten auch durch technische Optimierung genutzt werden. Wenn Sie Anforderungen an die Serienanpassung haben, kontaktieren Sie unsere Ingenieure für eine kostenlose Kostenberechnung nach der Materialoptimierung, um neue Potenziale zur Kostenreduzierung zu erschließen.
Fallstudie: Wie LS Manufacturing Präzisionsrahmen aus Edelstahl für die Medizingeräteindustrie anpasst und die Kosten um 25 % senkt?
The medical device sector sets a very high standard for custom sheet metal fabrication, including extremely accurate product dimensions, very fine surface qualities, as well as materials that can be used for medical purposes.
Through this case study, you will see how we have dealt with the client's main issues and, at the same time, reduced the price.
Client's Problem
A top-notch medical device manufacturer was looking to customize 6mm thick 316L stainless steel surgical stent frames with the condition that the edges should have absolutely no oxide layer and in addition, there should be no heat deformation, and the subsequent coating treatment with high demands.
The client had initially employed waterjet cutting and had a production of only 800 sets per month which could not satisfy the demand of 2,000 sets, and the cost per piece was $120, which brought quite a bit of cost pressure.
LS Manufacturing's Solution
- Pain Point Analysis: Main client desires were "no oxide, high efficiency, and low cost." Confirming the current waterjet cutting process not only was inefficient, high cost but also could not provide the features needed by the client.
- Process Selection: To meet the medical-grade requirements of no oxide and high precision, changing the process to "10,000-watt high pressure nitrogen fiber laser cutting, " was the best solution.
- Parameter Optimization: Auxiliary gas pressure was increased to 25 Bar and focal point was -3.0 mm. A specially designed anti-oxidation cutting head was used to completely eliminate the oxygen in the cutting area thus preventing oxidizing the metal surface.
- Sample Testing:Tests on 100 parts showed that the part cut surface roughness Ra was 1.6μm and there was no oxide layer, so there was no sandblasting requirement. The perpendicularity limitation was 0.08 mm, which is medically acceptable.
- Layout Optimization: The nest layout was improved. Number of parts from a 4'x8' 316L stainless steel sheet load was increased from 12 to 14 leading to less material waste and cost reduction.
Results and Value:
Process changes helped to rework the production system.
- The production efficiency was improved by 60%, with a monthly output of 2500 sets.
- The cost of each part dropped to $90 (a 25% decrease), which led to an annual saving of $72,000.
- Besides that, all parts were 100% compliant with the medical grade salt spray test and their service life was extended by 30%.
- After process modifications, the manufacturing time per piece was cut from 15 minutes/piece to 6 minutes/piece, production efficiency was increased by 60%.
- The monthly production output seldom fell below 2,500 sets, which was well above the customer requirement.
- The overall procurement cost per part was reduced from $120 to $90, a 25% cut, resulting in the customer saving $72,000 annually.
- Also, all parts underwent 100% medical grade salt spray test successfully and their service life was increased by 30%.
This is a clear case that proper process selection should be at the heart of matching customer's needs and our capabilities to switch processes can give the best solution for custom sheet metal fabrication in high end fields like the Medical Industry.
If you have needs for precision stainless steel frames or other medical-grade sheet metal parts customization, please contact our expert team for a customized solution and quote.

How To Accurately Select The Most Suitable Sheet Metal Laser Cutting Service Based On The Thickness And Material Hardness Of The Sheet Metal?
Knowing a sheet metal laser cutting service helps a lot after you find out what sheet thickness and material characteristics are. Actually, various materials and thicknesses will hardly be through by laser cutting parameters as well as by the resulting effects.
Just grabbing a model without paying attention may bring you quality problems and wastes of money very easily. We offer highly accurate matching solutions based on the very latest 2026 standards.
