
La fabrication de tôles sur mesure détermine la qualité de la pièce, le coût et le délai de livraison grâce au choix entre la découpe au laser à fibre et au jet d'eau.
La découpe laser fibre est la meilleure option pour les feuilles fines (1 mm-12 mm) avec une précision de 0,1 mm, la découpe au jet d'eau est la meilleure option pour les feuilles épaisses (30 mm et plus) ou les matériaux sensibles à la chaleur (afin d'éviter toute déformation thermique, perpendiculaire de 0,05 mm). Faire le bon choix peut réduire les coûts jusqu'à 25 %.
Les chefs de service des achats et les ingénieurs sont parfois déconcertés par les décisions de découpe de tôle. De mauvaises décisions peuvent entraîner des pertes matérielles et une augmentation des coûts incontrôlable, principalement en raison de l'absence de comparaisons quantitatives des processus.
Cet article, utilisant les données mesurées de LS Manufacturing, délimite les limites techniques et propose des normes sélectionnables pour vous aider à faire les bons choix, à réduire les coûts et à améliorer la productivité.

Présentation des réponses principales pour la sélection du processus de fabrication de tôlerie personnalisé
|
Processus de découpe
|
Matériaux et épaisseurs applicables
|
Précision de tolérance
|
Principaux avantages
|
Scénarios applicables
|
|
Découpe laser fibre
|
Acier au carbone, acier inoxydable 1-12 mm, alliage d'aluminium 1-8 mm.
|
±0,1 mm
|
Haute efficacité, trait de scie étroit, faible perte de matière.
|
Plaques moyennes et fines produites en série, pièces standard de haute précision.
|
|
Découpe au jet d'eau
|
Toutes sortes de métaux ≥30 mm, alliages sensibles à la chaleur.
|
±0,05-±0,15 mm
|
Traitement à froid, pas de déformation thermique, bonne verticalité.
|
Plaques épaisses, pièces sensibles à la chaleur, pièces ne nécessitant aucune oxydation.
|
|
Laser à fibre (assisté par l'azote)
|
Acier inoxydable, alliage d'aluminium 1-6 mm.
|
±0,08 mm
|
Pas de couche d'oxyde, section lisse.
|
Pièces de précision hautement exigeantes telles que les pièces médicales et aérospatiales.
|
|
Jet d'eau (qualité de précision)
|
Alliages spéciaux 20-100 mm.
|
±0,05 mm
|
Aucune zone affectée par la chaleur, aucun changement dans les propriétés du matériau.
|
Pièces structurelles industrielles, traitement de précision des plaques épaisses.
|
|
Processus composite
|
Pièces complexes, pièces combinées multi-épaisseurs.
|
±0,08 mm
|
Équilibrer efficacité et qualité.
|
Pièces de tôlerie complexes personnalisées.
|
Nous avons détaillé explicitement les principales différences et les scénarios idéaux des deux processus. En plus des données de test de suivi, des études de cas et des outils de prise de décision, nous pouvons vous aider à identifier rapidement les exigences de votre projet de fabrication de tôlerie personnalisé, en évitant les erreurs de choix et en réussissant la double optimisation de la qualité et du coût.
Pourquoi choisir LS Manufacturing pour la fabrication de tôles sur mesure ? Coupe haute efficacité et haute précision
Dans la fabrication de tôles, vos principales priorités sont sans aucun doute "la précision, l'efficacité et le faible coût" et c'est exactement ce que LS Manufacturing est prêt à vous offrir.
Étant certifiés ISO 9001:2015, nos services garantissent la cohérence des produits, réduisent les retouches et contribuent à réduire les déchets supplémentaires.
Grâce à la configuration intégrée de LS Manufacturing comprenant plusieurs lasers à fibre de 12 kW et des jets d'eau à haute pression, vous êtes capable de travailler avec différentes épaisseurs allant de 1 mm à 100 mm. Cela signifie que vous n'aurez plus besoin de rechercher différents fournisseurs et que les coûts de communication seront économisés.
Prenons comme exemple l'acier au carbone Q235 de 12 mm, vous pouvez couper à une vitesse de 6 000 mm/min, avec un trait de scie très étroit de seulement 0,1 mm. C'est 8 % de pièces de fabrication métallique personnalisées en plus que vous pourrez obtenir dans une seule feuille de 4'x8', ce qui signifie moins de gaspillage de matériaux et des coûts d'approvisionnement réduits.
Notre technologie de compensation dynamique de fréquence résout l'accumulation de scories sur les bords des pièces en alliage d'aluminium sensibles à la chaleur, permettant une efficacité de traitement 8 fois supérieure à celle des jets d'eau traditionnels.
Lorsqu'il s'agit de traitement de plaques épaisses, les jets d'eau de haute précision aident à maintenir la verticalité à 0,05 mm près, évitant ainsi le besoin de processus de meulage et entraînant une réduction de 15 à 20 % du coût de production par pièce.
Au-delà de cela, LS Manufacturing se conforme toujours à Norme AWS D1.1 pour le soudage des structures en acier, fournissant vous avez le plus grand contrôle sur la zone affectée par la chaleur et les soudures ultérieures.
Nous avons fourni des solutions personnalisées à plus de 500 clients dans le monde, les aidant à réduire les coûts globaux d'approvisionnement de 20 % en moyenne. Si vous avez des difficultés avec la sélection du processus, contactez nos ingénieurs pour une évaluation gratuite du processus DFM afin de correspondre à la solution de traitement optimale.

Pourquoi la découpe laser à fibre peut-elle devenir le premier choix en termes d'efficacité pour la fabrication de tôles personnalisées de haute précision ?
La manipulation de tôles fines à moyennement épaisses (1 mm à 12 mm) représente environ 70 % du travail de fabrication de tôles sur mesure. Dans ce domaine, la découpe laser fibre arrive en tête du classement en termes d'efficacité. Ses principaux atouts qui contribuent principalement à la génération de revenus des clients sont la rapidité, la précision et le coût.
Avantages en termes de vitesse et de densité d'énergie de la découpe laser à fibre
- Traitement de l'acier au carbone Q235 : La vitesse de coupe atteint 12 000 mm/min pour une épaisseur de 1 mm, 3 000 mm/min pour une épaisseur de 6 mm et 6 000 mm/min pour une épaisseur de 12 mm, dépassant largement la moyenne du secteur et augmentant considérablement la production. capacité.
- Traitement de l'acier inoxydable 304 : Vitesse de coupe de 2000 mm/min pour 6 mm d'épaisseur, avec une densité énergétique parfaitement contrôlée à 10^6 W/cm, évitant ainsi une surfusion du matériau et conservant ainsi la bonne qualité de coupe.
Avantages de précision et de coût de la découpe laser fibre
- Précision et restriction de perte : La saignée étant de seulement 0,1 mm, elle est 50 % plus petite que ce qui est habituel en oxycoupage. Cela signifie qu'une feuille de 4'x8' peut contenir 5 à 8 % de pièces de fabrication métallique personnalisées en plus, ce qui entraîne une réduction du coût des matériaux par pièce de 3 à 5 %.
- Mécanisation et expédition : Il est capable d'être combiné avec des systèmes de chargement et de déchargement automatisés et de planification intelligente, réduisant ainsi de 40 % le délai de livraison pour la production à grande échelle ainsi que les interventions manuelles et les erreurs humaines.
Le service de découpe laser de tôle peut améliorer dans une large mesure l'efficacité de la ligne de production. De cette manière, les clients de la production de masse peuvent augmenter leur capacité et réduire leurs coûts unitaires. Si le projet se concentre principalement sur des plaques moyennement fines, vous pouvez télécharger notre livre blanc sur le service de découpe laser personnalisé pour en savoir plus sur les paramètres de traitement spécifiques et les méthodes de comptabilité analytique.