Laser Cutting Parameter Matching for Common Materials
- Carbon Steel and Stainless Steel:
For thoroughly working on Q235 carbon steel 1-12mm, 6-12kW power and oxygen assistance seem to be the perfect set of features to both control the speed and avoid slag formation.On the other hand, for 304 stainless steel 1-8mm, our recommendations are to use 8-12kW power and nitrogen assistance so as to effectively suppress oxidation.
- Special Alloys:
For aluminum alloy 1-6mm, 12kW power and nitrogen assistance are our suggestions, while anti-reflection technology being used for the protection of the equipment, for titanium alloy 1-4mm, 12kW power and argon assistance are our advice to help in balancing of energy and preventing thermal deformation.
Key Considerations for Laser Cutting
- Highly reflective metals processing:
Mixing anti-reflection technology (back-reflection protection) enabled us to solve the cutting problems of aluminum alloy and copper, so we can continuously cut and avoid breakdown of the equipment.
- Parameter adjustment:
It is crucial to change the power and feed speed according to the thickness of the sheet to be cut. For example, if you work with ultra-high strength steel (1-8mm), you will have to decrease the feed speed in order to keep the quality of the cut while also meeting the requirements of the industrial structural components.
|
Material Type |
Thickness Range |
Recommended Laser Power |
Auxiliary Gas |
Key Notes |
Adaptability to Custom Metal Fabrication Parts |
|
Q235 Carbon Steel |
1-12mm |
6-12kW |
Oxygen |
Control cutting speed to avoid dross. |
High, suitable for mass-produced standard parts. |
|
304 Stainless Steel |
1-8mm |
8-12kW |
Nitrogen |
Prevent oxidation and optimize focus position. |
High, suitable for precision parts. |
|
Aluminum Alloy |
1-6mm |
12kW |
Nitrogen |
Adopt anti-reflection technology to avoid equipment damage. |
Medium, suitable for lightweight parts. |
|
Titanium Alloy |
1-4mm |
12kW |
Argon |
Control energy density to avoid thermal deformation. |
Medium, suitable for high-end customized parts. |
|
Ultra-High Strength Steel |
1-8mm |
12kW |
Nitrogen |
Reduce feed speed to ensure cutting quality. |
High, suitable for industrial structural parts. |
Our anti-reflection technology is a powerful solution to the tough problem of cutting highly reflective metals like aluminum alloys and copper. Besides ensuring continuous cutting without interruption, this technology also prevents equipment failure. If you don't know what laser parameters suit your sheet metal, just upload your CAD drawings and you will get free process selection advice.
Figure 3: Several metal samples with cut edges, showcasing results from different cutting processes like laser and waterjet.
Why Is It Necessary To Strictly Control The Heat Affected Zone In Industrial Sheet Metal Fabrication To Ensure Subsequent Welding Strength?
In the field of industrial sheet metal fabrication, the laser cutting stage has a major impact on how the parts will be bent and welded later on. Controlling the heat-affected zone (HAZ), i.e. the small surface layer that is altered by being heated, is critical for weld strength and is something that is commonly neglected.
Potential Hazards of the Heat-Affected Zone
Fiber laser cutting creates a 0.1-0.3mm thick surface layer with different mechanical properties (i.e. a heat affected zone or HAZ) that if uncontrolled can cause:
- Too much springback during CNC bending leading to bending accuracy deviations of up to 0.2mm, thus impacting assembly.
- Lowering the weld toughness of the structural components that will be welded, thus increasing the chances of microcracks and failure to meet the AWS D1.1 requirements for steel structure welding.
Heat-Affected Zone Control Scheme
- Parameter Optimization: To limit the HAZ to 0.1mm, reduce energy density and increase cutting speed, which will also keep the weld strength at least 95% of the base metal.
- Auxiliary Processing: For very high demand projects, a 0.2mm machining allowance is left for subsequent precision grinding to remove the hardened layer, areas of critical welding are processed by the water jet method to completely eliminate the HAZ.
How Can Professional Industrial Sheet Metal Fabrication Manufacturers Ensure Stable Delivery Time Through Equipment Redundancy?