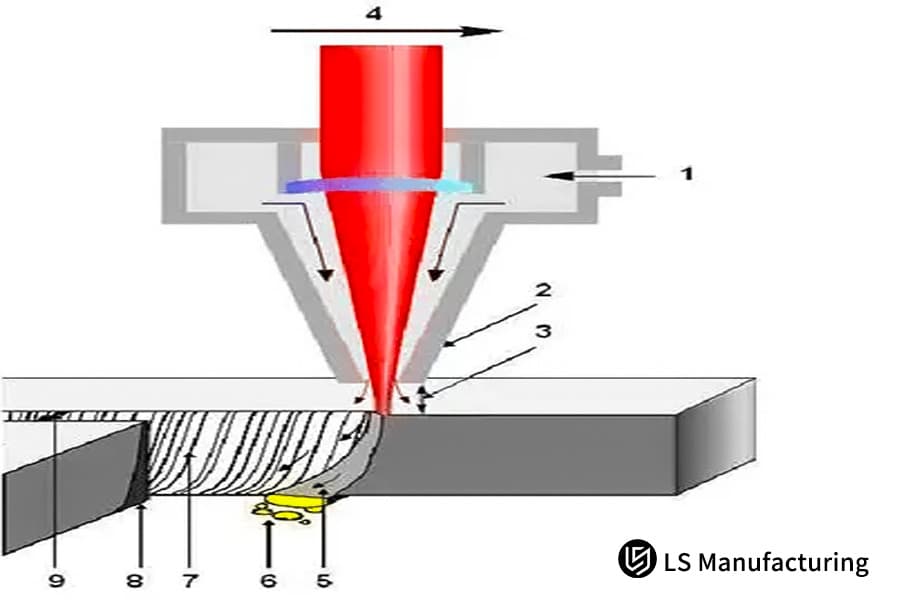
Figure 1 : Un schéma technique montrant un faisceau laser à fibre coupant une tôle avec une grande précision.
Dans quel défi de processus le service de découpe de métaux au jet d'eau est-il la seule solution pour éviter la déformation thermique des matériaux ?
Parfois, la fabrication de tôles sur mesure se bloque lorsque les plaques sont très épaisses ou lorsque les matériaux sont très sensibles à la chaleur. Dans de tels cas, la zone affectée thermiquement (ZAT) due à la découpe laser fibre pourrait même s'avérer être le facteur fatal du processus.
Service de découpe de métal au jet d'eau avec ses propriétés de traitement à froid résout magnifiquement ce problème et constitue la seule option viable.
Applications les plus typiques de la découpe au jet d'eau
- Usinage de plaques épaisses : principalement utilisé pour les tôles de plus de 30 mm d'épaisseur. En particulier, si un acier au carbone de 50 mm d'épaisseur est découpé au jet d'eau à haute pression, la perpendiculaire sera inférieure à 0,05 mm et l'angle sera de 1, ce qui est si précis qu'aucun traitement supplémentaire n'est requis.
- Usinage de matériaux sensibles à la chaleur : Cette méthode convient aux alliages de titane, aux alliages à haute température, etc., car la température de traitement est de 50. Puisqu'aucune zone affectée par la chaleur n'est créée, le durcissement du matériau est éliminé et, de plus, aucune couche d'oxyde ou microfissure n'est créée. formé.
Paramètres de découpe au jet d'eau pour des plaques épaisses de différents matériaux
|
Type de matériau
|
Épaisseur
|
Vitesse de découpe au jet d'eau
|
Verticalité
|
Besoin d'un traitement secondaire
|
|
Acier au carbone
|
30 mm
|
300 mm/min
|
±0,05 mm
|
Pas besoin
|
|
Acier inoxydable
|
50 mm
|
250 mm/min
|
±0,08 mm
|
Pas besoin
|
|
Alliage de titane
|
20 mm
|
200 mm/min
|
±0,05 mm
|
Pas besoin
|
|
Alliage d'aluminium
|
40 mm
|
350 mm/min
|
±0,07 mm
|
Pas besoin
|
Comment le laser à fibre devrait-il être comparé au laser à fibre ? Précision de l'équilibre de découpe au jet d'eau et qualité transversale lors de la personnalisation de pièces complexes ?
Au cœur de la fabrication de tôles sur mesure pour des pièces sur mesure complexes se trouve la triade précision, qualité des sections et coût.
Prendre une décision entre les méthodes de laser à fibre et découpe au jet d'eau devrait faire partie du dialogue lié aux formes et aux tailles des pièces à fabriquer. Nous établissons des critères explicites pour ce compromis à l'aide de données de mesure réelles.
Comparaison des performances de base de deux processus
|
Technologie de traitement
|
Vitesse de coupe
|
Rugosité de la surface de coupe (Ra)
|
Largeur de saignée minimale
|
Capacité de traitement des micropores
|
Adaptabilité aux graphiques complexes
|
|
Découpe laser fibre
|
6 000 mm/min
|
3,2-6,3μm
|
0,1 mm
|
Peut traiter des microtrous inférieurs à 0,5 mm.
|
Élevé, adapté aux emplacements à pas étroit.
|
|
Découpe au jet d'eau (qualité de niveau 5)
|
300 mm/min
|
1,6-3,2μm
|
1,0 mm
|
Ne convient pas aux microtrous inférieurs à 1,5 mm.
|
Moyen, plus avantageux pour les graphiques complexes de plaques épaisses.
|
Principes de sélection de processus pour les pièces complexes
- Pièces à structure fine : Si les pièces ont de très petits trous (moins de 0,5 mm) ou un pas très fin, la découpe laser fibre est la meilleure façon de le faire. La plus petite taille de point focalisé de 0,05 mm permet non seulement d'obtenir une résolution plus élevée, mais empêche également le matériau d'être endommagé.
- Pièces avec de grandes caractéristiques transversales : Lorsque les pièces doivent atteindre Ra3,2m et avoir également une grande épaisseur, la découpe au jet d'eau est la meilleure méthode. Puisqu'il s'agit d'un processus à froid, la section transversale sera agréable et lisse sans oxydation, donc le broyage ultérieur ne sera même pas nécessaire.
En résumé, la découpe laser à fibre est idéale pour fabriquer des pièces très détaillées, tandis que la découpe au jet d'eau fonctionne mieux pour les plaques épaisses qui nécessitent une qualité de coupe transversale élevée, ce qui garantit ensemble la qualité précise des pièces.
Figure 2 : Un tableau comparatif mettant en évidence les principales différences entre les technologies de découpe au laser à fibre et au jet d'eau.
Votre service de fabrication de tôle peut-il réduire les coûts d'approvisionnement en matériaux en optimisant la surépaisseur de coupe ?
Un contrôle précis de la tolérance de saignée est l'un des moyens les plus importants d'optimiser les coûts dans le service de fabrication de tôlerie. Ce facteur a toujours été ignoré, même lorsque des mesures de réduction des coûts ont été mises en œuvre.
Utilité d'une tolérance de saignée dans la découpe laser fibre
- La largeur de saignée est un facteur majeur : La largeur de la saignée de découpe au laser à fibre n'est que de 0,1 mm. L'utilisation de découpes laser à fibre peut réduire le gaspillage de matériaux et augmenter considérablement l'utilisation de la feuille. En outre, elle est différente des méthodes traditionnelles où la largeur de saignée est de 0,2 à 0,3 mm.
- Exploitation du système de disposition :Un logiciel imbriqué associé à une saignée de 0,1 mm permet de disposer les pièces de la manière la plus efficace possible. Ceux-ci permettent 5 à 8 % de pièces de fabrication métallique personnalisées en plus par feuille de 4'x8' ou 5'x10'.