Stable delivery times are a fundamental customer requirement in industrial sheet metal fabrication. Delivery delays are mainly caused by equipment failures and maintenance downtime. We implement an equipment redundancy strategy to provide a "zero delay" delivery guarantee.
Equipment Redundancy System Construction
Our company has several 12kW laser cutting machines and high pressure water jets of the same specifications to set up an "equipment hot backup" system.
In case a single piece of equipment is broken down or is under maintenance, the production line can be immediately switched and the backup equipment can be running within 10 minutes, thus completely avoiding the downtime and ensuring uninterrupted production.
Auxiliary Measures for Delivery Time Guarantee
We implement a 24/7 lights out production mode, along with an intelligent scheduling system aimed at unattended continuous production, thus not only improving efficiency but also reducing the risks of delivery time. Heavy asset investment is turned into a "zero delay" brand promise, satisfying the requirements of high value procurement.
FAQs
Q1: What are the achievable tolerances for laser cutting and waterjet cutting in sheet metal processing?
Our fiber laser is capable of achieving a positioning accuracy of 0.1mm (ideal for 1-12mm thin plates). However, precision waterjet cutting can consistently maintain a tolerance of 0.05-0.15mm when working on thick plates.
Q2: Why do you suggest giving fiber laser cutting a higher priority when producing high precision aluminum alloy parts?
By combining fiber laser with our dynamic frequency compensation technology, we have achieved a method of eliminating the issue of the accumulation of slag on aluminum alloys after processing. The processing speed is 5-10 times faster than that of waterjet cutting, resulting in a drastic increase in efficiency and a reduction in costs.
Q3: How does LS Manufacturing ensure the perpendicularity of the cut for ultra thick carbon steel plates exceeding 25mm?
LS Manufacturing's solution to the problem is to utilize a powerful waterjet or a laser head, which is compensated for bevel. By lowering the speed and raising the gas flow, we can guarantee that the bevel angle is kept within 1 therefore fulfilling the requirements of thick plates.
Q4: Does fiber laser cutting change the chemical properties of the edges of stainless steel parts?
In some cases when cutting with oxygen, the metal surface can be oxidized. We usually cut the metal with high pressure nitrogen to protect the metal color naturally and also make it easier to weld without doing any extra work.
Q5: My drawing requires extremely small micro holes. Will waterjet cutting cause chipping?
Waterjet cutting micro holes smaller than 1.5mm may cause chipping. To prevent damage in the weak parts of the material, we advise laser pre-drilling or usage of a complete laser setup.
Q6: When customizing sheet metal parts in bulk, which process can help me obtain a more competitive quote?
For large volume workpieces with thickness less than 10mm, fiber laser cutting has such a high production rate per hour that a price of only 40% higher than waterjet cutting would significantly lower your bulk purchase costs.
Q7: If my parts require mirror polishing, what are the considerations for choosing the cutting process?
It would be best if you consider laser cutting together with our surface finishing procedure so that you can minimize grinding after processing, get a surface roughness of around Ra1.6, and be ready for mirror polishing.
Q8: Will LS Manufacturing allow uploading of CAD drawings for a free evaluation of the DFM process?
Yes, Our engineers will give you process recommendations and price quotes based on your drawings in 24 hours to help you achieve a balance between manufacturability and cost.
Summary
Fiber laser cutting is a good way to cut medium or thin plates in custom sheet metal fabrication and Waterjet cutting is a good choice for thick plates and heat sensitive materials (quality assurance). Material thickness tolerances, and post processes should be considered when deciding both methods.
The right process can save 20%-25% of costs and speed up delivery times. With top notch equipment and technology, LS Manufacturing assists customers in choosing the best balance of cost, quality, and delivery time.
Upgrade your precision sheet metal supply chain. Get in touch with one of our experts now or upload your STEP/DXF files to receive a personalized DFM evaluation and price. Take advantage of our 24-hour rapid quote service and get a cheap custom sheet metal fabrication solution.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