Formule pour réaliser des économies dans l'optimisation de la surépaisseur de coupe
- Économies par lot : Par exemple, si une entreprise achète 100 feuilles d'acier inoxydable 304 de 4'x8' à 200 $ pièce chaque mois et coupe 8 à 10 feuilles de moins après l'optimisation du système, elle économisera entre 1 600 $ et 2 000 $ mensuellement.
- Valeur à long terme : En plus d'économiser entre 19 200 $ et 24 000 $ par an, ce montant peut également être mis de côté pour atténuer le risque de fluctuations des prix des matières premières, ce qui arrive de temps en temps, entraînant une réduction des coûts et une amélioration de l'efficacité à long terme.
En plus de repérer une entreprise de fabrication de tôlerie qualifiée capable de produire les meilleures pièces, ces économies peuvent également être réalisées grâce à l'optimisation technique. Si vous avez des besoins de personnalisation par lots, contactez nos ingénieurs pour un calcul gratuit des coûts après optimisation des matériaux afin de débloquer un nouveau potentiel de réduction des coûts.
Étude de cas : Comment LS Manufacturing personnalise les cadres de précision en acier inoxydable pour l'industrie des dispositifs médicaux et réduit les coûts de 25 % ?
Le secteur des dispositifs médicaux établit une norme très élevée pour la fabrication de tôles sur mesure, y compris des dimensions de produits extrêmement précises, des qualités de surface très fines, ainsi que des matériaux pouvant être utilisés à des fins médicales.
À travers cette étude de cas, vous verrez comment nous avons traité les principaux problèmes du client tout en réduisant le prix.
Problème du client
Un fabricant de dispositifs médicaux de premier ordre cherchait à personnaliser des cadres de stents chirurgicaux en acier inoxydable 316L de 6 mm d'épaisseur à la condition que les bords ne doivent avoir absolument aucune couche d'oxyde et, en outre, qu'il n'y ait pas de déformation thermique, et le traitement de revêtement ultérieur étant très exigeant.
Le client avait initialement utilisé la découpe au jet d'eau et avait une production de seulement 800 ensembles par mois, ce qui ne pouvait pas satisfaire la demande de 2 000 ensembles, et le coût par pièce était de 120 $, ce qui a entraîné une certaine pression sur les coûts.
La solution de LS Manufacturing
- Analyse des points douloureux : Les principaux désirs du client étaient "pas d'oxyde, haute efficacité et faible coût." Confirmant que le processus de découpe au jet d'eau actuel était non seulement inefficace et coûteux, mais qu'il ne pouvait pas non plus fournir les fonctionnalités requises par le client.
- Sélection du processus : Pour répondre aux exigences de qualité médicale d'absence d'oxyde et de haute précision, le changement du processus en « découpe laser à fibre d'azote haute pression de 10 000 watts » était la meilleure solution.
- Optimisation des paramètres : La pression du gaz auxiliaire a été augmentée à 25 bars et le point focal était de -3,0 mm. Une tête de coupe anti-oxydation spécialement conçue a été utilisée pouréliminer complètement l'oxygène dans la zone de coupe empêchant ainsi l'oxydation de la surface métallique.
- Tests sur échantillons :Des tests sur 100 pièces ont montré que la rugosité de surface de la pièce était de 1,6 μm et qu'il y avait pas de couche d'oxyde, donc aucune exigence de sablage. La limite de perpendiculaire était de 0,08 mm, ce qui est médicalement acceptable.
- Optimisation de la mise en page : La disposition des nids a été améliorée. Le nombre de pièces provenant d'une charge de tôles en acier inoxydable 316L de 4'x8' a été augmenté de 12 à 14, ce qui a entraîné moins de gaspillage de matériaux et une réduction des coûts.
Résultats et valeur :
Les changements de processus ont permis de retravailler le système de production.
- L'efficacité de la production a été améliorée de 60 %, avec une production mensuelle de 2 500 ensembles.
- Le coût de chaque pièce est tombé à 90 $ (une diminution de 25 %), ce qui a permis une économie annuelle de 72 000 $.
- En outre, toutes les pièces étaient conformes à 100 % au test au brouillard salin de qualité médicale et leur durée de vie a été prolongée de 30 %.
- Après des modifications du processus, le temps de fabrication par pièce a été réduit de 15 minutes/pièce à 6 minutes/pièce, l'efficacité de la production a été augmentée de 60 %.
- La production mensuelle tombait rarement en dessous de 2 500 ensembles, ce qui était bien supérieur aux exigences du client.
- Le coût global d'approvisionnement par pièce a été réduit de 120 $ à 90 $, soit une réduction de 25 %, ce qui a permis au client d'économiser 72 000 $ par an.
- De plus, toutes les pièces ont subi avec succès un test au brouillard salin de qualité médicale à 100 % et leur durée de vie a été augmentée de 30 %.
This is a clear case that proper process selection should be at the heart of matching customer's needs and our capabilities to switch processes can give the best solution for custom sheet metal fabrication in high end fields like the Medical Industry.
If you have needs for precision stainless steel frames or other medical-grade sheet metal parts customization, please contact our expert team for a customized solution and quote.

How To Accurately Select The Most Suitable Sheet Metal Laser Cutting Service Based On The Thickness And Material Hardness Of The Sheet Metal?
Knowing a sheet metal laser cutting service helps a lot after you find out what sheet thickness and material characteristics are. Actually, various materials and thicknesses will hardly be through by laser cutting parameters as well as by the resulting effects.
Just grabbing a model without paying attention may bring you quality problems and wastes of money very easily. We offer highly accurate matching solutions based on the very latest 2026 standards.
Laser Cutting Parameter Matching for Common Materials
- Carbon Steel and Stainless Steel:
For thoroughly working on Q235 carbon steel 1-12mm, 6-12kW power and oxygen assistance seem to be the perfect set of features to both control the speed and avoid slag formation.On the other hand, for 304 stainless steel 1-8mm, our recommendations are to use 8-12kW power and nitrogen assistance so as to effectively suppress oxidation.
- Special Alloys:
For aluminum alloy 1-6mm, 12kW power and nitrogen assistance are our suggestions, while anti-reflection technology being used for the protection of the equipment, for titanium alloy 1-4mm, 12kW power and argon assistance are our advice to help in balancing of energy and preventing thermal deformation.
Key Considerations for Laser Cutting
- Highly reflective metals processing:
Mixing anti-reflection technology (back-reflection protection) enabled us to solve the cutting problems of aluminum alloy and copper, so we can continuously cut and avoid breakdown of the equipment.
- Parameter adjustment:
It is crucial to change the power and feed speed according to the thickness of the sheet to be cut. For example, if you work with ultra-high strength steel (1-8mm), you will have to decrease the feed speed in order to keep the quality of the cut while also meeting the requirements of the industrial structural components.
|
Material Type |
Thickness Range |
Recommended Laser Power |
Auxiliary Gas |
Key Notes |
Adaptability to Custom Metal Fabrication Parts |
|
Q235 Carbon Steel |
1-12mm |
6-12kW |
Oxygen |
Control cutting speed to avoid dross. |
High, suitable for mass-produced standard parts. |
|
304 Stainless Steel |
1-8mm |
8-12kW |
Nitrogen |
Prevent oxidation and optimize focus position. |
High, suitable for precision parts. |
|
Aluminum Alloy |
1-6mm |
12kW |
Nitrogen |
Adopt anti-reflection technology to avoid equipment damage. |
Medium, suitable for lightweight parts. |
|
Titanium Alloy |
1-4mm |
12kW |
Argon |
Control energy density to avoid thermal deformation. |
Medium, suitable for high-end customized parts. |
|
Ultra-High Strength Steel |
1-8mm |
12kW |
Nitrogen |
Reduce feed speed to ensure cutting quality. |
High, suitable for industrial structural parts. |
Our anti-reflection technology is a powerful solution to the tough problem of cutting highly reflective metals like aluminum alloys and copper. Besides ensuring continuous cutting without interruption, this technology also prevents equipment failure. If you don't know what laser parameters suit your sheet metal, just upload your CAD drawings and you will get free process selection advice.
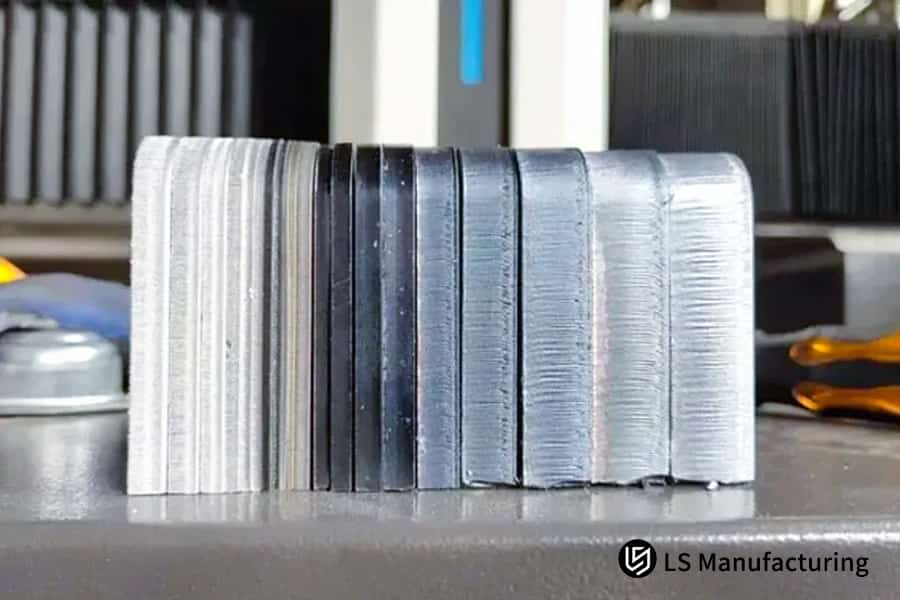
Figure 3: Several metal samples with cut edges, showcasing results from different cutting processes like laser and waterjet.
Why Is It Necessary To Strictly Control The Heat Affected Zone In Industrial Sheet Metal Fabrication To Ensure Subsequent Welding Strength?
In the field of industrial sheet metal fabrication, the laser cutting stage has a major impact on how the parts will be bent and welded later on. Controlling the heat-affected zone (HAZ), i.e. the small surface layer that is altered by being heated, is critical for weld strength and is something that is commonly neglected.
Potential Hazards of the Heat-Affected Zone
Fiber laser cutting creates a 0.1-0.3mm thick surface layer with different mechanical properties (i.e. a heat affected zone or HAZ) that if uncontrolled can cause:
- Too much springback during CNC bending leading to bending accuracy deviations of up to 0.2mm, thus impacting assembly.
- Lowering the weld toughness of the structural components that will be welded, thus increasing the chances of microcracks and failure to meet the AWS D1.1 requirements for steel structure welding.
Heat-Affected Zone Control Scheme
- Parameter Optimization: To limit the HAZ to 0.1mm, reduce energy density and increase cutting speed, which will also keep the weld strength at least 95% of the base metal.
- Auxiliary Processing: For very high demand projects, a 0.2mm machining allowance is left for subsequent precision grinding to remove the hardened layer, areas of critical welding are processed by the water jet method to completely eliminate the HAZ.
How Can Professional Industrial Sheet Metal Fabrication Manufacturers Ensure Stable Delivery Time Through Equipment Redundancy?
Stable delivery times are a fundamental customer requirement in industrial sheet metal fabrication. Delivery delays are mainly caused by equipment failures and maintenance downtime. We implement an equipment redundancy strategy to provide a "zero delay" delivery guarantee.
Equipment Redundancy System Construction
Our company has several 12kW laser cutting machines and high pressure water jets of the same specifications to set up an "equipment hot backup" system.
In case a single piece of equipment is broken down or is under maintenance, the production line can be immediately switched and the backup equipment can be running within 10 minutes, thus completely avoiding the downtime and ensuring uninterrupted production.
Auxiliary Measures for Delivery Time Guarantee
We implement a 24/7 lights out production mode, along with an intelligent scheduling system aimed at unattended continuous production, thus not only improving efficiency but also reducing the risks of delivery time. Heavy asset investment is turned into a "zero delay" brand promise, satisfying the requirements of high value procurement.
FAQ
Q1: What are the achievable tolerances for laser cutting and waterjet cutting in sheet metal processing?
Our fiber laser is capable of achieving a positioning accuracy of 0.1mm (ideal for 1-12mm thin plates). However, precision waterjet cutting can consistently maintain a tolerance of 0.05-0.15mm when working on thick plates.
Q2: Why do you suggest giving fiber laser cutting a higher priority when producing high precision aluminum alloy parts?
By combining fiber laser with our dynamic frequency compensation technology, we have achieved a method of eliminating the issue of the accumulation of slag on aluminum alloys after processing. The processing speed is 5-10 times faster than that of waterjet cutting, resulting in a drastic increase in efficiency and a reduction in costs.
Q3: How does LS Manufacturing ensure the perpendicularity of the cut for ultra thick carbon steel plates exceeding 25mm?
LS Manufacturing's solution to the problem is to utilize a powerful waterjet or a laser head, which is compensated for bevel. By lowering the speed and raising the gas flow, we can guarantee that the bevel angle is kept within 1 therefore fulfilling the requirements of thick plates.
Q4: Does fiber laser cutting change the chemical properties of the edges of stainless steel parts?
In some cases when cutting with oxygen, the metal surface can be oxidized. We usually cut the metal with high pressure nitrogen to protect the metal color naturally and also make it easier to weld without doing any extra work.
Q5: My drawing requires extremely small micro holes. Will waterjet cutting cause chipping?
Waterjet cutting micro holes smaller than 1.5mm may cause chipping. To prevent damage in the weak parts of the material, we advise laser pre-drilling or usage of a complete laser setup.
Q6: When customizing sheet metal parts in bulk, which process can help me obtain a more competitive quote?
For large volume workpieces with thickness less than 10mm, fiber laser cutting has such a high production rate per hour that a price of only 40% higher than waterjet cutting would significantly lower your bulk purchase costs.
Q7: If my parts require mirror polishing, what are the considerations for choosing the cutting process?
It would be best if you consider laser cutting together with our surface finishing procedure so that you can minimize grinding after processing, get a surface roughness of around Ra1.6, and be ready for mirror polishing.
Q8: Will LS Manufacturing allow uploading of CAD drawings for a free evaluation of the DFM process?
Yes, Our engineers will give you process recommendations and price quotes based on your drawings in 24 hours to help you achieve a balance between manufacturability and cost.
Résumé
Fiber laser cutting is a good way to cut medium or thin plates in custom sheet metal fabrication and Waterjet cutting is a good choice for thick plates and heat sensitive materials (quality assurance). Material thickness tolerances, and post processes should be considered when deciding both methods.
The right process can save 20%-25% of costs and speed up delivery times. With top notch equipment and technology, LS Manufacturing assists customers in choosing the best balance of cost, quality, and delivery time.
Upgrade your precision sheet metal supply chain. Get in touch with one of our experts now or upload your STEP/DXF files to receive a personalized DFM evaluation and price. Take advantage of our 24-hour rapid quote service and get a cheap custom sheet metal fabrication solution.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


